Изобретение относится к области получения блочного термостойкого пеностекла и может быть использовано в атомной технике и промышленности строительных материалах.
В настоящее время существует ряд способов получения блочного пеностекла. Так, по патенту RU 2417170 (С 2, Бессмертный B.C., Пучка О.В., Дюмина П.С., Маслов А.А., Степанова М.Н. от 27.04.2011, Бюл. №12) [1] блочное пеностекло получают предварительным диспергированием шихты, гранулированием, вспениванием пеностекла потоком плазмообразующего газа в металлическую форму.
Недостатком данного способа является сложность аппаратурного оформления и нестабильность свойств конечного продукта.
Наиболее близким техническим решением является способ получения блочного пеностекла, включающий нагрев предварительно подготовленной и уплотненной в металлические формы пенообразующей смеси, нагрев ее со скоростью 3,3°C/мин до 850°C с выдержкой 1 час (60 мин), резкое охлаждение со скоростью 1,65°C/мин в течение 2 часов и отжиг в течение 14 часов 44 минут со скоростью в интервале температур 600°C - 400°C (замедленное охлаждение) и 400°C-50°C (быстрое охлаждение), равное 0,4°C/мин и 0,7°C/мин соответственно [Пеностекло. Научные основы и технология [текст]: монография / Н.И. Минько, О.В. Пучка, B.C. Бессмертный и др. - Воронеж: Научная книга, 2008. - С.83, раздел 4.3.1, второй абзац; С.84. Рис.4.2][2].
Недостатком данного способа является низкое качество конечного продукта при высокой энергоемкости и длительности технологического процесса.
Преимуществом предлагаемого способа является качество конечного продукта, снижение энергозатрат и сокращение времени вспенивания.
Поставленная цель достигается тем, что пенообразующую смесь, включающую медицинские стекла марок АБ и XT и тарное стекло марки ЗТ-1 в соотношении 1:1:2, нагревают со скоростью 3,7°C/мин с выдержкой при максимальной температуре 815°C в течение 40 минут с последующим резким охлаждением на замедленной стадии с 600°C до 400°C со скоростью 0,6°C/мин и с 400°C до 50°C со скоростью 0,8°C/мин.
Отличительным признаком предлагаемого способа является нагрев пенообразующей смеси, включающей медицинские стекла марок XT, АБ и тарное стекло ЗТ-1 в соотношении 1:1:2, производят со скоростью 3,7°C/мин с выдержкой при максимальной температуре 815°C в течение 40 мин с последующим резким охлаждением с 600°C до 400°C со скоростью 0,6°C/мин и с 400°C до 50°C со скоростью 0,8°C/мин.
Изобретательский уровень подтверждается тем, что предлагаемый способ получения блочного термостойкого пеностекла позволяет не только получать высококачественный продукт, но и сократить время вспенивания и снизить энергозатраты.
Проведенный анализ известных способов получения блочного пеностекла позволяет сделать заключение о соответствии заявляемого изобретения критерию «новизна».
В настоящее время бой медицинских и тарных стекол на территории стран таможенного союза не находит промышленной переработки и является ценным продуктом для получения блочного термостойкого пеностекла.
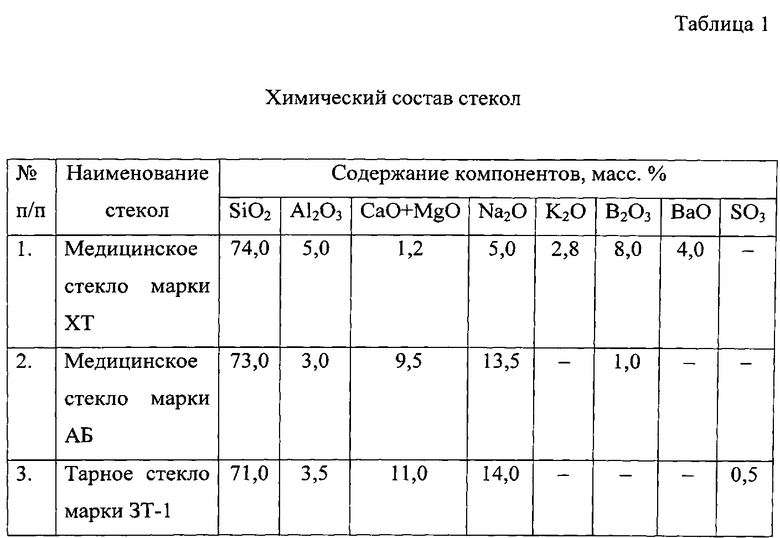
Наиболее распространенными составами медицинских и тарных стекол в странах таможенного союза являются медицинские стекла марок XT и АБ и тарное стекло марки ЗТ-1. Химический состав стекол представлен в табл.1.
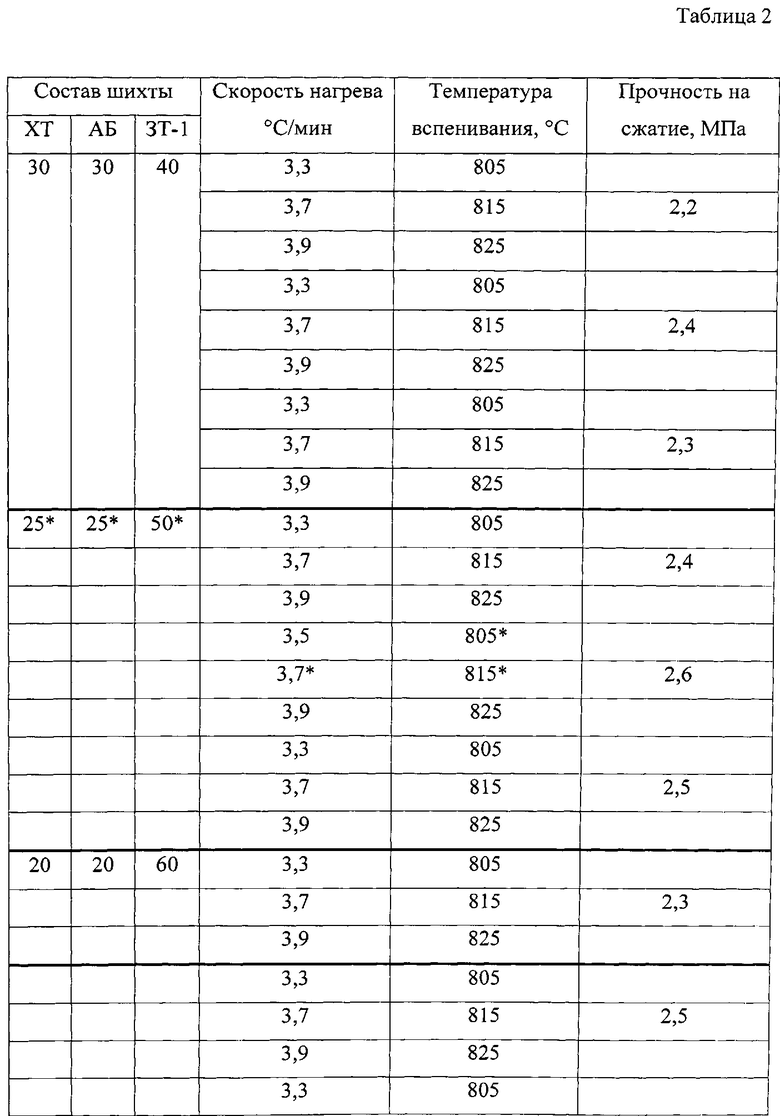
Оптимальное соотношение стекол марок XT, АБ и ЗТ-1 определяли экспериментально. Максимальную температуру вспенивания с интервалом в 10°C брали равную 805°C, 815°C и 825°C. Скорость нагрева брали равную 3,3°C/мин, 3,7°C/мин и 3,9°C/мин. При данных технологических параметрах меняли соотношение компонентов состава шихты. Наилучшие результаты по показателю прочности на сжатие получены при соотношении марок медицинских стекол XT и АБ и тарного стекла марки ЗТ-1 в соотношении 1:1:2 (табл.2).
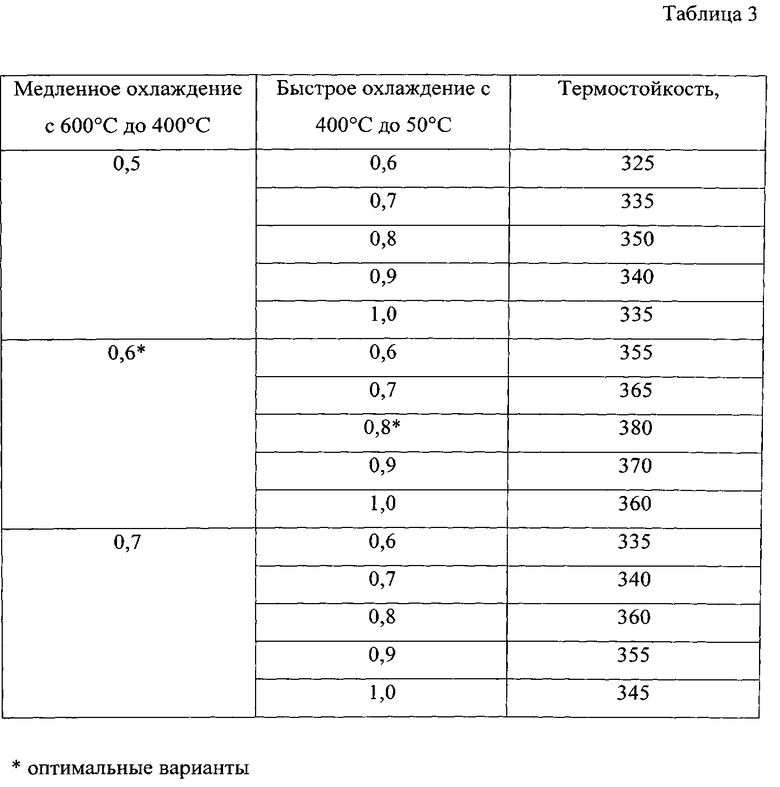
Пенообразующую смесь оптимального состава охлаждали на замедленной стадии со скоростями 0,5°C/мин; 0,6°C/мин и 0,7°C/мин и на быстрой стадии со скоростями 0,6°C/мин; 0,7°C/мин; 0,8°C/мин; 0,9°C/мин и 1,0°C/мин. Оптимальные скорости охлаждения представлены в таблице 3.
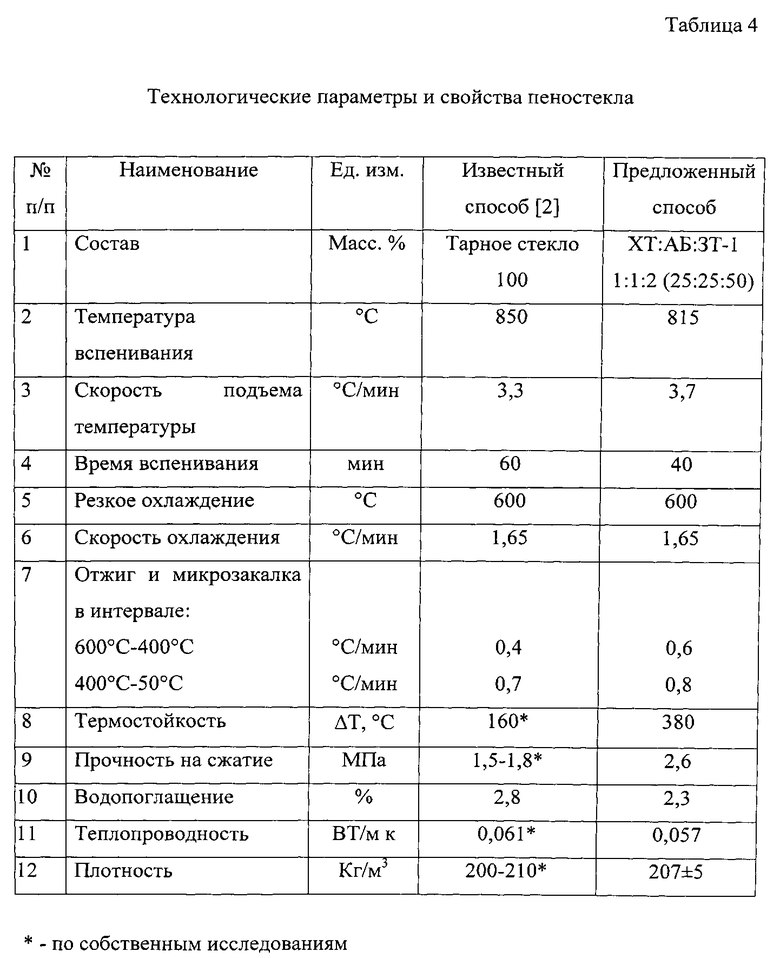
Сопоставительный анализ известного и предлагаемого способов представлен в таблице 4. Как видно из табл.4, предлагаемый способ получения блочного термостойкого стекла позволяет получить высококачественный продукт, снизить энергозатраты и время вспенивания.

Пример
Для подготовки шихты брали по одной части медицинских стекол марок XT и АБ и две части тарного стекла марки ЗТ-1. В шихту добавляли в качестве пенообразователя 1,0 мас.% сажи.
Пенообразующую смесь готовили совместным помолом и перемешиванием в фарфоровой мельнице объемом 700 литров с уролитовыми массами в течение 6 часов.
Готовая пенообразующая смесь имела следующий состав (мас.%):
медицинское стекло марки XT - 24,75
медицинское стекло марки АБ - 24,75
тарное стекло - 49,50
сажа - 1,0%
ИТОГО: 100%
После помола пенообразующую смесь извлекали из шаровой мельницы и на одну треть заполняли металлические формы 300×300×300 мм. После заполнения в металлические формы пенообразующую смесь уплотняли пуансоном.
Вспенивание пенообразующей смеси производили в электрической муфельной печи с силитовыми нагревателями.
Вспенивание проводили по следующим оптимальным технологическим параметрам:
- скорость подъема температуры - 3,7°C/мин;
- выдержка при 815°C в течение 40 мин;
- резкое охлаждение до 600°C;
- отжиг и микрозакалка:
1) на стадии медленного охлаждения в интервале температур 600-400°C-0,6°C/мин,
2) на стадии быстрого охлаждения в интервале температур 400-50°C-0,8°C/мин.
После остывания муфельной печи из нее извлекали металлические формы с блочным термостойким пеностеклом. Пеностекло извлекали из металлической формы и проводили контроль качества конечного продукта.
Контроль качества
Прочность на сжатие определяли по ГОСТ 17177-94 на гидравлическом прессе ПСУ-10 на образцах в виде кубиков размером 30×30×30 мм. За конечный результат испытаний принимали среднее пяти измерений

Термостойкость образцов определяли на кубиках размером 30×30×30 мм. Кубы помещали в муфельную печь. Нагревали с интервалом 10°C, извлекали из печи и оставляли на воздухе при 20°C до появления трещин и сколов. Термостойкость рассчитывали по выражению
ΔТ=400°C-20°C=380°C
Теплопроводность определяли на приборе ИТП-МТ-4 по ГОСТ 7076-99. Для определения теплопроводности готовили образцы размером 100×100×20 мм. Теплопроводность блочного термостойкого стекла составила 0,057 Вт/м .
Плотность блоков термостойкого пеностекла определяли на кубах размером 30×30×30 мм статистическим методом с использованием штангенциркуля (с точностью 0,01 мм) и электронных весов фирмы Advetnrer с точностью измерения 0,01 г.
Плотность термостойкого блочного пеностекла с доверительным интервалом составила 207±5 кг/м3.
Водопоглащение блоков термостойкого пеностекла определяли по стандартной методике по ГОСТ 2409-80. Водопоглащение блочного термостойкого пеностекла составило 2,3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНОГО ТЕРМОСТОЙКОГО ПЕНОСТЕКЛА | 2013 |
|
RU2536543C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ БЛОЧНОГО ПЕНОСТЕКЛА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2570175C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНОГО ТЕРМОСТОЙКОГО ПЕНОСТЕКЛА | 2013 |
|
RU2530151C1 |
| Способ получения блочного термостойкого пеностекла | 2019 |
|
RU2730236C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ОБЛИЦОВОЧНОГО МАТЕРИАЛА НА ОСНОВЕ ПЕНОСТЕКЛА | 2011 |
|
RU2485058C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2022 |
|
RU2801330C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2022 |
|
RU2794367C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2019 |
|
RU2726015C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОСТЕКЛА | 2019 |
|
RU2701951C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОСТЕКЛА | 2019 |
|
RU2745544C1 |
Изобретение относится к получению блочного термостойкого пеностекла. Технический результат изобретения заключается в повышении качества конечного продукта, снижения энергозатрат и сокращения времени вспенивания. Пенообразующая смесь содержит медицинские стекла XT, АБ и тарное стекло марки ЗТ-1 в соотношении 1:1:2. Затем указанную смесь нагревали в металлических формах со скоростью 3,7°C/мин с выдержкой при 815°C в течение 40 минут с последующим резким охлаждением с 600°C до 400°C со скоростью 0,6°C/мин и с 400°C до 50°C со скоростью 0,8°C/мин. 4 табл.
Способ получения блочного термостойкого пеностекла, включающий совместный помол компонентов шихты с пенообразователем, уплотнение, нагревание, вспенивание, стабилизацию, замедление и быстрое охлаждение, отличающийся тем, что нагрев пенообразующей смеси, включающей медицинские стекла марок XT, АБ и тарное стекло ЗТ-1 в соотношении 1:1:2, производят со скоростью 3,7°C/мин с выдержкой при максимальной температуре 815°C в течение 40 мин с последующим резким охлаждением с 600°C до 400°С со скоростью 0,6°С/мин и с 400°С до 50°С со скоростью 0,8°С/мин.
| МИНЬКО Н.И | |||
| и др | |||
| Пеностекло | |||
| Научные основы и технолгии, Воронеж, Научная книга, 2008, с.83 | |||
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2000 |
|
RU2187473C2 |
| Способ отжига пеностекла | 1987 |
|
SU1470691A1 |
| Способ получения пеностекла | 1989 |
|
SU1673544A1 |
| CN 102381842, 21.03.2012 A | |||
| PL 399582, 23.12.2013 A1 | |||
| CN 101058480 A, 24.10.2007 | |||

