Область техники, к которой относится изобретение
Изобретение относится к способу регулирования частоты колебаний и/или регулирования момента инерции и/или балансировки, осуществляемых в отношении подвижного компонента механизма хронометра или в отношении узла баланс-спираль хронометра.
Изобретение также относится к применению этого способа для регулировки частоты колебаний узла баланс-спираль в часах, содержащего по меньшей мере один баланс, который содержит периферийный обод и по меньшей мере одну спиральную пружину, скрепленные друг с другом в муфте, при этом узел баланс-спираль поворачивается вокруг оси баланса.
Кроме того, изобретение относится к узлу баланс-спираль хронометра без градусника, подходящему для осуществления способа регулирования его частоты колебаний.
Изобретение также относится к устройству для осуществления этого способа.
Изобретение относится к области микромеханики, а более конкретно к области изготовления часов.
В частности, изобретение относится к регулировке и настройке регулировочных элементов и, в частности, балансов часов или хронометров и, в частности, узлов баланс-спираль часов или хронометра.
Уровень техники
Несмотря на сверхвысокую точность операций механической обработки и их высокую воспроизводимость, почти всегда необходимо проводить регулировку либо во время операции сборки, либо, что более часто, во время операции регулирования или наладки, в частности для регулирования частоты, регулирования дисбаланса или регулирования инерции в случае подвижных деталей.
Именно на стадии сборки, в особенности, необходимо совершенствовать подбор пар определенных компонентов, которые, будучи взятыми независимо друг от друга, находятся в пределах допусков на механическую обработку или производственных допусков, но которые не могут быть собраны просто по причине рабочих напряжений, специфических для собранного узла.
Это особенно верно в случае с регулирующими элементами хронометров, а более конкретно в случае с пружинным балансом. Фактически, представляется, что регулировка дисбаланса и регулировка инерции как статическая, так и динамическая, являются уже очень непростыми на стадии отдельных компонентов, и эти наладочные операции оказываются особенно сложными, когда компоненты собраны вместе. В частности, динамические регулировки оказываются сложными для осуществления, в особенности регулирования частоты.
Ситуация является еще более сложной в случае, когда такой узел уже интегрирован в более крупный узел, такой как, например, часовой механизм по причине плохой доступности, но также и по причине нарушения надлежащего функционирования этого механизма вследствие выполнения операции регулировки, настройки или балансировки.
Следовательно, имеется двойная трудность, поскольку проблема заключается в том, чтобы управлять динамическими настройками и регулировками с помощью компонентов, которые являются
- движущимися или
- интегрированными в механизм хронометра, или
- движущимися и интегрированными в механизм хронометра.
Проблемы, связанные с динамической балансировкой, по-прежнему представляют собой область компетенции чрезвычайно ограниченного количества специалистов, что может быть подтверждено малым количеством промышленных балансировочных станков, имеющихся во всем мире. Область микромеханики может только усилить это явление, поскольку детали, подлежащие балансировке, имеют очень низкую массу, порядка одного грамма или дециграмма, и имеют допуски момента инерции в диапазоне микрограмма х квадратный сантиметр. Это не имеет никакого отношения к области использования балансировочных станков для колес автомобилей, которые являются наиболее многочисленными, или станков, специально сделанных для тяжелой промышленности, железнодорожного транспорта или высокоскоростной обработки.
Проблемы, связанные с динамической балансировкой в течение длительного времени вдохновляли на поиск решений, относящихся к локализации зон добавления или удаления материала и к определению количества этих добавлений и удалений, которые выполняются после остановки вращения подвижного элемента, подлежащего балансировке, как в патентном документе US 2538528 на имя Kohlhagen (Колхэйген). В одном варианте, как в патентном документе Германии DE 1142796 на имя Hettich (Хеттич), элементы должны быть размещены или, наоборот, запрессованы в предварительно просверленные отверстия по всей окружности баланса часов. Патент Швейцарии СН 367444 на имя OMEGA (ОМЕГА), показывает недостатки традиционного удаления материала посредством фрезерования на балансах часов и предлагает решение, заключающееся в добавлении или удалении материала электрохимическими средствами, в результате которых может быть обеспечена коррекция массы и точности балансировки.
Патент US 3225586 на имя HAMILTON (ГАМИЛЬТОН) предлагает использование микрофона типа "Watchmaster" станка, соединенного с вращающимся измерительным прибором для того, чтобы очень точно определять регулировку 4 винтов на периферии обода баланса.
Для усовершенствования этих процессов, состоящих из двух этапов: измерение, затем регулировка, патент Швейцарии СН 390165 на имя Zenger (Зенгера) предлагает способ балансировки посредством электроэрозионной обработки, непрерывно с очень малой задержкой после стробоскопического измерения, но это требует вращения этого баланса в одном направлении.
Патент Швейцарии СН 690874 на имя Witschi, (Витсчи) также описывает способ удаления или добавления материала после предварительного измерения со стопорным устройством для баланса, удерживающим его обращенным к устройствам удаления или добавления материала.
Патент Швейцарии СН 526097 на имя Compagnie Generale d'Electricite (Компания Generale d'Electricite) предлагает балансировку поворачивающейся или качающейся детали лучом, параллельным оси поворота детали, подлежащей балансировке, содержащую оптическое устройство для отклонения луча таким образом, чтобы оно было синхронным с этой движущейся деталью и таким образом испаряло материал в соответствующем месте в течение всей продолжительности импульса, испускаемого лазером. Эта технология представляет существенный прогресс по отношению к предшествующему уровню техники, но не очень подходит для компонента, установленного в узел, по причине отходов и загрязнения ими узла.
То же самое относится и к патенту Франции FR 2159367 на имя Les Fabriques d'Assortiments Reunies, который предлагает процесс механической обработки с минимизацией количества операций, но в котором положение обрабатывающей головки зависит от корректируемой ошибки, что невозможно в собранном узле.
В целом, известные процессы, подходящие для проведения коррекции момента инерции или балансировки или другой физической величины, такой как жесткость пружины, на движущейся детали, являются немногочисленными и плохо подходящими для проведения этой коррекции на той же самой детали, установленной в узле. Кроме того, они мало подходят для знакопеременного движения, которое относится к балансу или собранному узлу баланс-спираль.
Патент США US 6 534 742 на имя ЕТА SA Fabrique d'Ebauches, предлагает способ регулирования частоты колебаний узла баланс-спираль с использованием лазера, воздействующего на спиральную пружину с целью уменьшения ее упругого крутящего момента за счет уменьшения ее толщины или высоты. Хотя это и представляет очевидный прогресс по отношению к предшествующему уровню техники, этот способ не дает решения для всех рассматриваемых случаев, поскольку он может только обеспечивать снижение (частоты) за счет ослабления пружины. С другой стороны, его можно использовать только вне механизма хронометра по причине загрязнения и отходов, создаваемых под действием лазера.
Раскрытие изобретения
Изобретение предлагает решение этой задачи посредством разработки соответствующего способа динамической настройки и регулирования микромеханических компонентов, в частности компонентов хронометра, и, в частности, поворачивающихся компонентов в собранных узлах, с особым акцентом на проведении операций настройки для регулирования частоты колебаний и/или регулирования момента инерции и/или балансировки такого рода подвижного компонента механизма хронометра, или, в частности, узла баланс-спираль хронометра.
Одна из специальных задач изобретения заключается в том, чтобы отказаться от градусника в системе регулировки узла баланс-спираль.
В частности, в изобретении делается попытка предложить эффективный, быстрый и точный способ выполнения операций настройки для регулирования частоты колебаний, момента инерции, динамической балансировки или также настроечных операций для регулирования спиральных пружин и т.п.; способ, который можно применять в случае компонентов, установленных в более крупный узел, в частности в механизме хронометра, и который также можно применять в том случае, когда эти компоненты движутся.
Изобретение предлагает улучшить эту ситуацию, предлагая решение проблемы посредством разработки соответствующего способа динамической настройки и регулировки на компонентах, которые являются
- движущимися или
- интегрированными в механизм хронометра, или
- движущимися и интегрированными в механизм хронометра.
Основываясь на этом, изобретение относится к способу регулирования частоты колебаний и/или момента инерции и/или балансировки подвижного компонента механизма хронометра или входящего в состав хронометра узла баланс-спираль. Способ характеризуется тем, что удаление материала и/или добавление материала и/или смещение материала проводится на указанном компоненте, или по меньшей мере на одном компоненте указанного узла с использованием по меньшей мере одного средства преобразования, содержащего по меньшей мере один лазерный или плазменный источник для проведения операции микрообработки и/или микроплавления на материале указанного компонента или указанного по меньшей мере одного компонента указанного узла и/или соответственно по меньшей мере одного добавляемого материала для испарения, и/или абляции, и/или смещения и/или соответственно приваривания по меньшей мере одного добавляемого материала на указанный компонент или на указанный по меньшей мере один компонент указанного узла под воздействием по меньшей мере одного импульса указанного средства преобразования. Указанным по меньшей мере одним импульсом управляют средства управления, выполненные таким образом, чтобы генерировать импульс, задавать порядок следования, прерывать любой импульс указанного по меньшей мере одного средства преобразования, при этом средства управления выполнены таким образом, чтобы управлять перемещениями по меньшей мере одного луча, испускаемого из средства преобразования, при этом средства управления соединены со средствами измерения или сравнения или автоматически управляются средствами измерения или сравнения.
В соответствии с одним из признаков изобретения средства измерения или сравнения выполнены таким образом, чтобы проводить измерения на указанном компоненте или указанном по меньшей мере одном компоненте узла во время движения компонента или узла.
В соответствии с другим признаком изобретения, средства управления запрограммированы для того, чтобы определять по меньшей мере одну конкретную зону поверхности указанного компонента или указанного по меньшей мере одного компонента узла, на котором материал должен быть удален и/или добавлен и/или смещен, и средства управления запрограммированы для того, чтобы генерировать по меньшей мере одну последовательность импульсов с высокой средней частотой средства преобразования для того, чтобы генерировать в этой зоне по меньшей мере одну линию последовательных воздействий луча, испускаемого по меньшей мере одним средством преобразования.
В соответствии с другим признаком изобретения, во время указанной по меньшей мере одной последовательности импульсов от средства преобразования указанный компонент или указанный узел поворачивается вокруг своей главной оси инерции, и средства измерения или сравнения используются для измерения или сравнения динамического момента инерции компонента относительно главной оси инерции указанного компонента или указанного узла.
В соответствии с другим признаком изобретения используется единственное средство преобразования и используются средства стабилизации амплитуды для того, чтобы в течение каждой последовательности импульсов поддерживать поворотное перемещение компонента или узла в колебании с постоянной амплитудой.
В соответствии с другим признаком изобретения указанная амплитуда стабилизируется на угле поворота 137° или 316,5°.
В соответствии с другим признаком изобретения смещение материала в пределах компонента или по меньшей мере одного компонента узла проводится либо посредством локализованного плавления, за которым следует смещение зоны плавления, после чего следует охлаждение для затвердевания, либо посредством создания или релаксации внутренних напряжений во время термической обработки или под воздействием внешней силы, либо посредством изгиба деформируемой зоны или выступа или пальца, либо посредством расплющивания материала.
В соответствии с другим признаком изобретения это смещение материала проводится посредством локализованного плавления, за которым следует смещение зоны плавления, после чего следует охлаждение для затвердевания, при этом смещение плавящегося материала проводится либо посредством силы тяжести, либо под действием центробежной силы во время регулирования работы, либо под действием силы магнитного и/или электростатического притяжения.
В соответствии с другим признаком изобретения выполняется локализованное физическое изменение состояния материала, образующего компонент или по меньшей мере один компонент узла, для изменения его момента инерции посредством локального изменения геометрии и/или плотности.
В соответствии с другим признаком изобретения проводится удаление материала и/или добавление материала и/или смещение материала на компоненте или по меньшей мере одном компоненте узла, при этом указанный компонент или указанный по меньшей мере один компонент узла установлен в механизм хронометра.
В соответствии с другим признаком изобретения способ применяется для регулирования частоты колебаний узла баланс-спираль хронометра, содержащего по меньшей мере один баланс, содержащий периферийный обод, и по меньшей мере одну спиральную пружину, скрепленные друг с другом в муфте, причем указанный узел баланс-спираль способен поворачиваться вокруг оси баланса. Способ характеризуется тем, что для регулирования частоты колебаний узла баланс-спираль проводится удаление и/или добавление и/или смещение материала, причем указанный способ содержит первый способ в котором:
- оценивается повышение (частоты) или снижение (частоты) для узла баланс-спираль по отношению к некоторой требуемой частоте колебаний;
- указанные средства управления запрограммированы для того, чтобы определять по меньшей мере одну конкретную зону, в которой материал должен быть удален и/или добавлен и/или смещен согласно тому, что требуется в первом альтернативном варианте, в случае необходимости обеспечить повышение (частоты), указанная зона определяется на ободе баланса, или на компонентах, или инерционных блоках, или штифтах, или винтах, которые несет на себе баланс, или во втором альтернативном варианте, в случае необходимости обеспечить снижение (частоты), указанная зона определяется на этом по меньшей мере одном витке указанной спиральной пружины;
- средства управления запрограммированы для того, чтобы обеспечивать согласно тому, что требуется, повышение (частоты) посредством уменьшения момента инерции путем удаления материала на балансе, или повышение (частоты) посредством изменения жесткости спиральной пружины путем добавления материала на спиральную пружину, или повышение (частоты) посредством смещения материала на балансе или спиральной пружине, или снижение (частоты) посредством увеличения момента инерции путем добавления материала на баланс, или снижение (частоты) посредством изменения жесткости спиральной пружины путем удаления материала на спиральной пружине, или снижение (частоты) посредством смещения материала на балансе или спиральной пружине.
В соответствии с другим признаком изобретения средства управления запрограммированы для того, чтобы обеспечивать повышение (частоты) на балансе, повторяя микрогравировальные операции в указанных зонах для достижения некоторого требуемого значения частоты, что может контролироваться средствами измерения или сравнения, и для того, чтобы производить микрогравировальные операции в указанных зонах для балансировки пружинного баланса относительно его главной оси инерции относительно некоторого требуемого значения, что может контролироваться средствами измерения или сравнения, и средства управления запрограммированы для того, чтобы обеспечивать снижение (частоты), изменяя жесткость спиральной пружины, не изменяя при этом ее кристаллическую структуру или ее термический коэффициент, посредством микрогравирования, проводимого под действием по меньшей мере одной последовательности импульсов по меньшей мере одного из указанных средств преобразования, для утончения по меньшей мере одного витка спиральной пружины и/или скрученной части концевого участка в случае, когда спиральная пружина его имеет.
Изобретение также относится к входящему в состав хронометра узлу баланс-спираль без индексирующего узла, выполненного таким образом, чтобы осуществлять этот способ для регулирования его частоты колебаний. Узел характеризуется тем, что содержит либо множество инерционных блоков, выполненных в форме, которая позволяет использовать стандартные инструменты при послепродажном обслуживании, и сконфигурированных таким образом, чтобы быть либо идентичными и располагаться на одном и том же диаметре или на различных диаметрах, либо отличными друг от друга и располагаться на одном и том же диаметре или на различных диаметрах, либо одну или более закрытых внутренних полостей специально для смещения или изменения положения плавящегося материала, либо поверхностный слой или "жертвуемые" части, либо преднапряженные зоны, которые могут подвергаться релаксации при приложении внешней силы, либо зоны, способные переходить в различные физические состояния при термической обработке, либо наэлектризованные и/или намагниченные зоны, либо полиметаллические зоны с изменяемым распределением напряжений.
Изобретение также относится к устройству для осуществления этого способа, отличающемуся тем, что оно содержит по меньшей мере, один источник лазерного или пико-лазерного излучения, образующий средство преобразования; средства управления для указанного источника, выполненные таким образом, чтобы генерировать импульсы, задавать порядок их следования, прерывать по меньшей мере одну последовательность импульсов лазера или пико-лазера, при этом указанные средства управления также выполнены таким образом, чтобы управлять перемещением по меньшей мере одного луча, испускаемого из лазера или пико-лазера, или перемещением самого указанного источника; средства измерения и сравнения, связанные посредством интерфейса со средствами управления; и средства зажима и поддержки для компонента или узла, подлежащих микрообработке; средства привода для поворота компонента или узла, которые связаны посредством интерфейса со средствами управления; средства стабилизации амплитуды для поддержания постоянной амплитуды поворотного перемещения компонента или узла при колебаниях, и устройство содержит средства для отвода газов и/или отходов, связанных с абляцией материала, за счет разности давлений.
Краткое описание чертежей
Другие характеристики и преимущества изобретения станут более ясными при чтении нижеследующего детализированного описания со ссылкой на прилагаемые чертежи, на которых:
фиг.1 представляет график, у которого на стороне ординаты приведено алгебраическое значение положения центра масс материала, удаляемого во время операции микрообработки, выполняемой путем абляции с использованием лазера или пико-луча, в виде функции от амплитуды углового положения баланса хронометра;
на фиг.2 в схематическом виде показано устройство для осуществления изобретения;
на фиг.3 в схематическом виде частично показано одновременное воздействие двух лазеров или пико-лазеров во время микрообработки узла баланс-спираль, который на фигуре ограничен лишь балансом;
на фиг.4 на виде, аналогичном фиг.3, показано воздействие двух таких лазеров или пико-лазеров с задержкой относительно друг друга;
на фиг.5 на виде, аналогичном фиг.3, показано воздействие одного такого лазера или пико-лазера.
Подробное описание предпочтительных вариантов осуществления изобретения
Изобретение относится к способу для регулирования частоты колебаний и/или регулирования инерции и/или балансировки подвижного микромеханического компонента или компонента механизма хронометра или входящего в состав хронометра узла баланс-спираль, в частности, посредством микромашинной обработки, и/или добавления материала, и/или удаления материала.
Изобретение также относится к применению этого способа к входящему в состав хронометра пружинному балансу без индексирующего узла.
Изобретение также относится к устройству для осуществления этого способа.
Изобретение также относится к входящему в состав хронометра пружинному балансу без индексирующего узла, регулируемому посредством управления колебаниями в соответствии с этим способом и более специально спроектированному для использования преимуществ некоторых особенных характеристик этого способа, в частности, в случае удаления материала.
В общем, изобретение относится к области микромеханики, а более конкретно, к области изготовления часов.
В частности, изобретение относится к регулировкам и тонким регулировкам регулирующих элементов и, в частности, балансов часов или хронометров и, в частности, узлов баланс-спираль, входящих в состав часов или хронометров.
Изобретение относится к способу для регулирования частоты колебаний и/или регулирования инерции и/или балансировки подвижного компонента механизма хронометра или входящему в состав хронометра узлу баланс-спираль, отличающемуся тем, что удаление материала и/или добавление материала и/или смещение материала проводится/проводятся на указанном компоненте, или на по меньшей мере одном компоненте указанного узла с использованием по меньшей мере одного средства преобразования, содержащего по меньшей мере один лазерный или плазменный источник для проведения операции микрообработки и/или микроплавления на материале указанного компонента или указанного по меньшей мере одного компонента указанного узла и/или, соответственно по меньшей мере одного добавляемого материала для испарения и/или сублимации и/или смещения и/или, соответственно, приваривания по меньшей мере одного добавляемого материала на указанный компонент или на указанный по меньшей мере один компонент указанного узла под воздействием по меньшей мере одного импульса указанного средства преобразования, и тем, что указанным по меньшей мере одним импульсом управляют средства управления, выполненные таким образом, чтобы генерировать, задавать порядок следования, прерывать любой импульс указанного по меньшей мере одного средства преобразования, при этом указанные средства управления также устроены таким образом, чтобы управлять перемещениями по меньшей мере одного луча, испускаемого из указанного средства преобразования, при этом указанные средства управления соединены со средствами измерения или сравнения или автоматически управляются указанными средствами измерения или сравнения.
Предпочтительно, чтобы в качестве такого рода средства преобразования был выбран по меньшей мере один лазер или пико-лазер для выполнения удаления материала посредством микрогравирования под воздействием по меньшей мере одного импульса этого лазера или пико-лазера для того, чтобы непосредственно преобразовывать твердый материал рассматриваемого компонента в газообразный поток посредством сублимации, и чтобы с обеих сторон этого компонента во время его обработки с использованием этого лазера или пико-лазера была создана разность давлений для того, чтобы отводить газы и/или отходы, связанные с сублимацией.
Предпочтительно, чтобы этот способ относился к регулированию или настройке частоты колебаний и/или инерции и/или балансировке подвижного компонента механизма хронометра, который (компонент) поворачивается вокруг оси поворота либо баланса хронометра, который содержит периферийный обод и способен поворачиваться вокруг оси баланса, либо узла баланс-спираль, входящего в состав хронометра, содержащего по меньшей мере один баланс, который содержит периферийный обод, и по меньшей мере одну спиральную пружину, скрепленных друг с другом в цанге, при этом указанный узел баланс-спираль способен вращаться вокруг оси баланса.
Для того чтобы проводить операции микрообработки одновременно с операциями измерения или сравнения без разборки, необходимо использовать средства для удаления и/или добавления материала и/или смещения материала, которые действуют быстро в связи с действием, которым управляет цепь измерения или сравнения. В одном конкретном практическом примере изобретения эти операции микрообработки и/или добавления материала и/или смещения материала могут быть проведены в режиме реального времени, притом что измерения и/или сравнения служат в качестве части замкнутой системы. Однако способ также разработан таким образом, чтобы обрабатывать результат предшествующих измерений или сравнений по меньшей мере с небольшой задержкой. Хорошие результаты получаются при проведении операций измерения и абляции и/или добавления материала и/или смещения материала с задержкой и поочередно.
Предпочтительно, чтобы способ в соответствии с изобретением использовал сочетание абляции и добавления материала на компоненты, образующие подвижную часть хронометра, в частности пружинный баланс, или на компоненты, которые несет эта подвижная часть или этот пружинный баланс, такие как инерционные блоки, винты, стрелка или другие компоненты, или на этих взятых отдельно компонентах и спирали, исключая баланс.
В альтернативном инновационном специальном варианте реализации изобретения этот способ использует смещение материала на уровне этого или этих компонентов.
В другом предпочтительном варианте смещение материала комбинируется с сочетанием удаления материала и добавления материала.
Одна из целей изобретения заключается в том, чтобы позволить отказаться от индексирующего узла. Предлагаемые изобретением возможности по регулированию частоты колебаний и настройки инерции позволяют достигнуть этой цели.
Абляция, как она здесь понимается, означает удаление материала, выполняемое любым способом.
Одна из целей изобретения заключается в том, чтобы сделать микрообработку и/или добавление материала и/или смещение материала как очень быстрой, так и точной, как в смысле места их локализации, так и в смысле количества удаляемого материала, для того, чтобы прибывать очень быстро достигать конечного результата всего лишь с одним - двумя промежуточными измерениями или сравнениями.
Этот способ также относится к проведению микрообработки и/или микродобавления материала и/или смещения материала, являющемуся в полной мере аккуратным и чистым и не оставляющим после себя никаких твердых отходов.
В одном конкретном своем варианте изобретение определяет способ для регулирования узла баланс-спираль, входящего в состав хронометра, содержащего по меньшей мере один баланс, который содержит периферийный обод, и по меньшей мере одну спиральную пружину, скрепленные друг с другом в цанге, при этом указанный узел баланс-спираль способен поворачиваться вокруг оси баланса.
Предпочтительно, чтобы этот способ осуществлялся, в частности, для регулирования частоты колебаний узла баланс-спираль, входящего в состав хронометра.
В соответствии с изобретением, либо проводится удаление материала путем преобразования по меньшей мере одной части материала этого компонента или этого узла "пружинный баланс" посредством абляции, в частности посредством сублимации, с использованием подходящих средств микрообработки для проведения регулирования инерции и/или балансировки и/или частоты колебаний, либо проводится добавление материала с использованием подходящих средств распыления или нанесения и/или средств для смещения материала путем изменения внутренней географии рассматриваемого компонента.
Предпочтительным способом осуществления изобретения в том, что касается абляции материала, является абляция материала посредством сублимации, и, в действительности, сублимация позволяет сохранять зону, в которой проводится удаление материала, чистой. Однако, понятно, что промежуточный решение, которое содержит переход из твердой фазы в жидкую фазу, возможно сопровождаемое переходом из жидкой фазы в газообразную фазу, также позволяет получить желаемый результат и также составляет альтернативный способ для осуществления изобретения.
Естественно, что также следует принимать во внимание и случай испарения, если, например, жидкий металл, такой как ртуть, преобразуется в газ с соответствующими мерами предосторожностями, принимаемыми для сбора этих газов.
Предпочтительно, чтобы по меньшей мере часть материала этого компонента или этого узла "пружинный баланс", на которых установлен этот узел "пружинный баланс", преобразовывалась, таким образом, посредством сублимации, то есть посредством изменения компонента по меньшей мере частично и, предпочтительно, настолько полно, насколько это возможно, посредством сублимации, то есть посредством прямого перехода из твердого состояния в газообразное состояние, без того, чтобы на компоненте снова осели, будь то твердые или жидкие, отходы.
Предпочтительно, чтобы в качестве такого рода средства микрообработки был выбран по меньшей мере один лазер или пико-лазер, или, даже более того, фемто-лазер. Удаление материала может также быть проведено посредством микрогравирования под действием по меньшей мере одного импульса этого лазера или пико-лазера для того, чтобы напрямую преобразовывать твердый материал в газообразный поток посредством сублимации.
Этим импульсом или, предпочтительно, этими импульсами управляют средства управления, которые устроены таким образом, чтобы генерировать, задавать порядок следования, прерывать любой импульс этого лазера или пико-лазера или подобного им устройства. Эти средства управления также устроены таким образом, чтобы управлять перемещениями по меньшей мере одного луча, испускаемого из этого лазера или пико-лазера, или также перемещением самого пико-лазера. Эти средства управления сопряжены посредством интерфейса или соединены со средствами измерения или сравнения или также автоматически управляются такими средствами измерения или сравнения.
Микрообработка лазером, в особенности пико-лазером, особенно эффективна для данного случая подвижных компонентов хронометра, особенно в случае, когда они установлены в механизм, и когда они сами двигаются. Не выходя за рамки изобретения можно также использовать и альтернативные средства абляции, такие как ионная бомбардировка, электрическая дуга или другие способы.
Плазменное нагревание может позволить проводить операции абляции или также нанесение материала распылением в газообразном потоке, таком как плазменная горелка или тому подобное, или микроплазменная сварка, и их стоимость является низкой.
В другом варианте, нанесение материала проводится посредством наплавления провода или тому подобного на поверхность рассматриваемой подвижной части.
Традиционные технологии станочной обработки с использованием режущих инструментов или шлифовальных кругов хорошо известны специалисту в данной области техники и здесь подробно не объясняются.
Процесс добавления материала на компонент хронометра состоит из нанесения на компонент материала внешнего происхождения и выбора в качестве средства нанесения, в предпочтительном варианте, либо по меньшей мере одного лазера или пико-лазера, либо распыляющей головки для выполнения этого добавления материала, и управления этим импульсом средствами управления, выполненными таким образом, чтобы генерировать, задавать порядок следования, прерывать любой импульс, согласно тому, что требуется либо этого лазера или пико-лазера, либо указанной распыляющей головки, при этом указанные средства управления также устроены таким образом, чтобы управлять перемещениями согласно тому, что требуется, либо по меньшей мере одного пучка, испускаемого из этого лазера или пико-лазера, либо из указанной распыляющей головки, при этом эти средства управления соединены со средствами измерения или сравнения или также автоматически управляются этими средствами измерения или сравнения.
Средства измерения или сравнения выбраны и устроены таким образом, чтобы проводить измерения, в предпочтительном варианте - по меньшей мере, инерции и частоты колебаний, на этом компоненте как в положении остановки, так и во время перемещения этого компонента.
Изобретение реализует условия для прямого преобразования материала из твердого состояния в летучее состояние, в частности, посредством сублимации, без прохождения через жидкое состояние материала, в частности, при сублимации. Такого рода операция микрообработки возможна благодаря технологии атермических лазеров, таких как пико-лазеры или им подобные, которые позволяют лучу быть направленным на поверхность в течение импульса очень короткой продолжительности, но с очень высокой плотностью энергии, что позволяет материалу подвергнуться прямому сублимированию, не проходя через жидкое состояние процесса плавления, или по меньшей мере в значительной степени избегая прохождения через жидкое, расплавленное состояние, поскольку неизбежно, что вторичные эффекты приводят к локальным областям микроплавления, которые затем немедленно вновь затвердевают на уровне кратера, образованного воздействием луча. Эта продолжительность импульса имеет порядок пикосекунды, то есть 10"12 сек в случае пико-лазера со средней мощностью в диапазоне между 1 и 10 Вт, и в рамках концепции изобретения находятся продолжительности в диапазоне от нескольких пикосекунд до нескольких десятков или сотен пикосекунд.
Сублимация дает преимущество обеспечения полной частоты рабочей зоны, что позволяет его использовать на готовом изделии, которое уже собрано. Достаточно отводить газы, например, создав разность давлений вокруг рабочей зоны, в частности, в непрерывном потоке газа и воздуха, для того, чтобы собирать газы, выделенные во время их сублимации, для последующей обработки или уничтожения или вывоза, в зависимости от их токсичности.
Изобретение таким образом состоит из создания условий использования такого атермического лазера для того, чтобы сделать операцию экономически эффективной. На самом деле понятно, что количество материала, сублимируемого при каждом импульсе, очень мало, поскольку удаляемая толщина является микрометрической, что означает, что время микрообработки было бы очень длинным и недопустимым. В случае пружинного баланса последовательность точек прорезаемых периодически из-за знакопеременного следования потребовала бы намного более длительной продолжительности обработки, чем чтобы быть выгодной. Использование такого рода пикосекундного лазера, именуемого как пико-лазер, позволяет проводить абляцию материала на ободе баланса или также на одном или более компонентах, которые этот баланс несет на себе на уровне этого обода, таких как штифты, инерционные блоки, регулировочные винты или тому подобное. Эта абляция материала уменьшает инерцию этого баланса и таким образом позволяет скорректировать любой функциональный недостаток.
Такого рода обработка характеризуется несколькими параметрами: простотой осуществления, временем обработки для проведения данной коррекции, создания допустимого дисбаланса, необходимостью проведения определенных измерений и так далее.
Настоящий документ представляет методику для абляции на движущемся узле пружины, то есть во время ее поворотного перемещения вокруг оси ее баланса. Осуществляя этот новый способ, изобретение предлагает проводить на этом балансе регулирование частоты и/или регулировании его инерции и/или регулирование его балансировки для того, чтобы заставить эту ось поворота баланса или этого пружинного баланса совпасть с его главной осью инерции.
Настоящее изобретение разработано таким образом, что оно в равной мере может быть применено к одному балансу, пружинному балансу в сборе, равно как и к пружинному балансу, который интегрирован и установлен в механизм хронометра.
В результате этой методики оптимизируются время обработки и созданный дисбаланс.
Для осуществления этапа абляции материала согласно способу для регулирования частоты и/или инерции и/или балансировки входящего в состав хронометра баланса, который содержит периферийный обод и способен поворачиваться вокруг оси баланса, удаление материала посредством абляции выполняется путем преобразования по меньшей мере части материала этого баланса, предпочтительно - посредством сублимации, с использованием средств микрообработки, подходящих для проведения регулирования инерции и/или балансировки и/или частоты этого баланса. По меньшей мере, часть материала баланса или компонентов, которые несет на себе этот баланс, преобразуется посредством сублимации, и в качестве такого рода средства микрообработки выбран по меньшей мере один пико-лазер для того, чтобы проводить это удаление материала посредством микрогравирования под воздействием по меньшей мере одного импульса пико-лазера для прямого преобразования твердого материала в газообразный поток посредством сублимации. Этим импульсом или этими импульсами управляют средства управления, которые устроены таким образом, чтобы генерировать, задавать порядок следования, прерывать любой импульс этого пико-лазера, или этих пико-лазеров, в случае, когда используется несколько штук, как в примере, показанном на фиг.3.
Эти средства управления также устроены таким образом, чтобы управлять перемещениями по меньшей мере одного луча, испускаемого из этого пико-лазера или также перемещениями самого источника пико-лазерного излучения. Естественно, что средства управления управляют перемещениями всех источников пико-лазеров, используемых при осуществлении этого способа. Эти средства управления сопряжены посредством интерфейса или соединены со средствами измерения или сравнения или также автоматически управляются этими средствами измерения или сравнения.
Предпочтительно, чтобы средства управления были запрограммированы для того, чтобы определять по меньшей мере одну конкретную зону поверхности компонента, в частности, в случае баланса, обод баланса или компоненты, которые несет на себе этот баланс. Эта зона представляет собой зону, с которой и должен быть удален материал.
В случае пружинного баланса этот процесс используется для того, чтобы проводить регулирование частоты колебаний узла баланс-спираль, входящего в состав хронометра и содержащего по меньшей мере один баланс, содержащий периферийный обод, и по меньшей мере одну спиральную пружину, скрепленные друг с другом в цанге, причем этот узел баланс-спираль способен поворачиваться вокруг оси баланса, отличается тем, что для проведения регулирования частоты колебаний этого узла баланс-спираль проводится/проводятся удаление и/или добавление и/или смещение материала, и этот процесс содержит первый процесс в котором
- оценивается повышение (частоты) или снижение (частоты) для указанного узла "пружинный баланс" по отношению к некоторой требуемой частоте колебаний;
- указанные средства управления запрограммированы для того, чтобы определять по меньшей мере одну конкретную зону, в которой материал должен быть удален и/или добавлен и/или смещен, согласно тому, что требуется, в первом альтернативном варианте, в случае необходимости обеспечить повышение (частоты), указанная зона определяется на указанном ободе указанного баланса, или компонентах, или инерционных блоках, или штифтах или винтах, которые несет на себе указанный баланс, или во втором альтернативном варианте, в случае необходимости обеспечить снижение (частоты), указанная зона определяется на этом по меньшей мере одном витке указанной спиральной пружины;
- указанные средства управления запрограммированы для того, чтобы обеспечивать согласно тому, что требуется, повышение (частоты) посредством уменьшения инерции путем удаления материала на указанном балансе, или повышение (частоты) посредством изменения жесткости указанной спиральной пружины путем добавления материала на указанную спиральную пружину, или повышение (частоты) посредством смещения материала на указанном балансе или указанной спиральной пружине, или снижение (частоты) посредством увеличения инерции путем добавления материала на указанный баланс, или снижение (частоты) посредством изменения жесткости указанной спиральной пружины путем удаления материала на указанной спиральной пружине, или снижение (частоты) посредством смещения материала на указанном балансе или указанной спиральной пружине.
Предпочтительно, чтобы средства управления были запрограммированы для того, чтобы проводить удаление материала согласно тому, что требуется, на балансе или на спиральной пружине, генерируя по меньшей мере одну последовательность импульсов с высокой средней частотой средства преобразования, предпочтительно лазера или пико-лазера, для того, чтобы генерировать в этой зоне или этих зонах, согласно тому, что требуется по меньшей мере одну линию последовательных воздействий луча лазера или пико-лазера для того, чтобы провести там микрогравировальную операцию посредством локализованного удаления материала, и/или эти средства управления запрограммированы таким образом, чтобы проводить добавление материала и/или смещения материала согласно тому, что требуется, на балансе или спиральной пружине.
Эта линия воздействий не обязательно является прямой или даже непрерывной и на самом деле зависит от относительных перемещений компонента и луча лазера или пико-лазера, или лучей, если имеется несколько этих лазеров.
Понятно, что высокая средняя частота импульсов лазера или пико-лазера указана здесь по той причине, что не является существенным, чтобы частота импульсов была постоянной, в частности генерация импульсов может осуществляться случайным образом или следовать некоторому специальному правилу изменения.
Таким образом, предпочтительно, чтобы создавался эффект развертки, то есть чтобы в определенных зонах компонента его поверхность подвергалась непрерывной последовательности импульсов лазера или пико-лазера, которая представлена оставленным следом в виде канавки на поверхности компонента. Для создания этого эффекта развертки предпочтительно, чтобы во время этого импульса лазера или пико-лазера по меньшей мере сам компонент или направление луча лазера или пико-лазера перемещались, и, следовательно, в некоторой конкретной географической зоне поверхности компонента создавались условия множества импульсов. Предпочтительно заставлять луч лазера или пико-лазера перемещаться, поскольку между двумя последовательными "выстрелами" пятно должно переместиться по меньшей мере на значение своего радиуса таким образом, чтобы более поздний "выстрел" не попал на плазменный пузырек, созданный предшествующим "выстрелом", даже если такого рода операция микрообработки остается вполне возможной.
На самом деле, можно представить себе проведение операции механической обработки, такой как сверление с использованием лазера или пико-лазера без относительного перемещения между обрабатываемой деталью и лучом лазера или пико-лазера либо в том случае, когда оно остановлено, либо во время синхронного перемещения с целью поддержания чистоты, в частности, на обработанном начисто и собранном компоненте, но со временем необходимо отодвигать импульсы в достаточной степени.
Этот первый процесс может представлять собой, но не обязательно представляет собой, первый итеративный процесс, проводимый до тех пор, пока с некоторым заданным допуском не будет достигнута требуемая частота колебаний.
Средства управления запрограммированы для того, чтобы определять по меньшей мере одну конкретную зону поверхности компонента или указанного по меньшей мере одного компонента указанного узла, на котором материал должен быть удален и/или добавлен и/или смещен, и средства управления запрограммированы для того, чтобы генерировать по меньшей мере одну последовательность импульсов с высокой средней частотой средства преобразования для того, чтобы генерировать в этой зоне по меньшей мере одну линию последовательных воздействий луча, испускаемого этим по меньшей мере одним средством преобразования.
Средства управления запрограммированы для того, чтобы определять по меньшей мере одну конкретную зону, на которой материал должен быть удален или добавлен или смещен, согласно тому, что требуется, и предпочтительно, чтобы
- в первом альтернативном варианте, в случае, при котором необходимо обеспечить повышение (частоты), эта зона была определена на уровне обода баланса или компонентов или инерционных блоков или штифтов или винтов, которые несет на себе этот баланс;
- или во втором альтернативном варианте, в случае, когда необходимо обеспечить снижение (частоты), эта зона была определена на уровне по меньшей мере одного витка спиральной пружины.
Подводя итог вышесказанному, предпочтительно, чтобы программирование средств управления проводилось таким образом, чтобы порождать согласно тому, что требуется:
- повышение (частоты) посредством уменьшения инерции путем удаления материала на балансе,
- или снижение (частоты) посредством изменения жесткости спиральной пружины путем удаления материала на спиральной пружине,
- или также снижение (частоты) посредством увеличения инерции путем добавления материала на баланс,
- или также повышение (частоты) посредством изменения жесткости спиральной пружины путем добавления материала на спиральную пружину.
Эти повышения и снижения (частоты) могут также быть получены посредством смещения материала в сочетании или не в сочетании с абляцией и/или добавлением материала.
Также имеется возможность проводить добавление материала или комбинировать абляцию, смещение, добавление материала, проводимые на компонентах, образующих пружинный баланс или на компонентах, которые он несет на себе, таких как инерционные блоки, винты или другие компоненты.
В предпочтительном варианте реализации изобретения средства управления запрограммированы для того, чтобы позволять удалять плазменный пузырек от предшествующего "выстрела" перед любым новым "выстрелом". Понятно все то преимущество последовательности импульсов с высокой средней частотой лазера или пико-лазера для создания в этой зоне по меньшей мере одной линии, или в предпочтительном варианте - нескольких линий, последовательных воздействий луча лазера или пико-лазера.
Эта длинная траектория таким образом компенсирует слабость каждого импульса и позволяет в целом достигнуть достаточного удаления материала для того, чтобы провести требуемое регулирование посредством локализованного микрогравирования.
Понятно, что этот процесс может быть использован различным образом:
- обработка с задержкой между фазами измерения и/или сравнения, с одной стороны, и фазами микрообработки и/или добавления материала и/или смещения материала, с другой стороны, или
- одновременная или полуодновременная обработка с исполнением определенных операций измерения и/или сравнения во время исполнения определенных операций микрообработки или микродобавления материала или смещения материала.
Понятно также, что высокая средняя частота импульсов лазера или пико-лазера указана здесь по той причине, что не является существенным, чтобы частота импульсов была постоянной, в частности, генерация импульсов может осуществляться случайным образом или следовать некоторому специальному правилу изменения.
В предпочтительном приводимом в качестве примера варианте реализации изобретения средняя частота лазерных "выстрелов" находится в диапазоне между 50 Гц и 500 кГц, предпочтительно - в диапазоне между 100 кГц и 500 кГц и предпочтительно - порядка 300 кГц.
Например, в ходе операции регулирования инерции на балансе часов количество генерируемых импульсов может иметь порядок от 105 до 1010.
Следовательно, для того чтобы получить этот эффект развертки, необходимо, чтобы во время этой последовательности импульсов лазера или пико-лазера по меньшей мере сам компонент или направление луча лазера или пико-лазера перемещались. Следует понимать, что перемещается именно направление луча лазера или пико-лазера, поскольку сам источник лазерного или пико-лазерного излучения может оставаться неподвижным, а луч может быть сориентирован в направлении зоны поверхности, подлежащей микрообработке, посредством набора зеркал, которыми управляют пьезоэлектрические элементы, или таким образом, как в гальванометре.
Понятно, что достаточно запрограммировать средства управления таким образом, чтобы они определяли столько зон, сколько необходимо, и генерировали столько последовательностей импульсов, сколько необходимо.
В предпочтительном варианте применения, в частности, при регулировании инерции и/или балансировке регулирующего узла, такого как пружинный баланс, или одного из его компонентов, этот компонент во время этой последовательности импульсов лазера или пико-лазера движется. Для увеличения эффективности и быстроты процесса, предпочтительно, чтобы направление луча лазера или пико-лазера также перемещалось во время той же самой последовательности импульсов лазера или пико-лазера.
Средства управления принимают во внимание геометрию и состав компонента, подлежащего микрообработке, и ограничивают амплитуду подвижности луча и генерирование импульсов таким образом, чтобы луч входил в контакт только с теми зонами, в которых микрообработка, с одной стороны, является возможной, а с другой стороны, является желательной. В частности в примере регулирования инерции и/или балансировки пружинного баланса эти зоны могли бы быть ограничены периферией обода баланса и, в частности, металлическими зонами на нем, в частности инерционными блоками, штифтами или балансировочными винтами, которые включает в себя этот баланс, поскольку цель использования лазера или пико-лазера заключается в том, чтобы осуществлять сублимацию металлического материала и не взаимодействовать с другими материалами, в которых локальное увеличение температуры могло бы привести к другим нежелательным результатам и, в частности, создать шлак, пыль или тому подобное. Определение разрешенных зон предпочтительно выполнять с использованием полярных координат с определением диапазона радиусов и диапазона центральных углов.
В отношении того, чтобы заставить направление луча лазера или пико-лазера перемещаться, предоставляются различные возможности, более конкретно - в случае, когда компонент, подлежащий микрообработке способен поворачиваться вокруг оси поворота:
- в простой конфигурации это перемещение происходит в одной плоскости, а направление луча лазера или пико-лазера во время этой последовательности импульсов лазера или пико-лазера заставляют двигаться в плоскости, радиальной по отношению к оси поворота компонента. Например, в случае регулирования инерции и/или балансировки пружинного баланса предпочтительно, чтобы эта плоскость была выбрана параллельной оси поворота баланса, и узор операций микрообработки на кольцевом участке обода, или в предпочтительном варианте - на штифтах, предназначенных для этого использования, таким образом принимал форму луча косых или радиальных пунктирных линий, которые получаются в результате сочетания двух перемещений луча и баланса и которые приближаются к прямым линиям, если выбранная плоскость является радиальной по отношению к оси баланса и если скорость смещения луча в этой плоскости является значительно более высокой, чем тангенциальная скорость баланса;
- в одной конкретной конфигурации и простом и предпочтенном варианте применения направление луча лазера или пико-лазера заставляют перемещаться таким образом, чтобы луч оставался параллельным к оси поворота компонента;
- в другой конфигурации направление луча лазера или пико-лазера заставляют во время этой последовательности импульсов лазера или пико-лазера перемещаться трехмерным образом в пространстве, охватывающем плоскость, радиальную по отношению к оси поворота компонента, причем это пространство вписано в развернутый конус. Узор, получаемый таким образом, ближе к сплетению петель;
- в дополнительной конфигурации направление луча лазера или пико-лазера заставляют во время этой последовательности импульсов лазера или пико-лазера перемещаться трехмерным образом, причем это трехмерное перемещение сопоставимо с перемещением в трехкоординатном станке с числовым программным управлением, хотя на практике для достижения каждой точки пространства достаточно управлять в угловом направлении двумя зеркалами. Получаемый узор также ближе к сплетению петель, но специальное программирование, принимающее во внимание соответствующие векторы скорости луча и компонента, могут позволить проводить микрообработку в соответствии с определенной сеткой.
Таким образом в рассматриваемой зоне может быть создана своего рода постоянная развертка и таким образом может быть удалено достаточное количество материала.
Естественно, что в случае, при котором компонент является неподвижным и при котором подвижным является только луч лазера или пико-лазера, последним можно также управлять с использованием любого из этих способов управления, описанных выше.
В этом отношении, использование микрообработки лазером или, в предпочтительном варианте, пико-лазером также дает возможность гравировать компонент способом, который является почти невидимым для глаза и, например, позволяет выполнять определенную маркировку для борьбы с подделками.
Предпочтительно, чтобы компонент во время каждой последовательности импульсов лазера или пико-лазера заставляли совершать поворотное перемещение вокруг его оси поворота. В случае регулировочного механизма хронометра, это поворотное перемещение является знакопеременным.
В одном конкретном практическом примере изобретения используются по меньшей мере два средства преобразования, в частности лазера или пико-лазера, с перемещениями лучей, симметричными либо относительно плоскости, проходящей через главную ось инерции компонента или относительно главной оси инерции компонента. В частности, в случае, когда перемещения лучей симметричны относительно главной оси инерции, проведенные операции удаления материала являются симметричными, и никакой дисбаланс не создается. Таким образом, эти по меньшей мере два лазера или пико-лазера должны быть синхронизированы, и, если по какой-либо причине один из лазеров или пико-лазеров прекращает излучение, то должна быть произведена остановка микрообработки. Полезная предосторожность при работе с двумя или больше лазерами или пико-лазерами заключается в том, чтобы менять их своими местами в операциях микрообработки, которые они выполняют, поскольку лучи никогда не являются строго идентичными в отличие от лучей, получаемых в результате разделения луча из одного источника.
Симметричная развертка не обязательно является четной. Имеется возможность, например, проводить операции развертки в трех плоскостях, проходящих через главную ось инерции компонента и каждая под углом 120°.
Предпочтительно, чтобы продолжительность импульса находилось в пикосекундном диапазоне, то есть 10-12 секунды в случае пико-лазера со средней мощностью в диапазоне между 1 и 10 Вт, и в рамках концепции изобретения находятся продолжительности импульсов в диапазоне от нескольких пикосекунд до нескольких десятков или сотен пикосекунд.
Предпочтительно, чтобы средства управления были запрограммированы для того, чтобы обеспечивать повышение (частоты) на балансе, повторяя микрогравировальные операции в таких зонах для достижения некоторого требуемого значения частоты, что может контролироваться средствами измерения или сравнения, и для того, чтобы производить указанные микрогравировальные операции в этих зонах для балансировки пружинного баланса относительно его главной оси инерции относительно некоторого требуемого значения, что может контролироваться средствами измерения или сравнения, и средства управления запрограммированы для того, чтобы обеспечивать снижение (частоты), изменяя жесткость спиральной пружины, не изменяя при этом ее кристаллическую структуру или ее термический коэффициент, посредством микрогравирования, проводимого под действием по меньшей мере одной последовательности импульсов по меньшей мере одного средства преобразования, для утончения по меньшей мере одного витка спиральной пружины и/или скрученной части концевого участка в случае, когда указанная спиральная пружина его имеет.
В первом альтернативном варианте средства управления запрограммированы для того, чтобы обеспечивать повышение (частоты) балансы, повторяя микрогравировальные операции на нем или на этих зонах для того, чтобы достигнуть требуемого значения частоты, что может контролироваться средствами измерения или сравнения, и для того, чтобы производить операции микрогравирования в этих зонах для балансировки узла "пружинный баланс" относительно его главной оси инерции относительно некоторого требуемого значения, что может контролироваться средствами измерения или сравнения.
Во втором альтернативном варианте средства управления запрограммированы для того, чтобы обеспечивать снижение (частоты), изменяя жесткость спиральной пружины, не изменяя при этом ее кристаллическую структуру или ее термический коэффициент, посредством микрогравирования, проводимого под действием по меньшей мере одной последовательности импульсов по меньшей мере одного пико-лазера, для утончения по меньшей мере одного витка спиральной пружины и/или скрученной части концевого участка, по-прежнему для балансировки узла "пружинный баланс" относительно ее главной оси инерции относительно некоторого требуемого значения, что может контролироваться средствами измерения или сравнения.
Таким образом, имеется возможность обеспечить снижение (частоты):
- изменяя жесткость спиральной пружины, утоньшая по меньшей мере один виток спиральной части спиральной пружины, и/или
- изменяя жесткость спиральной пружины, утоньшая по меньшей мере скрученную часть скрученной части концевого участка в случае, когда указанная спиральная пружина его имеет.
В первом варианте реализации изобретения по меньшей мере два луча с одинаковыми характеристиками направлены одновременно в две такие зоны, удаленные друг от друга, и в радиальном направлении удаленные от оси баланса на расстояние, имеющее одно и то же значение, либо посредством разделения луча одного пико-лазера, либо посредством синхронизации двух пико-лазеров, принимающих одни и те же команды от средств управления. Разделение луча может быть достигнуто посредством оптического элемента, такого как зеркало, полуотражающая призма или тому подобное. Предпочтительно, чтобы для каждой из этих зон генерировалась последовательность импульсов, которая является идентичной последовательности импульсов другой зоны. Если это невозможно по причине, например, немного различающихся характеристик двух лазеров, то обеспечивается, чтобы операции микрообработки, будучи выполненными наполовину, менялись своими местами для того, чтобы сбалансировать материал, фактически удаленный с обеих сторон.
Конечно, хотя здесь и приведен пример с двумя пико-лазерами, имеется возможность использовать большее количество источников лазерного излучения. Однако требующееся пространство и доступ к рабочей зоне часто делают использование больше чем двух лучей на одном и том же узле практически неосуществимым.
В одном конкретном варианте реализации изобретения по меньшей мере два луча с одинаковыми характеристиками направлены одновременно по меньшей мере в две такие зоны обода или компонентов, которые несет на себе баланс, либо посредством разделения луча одного пико-лазера, либо посредством синхронизации двух пико-лазеров, принимающих одни и те же команды от средств управления. Эти зоны удалены друг от друга и, предпочтительно, удалены в радиальном направлении от оси баланса на расстояние, имеющее одно и то же значение. Для каждой из этих зон генерируется последовательность импульсов, которая является идентичной последовательности импульсов другой зоны. Если сформулировать более обобщенно, то операции развертки могут проводиться с любой симметрией n-го порядка.
Быстрота реакции существующих на текущий момент средств автоматического регулирования позволяет, имея единственный лазер или пико-лазер, ориентировать его луч на зоны компонента, которые находятся на расстоянии друг от друга, в частности с обеих сторон его главной оси инерции, что когда рабочая зона открыта, позволяет проводить микрообработку во всех отношениях, и в частности, позволяет проводить операции обработки, которые по-прежнему симметричны относительно главной оси инерции, таким образом, чтобы не создавать дисбаланс. Таким образом, имеется возможность работы в режиме маятника с обеих сторон одной и той же детали, при этом переход из одной зоны микрообработки в другую занимает несколько десятых долей секунды.
Также имеется возможность в случае коррекции повышения или снижения (частоты) осциллятора скорректировать сразу половину этого повышения или снижения (частоты), сканируя лазером или пико-лазером одну зону баланса, которая сильно локализована на одной стороне, создав таким образом, дисбаланс, который затем устраняется посредством проведения симметричного удаления материала с другой стороны баланса тем же самым способом. В этом способе микрообработки имеется экономия нескольких десятков секунд в день на промежуточных переходах луча, которые минимизированы, и это особенно важно в том случае, если значение, подлежащее коррекции, является большим. В случае микрообработки на колеблющемся узле предпочтительно, чтобы обработка проводилась за некоторое количество полных циклов, чтобы минимизировать дисбаланс.
Естественно, что также имеется возможность разделять луч, испускаемый из единственного лазера или пико-лазера, посредством набора призм или зеркал таким образом, чтобы получить два луча, бьющие по компоненту в двух различных зонах. Это разделение в таком случае предпочтительно выполнять симметрично, чтобы достигнуть тот же самый результат. На самом деле, использование одного или более лазеров или пико-лазеров зависит от пространства в рабочей зоне и от доступности зон, подлежащих микрообработке, что может быть ограничено в случае, когда компонент интегрирован в собранный узел, и в таком случае может быть более проще использовать несколько лазеров или пико-лазеров одновременно симметричным образом, чем разделять луч единственного лазера или пико-лазера по сложному маршруту.
При надлежащем применении изобретения используются средства измерения и сравнения для измерения или сравнения динамической инерции составного элемента вокруг оси инерции этого компонента, в частности вокруг его главной оси инерции. Предпочтительно, чтобы его ось поворота была выбрана сливающейся с этой главной осью инерции. Эти средства измерения и сравнения также могут использоваться для того, чтобы сравнивать компонент с некоторой теоретической моделью.
Предпочтительно, чтобы эти средства измерения или сравнения использовались в режиме реального времени одновременно с микрогравированием, проводимым лазером или пико-лазером и/или с добавлением материала и/или со смещением материала.
Полезно, что микрообработка в предпочтительном варианте проводится на компоненте, притом что последний установлен в узел, образованный из нескольких элементов, например, в модуле механизма хронометра.
В частности, микрообработка проводится на компоненте, притом что последний установлен в пружинный баланс механизма хронометра, или также эта микрообработка проводится на компоненте, который может, в частности, представлять собой пружинный баланс, притом что последний установлен в механизм хронометра.
Изобретение особенно эффективно для различных хронометров, будь то переносные или нет, которые могут включать в себя (в качестве неограничивающих примеров, поскольку изобретение является универсальным): баланс, спираль, пружинный баланс, фрикционная муфта шестерни с толстой втулкой или другие компоненты.
Таким образом, в одной конкретной конфигурации способа для регулирования частоты используется на спирали хронометра внешний виток, который продолжается второй концевой частью для ее соединения со штифтом балансирной пружины. В соответствии с этим способом снижение (частоты) обеспечивается посредством изменения жесткости этой спирали за счет утоньшения по меньшей мере первой спиральной части или второй концевой части, выполняемого без изменения ее кристаллической структуры или ее термического коэффициента, путем микрогравировальной операции, проводимой под действием по меньшей мере одной последовательности импульсов по меньшей мере одного лазера или пико-лазера. В частности, микрообработке подвергается скрученная часть второй концевой части, когда она имеет такую скрученную часть. Также имеется возможность изменять таким же образом жесткость спирали, утоньшая первую спиральную часть на уровне нескольких из его витков. Естественно, что можно также выполнять и утончение первой спиральной части и второй спиральной части.
В случае необходимости, для защиты определенных поверхностей компонента или собранного узла может быть помещена по меньшей мере одна маска, и естественно эти поверхности могут также восприниматься средствами управления как поверхности, запретные для путей луча лазера или пико-лазера.
Изобретение также относится к устройству для осуществления способа в соответствии с изобретением, содержащему по меньшей мере один источник лазерного или пико-лазерного излучения; средства управления для этого источника, также выполненные таким образом, чтобы управлять перемещением луча, испускаемого из этого источника, или управлять перемещением самого этого источника; средства измерения или сравнения, в частности, для инерции и/или частоты колебаний, которые сопряжены посредством интерфейса с этими средствами управления; и средства зажима и поддержки для компонента или узла, подлежащего микрообработке. Предпочтительно, чтобы это устройство также содержало средства привода, которые предназначены для поворота этого компонента или этого узла и сопряжены посредством интерфейса с этими средствами управления. Предпочтительно, чтобы оно также содержало средства для разделения луча, испускаемого из лазера или пико-лазера, и средства управления в таком случае устроены таким образом, чтобы управлять каждым из лучей, получаемых в результате этого разделения, и/или чтобы оно содержало несколько источников лазерного или пико-лазерного излучения, при этом средства управления в таком случае устроены таким образом, чтобы управлять каждым из лучей этих источников.
Выбор методики микрообработки, возвращаясь к терминологии, характерной для области высокоскоростного многокоординатного фрезерования, на уровне управления в пространстве лучом лазера или пико-лазера, таким образом позволяет проводить регулирование инерции и/или балансировку характеристики очень эффективным образом с дисбалансами, составляющими меньше чем 2 микрограмма х сантиметр, получаемыми для проведения микрообработки в минимальное время в пределах от нескольких секунд до нескольких десятков секунд. Например, время обработки для выполнения корректировки погрешности 50 секунд в день не превышает 10 секунд. Изобретение также позволяет, чтобы микрообработка проводилась согласно особому и опознаваемому внешнему виду. Последнее преимущество полезно в борьбе против подделок.
Используемые средства измерения и сравнения не являются сложными и представляют собой классические устройства. В случае баланса измерения, по существу, касаются фазы баланса, амплитуды, скорости и положения обода, в сочетании с динамическими измерениями и сравнениями инерции и частоты осциллятора.
Факт способности проведения абляции во время функционирования пружинного баланса делает возможной непосредственную обратную связь результата абляции по измерению частоты.
Выбор удаления материала при неподвижном компоненте является недорогим. Для поворотных компонентов должна быть обеспечена симметрия удалений материала, и, следовательно, средства управления должны управлять симметричными зонами развертки луча и проверять, чтобы длины канавок были эквивалентными.
Таким образом, делается возможным регулирование частоты осциллятора за счет удаления материала как на уровне баланса, его обода, штифта или инерционного блока или винта этого баланса, так также и любого элемента, вносящего свой вклад в инерцию, такого как спиральная пружина, если материалы этих компонентов поддаются сублимации посредством лазера или, в предпочтительном варианте, пико-лазера. Корректировки погрешностей, составляющих несколько секунд в день или больше, могут быть проведены легко и быстро. Кроме того, этим объясняется то, почему использование пико-лазеров является предпочтительнее, чем фемто-лазеров или атто-лазеров, которые также могут использоваться, но в которых импульс еще в 1000 раз короче каждый раз, но в случае которых удаление материала является плохим и его труднее сделать совместимым с промышленным регулированием. Наоборот, в том что касается чистоты, то использование лабораторного лазера или нано-лазера является менее предпочтительным чем использование пико-лазера. Однако, поскольку удаление материала лазером намного превосходит удаление материала пико-лазером, то его использование может представлять интерес в промышленном отношении при том условии, что распыляющиеся частицы собираются защитными средствами, экранами или поворотными лопастями или даже магнитами в сочетании с газообразным потоком для откачки самых легких газов и отходов.
В большинстве случаев в операциях изготовления часов, таких как регулирование частоты или настройка инерции пружинного баланса, два прохода микрообработки оказывались достаточными и проводились за несколько секунд или десятков секунд максимум.
Вариант осуществления способа, соответствующего изобретению, состоит не в проведении абляции, но, наоборот, в проведении нанесения материала, будь то только нанесение материала или в сочетании с абляцией и/или со смещением материала. Понятно, что таким образом в равной степени возможно проводить в таком случае регулировки или настройки частоты колебаний, инерции или балансировки.
Такого рода нанесение материала, которое, естественно, может комбинироваться с удалением материала, в частности, в ходе итеративного процесса, при котором осуществляется поиск оптимального регулирования, может быть проведено посредством лазера или пико-лазера или тому подобного или также посредством средств распыления материала, таких как распыляющая головка или посредством "впрыскивания" тяжелого вещества, которое в состоянии прикрепляться к подвижной части, о которой идет речь. Для хорошей управляемости, это распыление может, в частности, представлять собой распыление чернил или распыление другого материала, быстро переходящего в твердое состояние, посредством печатающей головки или тому подобного. Скорость нанесения материала является очень высокой, и рабочее время имеет тот же самый порядок величины, что и лазерное сканирование, рассмотренное выше для микроудаления материала.
Можно представить себе и другие способы нанесения материала, такие как контактные столкновения или обработка, такая как направленная PVD-обработка (обработка методом нанесения покрытия осаждением паров) или LEPVD-обработка, сварка, высокотемпературная пайка, оплавление, ионная имплантация или тому подобное.
Устройство, предназначенное для нанесения материала, которое не показано на чертежах, может включать в себя, в частности, трехкоординатные средства управления, делающие возможным любую пространственную ориентацию по меньшей мере одного распыляющего блока для каждой из зон подвижной части, на которую должен быть добавлен материал.
Программирование средств управления позволяет обеспечить повышение (частоты) на балансе, повторяя микрогравировальные операции на нем или в этих зонах для того, чтобы достигнуть требуемого значения частоты, что может контролироваться средствами измерения или сравнения, и для того, чтобы производить эти микрогравировальные операции в этих зонах для балансировки баланса относительно его главной оси инерции относительно некоторого требуемого значения, что может контролироваться средствами измерения или сравнения.
Понятно, что в противоположность этому добавление материала позволяет обеспечить на балансе снижение (частоты). Как было объяснено выше, в случае пружинного баланса, удаление материала на витке также позволяет обеспечить снижение (частоты) на узле.
Таким образом, имеется возможность на пружинном балансе обеспечивать повышение (частоты) или снижение (частоты), согласно тому, что требуется либо посредством соответственно удаления или добавления материала на балансе, либо, наоборот, посредством добавления или удаления материала на витке.
В случае комбинированного использования нескольких лучей, также возможно сделать распределение мощности варьируемым между различными лучами таким образом, чтобы под управлением средств управления воздействовать на выравнивание дисбаланса.
В одном конкретном практическом варианте реализации изобретения, для минимизации времени обработки, точка абляции лазера или пико-лазера остается неподвижной или, возможно, перемещается в ограниченной зоне. В результате этого, имеется возможность проводить абляцию непрерывным образом, что минимизирует время обработки.
Однако, как правило, при этом создается весьма значительный дисбаланс. Однако ниже будет показано, что имеется возможность уравновесить этот дисбаланс, при том условии, что пружинный баланс имеют хорошую выбранную амплитуду. Эта методика, следовательно, характеризуется двумя элементами:
(a) непрерывной абляцией в зоне, имеющей размер порядке кольцевой ширины обода баланса или, согласно тому, что требуется, в зоне витка или концевого изгиба спиральной пружины, и
(b) узлом "пружинный баланс", имеющим хорошо выбранную амплитуду для минимизации дисбаланса.
В другом конкретном варианте реализации луч единственного лазера или пико-лазера смещается из такой зоны в другую зону симметрично с любой стороны плоскости, проходящей через ось баланса, и предпочтительно, чтобы эта плоскость была выбрана на равном расстоянии от крайних амплитуд пути поворота узла "пружинный баланс". Предпочтительно, чтобы такого рода последовательность импульсов, идентичная последовательности импульсов в другой зоне, ей предшествующей, или последовательности импульсов, непосредственно следующей за ней в последовательности обработки лазером или пико-лазером, генерировалась поочередно в каждой из этих зон. Предпочтительно, чтобы эта плоскость была выбрана на равном расстоянии от крайних амплитуд пути поворота баланса. В одном конкретном режиме эти зоны могут быть выбраны в осевой симметрии относительно оси поворота баланса или узла "пружинный баланс" согласно тому, что требуется.
Понятно, что в режиме подобно другому режиму смещение луча относительно зоны является относительным смещением: в равной мере является возможным заставлять перемещаться луч, или, на самом деле, источник, узел "пружинный баланс", или, в предпочтительном варианте, луч и узел "пружинный баланс" в одно и то же время.
В режиме, в котором используются единственный лазер или пико-лазер, предпочтительно, чтобы использовались средства стабилизации амплитуды для того, чтобы в течение каждой последовательности импульсов поддерживать поворотное перемещение компонента или узла "пружинный баланс" в колебании с постоянной амплитудой. Эта амплитуда стабилизируется на угле со значением, составляющим 137° или 316,5°. Также имеется возможность использовать средства синхронизации для того, чтобы в течение каждой последовательности импульсов синхронизировать перемещение луча пико-лазера с поворотным перемещением узла "пружинный баланс". При этом вновь амплитуда стабилизируется на угле со значением, составляющем 137° или 316,5°.
Для более высокой эффективности, предпочтительно, чтобы эта по меньшей мере одна зона была определена как образованная исключительно из поверхностей, образованных металлическими поверхностями, с одной стороны, на уровне баланса или компонентов или инерционных блоков или штифтов или регулировочных винтов, которые несет на себе этот баланс, или, с другой стороны, на уровне спиральной части или концевого изгиба спиральной пружины. В отсутствии таких металлических поверхностей, которые в случае необходимости позволяют корректировать повышение (частоты) или снижение (частоты), осуществляется второй процесс, посредством которого регулирование дисбаланса регулируется таким образом, чтобы восстановить коррекционную способность согласно тому, что требуется, на балансе и/или на спиральной пружине. Этот второй процесс может быть итерационным вторым процессом и посредством него первый итеративный процесс возобновляется до тех пор, пока не будет получена в пределах своего допуска требуемая частота колебаний.
В одном конкретном варианте реализации способа, средствами управления автоматически управляют средства измерения или сравнения.
Перед началом процесса, на узле "пружинный баланс" проводится начальная статическая и динамическая балансировка, заставляющая главную ось инерции этого узла совпасть с осью баланса и достигнуть, в пределах некоторого заданного допуска, требуемого значения инерции.
Методику абляции для движущегося узла "пружинный баланс", то есть во время его поворотного перемещения вокруг оси баланса, можно пояснить следующим вычислением.
При осуществлении нового способа, изобретение предлагает проводить регулирование частоты этого узла "пружинный баланс", но также и сделать возможным регулирование ее инерции и балансировку для того, чтобы заставить эту ось поворота баланса совпасть с его главной осью инерции.
Настоящее изобретение разработано для того, чтобы равным образом проводиться на единственном балансе, собранном пружинном балансе, так же как и на пружинном балансе, который интегрирован и установлен в механизм хронометра.
В результате этой методики оптимизируются время обработки и созданный дисбаланс.
Объясняемый ниже способ стабилизации амплитуды равным образом применим к изолированному подвижному компоненту, такому как баланс, и к узлу, такому как узел "пружинный баланс" или другой узел.
Как будет подробно объяснено ниже, предпочтительно, чтобы эта амплитуда была таким образом стабилизирована на угле со значением, составляющим 137° или 316,5°.
Для стабилизации амплитуды могут использоваться различные способы (будь то, по отдельности или в сочетании друг с другом): выбор особого состояния обмотки втулки пружины, автоматическое регулирование с обратной связью по амплитуде, выполняемое посредством управления внешним источником крутящего момента на валу или на одной из подвижных частей механизма, такой как секундная или минутная стрелка или другая часть, использование внешнего источника стабилизации, такого как свободно пульсирующий поток воздуха, снятый анкер или другое.
В случае, при котором используется единственный лазер или пико-лазер, также имеется возможность использовать средства синхронизации для того, чтобы в течение указанной последовательности импульсов синхронизировать перемещение по меньшей мере одного луча, испускаемого из лазера или пико-лазера, с поворотным перемещением узла "пружинный баланс".
При синхронизации вопрос оценки фазы колебаний баланса или узла "пружинный баланс" согласно тому, что требуется, можно решать с использованием различных способов (будь то по отдельности или в сочетании друг с другом): акустического способа, выполняемого посредством улавливания микрофоном шума, производимого спуском;
оптического способа, выполняемого посредством обнаружения плеч баланса и шероховатости плеч для определения положения, скорости и ускорение обода, или любого другого способа.
Теперь опишем то, каким образом определяются амплитуды, которые позволяют минимизировать дисбаланс или даже, более того, устранить дисбаланс.
Поскольку во время движения узла "пружинный баланс" точка абляции не меняется, то удаление материала распределяется вдоль обода и не обязательно по всему периметру, в зависимости от амплитуды узла "пружинный баланс", или распределяется вдоль витка. Для упрощения, элементы, которые обод, вероятно, будет нести на себе, такие как инерционные блоки, штифты, балансировочные и/или регулировочные винты, помещены в ту же самую категорию, что и указанный обод. Аналогичным образом, связанные элементы, которые может содержать спиральная пружина, такие как концевой изгиб, цанга или другие элементы, помещены в ту же самую категорию, что и виток указанной спиральной пружины. Кроме того, поскольку предпочтительно, чтобы абляция проводилась с постоянной частотой "выстрела", в то время как скорость узла "пружинный баланс" изменяется, количество материала, удаляемого в угловом положении 9, также изменяется. Наша цель состоит в том, чтобы найти амплитуду колебания узла "пружинный баланс", которая устраняет дисбаланс или, что эквивалентно, приводит к тому, чтобы центру инерции удаленного материала располагался в центре узла "пружинный баланс".
Положением Xcm центра инерции удаленного материала задается формулой

в которой интегрирование производится по ободу. Назовем как f функцию от 9, которая задает распределение удаляемого материала, приходящегося на единицу длины (вдоль обода или витка, согласно тому, что требуется). Для обеспечения того, чтобы дисбаланс, созданный удаленным материалом, составлял ноль, необходимо, следовательно, следующее соотношение:

Тот факт, что рассматриваются только величины, приходящиеся на единицу длины, проистекает из того соображения, чтобы можно было игнорировать ширину рабочей зоны лазера или пико-лазера относительно размера узла "пружинный баланс", так же как и компонента дисбаланса, соответствующего оси поворота, несмотря на тот факт, что изменение f как функции от θ имеет своим результатом непостоянную глубину абляции.
Рассмотрим пока только первую четверть одного периода. Количество (dm) материала, удаленного на интервале dθ вокруг θ, имело место в течение определенного времени dt, и также имеем
dm=kdt,
где k представляет собой скорость удаления материала. Поскольку частота "выстрела" лазера или пико-лазера в предпочтительном варианте является постоянной и очень высокой по отношению к частоте колебаний баланса, то k можно считать постоянной. Следовательно,
kdt=f(θ)dθ
Но θ=A (t), где А представляет собой функцию, которая задает угловое положение баланса во время t, и, следовательно, d 

Другими словами, распределение удаленного материала в положении (9) обода обратно пропорционально скорости узла "пружинный баланс", когда его угловое продвижение равно θ.
В течение времени обработки порядка секунды или десятой секунды, колебание узла "пружинный баланс" надлежащим образом описывается как гармонический процесс изменения,
A(t)=A0sin(ωt).
Таким образом, подставляя последнее выражение в f, находим, что
которое в конечном счете выражается как
Это выражение не имеет никакого смысла в случае, когда θ>A0, но принимается, что для значений θ, более высокого, чем A0, f равно нолю, что нормально, поскольку лазер или пико-лазер не достигает этих положений.
Для достижения этого результата мы ограничились четвертью колебания узла "пружинный баланс".
Конечное выражение для f, соответствующего полному периоду, получается из выражения для f, применимого к четверти периода, посредством симметрии. Однако, на самом деле, нет необходимости фактически присоединять их. Кроме того, любой дополнительный полный период не увеличивает дисбаланс.
Для понимания того, почему имеется возможность ограничиться для нашего вычисления первой четвертью периода, назовем осью Ох ось, которая соединяет ось баланса с рабочей точкой лазера или пико-лазера, и осью Oy ось, перпендикулярную оси Ох. Добавления второй половины период к f не изменяет координату (Xcm) центра инерции удаленного материала и обеспечивается, что координата у будет равна нулю посредством симметрии. Добавление второй четверти периода к f приводит только к тому, что f будет умножен на два, что никоим образом не меняет условие, обеспечивающее Xcm=0. Следовательно, Xcm исследуется как функция от f, определенного уравнением (1).
Таким образом

Наконец, должны быть определены значения для определения значения A0, которое сводит к нулю Xcm. Поскольку нет примитивного интеграла, который позволяет для рассматриваемого интеграла получить решение в аналитическом виде, ноли правого члена уравнения (2), приведенного выше, получены численным интегрированием приблизительным образом.
На фиг.1 приводится график правого члена уравнения (2), как функции от A0, где на стороне ординаты показано алгебраическое значение положения (Xcm) центра инерции удаленного материала как функция амплитуды (А0) углового положения.
Очевидно, что для значений амплитуды между 0° и 360° существуют две амплитуды, которые дают нулевой дисбаланс, то есть А0=137° и А0=316°.
Предпочтительно, чтобы к этим значениям применялся допуск более или менее чем 2,5° на дисбаланс, составляющий микрограмм х сантиметр, то есть более или менее чем 5°, например, для дисбаланса 2 микрограмма х сантиметр.
На практике, нет необходимости, чтобы лазер или пико-лазер оставался абсолютно неподвижным. Например, согласно тому, что требуется, его можно заставить перемещаться в радиальном направлении назад и вперед, оставаясь при этом на ободе или на витке. Также имеется возможность заставить его следовать различным контурам, таким как, например, окружность, восьмерка, многоугольник. Однако, до тех пор, пока зона, сканируемая лазером или пико-лазером, имеет типичную протяженность порядка толщины обода или ширины витка, вышеуказанная теоретическая модель остается хорошим приближением и ее заключения остаются справедливыми.
В вышеуказанном рассуждении мы не рассматривали влияние сдвига фаз. Его вклад в дисбаланс является, однако, незначительным, поскольку каждое полное колебание узла "пружинный баланс" производит нулевой дисбаланс, и, следовательно, дисбаланс, связанный со сдвигом фаз, увеличивается самое большее до максимального дисбаланса, созданного во время одного неполного периода.
Определенное вычисление, представленное выше, было проведено, когда процесс изменения перемещения узла "пружинный баланс" имеет амплитуду, более низкую, чем 360°. Однако, ничто не заставляет нас ограничиваться этим случаем. Например, если бы баланс или узел "пружинный баланс" имели бы амплитуду, более высокую чем 360°, функция А-1(θ) тогда имела бы несколько решений, даже за четвертью периода, что усложняет запись выражений без изменения, однако, рассуждений, лежащих в их основе.
Изобретение также относится к устройству (1) для осуществления способа, которое, как это видно на фиг.2, содержит по меньшей мере один источник (2) лазерного или пико-лазерного излучения, и средства (3) управления для этого источника, выполненные таким образом, чтобы генерировать, задавать порядок следования, прерывать по меньшей мере одну последовательность импульсов лазера или пико-лазера (2). Эти средства (3) управления также устроены таким образом, чтобы управлять перемещениями по меньшей мере одного луча (20), испускаемого из лазера или пико-лазера (2) или перемещением самого этого источника (2). Устройство (1) также содержит средства (4) измерения и сравнения сопряженные посредством интерфейса или соединенные с этими средствами (3) управления, и средства (5) зажима и поддержки для баланса (11) или узла "пружинный баланс", подлежащих микрообработке, или тому подобного. Для упрощения, на упрощенных фиг.1 и 3-5 показаны только баланс (11), обод (12) и ось (14) поворота, входящие в состав этого узла баланс-спираль.
Предпочтительно, чтобы это устройство (1) дополнительно включало в себя средства (6) привода для поворота узла (11) "пружинный баланс", подлежащего микрообработке, которые сопряжены посредством интерфейса с этими средствами (3) управления. В другом варианте, имеется также возможность осуществлять изобретение со свободно колеблющимся балансом или узлом "пружинный баланс", и устройство (1) таким образом содержит импульсное средство для их начального колебания.
В первом варианте реализации изобретения, как это очевидно из фиг.2, устройство (1) содержит средство (7) для разделения луча, испускаемого лазером или пико-лазером (2). Средства (3) управления устроены таким образом, чтобы управлять каждым из лучей (20), (20А), образованных при разделении. В качестве альтернативы или в дополнение к этому, как очевидно из фиг.3, устройство (1) может также содержать несколько источников (2), (2А) лазерного или пико-лазерного излучения, и средства (3) управления устроены в таком случае таким образом, чтобы направлять каждый из их лучей (20), (20А) на зоны (13), (13А) микрообработки, определенные средствами (3) управления.
На фиг.2 приведен пример управления лучами (20) и (20А), образованных при разделении, и имеющих пространственную траекторию, определяемую ориентацией зеркал или призм (21) с приводом от электродвигателя, предпочтительно с одной или двумя степенями свободы поворотного движения, которыми управляют средства (3) управления. Такие зеркала или призмы (21) могут также быть встроены в гальванометр или могут быть сконфигурированы любым способом, известным в общей области мощных лазеров.
Предпочтительно, чтобы устройство (1) содержало средства (8) стабилизации амплитуды для того, чтобы поддерживать поворотное перемещение узла (11) "пружинный баланс", подлежащей микрообработке, с колебанием постоянной амплитуды.
Предпочтительно, чтобы устройство (1) включало в себя средства (9) синхронизации, которые в предпочтительном варианте являются отсоединяемым, для синхронизации перемещения по меньшей мере одного луча (20), испускаемого из лазера или пико-лазера (2), со средствами поворота узла (11) "пружинный баланс" в течение каждой последовательности импульсов.
Полезно, что для отвода какого бы то ни было загрязнения и сохранения рабочей зоны совершенно чистой устройство (1) в предпочтительном варианте включает в себя средства (10) отвода для газов и/или отходов, связанных с сублимацией, причем предпочтительно, чтобы эти средства отвода функционировали за счет разности давлений. Эти средства отвода имеют двойную функцию: удаление газов, образовавшихся при сублимации, из рабочей зоны и также защиту операторов в случае, при котором эти газы могли бы быть ядовиты.
В варианте изобретения, требующем использования инерционных блоков, предпочтительно, чтобы они были спроектированы таким образом, чтобы позволять регулирование работы, в частности, как часть послепродажного обслуживания, но также и как часть начального фабричного регулирования.
Первый вариант конфигурации представляет собой использование инерционных блоков, которые являются идентичными, но располагаются на различных диаметрах.
Второй вариант конфигурации представляет собой использование инерционных блоков, которые отличаются друг от друга, в частности имеют различные толщины, но располагаются на одном и том же диаметре. Разность в толщине может быть результатом фабричного изготовления или также абляции материала по толщине инерционного блока лазером или пико-лазером.
Естественно, что равным образом возможно и сочетание этих двух вариантов инерционных блоков.
Предпочтительно, чтобы эти инерционные блоки были сконфигурированы в форме, которая позволяет использование при послепродажном обслуживании стандартных инструментов, в частности инструменты типа "Bergeon" или им подобные.
Один вариант изобретения позволяет предотвратить или по меньшей мере минимизировать удаление или добавление материала, осуществляемые для проведения регулирования или настройки частоты колебаний и/или инерции и/или балансировки подвижного компонента механизма хронометра или баланса в хронометре, содержащего периферийный обод и способного поворачиваться вокруг оси баланса, или узла "пружинный баланс". Этот вариант, относится к выполнению смещения материала в пределах подвижной части посредством локализованного плавления, за которым следует смещение зоны плавления, за которым следует охлаждающая операция для затвердевания. Это позволяет предотвратить или, даже более того, предотвратить удаление или добавление материала.
Смещение плавящегося материала может ыть проведено посредством силы тяжести или под действием центробежной силы во время регулирования работы, или также в предпочтительном варианте под действием силы притяжения, в частности, силы магнитного и/или электростатического притяжения, если материал это позволяет.
Смещение материала может также быть связано с внутренними напряжениями, которые создаются или релаксируют во время термической обработки.
Смещение материала может также проводиться посредством изгиба деформируемой зоны, предусмотренной для эого, такой как выступа или палец или тому подобное.
Смещение материала может также быть проведено посредством расплющивания материала: выбора определенных материалов, которые легко расплющиваются, таких как индий, или определенные пластмассы, которые могут очень облегчить такое смещение материала. Эту операцию расплющивания можно проводить посредством ролика, чекана, крючка или тому подобного, толкая и/или растягивая материал при остановке и/или во время поворота.
Это локализованное плавление может быть проведено посредством лазерной, нано-лазерной или пико-лазерной технологии, как это объяснено выше, или посредством плазмы или тому подобного.
Предпочтительно, чтобы конструкция подвижной части могла быть сориентирована таким образом, чтобы содействовать абляции, нанесению или смещению материала.
Таким образом, изобретение также относится к входящему в состав хронометра узлу баланс-спираль без индексирующего узла, выполненного таким образом, чтобы осуществлять описанный здесь способ для регулирования его частоты колебаний, отличающийся тем, что он содержит либо множество инерционных блоков, выполненных в форме, которая позволяет использовать стандартные инструменты при послепродажном обслуживании, и сконфигурированных таким образом, чтобы быть либо идентичными и располагаться на одном и том же диаметре или на различных диаметрах, либо отличными друг от друга и располагаться на одном и том же диаметре или на различных диаметрах, либо одну или более закрытых внутренних полостей специально для смещения или изменения положения плавящегося материала, либо поверхностный слой или "удаляемые" части, либо преднапряженные зоны, которые могут подвергаться релаксации при приложении внешней силы, либо зоны, способные переходить в различные физические состояния под действием термической обработки, либо наэлектризованные и/или намагниченные зоны, либо полиметаллические зоны с изменяемым распределением напряжений.
В частности, в одной предпочтительной конфигурации подвижная часть содержит поверхностный слой, который может быть отличным по своей природе от строения ее сердцевины и который имеет физические свойства, которые делают эти операции абляции, нанесения, преобразования или деформации проще. Предпочтительно, чтобы строение этого поверхностного слоя, который может быть "удаляемым" слоем, было выбрано таким образом, чтобы позволять использование более простых и более быстрых способов проведения требуемых операций. В случае лазерной абляции, в частности, соответствующий выбор поверхностного слоя может позволить использовать вместо пико-лазера, чаще всего рекомендуемого для непосредственного воздействия на материал конструкции подвижной части, нано- или фемто-лазер. Этот поверхностный слой, кроме того, позволяет придавать подвижному компоненту, о котором идет речь, особый внешний вид.
В одной конкретной конфигурации подвижная часть содержит одну или более внутренних полостей, возможно сообщающихся или нет, в которых проводится плавление материала, смещение этого плавящегося материала, затем его затвердевание. Материал, который заставляют плавиться, вполне может иметь природу, отличную от материала конструкции подвижной части, например, полость может содержать продукт, который способен плавиться при более низкой температуре плавления, чем температура плавления материала конструкции, в которой устроена эта полость, например баланс, сделанный из латуни, может содержать полость или канал, в которых размещено плавящееся олово, и повторное плавление этого олова и его центробежное или центростремительное смещение позволяет изменять инерцию этой подвижной части.
Создание закрытых полостей внутри подвижной части, например внутри баланса, делает возможным невидимое регулирование и позволяет выполнить индикатор, защищающий от подделок.
Другой вариант состоит в деформировании поверхности подвижной части посредством некоторого механического процесса, например, такого как накатка, рифление, тиснение, продавливание, создание задира или лунки или тому подобное, для локального изменения инерции этой подвижной детали.
Конфигурация подвижной части может быть спроектирована для сглаживания во время операции нагревания или механического воздействия, например обод баланса может иметь выпуклости, которые предназначены для того, чтобы быть сглаженными при плавлении или приложении силы.
Другой вариант состоит в конструировании подвижной части, на которой желательна настройка или регулирование работы и которая снабжена удаляемыми и/или податливыми "удаляемыми" частями. Эта конструкция делает возможной регулирование инерции, так же как и регулирование крутящего момента на спирали, и также делает возможной релаксацию остаточных напряжений.
В частности, определенные зоны подвижной части могут быть предназначены для того, чтобы подвергаться операциям абляции, нанесения материала, преобразования или деформации, например, на уровне периферийных выступов или тому подобного.
Если описать это более конкретно, то в случае баланса или пружинного баланса предпочтительно, по причинам доступности, проводить микрообработку, нанесение или смещение материала по ребру обода так же, как и на двух его противоположных торцевых поверхностях.
Предпочтительно, чтобы локализованное изменение физического состояния материала, образующего компонент, или по меньшей мере одного компонента узла выполнялось таким образом, чтобы изменять его инерцию посредством локального изменения его геометрии и/или его плотности.
Конструкция подвижной части может также включать в себя одну или более преднапряженных зон, которые могут подвергаться релаксации под действием внешней силы. Например, имеется возможность создавать зоны с высоким поверхностным натяжением, которое может релаксировать во время регулирования, создавая таким образом немного измененную геометрию.
Аналогичным образом, выбор материала с эффектом запоминания формы, такого как "Nitinol" или ему подобный, для изготовления подвижной части позволяет получать геометрию, которая во время операции регулирования возвращается к некоторой предварительно определенной форме или принимает эту форму. Порог перехода соответствует температуре перехода, которая может быть получена посредством хорошо управляемого локального нагрева.
Использование физических свойств определенных материалов, таких как керамика, полупроводники, полимеры, сплавы, получаемые процессом "LIGA", кварц, заряженные материалы, аморфные металлы, также позволяет использовать различные геометрии, соответствующие различным физическим состояниям, которые могут быть приняты этими материалами. Например, преобразование баланса, сделанного из аморфного материала во время прохождения его температуры стеклования, приводит к локализованному изменению плотности, которое создает желаемый результат.
Такого рода локальное изменение в характеристиках может для некоторых материалов приводить в результате к обработке сердцевины или ее фазовому превращению или изменению в кристаллографическом строении.
Формирование подвижной части в виде совокупности нескольких материалов и/или металлов, имеющих различные физические свойства, например, такой как биметалл, также позволяет проводить изменение распределения напряжений и регулирование инерции. В частности, в случае баланса достигнуть этой цели позволяет формирование биметаллического или полиметаллического обода.
Применение способа, соответствующего изобретению, для настроечных и регулировочных операций демонстрирует расширение возможностей по изменению характеристик поверхности подвижной части, которое может быть в определенных получено с использованием тех же самых средств: некоторые внутренние зоны подвижной части подвергаются обработке, например, электризуются или намагничивается, после чего покрываются поверхностным слоем. Локальное воздействие на этот поверхностный слой позволяет таким образом обнажиться всем или части обработанных зон, что может позволить улучшить настроечную или регулировочную операцию за счет силы притяжения или отталкивания в отношении другого элемента, и это позволяет более легко добиться желаемой настройки или регулирования.
Осуществление изобретения позволяет облегчить настройки и регулировки.
Оно также может позволить отказаться от некоторых обычных мероприятий, таких как скручивание витка, обычная цель которых заключается в том, чтобы минимизировать отклонение в операции во время перемещения, зафиксировав точку отсчета. Фактически, концепция изобретения позволяет минимизировать отклонение в операции.
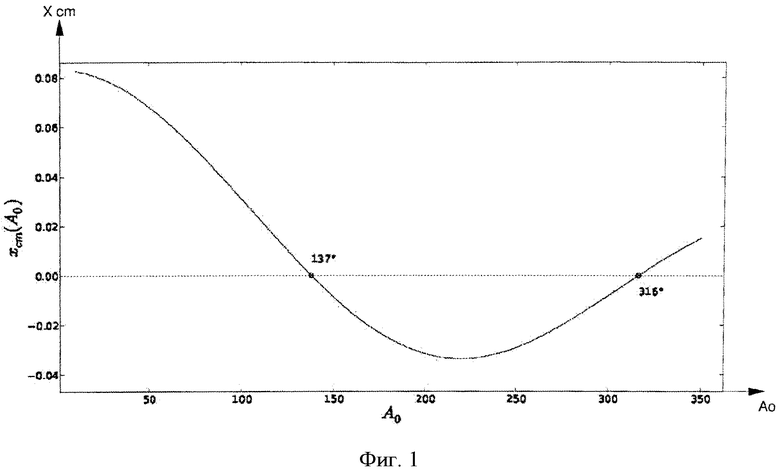
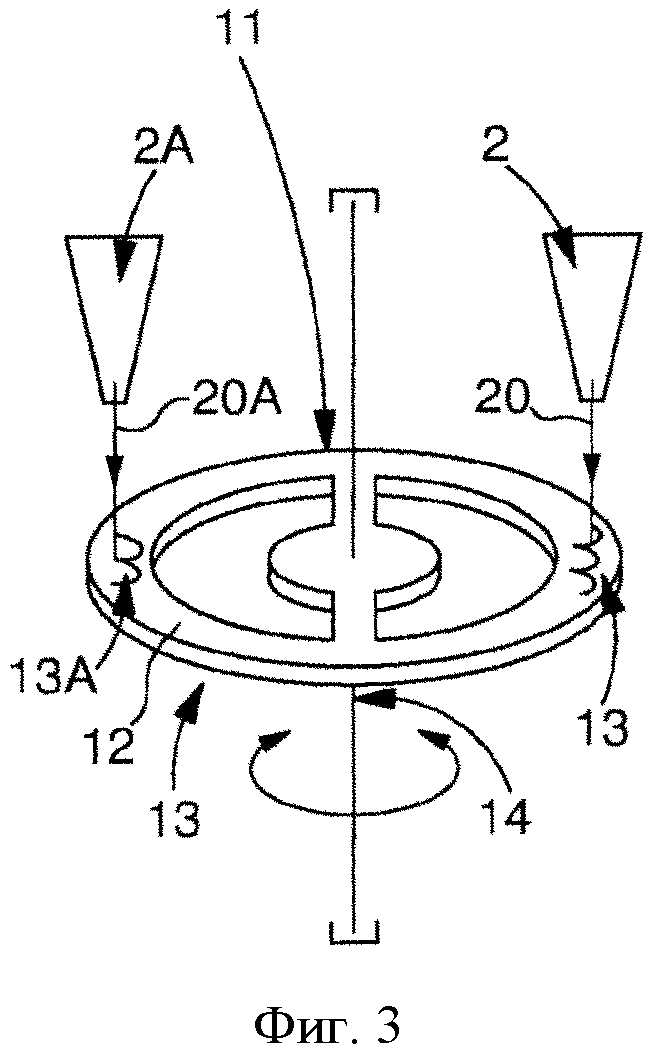
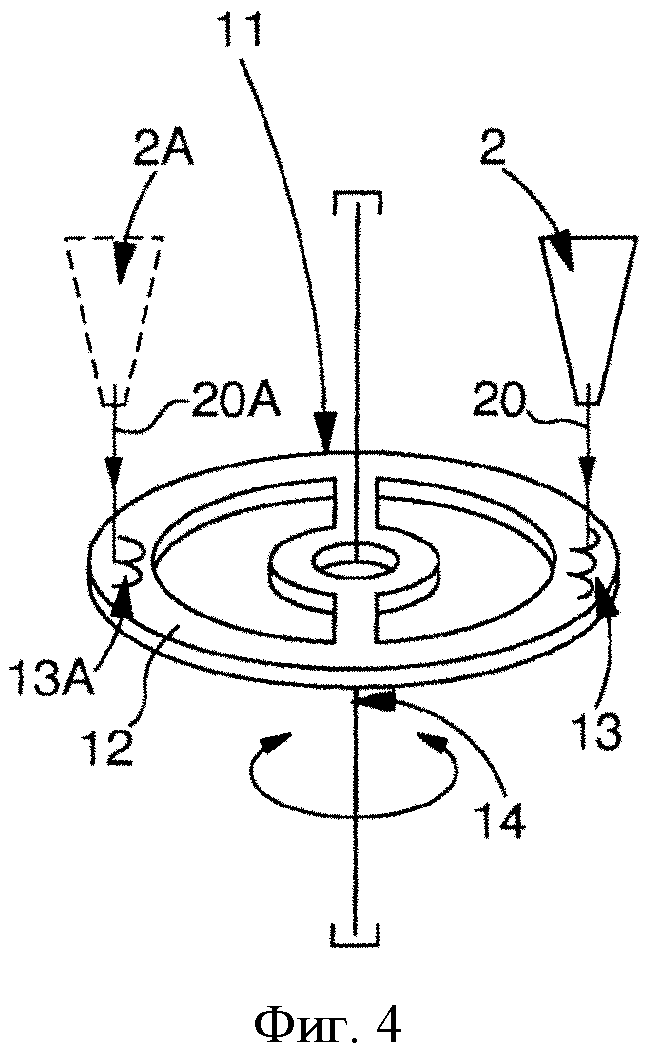
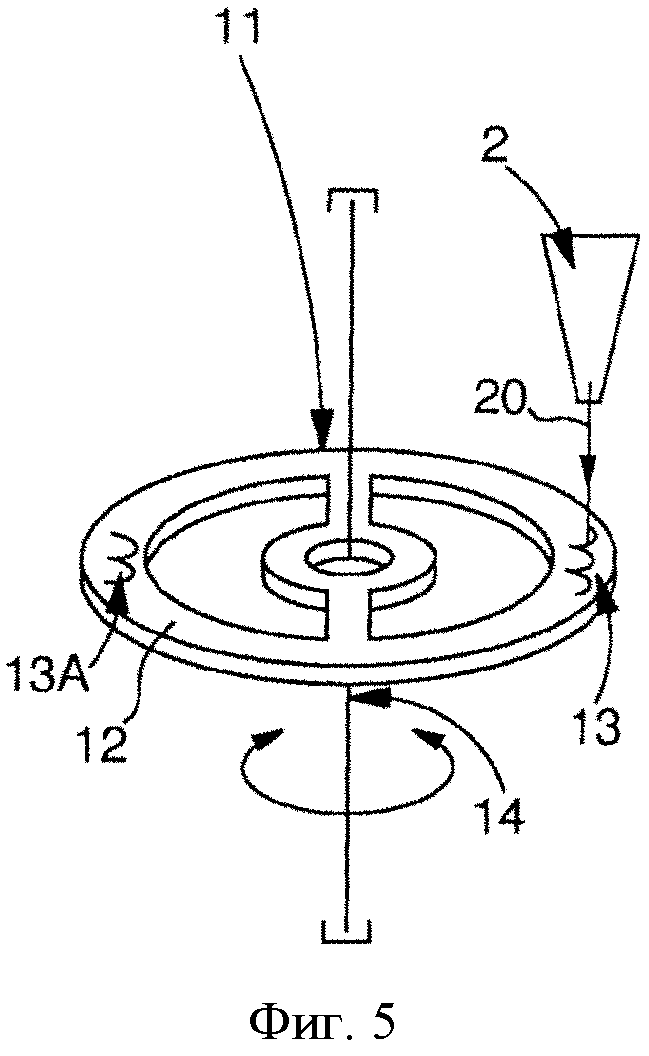
Способ регулирования частоты колебаний узла баланс-спираль. Способ характеризуется тем, что выполняют удаление материала, и/или добавление материала, и/или смещение материала на компоненте с использованием одного средства преобразования, содержащего лазерный или плазменный источник для проведения операции микрообработки, и/или микроплавления на материале указанного компонента, и/или соответственно в отношении по меньшей мере одного добавляемого материала - для испарения, и/или абляции, и/или смещения, и/или соответственно приваривания по меньшей мере одного добавляемого материала на указанный компонент под воздействием по меньшей мере одного импульса средства преобразования, при этом указанным по меньшей мере одним импульсом управляют с помощью средства управления, выполненного с возможностью генерировать, задавать порядок следования импульсов, прерывать любой импульс указанного по меньшей мере одного средства преобразования. Причем средства управления также выполнены с возможностью управлять перемещением по меньшей мере одного луча, испускаемого из средства преобразования, при этом средства управления соединены со средствами измерения или сравнения или автоматически управляются указанными средствами измерения или сравнения. Технический результат заключается в возможности динамической регулировки микромеханических компонентов хронометра. 3 н. и 21 з.п. ф-лы, 5 ил.
1. Способ регулирования частоты колебаний и/или момента инерции и/или балансировки подвижного компонента механизма хронометра или узла хронометра баланс-спираль, характеризующийся тем, что выполняют удаление материала, и/или добавление материала, и/или смещение материала на указанном компоненте или по меньшей мере одном компоненте узла с использованием по меньшей мере одного средства преобразования, содержащего по меньшей мере один лазерный или плазменный источник для проведения операции микрообработки и/или микроплавления на материале указанного компонента или указанного по меньшей мере одного компонента узла, и/или, соответственно, в отношении по меньшей мере одного добавляемого материала - для испарения, и/или абляции, и/или смещения, и/или, соответственно, приваривания по меньшей мере одного добавляемого материала на указанный компонент или на указанный по меньшей мере один компонент указанного узла под воздействием по меньшей мере одного импульса средства преобразования, при этом указанным по меньшей мере одним импульсом управляют с помощью средства управления, выполненного с возможностью генерировать, задавать порядок следования импульсов, прерывать любой импульс указанного по меньшей мере одного средства преобразования, причем средства управления также выполнены с возможностью управлять перемещением по меньшей мере одного луча, испускаемого из средства преобразования, при этом средства управления соединены со средствами измерения или сравнения или автоматически управляются указанными средствами измерения или сравнения.
2. Способ по п.1, отличающийся тем, что средства управления запрограммированы так, чтобы определять по меньшей мере одну конкретную зону на поверхности указанного компонента или указанного по меньшей мере одного компонента узла, на котором материал должен быть удален, и/или добавлен, и/или смещен, причем средства управления запрограммированы также так, чтобы генерировать по меньшей мере одну последовательность импульсов с высокой средней частотой указанного средства преобразования для того, чтобы генерировать на этой зоне по меньшей мере одну линию из последовательных воздействий луча, испускаемого по меньшей мере одним средством преобразования.
3. Способ по п.2, отличающийся тем, что высокая средняя частота импульсов составляет 100-500 кГц.
4. Способ по п.2, отличающийся тем, что во время указанной по меньшей мере одной последовательности импульсов указанный компонент или узел или направление луча средства преобразования перемещают.
5. Способ по п.2, отличающийся тем, что во время указанной по меньшей мере одной последовательности импульсов перемещают по меньшей мере указанный компонент или узел, или перемещают направление луча средства преобразования.
6. Способ по п.2, отличающийся тем, что во время указанной по меньшей мере одной последовательности импульсов средства преобразования вызывают поворот указанного компонента или узла вокруг главной оси инерции, при этом средства измерения или сравнения используют для измерения или сравнения динамического момента инерции указанного компонента относительно главной оси инерции компонента или узла.
7. Способ по п.6, отличающийся тем, что используют одно средство преобразования и используют средства стабилизации амплитуды для поддержания поворотного перемещения компонента или узла с постоянной амплитудой при колебаниях в течение каждой последовательности импульсов.
8. Способ по п.7, отличающийся тем, что амплитуду стабилизируют с углом, составляющим 137° или 316,5°.
9. Способ по п.7, отличающийся тем, что используют одно средство преобразования, при этом используют средства стабилизации амплитуды для поддержания перемещения по меньшей мере одного луча, испускаемого из средства преобразования, при поворотном перемещении компонента или узла в течение каждой последовательности импульсов.
10. Способ по п.2, отличающийся тем, что используют по меньшей мере два средства преобразования, причем перемещения их лучей симметричны относительно плоскости, проходящей через главную ось инерции компонента, или относительно главной оси инерции компонента.
11. Способ по п.1, отличающийся тем, что смещение материала в указанном компоненте или по меньшей мере в одном компоненте узла выполняют посредством локализованного плавления, сопровождающегося смещением зоны плавления, и последующим охлаждением с отвердеванием, либо посредством создания или релаксации внутренних напряжений во время термической обработки или под действием внешней силы, либо посредством изгиба деформируемой зоны или выступа или пальца, либо посредством расплющивания материала.
12. Способ по п.11, отличающийся тем, что смещение материала выполняют посредством локализованного плавления, сопровождающегося смещением зоны плавления и последующим охлаждением с отвердеванием, при этом смещение плавящегося материала происходит либо под действием силы тяжести, либо под действием центробежной силы во время регулировки операции, либо под действием силы магнитного и/или электростатического притяжения.
13. Способ по п.1, отличающийся тем, что локализованное физическое изменение состояния материала, образующего указанный компонент или по меньшей мере один компонент узла, выполняют для изменения его момента инерции посредством локального изменения его геометрии и/или плотности.
14. Способ по п.1, отличающийся тем, что удаление материала и/или добавление материала и/или смещение материала на указанном компоненте или по меньшей мере одном компоненте узла выполняют на компоненте, установленном в механизм хронометра.
15. Способ по п.1, отличающийся тем, что удаление материала и/или добавление материала и/или смещение материала на указанном компоненте выполняют, когда компонент установлен в пружинном балансе механизма хронометра.
16. Способ по п.1, отличающийся тем, что в качестве средства преобразования выбирают по меньшей мере один лазер или пико-лазер для указанного удаления материала посредством микрогравирования под действием по меньшей мере одного импульса лазера или пико-лазера с тем, чтобы непосредственно преобразовывать твердый материал указанного компонента или по меньшей мере одного компонента узла в газообразный поток посредством абляции, при этом с обеих сторон указанного компонента во время его обработки по меньшей мере одним лазером или пико-лазером создают разность давлений для того, чтобы отводить газ и/или материал отходов, связанные с указанной абляцией.
17. Способ по п.1, в котором для регулирования частоты колебаний узла баланс-спираль хронометра, содержащего по меньшей мере один баланс, содержащий периферийный обод, и по меньшей мере одну спиральную пружину, скрепленные друг с другом в муфте, причем узел баланс-спираль способен поворачиваться вокруг оси баланса, выполняют удаление, и/или добавление, и/или смещение материала, при этом способ содержит первый процесс, в котором:
оценивают повышение или снижение частоты колебаний узла баланс-спираль по отношению к требуемой частоте колебаний;
указанные средства управления программируют для того, чтобы определить по меньшей мере одну конкретную зону, на которой материал должен быть удален, и/или добавлен, и/или смещен, согласно тому, что требуется, в первом альтернативном варианте, в случае необходимости обеспечить повышение частоты колебаний, указанную зону определяют на ободе баланса, или на компонентах, или инерционных блоках, или штифтах, или винтах, которые несет на себе баланс, или во втором альтернативном варианте, в случае необходимости обеспечить снижение частоты колебаний, указанную зону определяют на по меньшей мере одном витке спиральной пружины;
указанные средства управления программируют для того, чтобы обеспечивать, согласно тому, что требуется, повышение частоты колебаний посредством уменьшения момента инерции путем удаления материала на балансе, или повышение частоты колебаний посредством изменения жесткости спиральной пружины путем добавления материала на спиральную пружину, или повышение частоты колебаний посредством смещения материала на балансе или спиральной пружине, или снижение частоты колебаний посредством увеличения момента инерции путем добавления материала на баланс, или снижение частоты колебаний посредством изменения жесткости спиральной пружины путем удаления материала на спиральной пружине, или снижение частоты колебаний посредством смещения материала на балансе или спиральной пружине.
18. Способ по п.17, отличающийся тем, что средства управления программируют для того, чтобы обеспечивать повышение частоты колебаний на балансе, повторяя микрогравировальные операции в указанных зонах для достижения требуемого значения частоты колебаний, этот процесс контролируют с помощью средств измерения или сравнения; и для того, чтобы производить микрогравировальные операции в указанных зонах для балансировки пружинного баланса относительно его главной оси инерции относительно требуемого значения, этот процесс контролируют с помощью средств измерения или сравнения; и указанные средства управления программируют для того, чтобы обеспечивать снижение частоты колебаний путем изменения жесткости спиральной пружины, не изменяя при этом ее кристаллическую структуру или ее термический коэффициент, посредством микрогравирования, проводимого под действием по меньшей мере одной последовательности импульсов по меньшей мере одного из средств преобразования, для утончения по меньшей мере одного витка спиральной пружины и/или скрученной части концевого участка в случае, когда спиральная пружина его имеет.
19. Способ по п.18, отличающийся тем, что указанная по меньшей мере одна зона определена как образованная исключительно из поверхностей, образованных металлическими поверхностями, с одной стороны, на уровне указанного баланса или компонентов, или инерционных блоков, или штифтов, или регулировочных винтов, которые несет на себе этот баланс, или, с другой стороны, на уровне спиральной части или концевого изгиба спиральной пружины, при этом в отсутствии таких металлических поверхностей, которые в случае необходимости позволяют корректировать повышение или снижение частоты колебаний, реализуют второй процесс, посредством которого регулируют дисбаланс таким образом, чтобы восстановить коррекционную способность, в зависимости от конкретного случая, на балансе и/или на спиральной пружине, и посредством чего первый процесс возобновляют до тех пор, пока не будет получена требуемая частота колебаний в пределах допуска.
20. Способ по п.17, отличающийся тем, что выполняют начальную статическую и динамическую балансировку узла баланс-спираль с тем, чтобы главная ось инерции совпала с осью баланса и величина момента инерции достигла требуемого значения в пределах заданного допуска.
21. Узел баланс-спираль хронометра без градусника, скомпонованный для осуществления способа регулирования его частоты колебаний по п.1, характеризующийся тем, что содержит либо несколько инерционных блоков, выполненных в форме, которая позволяет использовать стандартные инструменты при послепродажном обслуживании, и сконфигурированных таким образом, чтобы быть либо идентичными и расположенными на одном и том же диаметре или на различных диаметрах, либо отличными друг от друга и расположенными на одном и том же диаметре или на различных диаметрах; либо одну или более закрытых внутренних полостей специально для смещения или изменения положения плавящегося материала; либо поверхностный слой или удаляемые части; либо преднапряженные зоны, которые могут подвергаться релаксации при приложении внешней силы; либо зоны, способные переходить в различные физические состояния при термической обработке; либо наэлектризованные и/или намагниченные зоны, либо полиметаллические зоны с изменяемым распределением напряжений.
22. Устройство для осуществления способа по п.1, характеризующееся тем, что содержит по меньшей мере один источник лазерного или пико-лазерного излучения, образующий указанное средство преобразования; средства управления для указанного источника, выполненные с возможностью генерировать, формировать последовательность и прерывать по меньшей мере одну последовательность импульсов указанного лазера или пико-лазера, при этом средства управления выполнены также с возможностью управлять перемещением по меньшей мере одного луча, испускаемого из указанного лазера или пико-лазера, или перемещением самого указанного источника; средства измерения и сравнения, связанные посредством интерфейса со средствами управления; и средства зажима и поддержки для компонента или узла, подлежащих микрообработке; средства привода для поворота указанного компонента или узла, связанные посредством интерфейса со средствами управления; средства стабилизации амплитуды для поддержания постоянной амплитуды поворотного перемещения указанного компонента или узла при колебаниях; и средства для отвода газов и/или отходов, связанных с абляцией материала, за счет разности давлений.
23. Устройство (1) по п.22, характеризующееся тем, что дополнительно содержит средства (9) синхронизации, выполненные с возможностью синхронизации перемещения по меньшей мере одного луча (20), испускаемого из указанного лазера или пико-лазера (2), с поворотным перемещением средств (8) стабилизации амплитуды, с тем, чтобы поддерживать поворотное перемещение указанного компонента или по меньшей мере одного компонента узла в течение каждой последовательности импульсов, испускаемой указанным по меньшей мере одним источником лазерного или пико-лазерного излучения.
24. Устройство по п.22, характеризующееся тем, что дополнительно содержит средства для разделения луча, испускаемого из указанного лазера или пико-лазера, при этом указанные средства управления выполнены с возможностью управлять каждым из лучей, получаемых в результате разделения; и/или несколько источников лазерного или пико-лазерного излучения, при этом указанные средства управления выполнены с возможностью управления каждым из лучей указанных источников.
| Устройство для подачи древесноволокнистых плит в закалочную камеру | 1984 |
|
SU1172714A1 |
| EP 1213628 A1, 12.06.2002 | |||
| CH 526097 A, 30.03.1972 | |||
| СИСТЕМА ГОРЯЧЕГО НАПОЛНЕНИЯ БУТЫЛОК | 2010 |
|
RU2538528C2 |
| Способ определения оксидов азота | 1983 |
|
SU1142796A1 |

