Изобретение относится к фильере для формования нитей из прядильной массы согласно ограничительной части независимого пункта формулы изобретения, касающегося устройства, к формующему устройству, содержащему несколько фильер, и к способу формования нитей согласно ограничительной части независимого пункта формулы изобретения, касающегося способа.
Обычно формование нитей осуществляют путем продольного вытягивания нитеобразующей массы из фильеры. Продольное вытягивание производят механически, воздействуя на нити силами при помощи таких устройств, как мотальная машина, или аэродинамически, с помощью сопровождающих газовых потоков, преимущественно воздушных потоков, как в способах изготовления фильерного нетканого материала, к которым относится также формование выдуванием (выдувание расплава). При этом нить, полученная из формующего отверстия, имеет меньший диаметр, чем это отверстие.
Иначе происходит формование расщеплением, при котором из одного формующего отверстия образуется множество нитей вследствие расщепления жидкого потока нитеобразующей прядильной массы, представляющей собой расплавы или растворы, как описано в ЕР 1192301 или в ЕР 1358369. Этот способ, часто называемый также способом "Nanoval", характеризуется тем, что при использовании простого технологического оснащения достигается большая производительность на одно формующее отверстие, измеренная, например, в г/мин, в особенности при формовании более тонких нитей, так как на одно отверстие вполне может быть получено 20, 50 и вплоть до нескольких сотен нитей. Нити являются по существу бесконечными и в зависимости от режима работы имеют определенное распределение величин их диаметров.
Воздушные потоки, осуществляющие расщепление выходящей прядильной массы согласно эффекту "Nanoval", вплотную подходят к формующим отверстиям. Они находятся в ниппелеобразных фильерах с коническим концом, которые выступают из фильерной плиты, как описано в ЕР 1902164 А1, и охлаждают их, так как воздух обычно имеет более низкую температуру, чем прядильная масса, текущая в фильерах, называемых здесь также формующими ниппелями. Это особенно невыгодно, когда при малой производительности нужно путем расщепления получить максимально возможное количество тонких нитей. Этот недостаток может быть по меньшей мере частично устранен путем нагревания поступающего к фильерам воздуха, что однако увеличивает затраты энергии. Можно также нагревать отдельные фильеры или формующие ниппели, но при этом также повышаются затраты на оборудование.
В основе изобретения лежит задача создать фильеру, которую можно использовать в известном способе формования расщеплением, и устройство и способ формования нитей, позволяющие получить более тонкие нити, чем в известных устройствах, при более высокой производительности и простой конструкции фильеры.
Согласно изобретению, эта задача решена путем создания фильеры с признаками, указанными в п.1 формулы изобретения, устройства, содержащего несколько таких фильер, и способа с признаками, указанными в п.12 формулы изобретения.
Выгодные усовершенствования изобретения описаны в зависимых пунктах формулы.
Благодаря тому, что осесимметричная внутренняя деталь фильеры, имеющая подводящий канал, по меньшей мере частично окружена осесимметричной наружной деталью, а между внутренней и наружной деталями в продольном направлении фильеры образована по меньшей мере одна изолирующая камера, в которой размещен газ, предпочтительно воздух, для образования изолирующего газового слоя, уменьшаются потери тепла текущей в подводящем канале прядильной массы, по меньшей мере частично обтекающий формующий ниппель, за счет теплопередачи в воздух. Если по меньшей мере одна изолирующая камера герметично закрыта снаружи, то в ней вместо газа может быть создан вакуум. Это означает, что прядильная масса в подводящем канале дольше сохраняет более высокую температуру и поступает к выходному отверстию с более высокой температурой, что положительно сказывается на вязкости прядильной массы в выходном отверстии, то есть вязкость массы становится меньше, чем в фильере с такими же размерами, но без изолирующей камеры. Благодаря меньшей вязкости получаются более тонкие нити и увеличивается производительность. Поскольку прядильная масса в изолированном подводящем канале дольше сохраняет свою температуру и поступает по меньшей мере к одному выходному отверстию более горячей, выходное отверстие может иметь меньший диаметр, что дает возможность получить более тонкие нити. Внутренняя и наружная детали фильеры могут быть выполнены, по меньшей мере частично, осесимметричными, но возможны также другие формы. В качестве прядильной массы могут использоваться полимеры и растворы синтетического и натурального происхождения. По сравнению с фильерами, снабженными нагревательными устройствами, уменьшаются конструктивные затраты. Согласно изобретению, можно получить тонкие нити со средним диаметром менее 1 мкм.
В особенно выгодном варианте осуществления изобретения в вершине фильеры выполнено несколько выходных отверстий, соединенных с подводящим каналом, причем из каждого отверстия может формоваться одна мононить. Благодаря наличию нескольких выходных отверстий может быть увеличен расход прядильной массы, что в свою очередь приводит к повышению температуры в месте перехода от подводящего отверстия к выходным отверстиям. Поэтому на одно выходное отверстие может быть получена более тонкая мононить, которая расщепляется на более тонкие нити. Выходные отверстия могут иметь одинаковые форму и поперечное сечение, но это не является обязательным, и они могут иметь различные формы и поперечные сечения.
В одном выгодном варианте осуществления изобретения на периферийной поверхности вершины фильеры выполнены направляющие элементы для прохождения газа, обтекающего мононити. Направляющие элементы могут быть выполнены в виде расположенных по периферии уплощенных участков поверхности и/или в виде сходящихся к вершине углублений в форме желобков, пазов или канавок. Благодаря этому воздушные потоки могут равномерно и по существу ламинарно подводиться ко всем мононитям, формуемым фильерой.
Выходные отверстия предпочтительно ориентированы наружу под острым углом к центральной линии формующего ниппеля, благодаря чему предотвращается схождение жидких мононитей, выходящих из выходных отверстий. Выходные отверстия могут быть также изогнуты наружу. Название «выходное отверстие» не означает, что оно всегда должно иметь круглое поперечное сечение. Сечение выходного отверстия может быть овальным или многоугольным, в частности прямоугольным или квадратным.
Изолирующая камера фильеры может быть образована посредством того, что осесимметричная внутренняя деталь фильеры имеет буртик, с которым может контактировать осесимметричная наружная деталь в форме втулки, так что получается тоже осесимметричная, вытянутая в продольном направлении изолирующая камера, когда фильера установлена при помощи резьбы, выполненной на наружной детали, в держателе, например в фильерной плите.
Направляющие элементы на вершине фильеры предпочтительно выполнены так, что поперечное сечение вершины имеет форму многоугольника, креста, листа клевера или форму звезды.
В формующем устройстве согласно изобретению в фильерном блоке установлено несколько фильер согласно изобретению, а на расстоянии от фильерного блока расположен сопловый блок, содержащий несколько соответствующих фильерам газовых сопл, выполненных с возможностью ускорения газового потока, проходящего через них и окружающего соответствующие мононити. При помощи такого формующего устройства может быть получено множество тонких нитей, образованных путем расщепления нескольких мононитей. При увеличении количества выходных отверстий фильер количество нитей и их тонкость могут быть увеличены.
Газовые сопла выполнены предпочтительно осесимметричными и каждое из них соответствует одной фильере, вследствие чего газовый поток может равномерно протекать вокруг сформованных мононитей. Однако газовые сопла могут представлять собой щелевые сопла или сопла Лаваля, в частности если выходные отверстия в вершине фильеры расположены в ряд.
В одном предпочтительном варианте осуществления изобретения фильерный блок содержит несколько рядов фильер, при этом особенно предпочтительно, чтобы фильеры одного ряда были смещены относительно фильер соседнего ряда. Благодаря этому могут быть изготовлены более однородные фильерные нетканые материалы.
Следующим выгодным вариантом выполнения фильер, внутренняя деталь которых изолирована для уменьшения тепловых потерь, и их положения относительно расположенных в направлении потока за ними ускоряющих сопел, например сопел Лаваля, является их жесткое соединение с соплами и тем самым определенное позиционирование центра каждой фильеры относительно центра соответствующего ускоряющего сопла. Преимущество этого варианта состоит в том, что выходящие жидкие струи прядильного материала равномерно окружаются струями газа, преимущественно воздуха, так как в противном случае поперечное сечение нитей будет неравномерным, что нежелательно. Таким образом, даже по большой ширине формования в формующем устройстве, называемом также формующей балкой, могут компенсироваться различные расширения между более теплым фильерным блоком и расположенным после него сопловым блоком, так что центры линий формования обоих блоков, создающих эффект "Nanoval", всегда совпадают. Когда в фильере несколько выходных отверстий, началом линии формования считается центр вершины фильеры, если не требуются особые эффекты, например скручивание в ускоряющем сопле с целью образования пряжи, что для нетканых материалов, как правило, не используется.
Согласно изобретению, в способе формования нитей из прядильной массы путем расщепления формуют мононить из по меньшей мере одной фильеры и ускоряют мононить окружающим газовым потоком до достижения расщепления, причем прядильную массу для формования подают через подводящий канал, который во избежание тепловых потерь изолирован посредством окружающей его газовой подушки. Преимущества способа по сравнению с известным способом без изолирования аналогичны преимуществам, которые были указаны при описании фильеры.
В одном предпочтительном варианте выполнения способа прядильную массу, транспортируемую в подводящем канале, разделяют на несколько отдельных потоков, каждый из которых формуют с образованием мононити и при помощи ускоряющего газового потока расщепляют мононить на множество по существу бесконечных нитей.
Чтобы получить особенно тонкие нити из синтетических и натуральных полимеров, например полипропилена, сложного полиэфира и других нитеобразующих формовочных веществ, в частности растворов целлюлозы или растворов полиакрилнитрила или арамидов, нужно уменьшить количество протекающей прядильной массы на одно выходное отверстие, чтобы увеличивалась необходимая работа формоизменения на жидкой мононити. Однако при этом возникает опасность большего охлаждения, особенно в открытой области фильер, которое противодействует расщеплению или разрыву на большее количество отдельных нитей. Благодаря наличию в фильере нескольких выходных отверстий, то есть разделению прядильной массы в вершине фильеры на несколько отдельных потоков, количество текущей прядильной массы на одно выходное отверстие может быть уменьшено, и тем не менее будет отсутствовать опасность слишком сильного охлаждения прядильной массы в подводящем канале, так как расход в нем повышается и, таким образом, температура в выходных отверстиях будет более высокой, а количество прядильной массы в подводящем канале будет зависеть не только от размера выходного отверстия, но и от количества выходных отверстий.
Варианты осуществления изобретения представлены на чертежах и подробно рассмотрены в последующем описании. На чертежах:
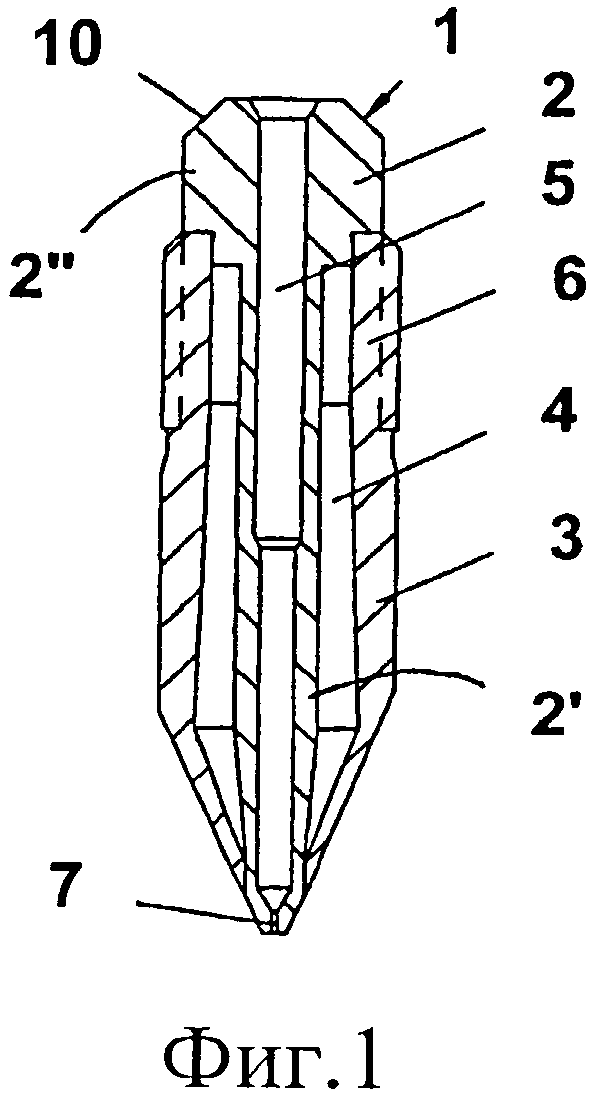
фиг.1 изображает разрез фильеры согласно изобретению,
фиг.2 - разрез части устройства согласно изобретению, содержащего несколько фильер, показанных на фиг.1,
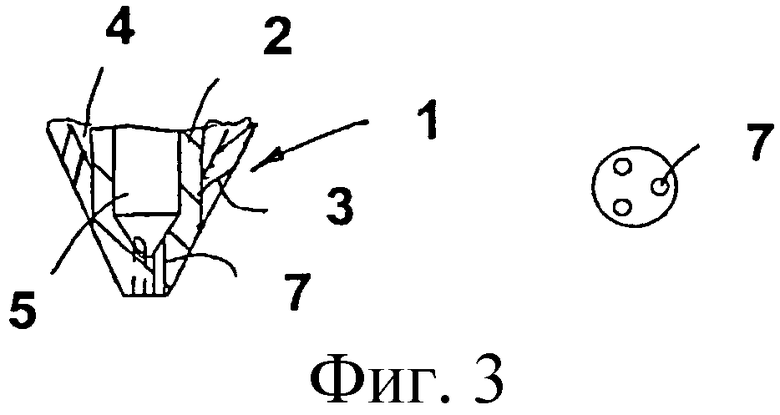
фиг.3 - разрез фильеры согласно следующему варианту осуществления изобретения и вершина фильеры на виде снизу,
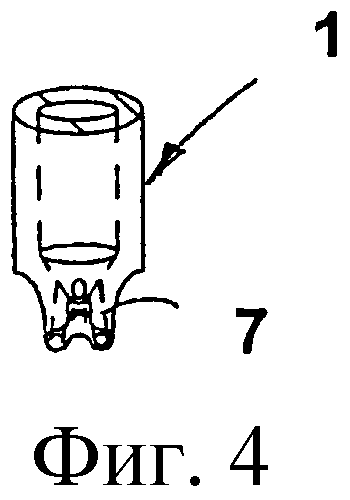
фиг.4 - схематичный вид фильеры согласно третьему варианту осуществления изобретения,
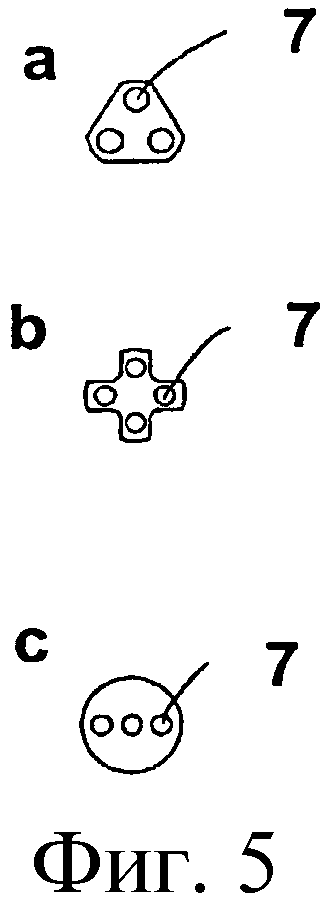
фиг.5 - различные варианты выполнения вершины фильеры и фильер согласно изобретению,
фиг.6 - частичный разрез нижней области фильеры согласно изобретению с щелевым соплом Лаваля и
фиг.7 - частичный разрез следующего варианта выполнения формующего устройства согласно фиг.2, в котором фильера и ускоряющее сопло соединены друг с другом.
На фиг.1 показана фильера 1 согласно первому варианту осуществления изобретения. Фильера содержит осесимметричную внутреннюю деталь 2 и осесимметричную наружную деталь 3. Наружная деталь 3 выполнена в виде втулки и имеет на одном конце наружную резьбу 6, а на другом конце, то есть в области вершины фильеры, имеет коническую форму. Внутренняя деталь 2 включает в себя стержневую область 2' с коническим концом, которая на другом конце переходит в ступенчатый буртик 2" с большим диаметром, чем стержневая область 2'. Через осесимметричную внутреннюю деталь 2 в продольном, то есть в осевом направлении, проходит подводящий канал 5, соединенный в области вершины фильеры с одним или несколькими выходными отверстиями 7. При помощи наружной резьбы осесимметричная наружная деталь 3 вместе с внутренней деталью может быть ввинчена в держатель (описанный ниже), при этом ступенчатый буртик служит в качестве упора. Размеры внутренней детали 2 и наружной детали 3 таковы, что между ними образуется полая изолирующая камера 4, вытянутая в продольном направлении, которая заполнена газом, обычно воздухом. Наружная деталь 3, а именно ее конический конец, герметично прилегает в области вершины фильеры к внутренней детали 2, при этом конический конец наружной детали 3 как бы продолжен коническим концом стержневой области внутренней детали 2, и оба они образуют область вершины фильеры.
На фиг.2 показано устройство согласно изобретению, в котором установлено несколько отдельных фильер 1 или формующих ниппелей с образованием фильерного блока 9 или фильерной плиты. Фильеры 1 при помощи резьбы 6 на наружной детали 3 ввинчены в фильерный блок 9 и посредством наклонных поверхностей 10 на буртике 2" каждой фильеры 1 уплотнены в приемных отверстиях фильерного блока 9 с целью подвода прядильного материала через формующий ниппель 11, так как наклонные поверхности 10 при ввинчивании фильер прижимаются к фильерному блоку 9.
Подводящие каналы 5 каждой фильеры 1 соединены с соответствующими подводящими каналами 11, которые выполнены в фильерном блоке 9 и в расположенной над ним детали 8 и соединены с распределительной камерой (не показана), куда вводят прядильную массу. Под фильерным блоком 9 на расстоянии, определяемом пространством 13, расположена сопловая плита 15, содержащая несколько ускоряющих газовых сопел 14, которые могут быть выполнены в виде сопел Лаваля, то есть с сужающейся областью и резко или непрерывно расширяющейся областью. Сопловая плита 15 расположена относительно фильер 1 так, что их вершины слегка входят в ускоряющие сопла 14 или расположены несколько выше них. В фильерном блоке 9 предпочтительно имеется несколько рядов фильер 1, причем соседние ряды могут быть смещены друг относительно друга. Для изготовления фильерного нетканого материала несколько рядов фильер 1 предпочтительно расположены поперек к направлению движения ленты или барабана для укладки, в соответствии с желаемой шириной нетканого материала.
Пространство 13 между фильерным блоком 9 и сопловой плитой 5 служит для подвода газа, предпочтительно воздуха, который протекает через ускоряющие сопла 14 в направлении стрелок 12. Из выходных отверстий 7 фильер формуются соответствующие мононити 16, и согласно способу "Nanoval" воздух обтекает эти мононити 16 или нижнюю область фильер 1, как показано стрелками 12, в пространстве 13 со скоростью, возрастающей к ускоряющим соплам 14, через которые он выходит из пространства 13. Отверстия ускоряющих сопел 14 являются в общем случае круглыми, однако они могут быть щелевыми. Отверстия сужаются в направлении потока и могут иметь сечение в форме сужающегося - расширяющегося сопла Лаваля, при этом возможны резкие переходы. Продольная ось ускоряющих сопл 14 совпадает с продольной осью формующего ниппеля 1. Мононить 16 из-за различия давления внутри и снаружи мононити расщепляется на множество нитей 17, которые при изготовлении нетканого материала укладывают на ленту или барабан или их можно наматывать как пряжу на катушки при помощи обычных намоточных устройств.
В особенности в нижней части формующего ниппеля 1 или формующих ниппелей охлаждающее действие воздуха увеличивается вследствие, например, того, что поток воздуха с возрастающей скоростью направлен осесимметрично на отверстия ускоряющих сопл 14. Ускоряющийся воздушный поток должен по возможности быстро, по существу параллельно, окружать жидкую мононить, и его скорость должна быть существенно выше, чем скорость нити. Из этого также следует, что нужно уделить большое внимание охлаждению вершины ниппеля, так как при применяемом способе тонкость нити зависит в первую очередь от температуры прядильной массы и лишь во вторую очередь от скорости воздуха, который осуществляет расщепление путем создания сдвиговых напряжений в потоке жидкости. Охлаждение уменьшается посредством воздушных слоев изолирующей камеры 4, окружающих подводящий канал 5 с протекающей нитеобразующей прядильной массой. Так как потери тепла прядильной массы наружу и, таким образом, разность температур между верхней областью подводящего канала 5 и выходным отверстием уменьшены, она поступает к выходным отверстиям 7 соответствующей фильеры 1 с более высокой температурой. Так как температура более высокая, то вязкость большинства прядильных масс будет меньше и, соответственно, через подводящие каналы 5 и выходные отверстия 7 может протекать большее количество прядильной массы.
На фиг.3 показан следующий вариант выполнения фильеры согласно изобретению, которая также может применяться в устройстве согласно фиг.2. Эта фильера отличается от фильеры, показанной на фиг.1, тем, что имеются три соединенных с подводящим каналом 5 выходных отверстия 7 для формования трех мононитей. Расположение этих выходных отверстий 7 показано на виде снизу, в правой части фиг.3. Три выходных отверстия 7 показаны здесь лишь в качестве примера, так что количество выходных отверстий, называемых также капиллярами, может быть больше трех, а может быть всего два отверстия. Благодаря наличию в вершине фильеры нескольких выходных отверстий 7 может быть увеличена производительность.
Вершина ниппеля может иметь, например, следующие размеры, которые подходят для изготовления нитей с диаметром около 1 мкм и менее: диаметр d1 подводящего канала составляет от 1,5 мм до 2 мм; диаметр d2 капилляров - от 0,2 мм до 0,6 мм; длина выходного отверстия или капилляров - от 1 мм до 2,4 мм и длина фильеры - порядка 30 мм. Все эти данные являются лишь примером, и в зависимости от исходных данных могут быть выбраны другие размеры.
Как показано на фиг.4, выходные отверстия 7 могут быть ориентированы наружу под острым углом к центральной оси фильеры 1, в отличие от фиг.3, где они расположены параллельно друг другу, Благодаря этому устраняется опасность того, что мононити, сформованные из выходных отверстий 7, после расщепления сходятся.
Наружные поверхности вершины фильеры между отверстиями 7 для лучшего прохождения воздуха с целью равномерного окружения выходящих мононитей могут быть выполнены в форме сходящихся к вершине уплощений или выемок в форме желобков. Для этого с круглого поперечного сечения вершины снимают некоторое количество материала.
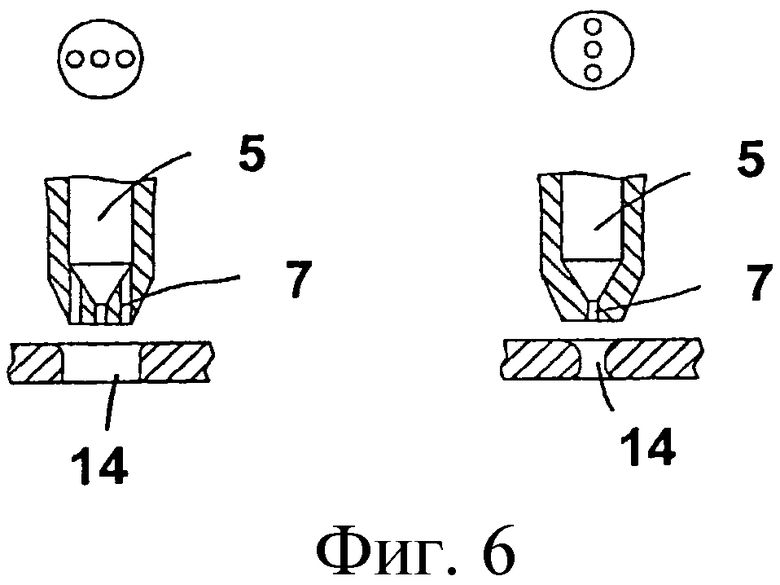
На фиг.5 показан вид вершины фильеры снизу, в трех различных вариантах выполнения: на фиг.5а она имеет по существу треугольную форму с уплощениями, на фиг.5b она имеет форму креста с четырьмя выходными отверстиями, при этом между сторонами креста видна выемка в форме канавки. На фиг.5 с три выходных отверстия 7 расположены в одном ряду друг за другом.
Для варианта, представленного на фиг.5 с, на фиг.6 показаны сбоку вершины фильеры 1 и соответствующие щелевые сопла 14 Лаваля.
Пример
В устройстве согласно фиг.2, содержащем несколько фильер 1 в форме ниппеля, были использованы сопла согласно фиг.3 с тремя отверстиями диаметром 0,25 мм. При расходе полипропилена 1,5 г/мин на отверстие или выходное отверстие, с индексом текучести расплава (Melt Flow Index, называемый также MFR) 28 и 1200, измеренном в стандартизованном согласно ISO 1133 приборе, который показывает, сколько граммов нагретого термопластичного полимера выдавливается через фильеру за 10 мин под действием фиксированной силы, в данном случае для полипропилена 2,16 кг при 230°С, после расщепления образовались нити со следующими средними диаметрами, измеренные в микроскопе на 20 отдельных нитях: 1 капилляр с диаметром 0,25 мм создавал при 1,5 г/мин и индексе текучести расплава 28 нити со средним диаметром 1,1 мкм при наименьшем измеренном диаметре 0,8 мкм, а при индексе текучести расплава 1200 создавал нити со средним диаметром 0,95 мкм и наименьшим диаметром 0,4 мкм. В случае трех капилляров с диаметром 0,25 мм получались нити с диаметром 0,8 мкм при индексе текучести расплава 28 и с диметром 0,7 мкм при индексе текучести расплава 1200, при расходе 3×1,5 г/мин, то есть 4,5 г/мин на одну фильеру.
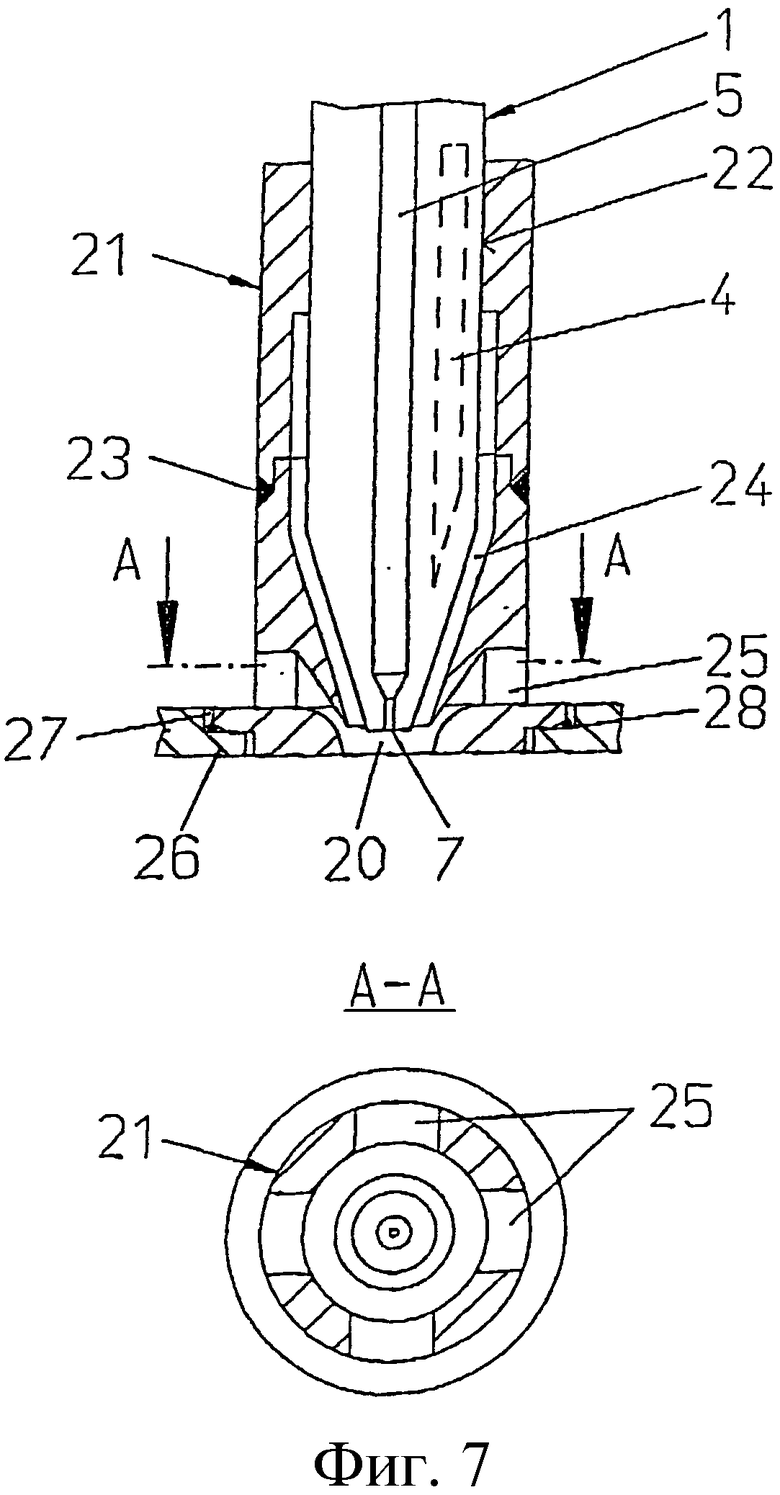
На фиг.7 показана фильера 1 в форме ниппеля, которая может соответствовать одному из вариантов выполнения согласно фиг.1 и 3-6 и которая объединена с ускоряющим соплом 20, например соплом Лаваля, соответствующим ускоряющим соплам 14 на фиг.2 и фиг.6. Как и на фиг.1, фильера 1 является по существу осесимметричной и имеет в середине подводящий канал 5 для прядильного материала, оканчивающийся выпускным или выходным капиллярным отверстием 7. Под ним находится ускоряющее сопло или сопло 20 Лаваля, которое в направлении потока ускоряющего газа сужается до наименьшего поперечного сечения, то есть может резко или непрерывно расширяться. Сопло 20 Лаваля является составной частью втулки 21, которая охватывает фильеру 1 и в которой фильера может скользить по поверхности 22. Это позволяет при формовании и очистке изменять расстояние между выходом капилляра и нижней поверхностью сопла Лаваля (см. также ЕР 1902164 А1). Если от этого отказаться, то втулка 21 может быть неподвижно соединена с фильерой 1, например, при помощи резьбы. По технологическим соображениям втулка 21 может состоять из верхней и нижней частей, которые соединены друг с другом в месте 23.
В соответствии с целью настоящего изобретения между втулкой 21 и фильерой 1 предусмотрена полость 24 для изоляции при помощи газа или воздуха. Кроме того, могут быть предусмотрены изолирующие камеры 4 в формующем ниппеле, как показано на фиг.1. В нижней области втулки 21 над соплом 20 Лаваля выполнены отверстия 25 для газа, например, в четырех местах, как показано на фиг.7 в разрезе А-А. Через эти отверстия газ или воздух может проходить к ускоряющему соплу и создавать в мононити из прядильного материала эффект 'Nanoval", то есть расщепление мононити. В формующем устройстве согласно фиг.2 нижняя часть втулки 21 опирается на плиту 26 с отверстиями для размещения ускоряющих сопел 20, расположенных в нижней части втулки 21. Плита 26 образует вместе с соплами 20 Лаваля сопловую плиту 15, показанную на фиг.2, или сопловый блок, который можно поднимать и опускать, при этом втулка 21 соответственно перемещается по фильере 1. Для предотвращения утечек ускоряющего газа из пространства 13 между фильерным блоком (9 на фиг.2) и сопловым блоком 26, 20 через кольцевые зазоры 27 между ускоряющими соплами 20 и плитой 26, в которой они размещены, наружу в среду, окружающую формующее устройство, из-за более высокого давления в пространстве 13, в кольцевом зазоре 27 может быть предусмотрено уплотнение 28. Ускоряющие сопла или сопла 20 Лаваля, или нижняя часть втулок 21 могут соответственно перемещаться в кольцевых зазорах 27, на чертеже горизонтально.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПО СУЩЕСТВУ БЕСКОНЕЧНЫХ ТОНКИХ НИТЕЙ | 2001 |
|
RU2265089C2 |
| ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТОНКИХ НИТЕЙ ПУТЕМ РАСЩЕПЛЕНИЯ | 2006 |
|
RU2396378C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ФИЛАМЕНТНЫХ НИТЕЙ, ПРЯДИЛЬНАЯ ШАХТА И ЦЕЛЛЮЛОЗНЫЕ ФИЛАМЕНТНЫЕ НИТИ | 1994 |
|
RU2129622C1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ВОЛОКОН И НИТЕЙ | 1997 |
|
RU2123072C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2041300C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕРМОПЛАСТИЧНЫХ НИТЕЙ И ШЕСТЕРЕНЧАТЫЙ НАСОСИК | 1994 |
|
RU2092631C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИНТЕТИЧЕСКИХ НИТЕЙ ИЗ РАСПЛАВА, ИХ ОБРАБОТКИ И НАМАТЫВАНИЯ | 2007 |
|
RU2439217C2 |
| Фильера для формования волокон и нитей | 1989 |
|
SU1756399A1 |
| Композиция для формования полиамидных нитей | 1977 |
|
SU678094A1 |
| УСТРОЙСТВО ДЛЯ МОКРОГО ФОРМОВАНИЯ ХИМИЧЕСКОЙ НИТИ | 1994 |
|
RU2078858C1 |
Предложена фильера для формования нитей из прядильной массы в виде расплава или раствора натурального или синтетического происхождения, содержащая осесимметричную внутреннюю деталь, имеющую в продольном направлении канал для подвода прядильной массы к вершине фильеры, в которой выполнено по меньшей мере одно выходное отверстие. Осесимметричная внутренняя деталь по меньшей мере частично окружена осесимметричной наружной деталью, а между внутренней и наружной деталями в продольном направлении образована изолирующая камера, в которой с целью создания изолирующего газового слоя размещен газ, предпочтительно воздух. Кроме того, предложено формующее устройство для формования нитей из прядильной массы, содержащее фильерный блок и расположенный на расстоянии от него сопловый блок. В фильерном блоке установлено несколько фильер согласно изобретению, которые выступают из него и обращены к сопловому блоку. Сопловый блок содержит несколько соответствующих фильерам газовых сопел, которые могут ускорять газовый поток, проходящий через соответствующее газовое сопло и окружающий мононить. Эти фильеры используются для изготовления фильерных нетканых материалов или пряжи из полимеров натурального или синтетического происхождения и позволяют получить максимально тонкие нити со средним диаметром менее 1 мкм. Нити из отдельных фильер можно также наматывать подобно пряже на катушки при помощи обычных намоточных устройств. 2 н. и 14 з.п. ф-лы, 7 ил., 1 пр.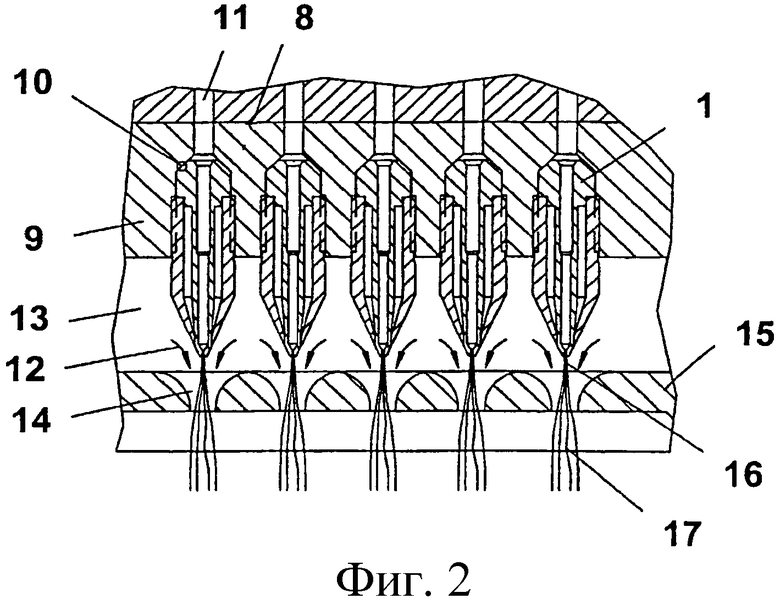
1. Устройство, состоящее из фильеры и ускоряющего сопла, для формующего устройства для формования нитей из прядильной массы, формуемой фильерой, причем фильера содержит внутреннюю деталь и наружную деталь, окружающую по меньшей мере частично внутреннюю деталь, а внутренняя деталь имеет проходящий в ее продольном направлении канал для подвода прядильной массы к вершине фильеры, имеющей по меньшей мере одно выходное отверстие,
отличающееся тем, что между внутренней деталью (2) и наружной деталью (3) в продольном направлении образована по меньшей мере одна изолирующая камера (4), в которой с целью образования изолирующего газового слоя находится газ, предпочтительно воздух, или в которой предусмотрен изолирующий вакуум, причем фильера (1) и ускоряющее сопло (20) соединены друг с другом с образованием единого устройства.
2. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 1, отличающееся тем, что фильера (1) окружена втулкой (21), которая предпочтительно скользит по фильере, причем втулка несет газовое сопло.
3. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 2, отличающееся тем, что втулка (21) в своей нижней части имеет отверстия (25) для пропускания газового потока к ускоряющему соплу (20).
4. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 1 или 2, отличающееся тем, что между втулкой (21) и фильерой (1) предусмотрена полость (24) для изоляции с помощью газа, предпочтительно воздуха.
5. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 1, отличающееся тем, что в вершине фильеры выполнено несколько выходных отверстий (7), которые соединены с подводящим каналом (5), причем из каждого отверстия (7) может формоваться мононить (16).
6. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 1, отличающееся тем, что на периферийной поверхности остроугольной вершины фильеры выполнены направляющие элементы для направления газа, обтекающего мононити (16).
7. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 6, отличающееся тем, что направляющие элементы выполнены в виде расположенных по периферии уплощенных участков поверхности или в виде сходящихся к вершине углублений в форме желобков, пазов или канавок.
8. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 5, отличающееся тем, что продольные оси выходных отверстий (7) наклонены к продольной оси подводящего канала (5) наружу.
9. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 1, отличающееся тем, что внутренняя деталь (2) фильеры имеет осесимметричную стержневую область (2′), к которой примыкает буртик (2″), а наружная деталь (3), выполненная в виде осесимметричной втулки, окружает стержневую область (2′) и опирается на буртик (2″) с образованием по меньшей мере одной, тоже осесимметричной, изолирующей камеры (4).
10. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 1, отличающееся тем, что поперечное сечение вершины фильеры имеет форму многоугольника, креста, листа клевера или форму звезды.
11. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 1, отличающееся тем, что отношение диаметра подводящего канала (5) к диаметру выходных отверстий (7) составляет от 2 до 12.
12. Устройство, состоящее из фильеры и ускоряющего сопла, по п. 1, отличающееся тем, что фильера (1) и ускоряющее сопло (20) жестко соединены друг с другом так, что центр фильеры имеет определенное положение относительно центра ускоряющего сопла.
13. Формующее устройство для формования нитей из прядильной массы путем расщепления мононитей, содержащее фильерный блок (9) и расположенный на расстоянии от него сопловый блок (15; 26, 20), причем в фильерном блоке (9) установлено несколько фильер (1) устройства, состоящего из фильеры и ускоряющего сопла, по любому из пп. 1-11, которые выступают из фильерного блока (9) и ориентированы к сопловому блоку (15; 26, 20), а сопловый блок содержит несколько ускоряющих сопел (14, 20), которые соединены с соответствующими фильерами (1) и выполнены с возможностью ускорения газового потока, направляемого через соответствующее ускоряющее сопло, окружающее мононити (16), для их расщепления на нити.
14. Формующее устройство по п. 13, отличающееся тем, что сопловый блок (15; 26, 20) содержит плиту с отверстиями для размещения, предпочтительно с уплотнением, ускоряющих сопел (20).
15. Формующее устройство по п. 13 или 14, отличающееся тем, что сопловый блок (26, 20) можно поднимать или опускать относительно фильерного блока, в результате чего втулка, несущая ускоряющее сопло каждого устройства, состоящего из фильеры и ускоряющего сопла, перемещается со скольжением по соответствующей фильере.
16. Формующее устройство по п. 13, отличающееся тем, что фильерный блок (9) содержит несколько рядов фильер, причем фильеры (1) одного ряда предпочтительно смещены относительно фильер соседнего ряда.
| WO 2007101459 A1,13.09.2007 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПО СУЩЕСТВУ БЕСКОНЕЧНЫХ ТОНКИХ НИТЕЙ | 2001 |
|
RU2265089C2 |
| WO 2004092458 A1, 28.10.2004 | |||
| ФИЛЬЕРНЫЙ КОМПЛЕКТ | 0 |
|
SU388413A1 |
| Теплоизолированная колонна | 1989 |
|
SU1696677A1 |
| US 4168138 A, 18.09.1979 | |||

