Область техники, к которой относится изобретение
Изобретение относится к способу настройки частоты колебаний пружинной балансной сборки часового механизма, выполненной из произвольно выбранных из валового выпуска спиральных пружин и балансных колес.
Настоящее изобретение относится к области производства компонентов часовых механизмов и прежде всего к производству регулировочных сборок и настройке частоты таких сборок.
Уровень техники
Традиционно, как описано, в частности, в издании ″The Theory of Horology″ (Теория измерения времени) С.A. Reymondin et al. (С.А. Реймондэн и др.), ISBN 978-2-940025-10-7, опубликованной Швейцарской федерацией технических коллежей, Лозанна, балансы и спиральные пружины изготавливаются и затем сортируются на множество сортов. Для создания пружинной балансной сборки, способной колебаться близко к некоторой частоте колебаний, баланс и спиральная пружина должны выбираться из сорта, способного обеспечить колебания, близкие к этой частоте, затем сформированная таким образом пара должна быть настроена для получения желаемой частоты путем подбора длины спиральной пружины и/или изменения момента инерции баланса.
Как следствие, требуется огромный объем производимых изделий, чтобы удовлетворить потребность. Независимо от производимых изделий также необходимо выполнить ряд операции со спиральной пружиной и балансом, которые не готовы к использованию.
Точность настройки частоты естественно зависит от диапазона изменений каждого сорта спиральных пружин и балансов, что объясняет большое количество сортов.
Раскрытие изобретения
В изобретении предлагается избавиться от необходимости в этих очень дорогих в производстве изделий и вместо этого использовать новый способ, который позволяет очень быстро и экономично изготавливать пружинные балансы, правильно настроенные на заданную частоту колебаний.
В изобретении также одновременно предлагается обратиться к неизбежной проблеме балансировки балансов.
Таким образом, настоящее изобретение относится к способу настройки частоты колебаний пружинной балансной сборки часового механизма, выполненной из произвольно выбранных из валового выпуска спиральных пружин и балансовых колес, отличающемуся тем, что для исключения необходимости какой-либо сортировки балансов и спиральных пружин:
- средство для изготовления упомянутых спиральных пружин настраивается на заданное значение математического ожидания, и упомянутое средство для изготовления спиральных пружин настраивается на ограничение стандартного отклонения выборки из упомянутого выпуска спиральных пружин заданной максимальной величиной,
- средство изготовления упомянутых балансов настраивается на заданное значение математического ожидания, и упомянутое средство изготовления балансов настраивается на ограничение стандартного отклонения выборки из упомянутого выпуска балансов заданной максимальной величиной и в пределах заданного допуска дисбаланса для упомянутой общей множества балансов,
для осуществления выпуска:
- с одной стороны, партии спиральных пружин заданного типа разового изготовления, математическое ожидание которых способно обеспечить заданную частоту колебаний при заданных инерционных свойствах баланса, каждая из упомянутых спиральных пружин обработана, обрезана для крепления к оси и готова для сборки, и образует единое множество спиральных пружин, стандартное отклонение выборки из которых специфично для упомянутой партии спиральных пружин разового изготовления,
- и, с другой стороны, партии балансов заданного типа разового изготовления, математическое ожидание которых способно обеспечить заданную частоту колебаний при заданном крутящем моменте спиральной пружины и образует единое множество балансов, стандартное отклонение выборки их которых специфично для упомянутой партии балансов разового изготовления,
- технологические параметры определяются в соответствии с нормальным стандартными законами распределения упомянутых балансов и упомянутых спиральных пружин для того, чтобы классифицировать упомянутое математическое ожидание множества балансов в соответствии с упомянутым математическим ожиданием множества спиральных пружин таким образом, чтобы имелась соответствующая максимальному значению допустимого снижения инерционных свойств каждого упомянутого баланса разница между экстремальными значениями:
- с одной стороны, гауссова распределения теоретических значений частоты для каждого баланса как функции упомянутого базового крутящего момента спиральной пружины,
- и, с другой стороны, гауссова распределения теоретических значений частоты для каждой спиральной пружины как функции упомянутых базовых инерционных свойств баланса,
- из партии спиральных пружин разового изготовления произвольно выбирается образец спиральной пружины, а из партии балансов разового изготовления произвольно выбирается образец баланса,
- при необходимости осуществляется механическая обработка по балансировке упомянутого образца баланса с целью его введения в заданный допуск балансировки и выполняется комплементарная операция настройки инерционных свойств, зависящая от крутящего момента упомянутого образца спиральной пружины,
для того чтобы образовать пружинную балансную сборку, способную колебаться с упомянутой частотой колебаний после проведения упомянутой операции настройки инерционных свойств на упомянутом балансе.
Краткое описание чертежей
На фиг. 1 показан схематичный вид статистического распределения множества спиральных пружин и множества балансов в реализации настоящего изобретения.
Осуществление изобретения
Настоящее изобретение относится к способу настройки частоты колебаний пружинной балансной сборки часового механизма.
Такая пружинная балансная сборка часового механизма выполняется из произвольно выбранных из валового выпуска спиральных пружин и балансов.
Согласно предлагаемому способу с целью исключения необходимости сортировки балансов и спиральных пружин осуществляются следующие операции:
- средство изготовления упомянутых спиральных пружин настраивается на заданное значение математического ожидания ms, и упомянутое средство для изготовления спиральных пружин настраивается на ограничение стандартного отклонения σs выборки из выпуска спиральных пружин заданной максимальной величиной σsMax отклонения,
- средство изготовления балансов настраивается на заданное значение математического ожидания mb, и упомянутое средство изготовления балансов настраивается на ограничение стандартного отклонения σb выборки из выпуска балансов заданной максимальной величиной σbMax и в пределах заданного допуска дисбаланса для общего множества балансов,
для осуществления выпуска:
- с одной стороны, партии спиральных пружин заданного типа разового изготовления, математическое ожидание которых способно обеспечить заданную частоту колебаний N0 при заданных инерционных свойствах J0 балансового колеса, каждая из спиральных пружин обработана, обрезана для крепления к оси и готова для монтажа и образует единое множество спиральных пружин, стандартное отклонение выборки из которого специфично для партии спиральных пружин разового изготовления,
- и, с другой стороны, партии балансов заданного типа разового изготовления, математическое ожидание которых способно обеспечить заданную частоту N0 колебаний при заданном крутящем моменте С0 спиральной пружины и образует единое множество балансов, стандартное отклонение выборки из которого специфично для партии балансов разового изготовления,
- технологические параметры определяются в соответствии с нормальными стандартными законами распределения балансов и спиральных пружин для того, чтобы классифицировать математическое ожидание mb множества балансов в соответствии с математическим ожиданием ms множества спиральных пружин таким образом, чтобы оставалась соответствующая максимальному значению допустимого снижения инерционных свойств каждого баланса разница между экстремальными значениями:
- с одной стороны, гауссова распределения теоретических значений частоты каждого баланса как функции базового крутящего момента С0 спиральной пружины,
- и, с другой стороны, гауссова распределения теоретических значений частоты каждой спиральной пружины как функции базовых инерционных свойств J0 баланса,
- из партии спиральных пружин разового изготовления произвольно выбирается образец Sx спиральной пружины, а из партии балансов разового изготовления произвольно выбирается образец By баланса,
- при необходимости осуществляется механическая обработка по балансировке образца By баланса с целью введения его в заданный допуск балансировки и выполняется комплементарная операция настройки инерционных свойств, зависящая от крутящего момента образца Sx спиральной пружины,
для того чтобы образовать пружинную балансную сборку, способную колебаться с частотой N0 после проведения операции настройки инерционных свойств баланса.
Производство следует нормальному закону распределения, параметры которого специфичны для каждой разовой партии. Понятно, что диапазон изменения может варьироваться в зависимости от партии разового выпуска. Некоторые партии разового выпуска таким образом могут иметь большие стандартные отклонения, чем другие.
Преимуществом настоящего изобретения является то, что отбор образца спиральной пружины из валового выпуска спиральных пружин осуществляется без распределения по сортам, как это имеет место в известном уровне техники. То же самое относится к балансу, который произвольно выбирается из валового выпуска балансов. Производство изделий ограничивается соответственно одиночным выпуском спиральных пружин и одиночным выпуском балансов.
Согласно одному из частных аспектов изобретения операция по настройке инерционных свойств заключается в выполнении одновременно или последовательно:
- механической обработки по балансировке образца By баланса с целью введения его в заданный допуск балансировки, если дисбаланс образца баланса By больше, чем заданный допуск балансировки, и
- комплементарной механической обработки по настройке инерционных свойств баланса By в соответствии с измеренным ранее крутящим моментом упомянутого образца Sx спиральной пружины,
для того чтобы образовать пружинную балансную сборку Sx-By, способную колебаться с частотой N0 колебаний после проведения операции по настройке инерционных свойств.
Согласно одному из частных аспектов изобретения отклонение от номинальной величины, соответствующее допустимому снижению инерционных свойств каждого баланса, ограничено максимальным значением допуска дисбаланса.
Согласно одному из частных аспектов изобретения механическая обработка с удалением материала выполняется на балансе By сначала без балансировки, а затем, после измерения дисбаланса баланса By и расчета уточненной механической обработки, осуществляется повторная механическая обработка по балансировке и доведению инерционных свойств до рассчитанного значения, чтобы пружинная балансная сборка Sx-By колебалась с частотой N0 колебаний.
Любой процесс удаления материала может осуществляться в данном случае с помощью лазера, фрезерования, обработки на токарном станке и другими способами.
Согласно одному из частных аспектов изобретения в заслуживающем особого внимания варианте осуществления изобретения, прежде всего для борьбы с контрафакцией, механическая обработка с удалением материала выполняется на балансе By с резервированием некоторых первых поверхностей баланса By для первой механической обработки по настройке инерционных свойств и с резервированием некоторых вторых поверхностей баланса By для второй механической обработки по настройке инерционных свойств.
Согласно одному из частных аспектов изобретения первые поверхности отличаются от вторых поверхностей баланса By.
Согласно одному из частных аспектов изобретения первые поверхности и вторые поверхности баланса By обусловлены по меньшей мере запретом какой-либо механической обработки некоторых третьих поверхностей баланса By, зарезервированных в качестве поверхностей для уменьшения инерционных свойств или для установки увеличивающих инерционные свойства балансировочных блоков или дополнительных компонентов.
Согласно одному из частных аспектов изобретения первые поверхности и вторые поверхности баланса By обусловлены по меньшей мере запретом какой-либо механической обработки спиц баланса By.
Согласно одному из частных аспектов изобретения механическая обработка с целью балансировки выполняется симметрично относительно плоскости, проходящей через ось вращения баланса By, и вблизи упомянутой плоскости.
Согласно одному из частных аспектов изобретения по меньшей мере первичная механическая обработка с целью настройки инерционных свойств выполняется симметрично относительно оси вращения баланса By.
Согласно одному из частных аспектов изобретения рассчитывается объем удаляемого материала с каждой обрабатываемой поверхности и упомянутое количество удаляемого материала распределяется по достаточной площади поверхности с соблюдением заранее заданных минимальных участков на различных поверхностях баланса By, чтобы избежать каких-либо проблем с усталостной прочностью.
Согласно одному из частных аспектов изобретения объем удаляемого материала с каждой обрабатываемой поверхности рассчитывается таким образом, чтобы не превысить некоторый заданный массовый объем относительно общей массы баланса By, и масса материала на обрабатываемых поверхностях распределяется на достаточном удалении от оси колебаний баланса By, чтобы добиться рассчитанного значения инерционных свойств баланса By.
Согласно одному из частных аспектов изобретения после окончательной настройки инерционных свойств баланса By для образования пружинной балансной сборки Sx-By с частотой N0 колебаний сообразно измеренному крутящему моменту спиральной пружины Sx спиральная пружина Sx и баланс By запрессовываются друг в друга до отметки.
Согласно одному из частных аспектов изобретения для осуществления настройки инерционных свойств выполняются операции механической обработки с симметрией n-го порядка.
Согласно одному из частных аспектов изобретения первичный диапазон АР изменения основной частоты определяется сообразно относительному отклонению VR0 от номинальной величины базового периода, и допуск относится на счет:
- множества спиральных пружин в части крутящего момента спиральной пружины в первом диапазоне А1 изменения, так что первый диапазон изменения равен первичному диапазону АР изменения, умноженному на коэффициент k1,
- множества балансов в части инерционных свойств балансов во втором диапазоне А2 изменения, так что второй диапазон равен первичному диапазону АР изменения, умноженному на коэффициент k2,
- второго диапазона распределения относительных отклонений от номинальной величины периода, на которые способны балансы, продолжаясь за пределы первого диапазона распределения относительных отклонений от номинальной величины периода, на которые способны спиральные пружины, с разницей между вторым диапазоном изменения и первым диапазоном изменения, равной первичному диапазону АР изменения, умноженному на третий коэффициент k3, и разницей между теоретически наиболее удаленными балансом и спиральной пружиной в части их категории относительного отклонения от номинальной величины периода, равной первичному диапазону АР изменения, умноженному на коэффициент k4.
Согласно одному из частных аспектов изобретения четвертый коэффициент k4 определяется как близкий к удвоенному значению первого коэффициента k1, который, в свою очередь, близок к удвоенному значению второго коэффициента k2, который в четыре раза больше значения третьего коэффициента k3.
Согласно одному из частных аспектов изобретения третий коэффициент определяется как значение, равное двум.
Согласно одному из частных аспектов изобретения первичный диапазон АР изменения определяется как соответствующий относительному отклонению VR0 от номинальной величины базового периода, близкому к 100 секундам в день.
Согласно одному из частных аспектов изобретения разница между вторым диапазоном изменения и первым диапазоном изменения, равная первичному диапазону АР изменения, умноженному на коэффициент k3, используется для настройки балансировки произвольно выбранного образца баланса By.
Согласно одному из частных аспектов изобретения настройка балансировки случайно выбранного образца баланса By осуществляется путем удаления материала, и настройка инерционных свойств баланса By также осуществляется путем удаления материала, чтобы образовать пружинную балансную сборку Sx-By, колеблющуюся с частотой N0 в сообразно измеренному крутящему моменту спиральной пружины Sx.
Настоящее изобретение позволяет снизить количество производимых изделий. Настоящее изобретение позволяет практически мгновенно получать пружинную балансную сборку, настроенную на конкретную частоту с высокой надежностью и высокой точностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ЧАСТОТЫ КОЛЕБАНИЙ И/ИЛИ РЕГУЛИРОВАНИЯ МОМЕНТА ИНЕРЦИИ И/ИЛИ БАЛАНСИРОВКИ ПОДВИЖНОГО КОМПОНЕНТА МЕХАНИЗМА ХРОНОМЕТРА ИЛИ УЗЛА БАЛАНС-СПИРАЛЬ ХРОНОМЕТРА | 2011 |
|
RU2556322C2 |
| ИЗОТРОПНЫЙ ГАРМОНИЧЕСКИЙ ОСЦИЛЛЯТОР И СООТВЕТСТВУЮЩИЙ РЕГУЛЯТОР С ОТСУТСТВУЮЩИМ СПУСКОВЫМ МЕХАНИЗМОМ ИЛИ С УПРОЩЕННЫМ СПУСКОВЫМ МЕХАНИЗМОМ | 2015 |
|
RU2686869C2 |
| ДИНАМИЧЕСКИЙ МОНИТОРИНГ МОБИЛЬНЫХ НЕЛИНЕЙНЫХ ТЕХНИЧЕСКИХ СИСТЕМ | 2020 |
|
RU2745984C1 |
| МЕХАНИЗМ ДЛЯ НАСТРОЙКИ ЧАСТОТЫ ГЕНЕРАТОРА КОЛЕБАНИЙ ЧАСОВ | 2016 |
|
RU2698187C1 |
| СПОСОБ РЕГУЛИРОВКИ ЧАСТОТЫ КОЛЕБАНИЙ УЗЛА ЧАСОВ | 2011 |
|
RU2568037C2 |
| РЕГУЛИРУЮЩИЙ ЭЛЕМЕНТ ЧАСОВ С ТОЧНЫМ УЗЛОМ РЕГУЛИРОВКИ ХОДА | 2023 |
|
RU2822300C1 |
| КЕРАМИЧЕСКИЙ ТЕРМОКОМПЕНСИРОВАННЫЙ РЕЗОНАТОР | 2012 |
|
RU2573275C2 |
| СПОСОБ ДИНАМИЧЕСКОГО МОНИТОРИНГА ФРИКЦИОННЫХ МОБИЛЬНЫХ СИСТЕМ | 2012 |
|
RU2517946C2 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ ПРОКАТА | 2000 |
|
RU2184632C2 |
| ИЗОТРОПНЫЙ ГАРМОНИЧЕСКИЙ ОСЦИЛЛЯТОР С ПО МЕНЬШЕЙ МЕРЕ ДВУМЯ СТЕПЕНЯМИ СВОБОДЫ И СООТВЕТСТВУЮЩИЙ РЕГУЛЯТОР С ОТСУТСТВУЮЩИМ СПУСКОВЫМ МЕХАНИЗМОМ ИЛИ С УПРОЩЕННЫМ СПУСКОВЫМ МЕХАНИЗМОМ | 2015 |
|
RU2686446C2 |
Изобретение относится к способам настройки частоты колебаний пружинной балансной сборки, выполненной из произвольно выбранных из валового выпуска спиральных пружин и балансовых колес. Согласно предложенному способу производится наладка средства изготовления с целью ограничения стандартного отклонения (σs) выборки из партии спиральных пружин разового выпуска заданным максимальным значением (σsMax) и ограничения стандартного отклонения (σb) выборки из партии балансовых колес разового выпуска заданным максимальным значением (σbMax) в пределах заданного допуска дисбаланса. Математическое ожидание (mb) множества балансов классифицируется в соответствии с математическим ожиданием (ms) спиральных пружин, чтобы получить разность между экстремальными значениями гауссова распределения балансов и спиральных пружин, соответствующую максимальному значению снижения инерционных свойств баланса. Произвольный образец (Sx) спиральной пружины выбирается из партии спиральных пружин разового изготовления, а произвольный баланс (By) - из партии балансов разового изготовления. Инерционные свойства баланса (By) настраиваются сообразно величине крутящего момента образца спиральной пружины (Sx), при этом может быть осуществлена механическая обработка образца баланса. Данное изобретение позволяет упростить и ускорить настройку часов на заданную частоту колебаний, используя стандартный набор пружинных балансов. 19 з.п. ф-лы, 1 ил.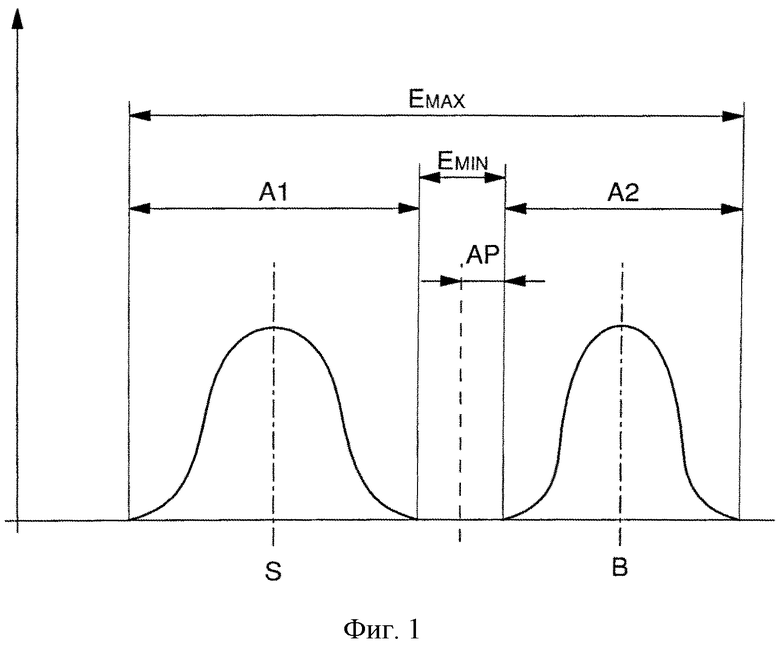
1. Способ настройки частоты колебаний пружинной балансной сборки часового механизма, выполненной из произвольно выбранных из валового выпуска спиральных пружин и балансовых колес, отличающийся тем, что для исключения необходимости какой-либо сортировки балансовых колес и спиральных пружин:
- средство изготовления спиральных пружин настраивают на заданное значение математического ожидания (ms), и упомянутое средство изготовления спиральных пружин настраивают на ограничение стандартного отклонения (σs) выборки из выпуска спиральных пружин заданной максимальной величиной (σsMax) отклонения,
- средство изготовления балансов настраивают на заданное значение математического ожидания (mb), и упомянутое средство изготовления балансов настраивают на ограничение стандартного отклонения (σb) выборки из выпуска балансов заданной максимальной величиной (σbMax) и в пределах заданного допуска дисбаланса для общего множества балансов,
для осуществления выпуска:
- с одной стороны, партии спиральных пружин заданного типа разового изготовления, математическое ожидание которых способно обеспечить заданную частоту колебаний (N0) при заданных инерционных свойствах (J0) балансового колеса, каждая из спиральных пружин обработана, обрезана для крепления к оси и готова для монтажа, и образует единое множество спиральных пружин, стандартное отклонение выборки из которого специфично для партии спиральных пружин разового изготовления,
- и, с другой стороны, партии балансов заданного типа разового изготовления, математическое ожидание которых способно обеспечить заданную частоту (N0) колебаний при заданном крутящем моменте (С0) спиральной пружины, образующую единое множество балансов, стандартное отклонение выборки из которого специфично для партии балансов разового изготовления,
- технологические параметры определяют в соответствии с нормальными стандартными законами распределения балансов и спиральных пружин для того, чтобы классифицировать математическое ожидание (mb) множества балансов в соответствии с математическим ожиданием (ms) множества спиральных пружин таким образом, чтобы оставалась соответствующая максимальному значению допустимого снижения инерционных свойств каждого баланса разница между экстремальными значениями:
- с одной стороны, гауссова распределения теоретических значений частоты каждого баланса как функции базового крутящего момента (С0) спиральной пружины,
- и, с другой стороны, гауссова распределения теоретических значений частоты каждой спиральной пружины как функции базовых инерционных свойств (J0) баланса,
- из партии спиральных пружин разового изготовления произвольно выбирают образец (Sx) спиральной пружины, а из партии балансов разового изготовления произвольно выбирают образец (By) баланса,
- при необходимости осуществляют механическую обработку по балансировке образца (By) баланса с целью введения его в заданный допуск балансировки и выполняют комплементарную операцию настройки инерционных свойств, зависящую от крутящего момента образца (Sx) спиральной пружины,
для того чтобы образовать пружинную балансную сборку, способную колебаться с частотой (N0) колебаний после проведения операции настройки инерционных свойств баланса.
2. Способ по п. 1, отличающийся тем, что настройка инерционных свойств заключается в одновременном или последовательном выполнении:
- механической обработки по балансировке образца (By) баланса с целью введения его в заданный допуск балансировки, если дисбаланс образца (By) баланса больше, чем заданный допуск дисбаланса, и
- комплементарной механической обработки по настройке инерционных свойств баланса (By) как функции измеренного заранее крутящего момента образца (Sx) спиральной пружины,
чтобы таким образом образовать пружинную балансную сборку (Sx-By), способную колебаться с частотой (N0) после настройки инерционных свойств.
3. Способ по п. 1, отличающийся тем, что разница, соответствующая допустимому снижению инерционных свойств каждого баланса, ограничена значением максимального допустимого дисбаланса.
4. Способ по п. 1, отличающийся тем, что механическую обработку с удалением материала выполняют на балансе (By) сначала без балансировки, а затем, после измерения дисбаланса баланса (By) и расчета уточненной механической обработки, осуществляют повторную механическую обработку по балансировке и доведению инерционных свойств до рассчитанного значения, чтобы пружинная балансная сборка (Sx-By) колебалась с частотой (N0).
5. Способ по п. 4, отличающийся тем, что механическую обработку с удалением материала выполняют на балансе (By) с резервированием некоторых первых поверхностей баланса (By) для первичной механической обработки по настройке инерционных свойств и с резервированием некоторых вторых поверхностей баланса (By) для вторичной механической обработки по настройке инерционных свойств.
6. Способ по п. 5, отличающийся тем, что первые поверхности отличаются от вторых поверхностей баланса (By).
7. Способ по п. 5, отличающийся тем, что первые поверхности и вторые поверхности баланса (By) обусловлены по меньшей мере запретом какой-либо механической обработки некоторых третьих поверхностей баланса (By), зарезервированных в качестве поверхностей для уменьшения инерционных свойств или для установки увеличивающих инерционные свойства балансировочных блоков или дополнительных компонентов.
8. Способ по п. 5, отличающийся тем, что первые поверхности и вторые поверхности баланса (By) обусловлены по меньшей мере запретом какой-либо механической обработки спиц баланса (By).
9. Способ по п. 1, отличающийся тем, что механическую обработку с целью балансировки выполняют симметрично относительно плоскости, проходящей через ось вращения баланса (By), и вблизи упомянутой плоскости.
10. Способ по п. 4, отличающийся тем, что по меньшей мере первичную механическую обработку с целью настройки инерционных свойств выполняют симметрично относительно оси вращения баланса (By).
11. Способ по п. 2, отличающийся тем, что рассчитывают объем удаляемого материала с каждой обрабатываемой поверхности и объем удаляемого материала распределяют по достаточной площади поверхности с соблюдением заранее заданных минимальных участков на различных поверхностях баланса (By).
12. Способ по п. 2, отличающийся тем, что объем удаляемого материала с каждой обрабатываемой поверхности рассчитывают таким образом, чтобы не превысить некоторый заданный массовый объем относительно общей массы баланса (By), и объем материала распределяют на достаточном удалении от оси баланса (By), чтобы добиться рассчитанного значения инерционных свойств баланса (By).
13. Способ по п. 2, отличающийся тем, что после окончательной настройки инерционных свойств баланса (By) для образования пружинной балансной сборки (Sx-By) с частотой (N0) колебаний сообразно с измеренным крутящим моментом спиральной пружины (Sx) спиральную пружину (Sx) и баланс (By) запрессовывают друг в друга до отметки.
14. Способ по п. 1, отличающийся тем, что для осуществления настройки инерционных свойств выполняют операции механической обработки с симметрией n-го порядка.
15. Способ по п. 1, отличающийся тем, что первичный диапазон (АР) изменения основной частоты определяют сообразно относительному отклонению (VR0) от номинальной величины базового периода, и допуск относится на счет:
- множества спиральных пружин в отношении крутящего момента спиральной пружины в первом диапазоне (А1) изменения, так что первый диапазон изменения равен первичному диапазону (АР) изменения, умноженному на коэффициент (k1),
- множества балансов в отношении инерционных свойств балансов во втором диапазоне (А2) изменения, так что второй диапазон равен первичному диапазону (АР) изменения, умноженному на коэффициент (k2),
- второго диапазона распределения относительных отклонений от номинальной величины периода, на которые способны балансы, продолжаясь за пределы первого диапазона распределения относительных отклонений от номинальной величины периода, на которые способны спиральные пружины, с разницей между вторым диапазоном и первым диапазоном, равной первичному диапазону (АР) изменения, умноженному на третий коэффициент (k3), и разницей между теоретически наиболее удаленными балансом и спиральной пружиной в части их категории относительного отклонения от номинальной величины периода, равной первичному диапазону (АР) изменения, умноженному на коэффициент (k4).
16. Способ по п. 15, отличающийся тем, что четвертый коэффициент (k4) определяют как близкий к удвоенному значению первого коэффициента (k1), который, в свою очередь, близок к удвоенному значению второго коэффициента (k2), который в четыре раза больше третьего коэффициента (k3).
17. Способ по п. 15, отличающийся тем, что третий коэффициент (k3) определяют как значение, равное двум.
18. Способ по п. 15, отличающийся тем, что первичный диапазон (АР) изменения определяют сообразно относительному отклонению (VR0) от номинальной величины базового периода, близкому к 100 секундам в день.
19. Способ по п. 15, отличающийся тем, что разность между вторым диапазоном изменения и первым диапазоном изменения, равную первичному диапазону (АР) изменения, умноженному на коэффициент (k3), используют для настройки балансировки произвольно выбранного образца баланса (By).
20. Способ по п. 19, отличающийся тем, что настройку балансировки произвольно выбранного образца баланса (By) осуществляют путем удаления материала и упомянутую настройку инерционных свойств баланса (By) также осуществляют путем удаления материала, чтобы образовать пружинную балансную сборку (Sx-By), колеблющуюся с частотой (N0) сообразно измеренному крутящему моменту спиральной пружины (Sx).
| CH 702708 B1, 31.08.2011 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| КАСТ ДЛЯ УКРАШЕНИЯ | 2018 |
|
RU2698509C1 |
| РЕГУЛИРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ НАРУЧНЫХ ЧАСОВ И ЧАСОВОЙ МЕХАНИЗМ, КОТОРЫЙ СОДЕРЖИТ ОДИН ТАКОЙ РЕГУЛИРУЮЩИЙ ЭЛЕМЕНТ | 2005 |
|
RU2356079C2 |
| Способ получения и нанесения сферопластика на трубы и устройство для его производства непрерывно циклическим способом. | 2020 |
|
RU2770942C1 |

