Изобретение относится к трубопрокатному производству и может быть использовано при производстве труб нефтяного сортамента для подготовки концов насосно-компрессорных и обсадных труб под нарезку резьбы, в том числе класса «Премиум».
Известен способ подготовки концов труб нефтяного сортамента: обсадных и насосно-компрессорных под нарезку резьбы, включающий проточку гладкого конца трубы с проката или после термообработки на трубонарезном станке на конус с углом наклона образующей, равным углу наклона резьбы с длиной, равной общей длине резьбы (Ткаченко В.А. и др. «Трубы для нефтяной промышленности», М., Металлургия, 1986 г., с.193).
Недостатком способа является то, что, например, у обсадных труб с резьбой треугольного профиля при нарезке резьбы после проточки стенка на торце трубы на 25% меньше, чем у ее основной части, что препятствует получению соответствующей конфигурации конца трубы при нарезке резьбы с уплотняющими и стабилизирующими поверхностями.
Наиболее близким по своей технической сути и достигаемым результатам является способ высадки концов труб нефтяного сортамента, включающий их нагрев до температуры пластичности и деформацию на прессах с утолщением стенок концов трубы внутрь или наружу по всей длине высадки в один или несколько переходов с одного или нескольких нагревов с поперечной транспортировкой между операциями (Ткаченко В.А. и др. «Трубы для нефтяной промышленности», М., Металлургия, 1986 г., с.126-127).
Недостатком способа по прототипу является его сложность и высокая трудоемкость, вызванные утолщением стенок концов трубы, необходимым для получения соответствующей конфигурации конца трубы для резьбы с уплотняющими и стабилизирующими поверхностями и расточки по внутреннему диаметру, обеспечивающих заданные параметры резьбы и равнопроходность внутренней поверхности трубы и муфты в резьбовом соединении труб.
Техническая задача, решаемая изобретением, заключается в получении конфигурации конца трубы, обеспечивающей нарезание резьбы с уплотняющими и стабилизирующими поверхностями и расточку трубы по внутреннему диаметру для получения заданных параметров резьбы, равнопроходности внутренней поверхности трубы и муфты в резьбовом соединении, в т.ч. класса «Премиум», снижении трудоемкости способа подготовки за счет изменения формы концов трубы с сохранением исходной толщины стенки трубы.
Решение технической задачи достигается тем, что в способе подготовки концов труб нефтяного сортамента под нарезку резьбы, при деформации на прессах концам трубы на длине 10-35 мм от торца в направлении тела трубы придают форму усеченного конуса с диаметром малого основания на 2-10 мм меньше наружного диаметра трубы с диаметром большого основания, равным наружному диаметру трубы, с сохранением исходной толщины стенки, причем на прессы труба подается либо после проведения термообработки, либо без проведения термообработки.
Способ подготовки концов труб иллюстрируется схематическим изображением операции (Фиг.1) и осуществляется следующим образом.
Трубу 1 (после термообработки или без термообработки - в зависимости от марки стали и группы прочности) диаметром D подают на пресс, зажимают в матрицах 2 с усилием, необходимым для удержания ее от осевого проскальзывания. Рабочим ходом, обозначенным стрелкой V матрицы 3, внутренняя поверхность которой профилирована соответствующим образом, с усилием, в 1.5-2 раза меньшим усилия зажима трубы 1 в матрицах 2, деформируют конец трубы 1 и производят формоизменение его торцевой части на длине L=10-35 мм в направлении тела трубы, придавая ему форму усеченного конуса с диаметром малого основания Dв меньше наружного диаметра трубы D на 2-10 мм, с диаметром большого основания, равным наружному диаметру трубы D с сохранением исходной толщины t стенки трубы 1.
Предлагаемый способ, реализуемый как в холодном, так и в горячем состоянии концов трубы, позволяет с наименьшей сложностью и трудоемкостью получить припуск необходимой формы и размеров, соответствующий конфигурации конца трубы при нарезании наружной резьбы с уплотняющими и стабилизирующими поверхностями и расточку по внутреннему диаметру трубы, обеспечивающими заданные параметры резьбы и равнопроходность внутренней поверхности трубы и муфты в резьбовом соединении труб.
Заявленное техническое решение опробовано в промышленных условиях при производстве бесшовных насосно-компрессорных труб размером 73,02 и 88,9 мм, 114,3 мм, с резьбой класса «Премиум» ТМК FMT, ТМК PF и обсадных труб размером 114,3 мм с резьбой ТМК PG. Изготовленные трубы приняты и признаны пригодными.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НЕФТЯНОГО СОРТАМЕНТА ПОД НАРЕЗКУ РЕЗЬБЫ | 2013 |
|
RU2564776C2 |
| СПОСОБ ПОДГОТОВКИ ВЫСОКОПРОЧНЫХ ТРУБ НЕФТЯНОГО СОРТАМЕНТА С ТЕМПЕРАТУРОЙ 500-720°C ПОСЛЕ ТЕРМООБРАБОТКИ ПОД НАРЕЗКУ РЕЗЬБЫ | 2012 |
|
RU2492009C1 |
| ПУАНСОН ДЛЯ РАЗДАЧИ КОНЦА ТРУБЫ НЕФТЯНОГО СОРТАМЕНТА | 2016 |
|
RU2645839C2 |
| Способ производства стальных труб для высокогерметичных резьбовых соединений класса "Премиум" | 2022 |
|
RU2801805C1 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
| Резьбовое замковое коническое соединение бурильных труб и способ увеличения его несущей способности и ресурса работы | 2019 |
|
RU2728105C1 |
| СПОСОБ ПРАВКИ КОНЦОВ БЕСШОВНЫХ ТРУБ | 2020 |
|
RU2758399C1 |
| СПОСОБ ВЫСАДКИ КОНЦОВ ТРУБ | 2013 |
|
RU2548872C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДОХРАНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ ЗАЩИТЫ ВНУТРЕННЕЙ КОНИЧЕСКОЙ РЕЗЬБЫ | 1995 |
|
RU2135882C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕФТЕГАЗОВЫХ ТРУБ ДЛЯ ВЫСОКОГЕРМЕТИЧНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ КЛАССА "ПРЕМИУМ" | 2008 |
|
RU2385193C1 |
Изобретение относится к трубопрокатному производству и может быть использовано при подготовке концов труб нефтяного сортамента под нарезку резьбы. Способ включает деформацию на прессе. Равнопроходность внутренней поверхности трубы и муфты в резьбовом соединении обеспечивается за счет того, что при деформации концу трубы на длине 10-35 мм от торца в направлении тела трубы придают форму усеченного конуса с диаметром малого основания на 2-10 мм меньше наружного диаметра трубы и с диаметром большого основания, равным наружному диаметру трубы, с сохранением исходной толщины стенки. Использование способа возможно как после проведения предварительной термообработки, так и без ее проведения. Получаемая конфигурация конца трубы обеспечивает возможность нарезания резьбы с уплотняющими и стабилизирующими поверхностями и расточку трубы по внутреннему диаметру, получения резьбы заданных параметров, снижение трудоемкости процесса. 1 ил.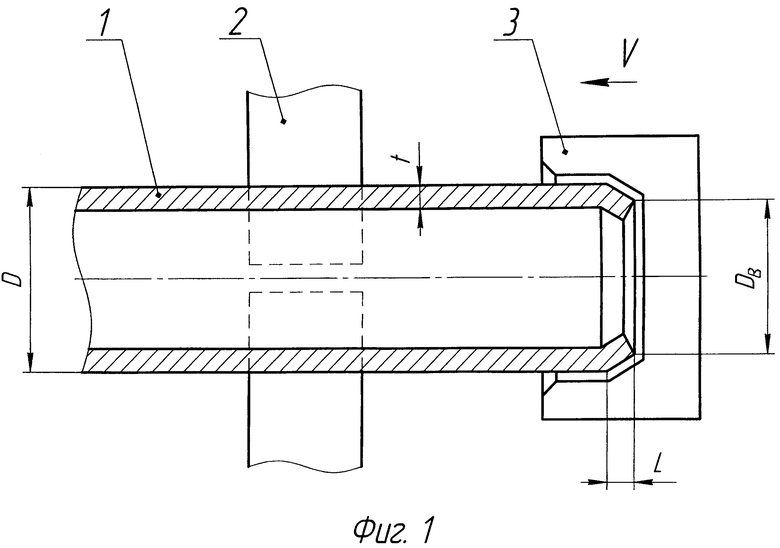
Способ подготовки концов труб нефтяного сортамента под нарезку резьбы, включающий деформацию на прессе, отличающийся тем, что в процессе деформации концу трубы на длине 10-35 мм от ее торца в направлении тела трубы придают форму усеченного конуса с диаметром малого основания на 2-10 мм меньше наружного диаметра трубы и с диаметром большого основания, равным наружному диаметру трубы, с сохранением исходной толщины стенки.
| В.А.ТКАЧЕНКО и др | |||
| " Трубы для нефтяной промышленности", М., Металлургия, 1986 г., с.126-127 | |||
| СПОСОБ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ РАЗМЕРОМ 426×10-12 ММ ПОД НАРЕЗКУ УПОРНОЙ РЕЗЬБЫ "БАТТРЕСС" | 2005 |
|
RU2303499C2 |
| СПОСОБ ПРОШИВКИ БИМЕТАЛЛИЧЕСКИХ СЛИТКОВ БОЛЬШОГО ДИАМЕТРА, ПОЛУЧЕННЫХ ВДП И ЭШП | 1997 |
|
RU2113296C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ЧЕХЛОВЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ БЕЗНИКЕЛЕВОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2001 |
|
RU2226133C2 |
| US 4798071 A, 17.01.1989. | |||

