Изобретение относится к технологии химических волокон, в частности к получению нитей из ароматических полиамидов.
Известен способ получения нитей формованием с воздушным зазором анизотропных кислых растворов ароматических полиамидов через коагулирующую среду, например воздух, и затем в коагулирующую жидкость, например воду. Фильеры, используемые для осуществления этого способа, имеют отверстия радиальной конфигурации, и нити коагулируются в сравнительно спокойных коагуляционных ваннах.
Наиболее близким к предлагаемому является способ получения нитей, согласно которому анизотропный раствор полипарафенилентерефталамида проходит через слой некоагулирующей среды в неглубокую проточную ванну коагулирующей жидкости и из ванны через выходное отверстие на дне ванны проходит вместе с переливающимся потоком коагулирующей жидкости. Поток коагулирующей жидкости в ванне не турбулентный, однако он становится турбулентным в зоне локализованных струй, проходящих симметрично вокруг выпускной трубы и снизу, но в непосредственной близкости от выпускного отверстия. Кроме того, поток коагулирующей жидкости увеличивается силой струй. Струи являются радиальными или круглыми и их применяют для направления коагулирующей жидкости дополнительно к коагулирующей жидкости, которую заставляют каскадировать посредством свободного падения вдоль сторон формующей трубки небольшого круглого сечения. В устройстве отдельные нити тянутся из ванны по твердому краю или кромке отверстия. Нити, полученные по этому способу, обладают хорошими прочностными показателями. Однако повысить производительность процесса не представляется возможным, так как с увеличением скорости формования прочность нитей начинает падать.
Цель изобретения устранение недостатков.
Для этого предлагаются способ и устройство для получения нитей из раствора полимера посредством экструдирования раствора через линейно расположенные отверстия в фильере, т.е. через отверстия, расположенные рядами в шахматном порядке для образования вертикальной основы из равномерно расположенных нитей, которые движутся вниз через воздушный зазор, коагулируют и направляются в собирательное средство. Сопла расположены с каждой стороны основы смежно с фильерой для подачи противоположно расположенных струй жидкости в виде листа с каждой стороны основы под углом к основе, чтобы встретиться на общей линии поперек ширины основы под лицевой стороной фильеры для коагулирования нитей. Каждый слой жидкости шире основы на общей линии, причем он имеет действующую вертикально вниз составляющую скорости, которая меньше скорости движения нитей вниз.
В частности, изобретение направлено на получение нитей пароароматического полиамида из оптически анизотропного кислого раствора пара-ароматического полиамида посредством экструдирования кислого раствора ароматического полиамида через линейно расположенные отверстия и коагулирования образованной таким образом основы при помощи нанесенных слоев коагулирующей жидкости.
Слои после того, как они встретятся, соединяются и окружают нити, причем они движутся со скоростью примерно 20-99% скорости нитей. При скорости, превышающей примерно 99% создаются технологические проблемы, которые нарушают непрерывность операции, а при более низкой, чем примерно 20% преимущества изобретения в сравнении с известными способами не достигаются.
Для исключения обратного разбрызгивания слоев работу, согласно изобретению, необходимо контролировать. Когда скорость движения ленты слишком высокая, очень большой внутренний угол между лентами или слишком большая толщина набрызганного слоя, удаление лент будет заставлять коагулирующую жидкость выплескиваться назад на пока еще некоагулированные нити, в результате волокнистое изделие будет иметь неодинаковое качество.
Обратное разбрызгивание возможно при скорости ленты менее 99% скорости нитей, если другие условия процесса изменяются таким образом, что могут привести к такому обратному разбрызгиванию. Для реализации предлагаемого способа обратное разбрызгивание необходимо исключить.
Устройство может содержать, по крайней мере, одну направляющую для изменения направления нитей под тем местом, где встречаются выходящие потоки.
Применение линейной фильеры и линейного средства для подачи коагулирующей жидкости исключает возможность изменения длины пути через воздушный зазор, что имеет место в устройствах с радиальной фильерой, а применение высокоскоротных ламинарных струй коагулирующей жидкости без низкой скорости или статических составляющих, позволяет уменьшить относительные скорости между нитями и коагулирующей жидкостью и по существу исключить сопротивление коагулирующей жидкости на нитях. Нити, полученные в соответствии с изобретением, не выдавливаются вместе и не контактируют с какими-либо твердыми или механическими поверхностями до тех пор, пока они не будут коагулированы.
Скорость формования согласно изобретению может достигать 200-1000-2000 м/мин.
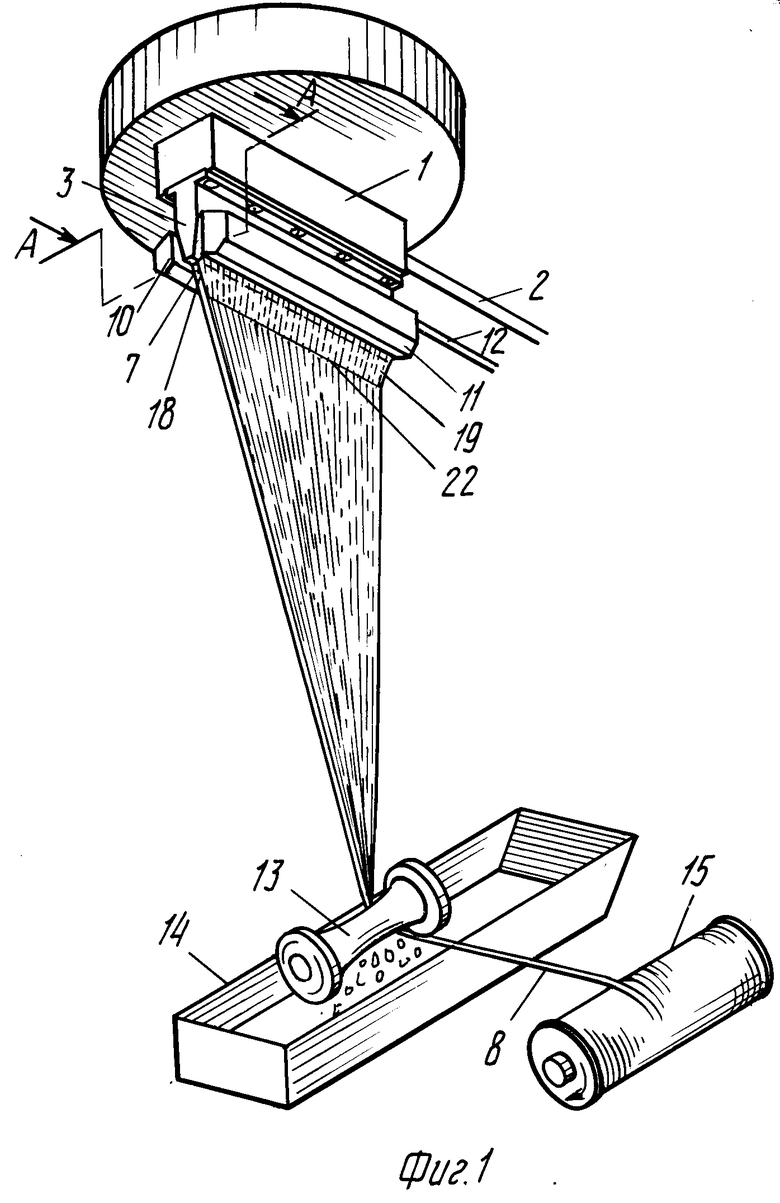
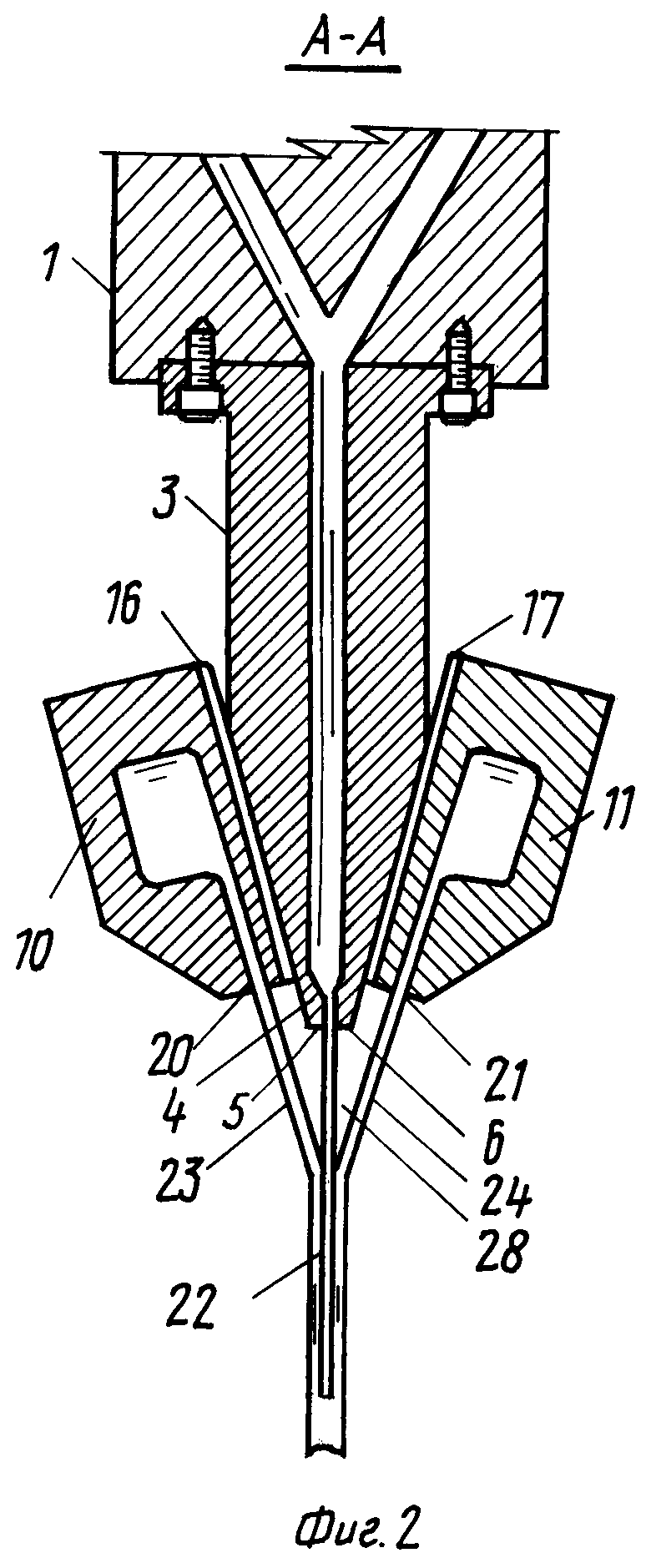
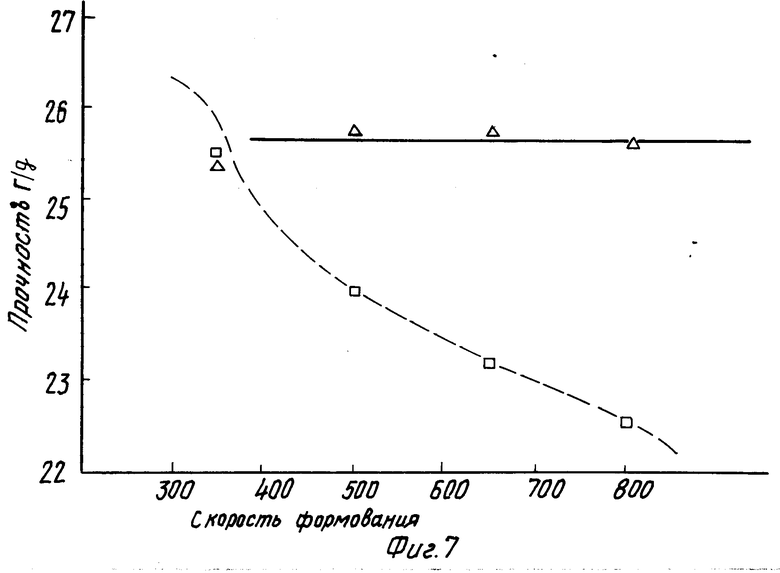
На фиг. 1 представлен вид в перспективе устройства для осуществления предложенного способа; на фиг. 2 вертикальная проекция в плоскости А-А на фиг. 1, разрез; на фиг. 3 вертикальный вид, частично в разрезе другого варианта устройства, пригодного для осуществления предложенного способа; на фиг. 4 упрощенная схема системы регулирования потока коагулирующей жидкости; на фиг. 5 и 6 упрощенные представления приемлемых конфигураций отверстий для применения в многоканальном мундштуке согласно изобретению; на фиг. 7 графическое представление прочности волокон при различных скоростях формования и сравнение волокон, полученных известными способами, с волокнами, полученными согласно предложенному способу.
Устройство содержит распределительный трубопровод 1 для прядильного раствора, с которым соединена труба 2 для подачи прядильного раствора, а корпус 3 фильеры 4 прикреплен к распределительному трубопроводу. Отверстия 6 в фильере расположены линейно (см. фиг. 5 и 6), причем отверстия 6 распределены рядами через поверхность 5 корпуса 3 фильеры 4, при этом расположение отверстий в каждом ряду в шахматном порядке с тем, чтобы получить основу 7 из равномерно распределенных нитей 8, когда они коагулируют и конденсируют под фильерой.
На противоположных сторонах корпуса фильеры расположены два сопловых элемента 10, 11 в которые подается коагулирующая жидкость из подающей трубы 12. Над баком 14 для сбора жидкости установлена направляющая 13 для изменения направления основы нитей. Средство для направления основы нитей, например, вращающаяся бобина представлено элементом 15.
На фиг. 2 можно увидеть, что сопловые элементы 10 и 11 расположены противоположно друг другу на противоположных сторонах корпуса 3 фильеры 4 и параллельно ряду отверстий 6, причем они могут быть изолированы от корпуса фильеры изолирующими панелями 16 и 17. Сопла способны подавать потоки коагулирующей жидкости 18 и 19 из щелей 20 и 21 сопел так, чтобы они падали на общую линию 22 через основу 7 нитей. Сопла 10 и 11 направлены так, что удлинения щелей 20 и 21 встречаются на общей линии 22 вертикально под лицевой поверхностью 5 фильеры. Сопла 10 и 11 подают линейный по существу ламинарный поток жидкости 23 и 24. По существу "ламинарный поток" означает, что пленки жидкости шире основы 7 на линии 22.
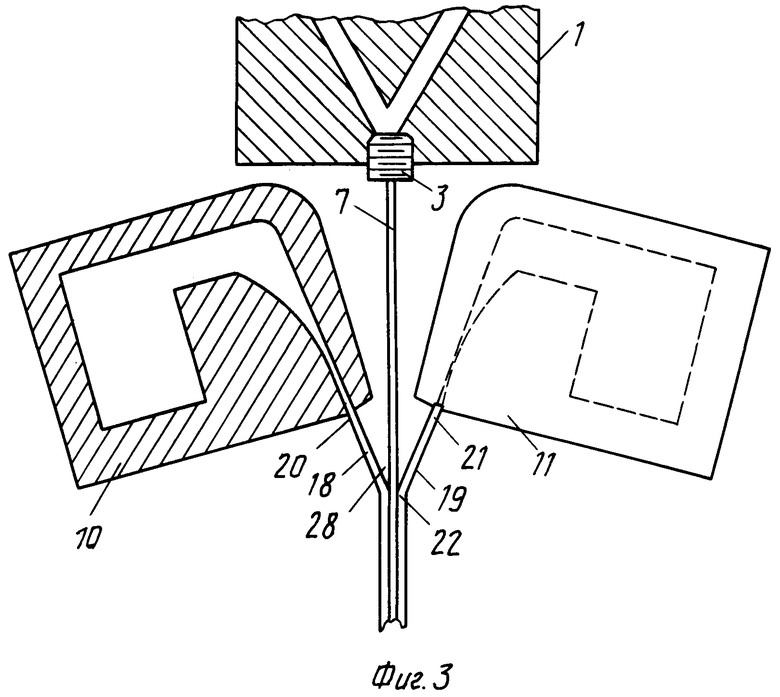
Из фиг. 3 можно увидеть, что сопла 10 и 11 не обязательно должны быть расположены в непосредственном соприкосновении с корпусом 3 фильеры 4, их можно закрепить на устройстве отдельно от корпуса фильеры. Когда применяют устройство, показанное на фиг. 3, угол, образованный между выходным потоком жидкости 23 или 24 и основой 7, часто больше угла, образованного в устройстве, показанном на фиг. 2.
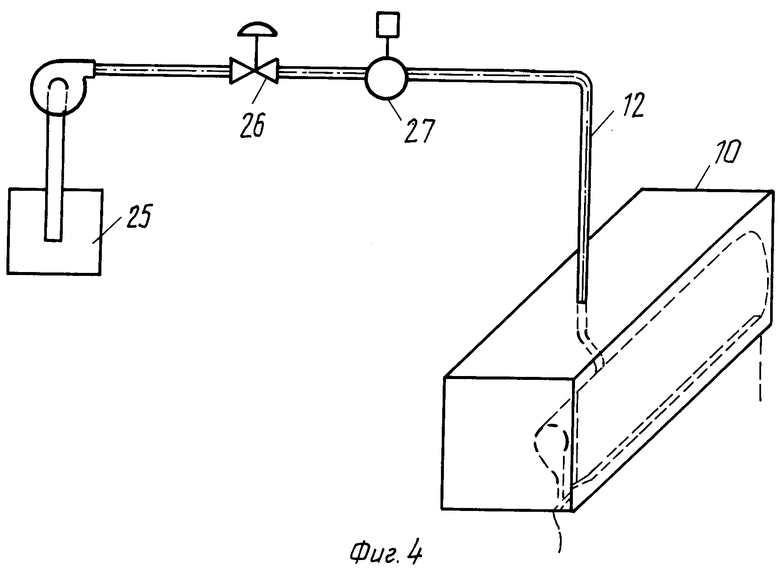
Как показано на фиг. 4, коагулирующую жидкость подают в сопло 10 из источника 25 насосом через распределительный клапан 26 и расходомер 27, которые подсоединены последовательно к трубке 12, подающей жидкость в сопло. Скорость выходящих из сопел потоком можно изменять посредством регулирования распределительного клапана 26 и изменения ширины щелей 20 и 21 сопел.
Во время работы кислый раствор пара-ароматического полиамида экструдируют через отверстия 6 фильеры 4 в форме нитей для образования вертикальной основы 7. Основа 7 проходит через воздушный зазор 28 и затем ее коагулируют посредством направления на нее двух противоположно направленных прозрачных слоев жидкости 23, 24 в сторону основы так, чтобы они встретились на общей линии 22 поперек основы. Жидкость проходит вниз с нитями, отделяется от нитей и собирается в контейнер 14, когда нити изменяют направление вокруг направляющей 13. Затем нити направляются элементом 15.
Хотя длина воздушного зазора необязательно является критической для работы согласно изобретению, однако предпочтительным является воздушный зазор 1-3 см, причем он может составлять 0,5-7 см или возможно слегка больше при наивысших скоростях прядения.
Хотя это не является критическим или важным для реализации изобретения, однако предпочтительными коагулирующими жидкостями является водная среда, одна вода или вода, содержащая незначительное количество серной кислоты. Коагулирующая жидкость обычно имеет начальную температуру меньше 25оС, что ниже 10оС, предпочтительно не свыше 5оС.
Часто прядильный раствор имеет температуру свыше 20оС и обычно примерно 80оС. Предпочтительным прядильным раствором является тот, который содержит поли (n-фенилентерефталамид).
Группа отверстий в плите фильеры предпочтительно расположены в один или несколько рядов, причем предпочтительно их меньше шести и не более десяти.
В плитах фильеры с большим количеством отверстий основы обычно разделяется, по меньшей мере, на две части направленными струями коагулирующей жидкости, падающими на каждую часть. Когда применяют очень длинные линейные фильеры, то требуется значительное расстояние для сбора в пучок волокон. Благодаря разделению широкой основы на части можно более эффективно собирать нити в пучок волокон. На каждую часть можно направлять отдельную пару струй или все части основы можно коагулировать посредством одной пары направляемых струй, которые могут обычно разделяться частью, следовавшей за каждой секцией.
В приведенных примерах применяли различные фильеры и различные сопла для коагулирования. Эти фильеры и коагуляционные сопла будут описаны подробно, однако ясно, что для осуществления предлагаемого способа можно применять разнообразные фильеры и коагуляционные сопла.
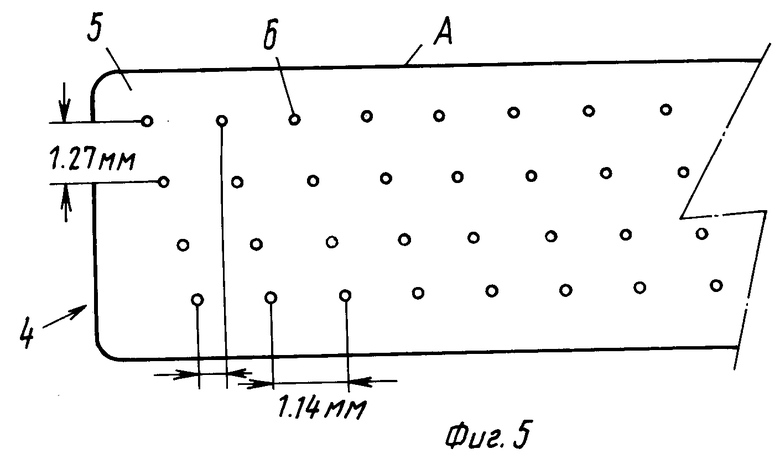
Как показано на фиг. 5, фильера А имеет капиллярные каналы диаметром 0,064 мм и длиной менее 0,2 мм. Четыре ряда содержат 134 отверстий, причем отверстия тесно упакованы в гексагональную конфигурацию. Пряжа, полученная с применением фильеры А, получает номер 200 денье.
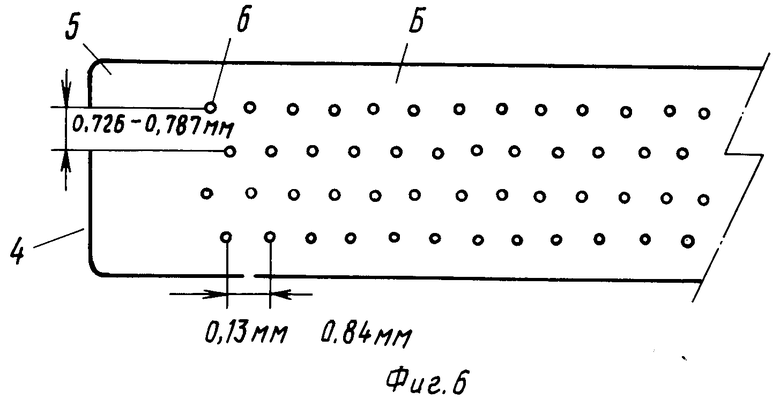
Фильера Б, показанная на фиг. 6, имеет отверстия, соответствующие отверстиям в фильере А. 134 отверстия расположены четырьмя смещенными рядами. Пряжа, полученная с применением фильеры Б, имеет номер 200 денье.
Для реализации предлагаемого способа фильеры обычно имеют капиллярные каналы диаметром 0,075 мм, причем капилляры обычно разнесены на 0,5-1,5 мм.
Для демонстрации нескольких примеров выполнения данного способа применяли различные фильеры с коагуляционными соплами различной конфигурации. В первой такой конфигурации пара коагуляционных сопел была установлена смежно и несколько под поверхностью фильеры (эта конфигурация показана на фиг. 3). Благодаря массе коагуляционных сопловых элементов внутренний угол для линии ударения был равен 45о, а воздушный зазор примерно 3,8-4,4 см. Внутренним углом является тот угол, который образуется двумя струями 23 и 24 (или удлинением щелей 20 и 21), на общей линии 22. Воздушный зазор расположен на расстоянии от поверхности фильеры 4 до общей линии удаления 22.
Во второй конфигурации пара коагуляционных сопел установлена смежно и непосредственно в шахматном порядке с корпусом фильеры, причем несколько над поверхностью фильеры (такая конфигурация показана на фиг. 2). Внутренний угол для линии удаления равен 30о, а воздушный зазор примерно 1,3 см.
Величина внутреннего угла важна для реализации этого изобретения, поскольку необходимо выбрать внутренний угол, чтобы исключить обратное разбрызгивание. Можно применять углы, равные примерно 20-60о.
Прочность является тем свойством пряжи, которое применяли как мерило качества волокна для демонстрации предлагаемого способа. Прочность измеряли на пряже, которую промыли, нейтрализовали, высушили и смотали. Испытываемую пряжу выдержали, по крайней мере, в течение 16 ч при 24оС и относительной влажности 55% Образцы пряжи придали крутку, достаточную, чтобы получить коэффициент крутки 1,1, причем при длине испытываемой части образца 25,4 см они рвались. Коэффициент крутки определен как равный количеству крутки/дюйм (денье пряжи) 1/2/73.
Результаты испытаний пяти типов пряжи были усреднены. Скорость удлинения равнялась 10 /мин. Применяя машину для испытания на прочность на разрыв, построили кривые зависимости удлинения от нагрузки. Денье пряжи был определен посредством измерения известной длины. Прочность определяли по кривой зависимости удлинения от нагрузки и по вычисленному (денье) весовому номеру волокна.
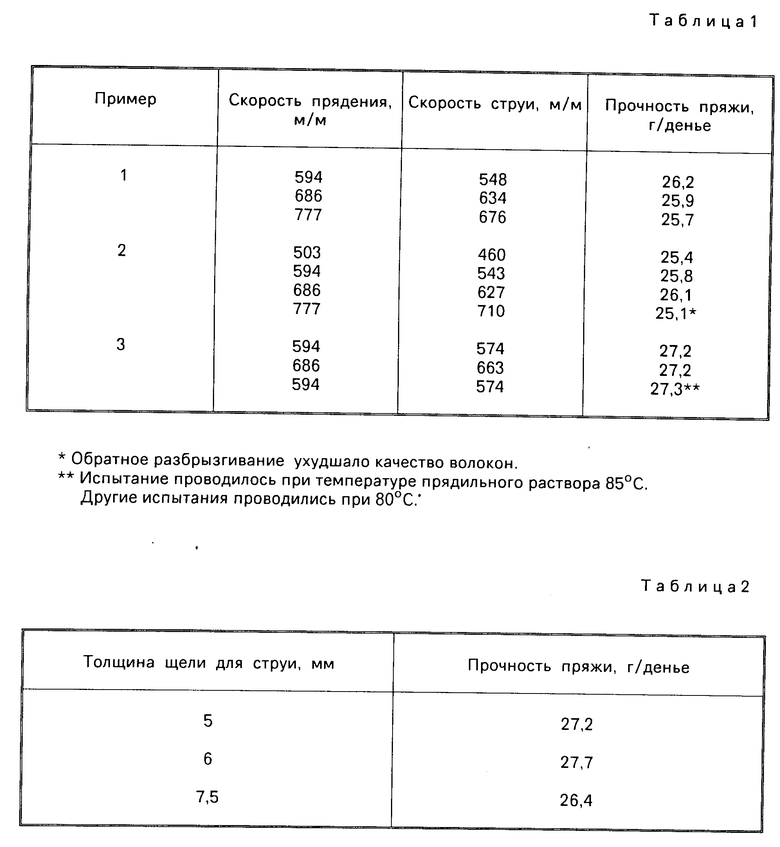
П р и м е р 1. Поли-(n-фенилентерефталамид) растворяют в 100,1%-ной серной кислоте для получения 19,4 мас. прядильного раствора. Раствор формуют при температуре примерно 80оС через фильеру А с коагуляционными соплами первой конструкции. После прохождения через воздушный зазор размером примерно 3,8 см пряденые нити встречаются с противоположно направленными струями коагулирующей жидкости на линии столкновения и погруженные в струйную коагулирующую жидкость, проходят мимо штифта изменения направления к направляющему валику. Коагулирующей жидкостью является 3%-ная серная кислота с температурой примерно 3оС. Ширина струй равнялась примерно 7,6 см, а в этом примере толщина щели для струи была отрегулирована до примерно 0,076 мм, формование проводят при трех скоростях, применяя три различные скорости для направляемых струй.
Результаты представлены в табл. 1.
П р и м е р 2. В этом примере все параметры прядения и конфигурацию струи коагулирующей жидкости поддерживают такими, как в примере 1, за исключением того, что толщину щелей увеличивают до примерно 0,101 мм. Прядение проводят при четырех скоростях, применяя четыре различные скорости для выходящих из сопел струй.
Результаты представлены в табл. 1.
П р и м е р 3. В этом примере прядильный раствор из примера 1 формуют при температуре примерно 80-85оС через фильеру Б с струей коагулирующей жидкости, имеющей вторую конфигурацию. После прохождения через воздушный зазор примерно 1,27 см пряденые нити встречаются с противоположно направленными струями коагулирующей жидкости на линии столкновения и, погруженные в струйную коагулирующую жидкость, проходят мимо штифта изменения направления на приемную бобину. Струйной коагулирующей жидкостью была 3%-ная серная кислота, которую поддерживают при температуре примерно 3оС. Ширина струй равнялась пример 5,1 см, а толщина щелей для струй в этом примере была отрегулирована до примерно 0,127 мм. Прядение проводят при двух скоростях, применяя две различные скорости для выходящих струй.
Результаты представлены в табл. 1.
П р и м е р 4. В этом примере прядильный раствор из примера 1 формуют при температуре примерно 85оС через фильеру Б со струей коагулирующей жидкости второй конфигурации, как в примере 3. В трех испытаниях, в которых скорость формования поддерживают постоянной, а именно 594 м/мин, толщину выходящих струй изменяли. Скорость струи была 578 м/мин, но для исключения возможности обратного разбрызгивания ее уменьшают до 486 м/мин для полосы наибольшей толщины.
Результаты показаны в табл. 2. Следует отметить, что уменьшенная скорость струи приводит к небольшому снижению прочности.
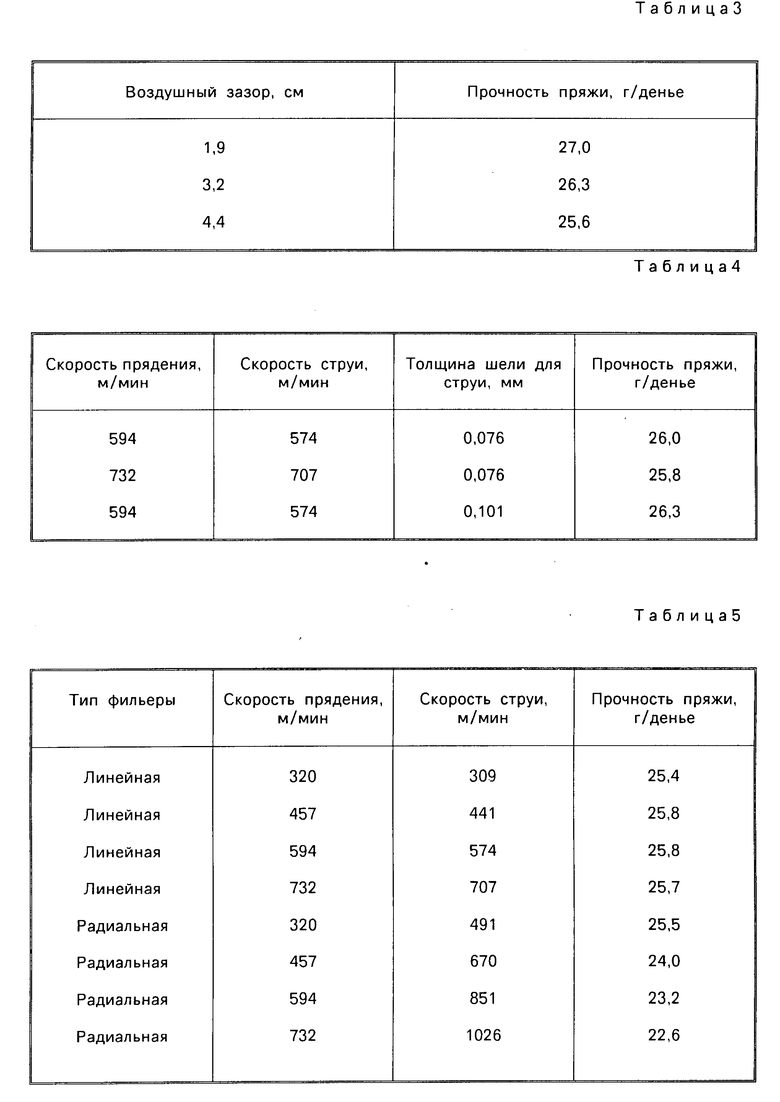
П р и м е р 5. В этом примере прядильный раствор из примера 1 формуют при температуре примерно 80оС через фильеру Б со струей коагулирующей жидкости, имеющей первую конфигурацию, причем в трех различных испытаниях длину воздушного зазора изменяли. Скорость прядения равнялась 594 м/мин, скорость струи была установлена на 548 м/мин, а толщина щели для струи 0,076 мм.
Результаты представлены в табл. 3.
П р и м е р 6. В этом примере прядильный раствор из примера 1 формуют при температуре примерно 85оС через фильеру Б с второй конфигурацией струи коагулирующей жидкости, причем в трех испытаниях изменяют скорость струи и толщину щели. Воздушный зазор поддерживают примерно 1,3 см.
Результаты представлены в табл. 4.
П р и м е р 7. В этом примере формование прядильного раствора из примера 1 осуществляют при температуре примерно 70-80оС через фильеру, подобную фильере Б, которая была слегка модифицирована, так что все три отдельных сегмента из четырех рядов с 63 отверстиями имели линейную конфигурацию. В общем каждый сегмент содержал 252 отверстия, причем сегменты были разделены расстоянием примерно 2,5 см.
Применяют три пары сопел второй конструкции для коагулирующей жидкости, установленных так, что каждый сегмент фильеры был сцентрирован между парой сопел. Как и в предшествующих примерах, волокна формуют с несколькими различными скоростями прядения, применяя наивысшую скорость струи, которую можно применять без риска обратного разбрызгивания или проблемы отделения нитей от коагулирующей жидкости при изменении направления направляющих. Толщина щелей для струи равнялась 0,101 мм, воздушный зазор примерно 1,9 см. Нити, экструдированные из всех трех сегментов фильеры, проходили к отдельным направляющим для изменения их направления, и затем они затвердевали в единый пучок волокон примерно 1134 денье.
Результаты показаны в табл. 5, а графическое представление прочности волокна в функции скорости прядения представлено на фиг. 7.
В качестве сравнительного примера аналогичный прядильный раствор формуют в одинаковых условиях прядения через радиальную фильеру, имеющую 767 отверстий, расположенных концентричными кругами внутри наружного круга диаметром примерно 3,8 см для получения пряжи номером 1150 денье. Раствор экструдируют из расположенного по кругу ряда отверстий в устройство из поддона и сопла для коагулирующей жидкости. Трубка для формования имела диаметр примерно 7,6 см. Раствор формуют через воздушный зазор размером примерно 0,65 см при четырех различных скоростях прядения с соответственно увеличивающимися скоростями струй из данного устройства.
Результаты показаны в табл. 5, а график зависимости прочности волокна в функции скорости прядения представлен на фиг. 7. Фиг. 7 ясно показывает, что прочность волокон, полученных согласно изобретению, практически не изменяется при увеличении скорости прядения, тогда как прочность волокон, полученных с применением известных способа и устройства, заметно уменьшается с увеличением скорости прядения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ ВОЛОКНА | 1990 |
|
RU2011701C1 |
| ТЕКСТИЛЬНЫЕ ВОЛОКНА ИЗ СУЛЬФИРОВАННОГО ПОЛИ(П-ФЕНИЛЕНТЕРЕФТАЛАМИДА) | 1994 |
|
RU2136791C1 |
| НЕПРЕРЫВНОЕ ВОЛОКНО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1990 |
|
RU2024654C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИКОМПОНЕНТНОГО ВОЛОКНА ТИПА "ЯДРО-ОБОЛОЧКА" | 1990 |
|
RU2044804C1 |
| ТКАНЬ | 1989 |
|
RU2041984C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХКОМПОНЕНТНОЙ ПРЯЖИ (ВАРИАНТЫ) | 1993 |
|
RU2095497C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРУБОЙ ХЛОПЧАТОБУМАЖНОЙ ТКАНИ | 1991 |
|
RU2009283C1 |
| СОПОЛИМЕРНЫЕ ВОЛОКНА И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2012 |
|
RU2597591C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ПРИГОТОВЛЕНИЯ НИТЕЙ ИЗ ПОЛИ-(М-ФЕНИЛЕНИЗОФТАЛАМИДА) | 1994 |
|
RU2114940C1 |
| СОПОЛИМЕРНЫЕ ВОЛОКНА И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2012 |
|
RU2596219C2 |
Сущность изобретения: оптически анизотропный раствор полипарафенилентерефталамида формуют через фильеру с линейно расположенными отверстиями и воздушный зазор с образованием нитей. Скорость движения нитей 200 2000 м/мин. Затем нити соприкасаются с потоками прозрачной коагулирующей жидкости на общей линии поперек ширины формуемых нитей. Скорость потоков составляет 87 96,6% от скорости движения нитей. Устройство содержит фильеру с линейным рядом отверстий. Параллельно ему установлены по обе стороны фильеры и смежно с ней сопловые элементы с щелями, направленными под углом к траектории движения нити. Линии продолжения щелей сопел имеют пересечение на общей вертикальной прямой под поверхностью фильеры. Имеется средство регулирования положения сопловых элементов. 2 с. и 3 з.п. ф-лы, 5 табл. 7 ил.
3 см.
| Патент США N 4298565, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |

