Настоящее изобретение относится к способу непрерывного изготовления и к связанной машине, или группе машин, для автоматической сборки составных каркасов, образуемых из ортогональных электросварных металлических сеток, особенно полезным при воплощении автоматизированных систем для образования трехмерных сетчатых конструкций для применения в качестве армирующих конструкций для бетонирования в секторе строительства в целом, в сборной конструкции зданий и сооружений или в сейсмостойком строительстве зданий и сооружений.
Способ и соответствующая машина автоматически оптимизируют работу - во взаимодействии и в координации - различных механических узлов, таких как, например, узлы гибочных машин, манипуляторы и участки остановки для начального образования простых каркасов и/или металлических прутков или стержней, прямолинейных и/или надлежащим образом согнутых, которые затем вставляются в один или более каркасов во время фазы образования, т.е. фазы охватывания, таким образом образуя составную сетчатую металлическую конструкцию, которая образована множеством каркасов и/или прутков. Это составное изделие образует единое тело, которое приспособлено для транспортировки для последующей обработки или для немедленной установки.
Благодаря известным технологиям в секторе автоматизации изобретение способно непрерывно изготавливать различные составные геометрические конфигурации каркасов, начиная от плоских электросварных металлических сеток, которые специальным образом сгибаются, таким образом непрерывно образуя простые отдельные конструкции, которые затем собираются друг с другом для образования единой составной конструкции.
На современном уровне техники, в секторе автоматизированных систем для образования каркасов, получаемых из электросварных металлических сеток, т.е. в создании трехмерных металлических сетчатых конструкций с ручными системами, составные каркасы изготавливаются вручную на фазе, следующей за автоматизированным изготовлением элементарных каркасов. В действительности, сначала простые металлические каркасы, которые имеют любую конфигурацию поперечного сечения, автоматически создаются; затем они перемещаются на специальные сборочные участки, где операторы вручную приводят их друг к другу и скрепляют их или сваривают их, таким образом образуя составную конструкцию.
Все это приводит к большему времени изготовления, так как образование составных каркасов осуществляется не с автоматизированными системами, а с ручным вмешательством операторов, которые приступают к сборке на участках, которые являются отдельными от системы для изготовления каркасов. В конечном счете, это приводит к большим производственным затратам, и одновременно это требует большего использования площадей, которые могли бы использоваться для других целей.
Настоящее изобретение, следовательно, имеет место предпочтительным образом, благодаря значительному уменьшению времени непрерывного изготовления составных каркасов, в результате исключая последующие ручные операции и использование дополнительной площади производственных помещений.
Задачей настоящего изобретения является обеспечение способа и связанной интеллектуальной машины для автоматического и непрерывного изготовления составных трехмерных сетчатых конструкций, получаемых из множества элементарных каркасов, образованных электросварными металлическими сетками и/или металлическими прутками, согнутыми для этой цели, которая имеет следующие основные характеристики:
- автоматическая система для образования плоских электросварных металлических сеток предусмотрена с интеллектуальной системой программирования для изготовления сетчатых каркасов с любой геометрической конфигурацией поперечного сечения и размером, способной изготавливать (на первой фазе) небольшие конструкции, которые временно размещаются дальше по ходу, и (на второй фазе) изготавливать большую и открытую трехмерную сетчатую конструкцию, которая приспособлена для размещения и содержания конструкций, которые были ранее изготовлены, в конце концов закрывая их и помещая их друг в друга, таким образом образуя составную конструкцию, полностью автоматически и без вмешательства человека;
- машина, которая осуществляет способ, описанный выше, управляется известными компьютеризированными системами управления и состоит из: горизонтального сгибающего узла двустороннего действия, который способен выполнять сгибание электросварной металлической сетки в обоих направлениях, вправо и/или влево; интеллектуальной горизонтальной тележки для перемещения и надлежащего позиционирования каркаса, создаваемого дальше по ходу относительно узла гибочной машины, которая взаимодействует в координации с ним и предусмотрена с множеством автоматических захватов для захватывания; горизонтальной тележки, аналогичной предыдущей, расположенной дальше по ходу продвижения сетки относительно сгибающего узла; зоны временного размещения дальше по ходу продвижения сетки; конечного удаляющего узла; и, наконец, множества узлов, которые могут перемещаться на верхнем уровне и выполнены с автоматическими захватами, для обслуживания всех узлов, ранее описанных.
Задачи изобретения достигаются в соответствии с характеристиками основного пункта формулы изобретения и/или любого другого пункта формулы изобретения, содержащегося в настоящем патентном тексте, посредством разработки способа и связанной машины или группы машин для автоматической сборки составных металлических сетчатых конструкций, образуемых множеством простых каркасов, которые имеют любую форму и размер, и/или прямолинейными, и/или согнутыми металлическими прутками.
Изобретение, по существу, заключается в особом способе автоматического изготовления составных каркасов, которые приспособлены для применения в строительстве, например в секторе сейсмостойкого строительства.
Настоящий способ включает создание составного металлического сетчатого каркаса, начиная от одного или более простых каркасов, которые могут иметь любую форму и размер и являются одинаковыми и/или отличными друг от друга, или просто начиная от прутков или частичных сеток, плоских или согнутых, подлежащих добавлению для этой цели во время образования составной конструкции.
Прежде всего изготавливаются простые каркасы, которые затем временно перемещаются на специальный участок размещения дальше по ходу и надлежащим образом располагаются для автоматического манипулирования позже (на конечной фазе), оставляя зону сгибания свободной для образования последнего каркаса для удерживания или конечного охватывания. Образуется основание охватывающего каркаса (оставляя его открытым), и в этот момент простые каркасы, которые были созданы ранее и уложены дальше по ходу, вставляются в надлежащее место; затем образование охватывающего каркаса завершается охватыванием простых каркасов в нем (устойчивым образом), таким образом образуя единый составной каркас, который готов к транспортировке и/или установке.
Машина для автоматической сборки составных каркасов содержит (кроме автоматической компьютеризированной системы управления различными узлами): горизонтальный сгибающий узел двустороннего действия для электросварных металлических сеток, который расположен под прямым углом к направлению продвижения плоских и горизонтальных электросварных металлических сеток и который обслуживается ближе по ходу и дальше по ходу двумя отдельными горизонтальными тележками для перемещения каркасов, изготавливаемых сгибающим узлом; множество подвижных верхних узлов, каждый из которых оснащен множеством автоматических захватов для перемещения образованных каркасов независимо от того, являются ли они простыми или составными, для обслуживания зоны для временного размещения и/или для удаления, которая расположена дальше по ходу продвижения сетки относительно указанной тележки. Изобретение, по существу, основано на идее, что составные сетчатые каркасы для строительства образованы рядом простых каркасов, приведенных друг к другу и соединенных в виде одного целого посредством большего каркаса (называемого общим охватывающим каркасом), который охватывает их. Для осуществления этого сначала простые каркасы формируются и временно размещаются дальше по ходу (для того, чтобы не прерывать непрерывный производственный цикл); затем эти каркасы вставляются, во время фазы создания охватывающего каркаса, когда он все еще открыт; в заключение охватывающий каркас определенно закрывается, таким образом охватывая все простые каркасы внутри него устойчивым образом.
Система способна изготавливать непрерывно, т.е. автоматически и без прерывания, составные каркасы различных геометрических форм и размеров.
В соответствии с другой характеристикой настоящего изобретения, фаза создания трехмерной составной конструкции также может содержать вставку прямолинейных или согнутых прутков, или частей плоских или согнутых сеток, внутрь или снаружи простых каркасов таким образом, чтобы также охватываться при образовании составного каркаса. Целью этих прутков или частей согнутых сеток является изменение высоты вставки простых каркасов внутрь охватывающего каркаса, который изготавливается.
Усовершенствование настоящего изобретения заключается в том, что получение составных каркасов, образуемых множеством электросварных металлических сеток с конкретными формами, определяет конфигурации с дополнительными уровнями сложности;
это является возможным именно благодаря их конструктивной характеристике, так как они не представляют собой традиционный тип с постоянными ортогональными ячейками, а вместо того изготавливаются с точно определенными нерегулярными ортогональными ячейками, с прутками или стержнями, которые проходят параллельно направлению хода изготовления, с некоторыми поперечными прутками, затрагивающими всю или только часть ширины. Таким образом, множество простых каркасов может вставляться внутрь внешнего охватывающего каркаса и побуждаться проникать друг в друга.
Кроме того, как отмечено выше, подвижные и скользящие захваты сверху могут надлежащим образом и автоматически позиционироваться, являясь подвижными на горизонтальном уровне точно, чтобы обеспечить точную вставку простых каркасов, сверху, до конечного закрывания охватывающим каркасом, который может быть получен из металлической сетки с регулярными ортогональными ячейками или с нерегулярными ортогональными ячейками.
Другое предпочтительное изменение настоящего изобретения заключается в том факте, что к тому же составные каркасы, созданные, как описано выше, могут, в свою очередь, включаться в другой больший сетчатый охватывающий каркас.
Дополнительное предпочтительное изменение настоящего изобретения заключается в том факте, что оборудование для образования составных сетчатых каркасов обслуживает, дальше по ходу, автоматическую систему для непрерывного образования плоских электросварных металлических сеток с регулярными или нерегулярными ячейками, или оно может также обслуживать, дальше по ходу, автоматический подвижный подающий магазин, предусмотренный с множеством тележек для размещения электросварных металлических сеток различных геометрических форм и/или размеров.
Изобретение, следовательно, полностью достигает поставленной цели, т.е. цели обеспечения системы или способа, который, с помощью подходящих машин, предусмотренных с автоматическими и компьютеризированными средствами управления, делает возможным изготовление составных сетчатых каркасов, начиная от электросварных металлических сеток с постоянными или непостоянными ячейками. Непрерывное изготовление, без использования промежуточных зон размещения снаружи самой системы, в соответствии с основным принципом, включает изготовление сначала простых каркасов, для их последующей вставки внутрь последнего каркаса во время его образования и до его конечного закрывания. Таким образом, автоматически изготавливается высокотехнологичное изделие, которое полностью удовлетворяет требованиям самых новых разработок в секторе сейсмостойкого строительства.
Эти и другие характеристики изобретения станут больше очевидными из описания варианта осуществления, данного в качестве предпочтительного, но неограничивающего примера, на прилагаемых тринадцати листах чертежей, на которых:
- на фиг. 1 показана, на виде сверху, плоская электросварная металлическая сетка традиционного типа с постоянными ячейками, использующаяся (в настоящем изобретении) предпочтительно в качестве конечной охватывающей сетки;
- на фиг. 2 показана, на виде сверху, плоская электросварная металлическая сетка с неравными ячейками, использующаяся в предпочтительном создании простых каркасов с опцией вклинивания таким образом, чтобы соединяться друг с другом;
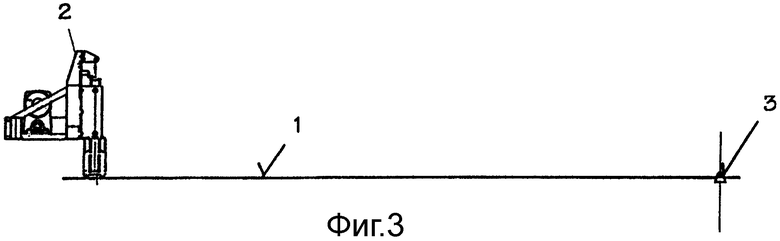
- на фиг. 3 показана, на схематичном виде сбоку, первая фаза позиционирования для сгибания охватывающей сетки при создании составного сетчатого каркаса, с применением тележки, расположенной ближе по ходу относительно сгибающего узла;
- на фиг. 4 показана, на схематичном виде сбоку, вторая фаза способа со сгибанием конца охватывающей сетки и одновременной вставкой предварительно собранных простых каркасов на место, которые перемещаются и поддерживаются специальными подвижными верхними захватами;
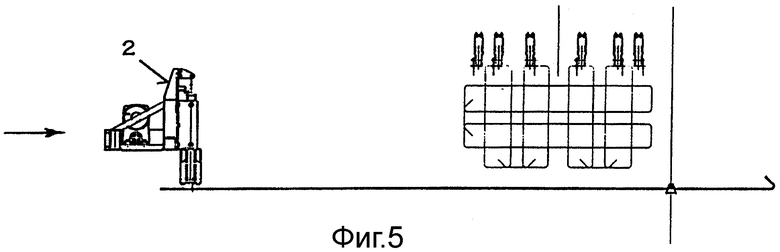
- на фиг. 5 показана, на виде сбоку, третья фаза способа создания с продвижением тележки, расположенной ближе по ходу относительно сгибающего узла, таким образом, чтобы имелась возможность надлежащим образом позиционировать простую сетку и затем осуществить второе сгибание охватывающей сетки;
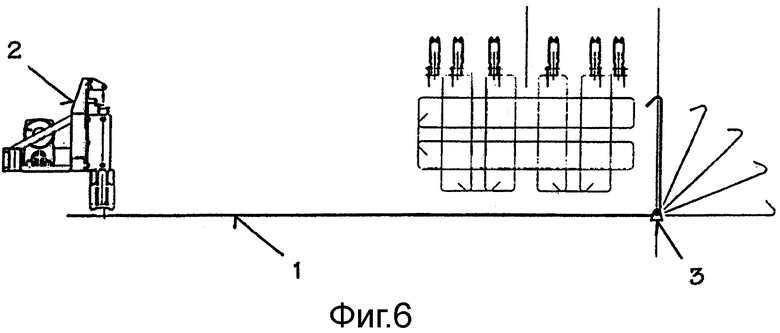
- на фиг. 6 показана, на виде сбоку, четвертая фаза, т.е. сгибание сетки и, таким образом, изготовление первой стороны охватывающего каркаса;
- на фиг. 7 показана, на виде сбоку, завершенная предыдущая фаза сгибания;
- на фиг. 8 показано, на виде сбоку, вмешательство второй позиционирующей тележки, которая расположена дальше по ходу относительно сгибающего узла и которая захватывает охватывающую сетку;
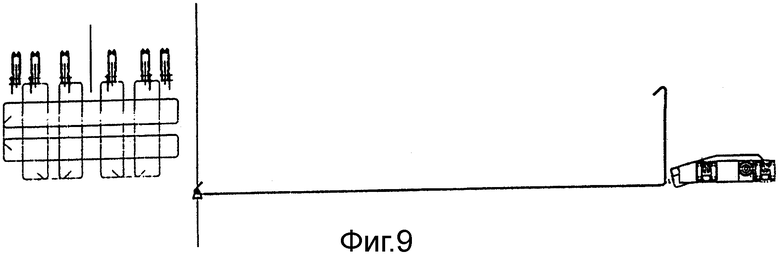
- на фиг. 9 показана, на виде сбоку, фаза сгибания другого конца охватывающего каркаса;
- на фиг. 10 показана, на виде сбоку, расположенная дальше по ходу тележка, продвинутая к сгибающему узлу, чтобы имелась возможность выполнить сгибание последней стороны внешнего охватывающего каркаса;
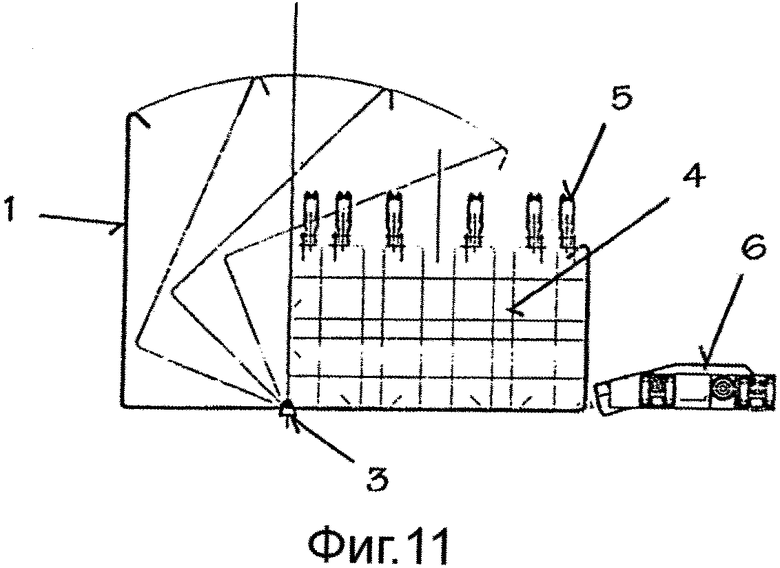
- на фиг. 11 показана, на виде сбоку, расположенная дальше по ходу тележка, продвинутая дальше к сгибающему узлу, чтобы имелась возможность выполнить предпоследнюю сторону охватывающего каркаса, определенно закрывая предварительно собранные простые каркасы и в процессе образуя составной сетчатый каркас;
- на фиг. 12 показан, на виде сбоку, возможный составной каркас, который состоит из двух простых каркасов плюс внешний охватывающий каркас, с предпоследней стороной в фазе закрывания;
- на фиг. 13 показан, на виде сбоку, пример составного каркаса на предыдущей фигуре с завершенным закрыванием;
- на фиг. 14 показан, на виде сбоку, возможный составной каркас, образованный двумя одинаковыми простыми каркасами, со вставкой согнутого стержня или сетки с нерегулярными ячейками для того, чтобы зафиксировать на месте простые каркасы внутри внешнего охватывающего каркаса в фазе закрывания;
- на фиг. 15 показан, на виде сбоку или в поперечном разрезе, полностью законченный составной каркас на предыдущей фигуре;
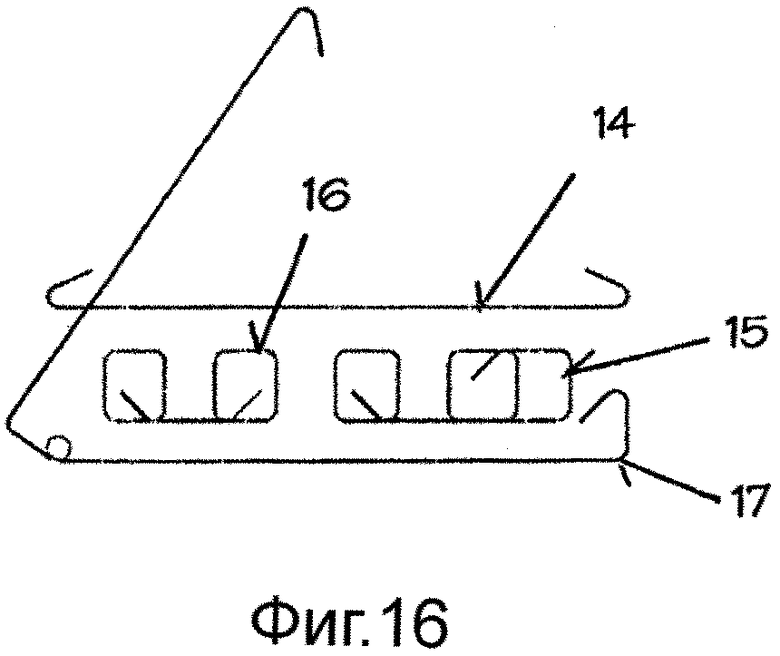
- на фиг. 16 показан, на виде сбоку, другой пример составного каркаса, образованного двумя разными простыми каркасами вместе со стержнем или сеткой с нерегулярными ячейками с согнутыми концами, до закрывания внешнего охватывающего каркаса;
- на фиг. 17 показан, на виде сбоку, завершенный предыдущий пример составного каркаса;
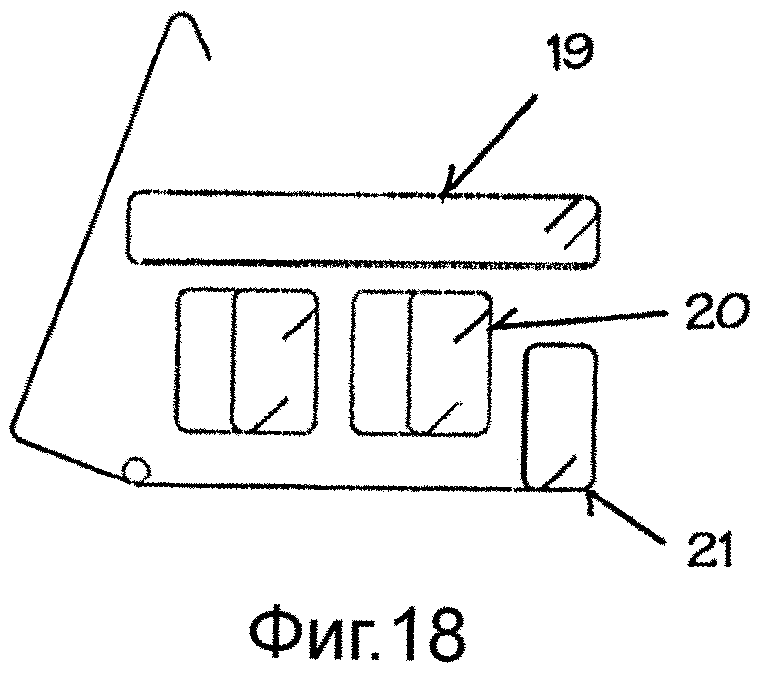
- на фиг. 18 показан, на виде сбоку, другой пример составного сетчатого каркаса, образованного тремя простыми каркасами, два из которых являются одинаковыми, и один является прямоугольным, до фазы закрывания охватывающего каркаса;
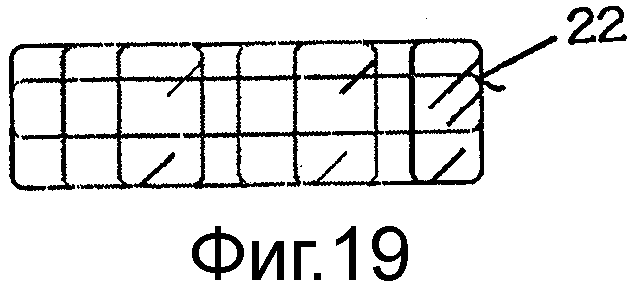
- на фиг. 19 показан, на виде сбоку, завершенный предыдущий каркас;
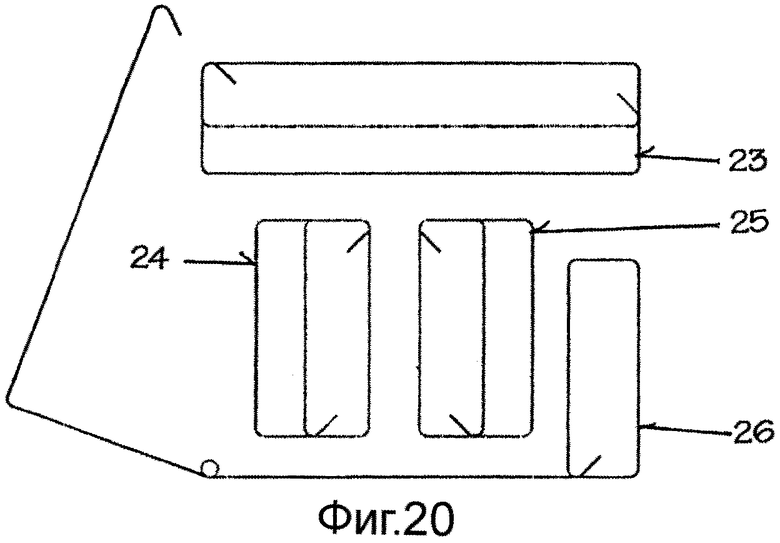
- на фиг. 20 показан, на виде сбоку, другой пример формирования составного каркаса, образованного тремя простыми каркасами плюс каркас, который включен в образование охватывающего каркаса;
- на фиг. 21 показан, на виде сбоку, полностью закрытый и законченный составной каркас;
- на фиг. 22 показан, на виде сбоку, другой вариант осуществления составного каркаса, образованного четырьмя простыми каркасами разных размеров, различным образом соединенными друг с другом с тем, чтобы определить разделенную конструкцию, плюс внешний охватывающий каркас;
- на фиг. 23 показан, на виде сбоку, завершенный составной каркас на предыдущей фигуре;
- на фиг. 24 показан, на виде сбоку, другой вариант осуществления составного каркаса, образованного тремя большими простыми каркасами, два из которых являются одинаковыми и один больше, которые проникают друг в друга таким образом, чтобы распределяться по всему сечению и затем охватываться внешним охватывающим каркасом;
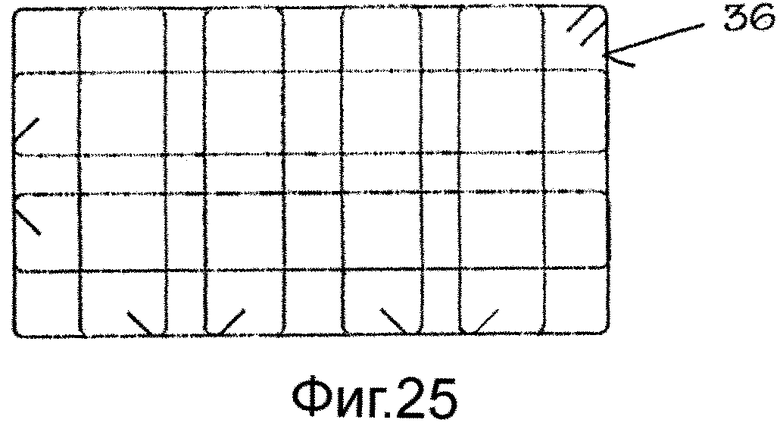
- на фиг. 25 показан, на виде сбоку, завершенный составной каркас на предыдущей фигуре;
- на фиг. 26 показан, на виде сбоку, последний вариант осуществления составного каркаса, образованного двумя предварительно собранными простыми каркасами небольшого размера, которые расположены на расстоянии друг от друга внутри внешнего охватывающего каркаса, в фазе закрывания;
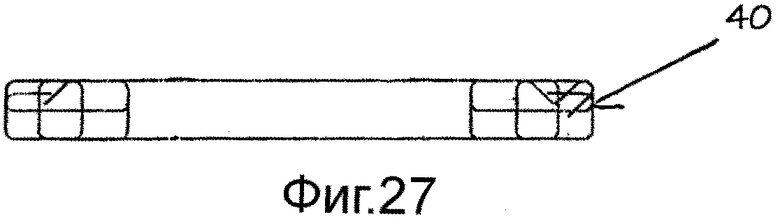
- на фиг. 27 показан, на виде сбоку, завершенный составной каркас на предыдущей фигуре;
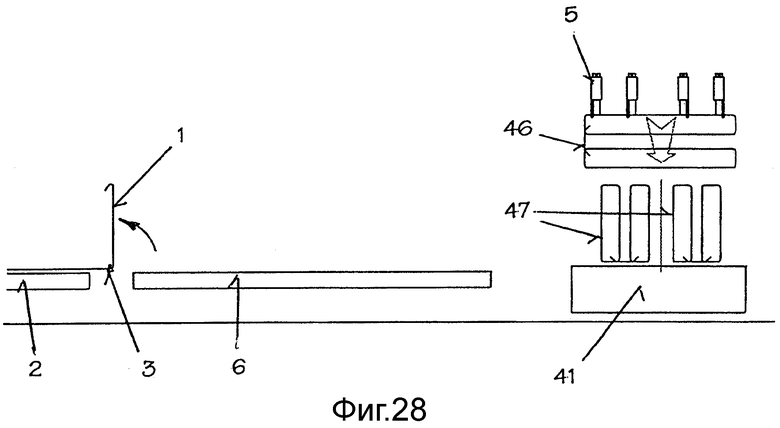
- на фиг. 28 показана, на схематичном виде сбоку, зона размещения и/или предварительной сборки, расположенная дальше по ходу относительно сгибающего узла, который продолжает сгибание, в то время как осуществляется вставка простых каркасов;
- на фиг. 29 показана, на виде сбоку, следующая фаза, т.е. фаза автоматических захватов, захватывающих предварительно собранные простые каркасы, в то время как сгибающий узел продолжает работать, обслуживаясь соответствующими тележками;
- на фиг. 30 показана, на виде сбоку, следующая фаза, т.е. фаза перемещения предварительно собранных простых каркасов и их расположения внутри охватывающего каркаса в конечной фазе закрывания;
- на фиг. 31 показана, на виде сбоку, конечная часть автоматизированной системы для формирования составных каркасов, получаемых из электросварных металлических сеток с регулярными или нерегулярными ортогональными ячейками;
- на фиг. 32 показана, на виде сверху, конечная часть системы на предыдущей фигуре, для формирования составных сетчатых каркасов;
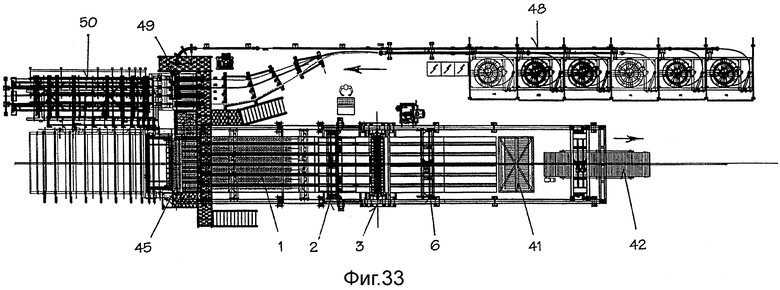
- на фиг. 33 показана, на виде сверху, полная система для образования плоской электросварной металлической сетки, содержащая, в конечной части, узел, на который делается ссылка в настоящем патенте, для образования составных каркасов;
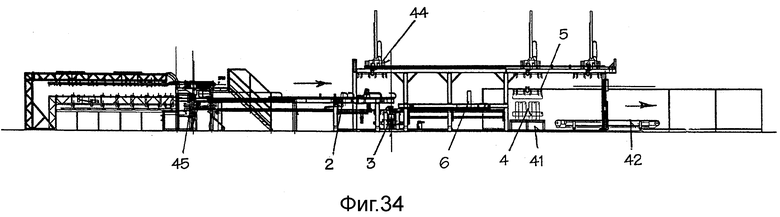
- на фиг. 34 показан, на виде сбоку, узел с предыдущей фигуры;
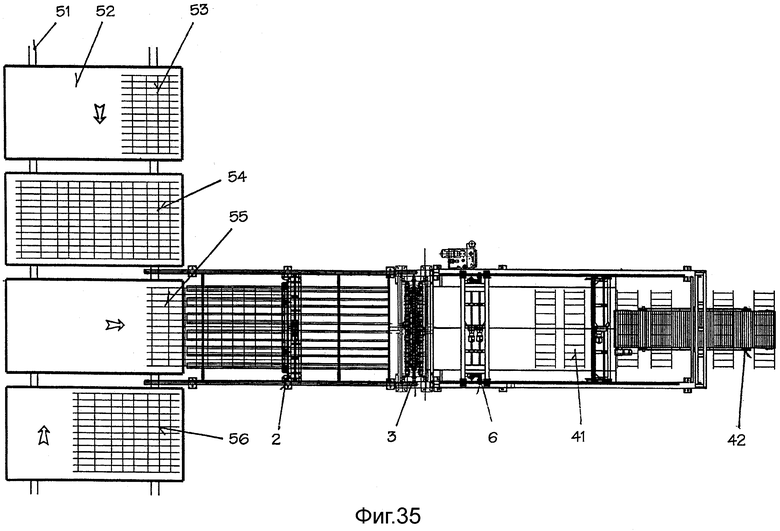
- на фиг. 35 показано, на виде сверху, возможное применение узла для образования составных сеток, который имеет подвижный подающий магазин ближе по ходу, который обеспечен с различными электросварными металлическими сетками различных геометрических форм и/или различных разных размеров;
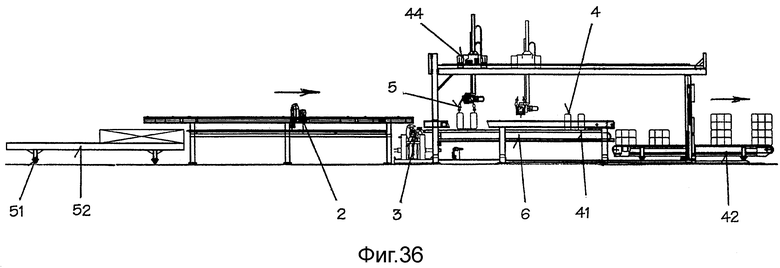
- на фиг. 36 показан, на виде сбоку, узел с предыдущей фигуры.
Как можно увидеть на различных фигурах, способ включает непрерывное создание составных сетчатых металлических каркасов, начиная от плоских электросварных металлических сеток, с постоянными ортогональными ячейками (1) или с нерегулярными ортогональными ячейками (1.1), которые образованы электросварочным узлом (45), который питается различными катушками металлического стержня (48), фиг. 33 и 34. Стержень (49) разрезается по размеру и вставляется поперечно относительно продольных стержней (50), что будет образовывать конечную металлическую сетку. Составные каркасы изготавливаются, начиная от одного или более простых каркасов (46) (47), которые автоматически размещаются и/или предварительно собираются дальше по ходу в зоне (41) размещения и/или предварительной сборки, при этом охватывающий каркас одновременно образуется, и до того, как такой охватывающий каркас закрывается, вышеупомянутые предварительно собранные каркасы (4) вставляются в него, таким образом образуя составной сетчатый каркас.
Способ является непрерывным, т.е. как только простой каркас (46) (47) был изготовлен сгибающим узлом (3), он немедленно перемещается дальше по ходу, в зону (41) размещения и/или предварительной сборки, посредством верхних подвижных тележек (44), которые предусмотрены с автоматическими захватами (5). В этой зоне простые каркасы (46) (47) могут просто помещаться бок о бок или соединяться посредством вставки друг в друга для образования вышеупомянутых предварительно собранных каркасов (4), чтобы затем возвращаться к сгибающему узлу (3), когда создается внешний охватывающий каркас, и они вставляются и поддерживаются в положении, незначительно поднятом над рабочим уровнем, до того, как внешний охватывающий каркас определенно закрывается.
Основная часть способа настоящего изобретения графически показана на фигурах 3-11, где в начале расположенная ближе по ходу тележка (2) размещает металлическую охватывающую сетку (1) таким образом, чтобы осуществить первое сгибание концов посредством сгибающего узла (3); затем предварительно собранный каркас (4) вставляется, посредством верхней тележки (44), которая предусмотрена с автоматическими захватами (5), при этом такой предварительно собранный каркас (4) содержит простые каркасы (46) (47), которые были ранее сформированы и временно размещались в зоне (41) размещения и/или предварительной сборки. Таким образом, сгибание сторон охватывающей сетки (1) (1.1) также выполняется посредством применения расположенной дальше по ходу тележки (6), до тех пор, пока она полностью не закроется, таким образом, окружая вышеупомянутые предварительно собранные каркасы (4) и образуя единый составной каркас, который готов к удалению, снова используя верхние тележки (44), посредством помещения готового изделия на удаляющий узел (42).
Также показаны несколько вариантов осуществления составных каркасов, (9) (13) (18) (22) (27) (32) (36) и (40), которые основаны на вставке простых каркасов одного из следующих типов: одинаковые (7) (11) (20) (28) (34); симметричные (24) (25) (37) (38); разных форм и размеров (10) (14) (15) (16) (19) (23) (29) (30) и (33). Внешние охватывающие металлические сетки могут быть плоскими по всему периметру только с согнутыми концами (12) (17) (31) (35) (39), или они могут, в свою очередь, составлять часть каркаса (8) (21) (26).
Машина, которая приспособлена для осуществления способа формирования составных каркасов непрерывно и автоматически без вмешательства оператора, выполнена из множества узлов, которые управляются посредством компьютеризированных систем. Прежде всего, она содержит сгибающий узел (3) с подвижной тележкой ближе по ходу, которая предусмотрена с автоматическими захватами для захватывания и перемещения металлической сетки независимо от того, является ли она регулярной (1) или нерегулярной (1.1) по типу. Аналогичная тележка (6) находится дальше по ходу перемещения. Еще дальше по ходу перемещения имеется зона (41) размещения и/или предварительной сборки для простых каркасов, которые будут перемещаться и вставляться в охватывающую сетку во время фаз ее образования и закрывания. Также дальше по ходу перемещения имеется конечный удаляющий узел (42) для готовых составных каркасов. Над всеми из этих узлов, на подходящей верхней конструкции (43), работает множество подвижных узлов (44), которые способны перемещаться параллельно рабочему уровню ниже и которые предусмотрены с автоматическими захватами (5) для перемещения всех каркасов на различных обслуживающих станциях. Как показано на фиг. 34, захваты (5) могут перемещаться вдоль перемещающихся узлов (44) и подниматься или опускаться вертикально относительно них.
Способ изготовления составных сетчатых каркасов и соответствующая машина для автоматического создания могут использоваться дальше по ходу относительно системы для автоматического изготовления электросварных металлических сеток фиг. 33 и 34 и, более конкретно, дальше по ходу относительно автоматического электросварочного узла (45), или они также могут работать, дальше по ходу перемещения, с автоматическим подвижным хранилищем, фиг. 35 и 36, предусмотренным с несколькими подвижными тележками (52), которые скользят по рельсам (51) и которые несут на себе металлические сетки различных форм и размеров (53) (54) (55) (56).
В соответствии с предпочтительным аспектом изобретения, предложен способ автоматического и непрерывного создания и сборки составных сетчатых каркасов, получаемых из электросварных металлических сеток с постоянными ортогональными ячейками (1) и/или нерегулярными ортогональными ячейками (1.1), которые могут применяться в качестве арматур при бетонировании в сейсмостойких строительных объектах, отличающийся тем, что он включает в начале изготовление одного или более простых каркасов различных форм и размеров, или даже простых прямолинейных и/или согнутых прутков, которые временно размещаются дальше по ходу перемещения в зоне (41) размещения и/или предварительной сборки, чтобы обеспечить их непрерывное создание; в указанной зоне они собираются, помещаются бок о бок и/или накладываются друг на друга и/или побуждаются проникать друг в друга, будучи всегда манипулируемыми автоматически с помощью подходящих захватов, и затем перемещаются в предварительно собранных каркасах (4) к сгибающему узлу (3) во время образования внешнего охватывающего каркаса, который, когда работа закончена, будет охватывать их, таким образом образуя составную трехмерную сетчатую конструкцию.
Предпочтительно, в вышеприведенном способе, во время образования внешнего охватывающего каркаса, каркас или простые каркасы, помещенные бок о бок и/или проникающие друг в друга, предварительно собранные каркасы (4), поддерживаются поднятыми, посредством автоматических захватов (5), от плоскости скольжения электросварной металлической сетки (1) (1.1) для внешнего охватывающего элемента, чтобы обеспечить возможность его сгибания и определенного закрывания, таким образом окружая указанные предварительно собранные каркасы (4).
В соответствии с дополнительным предпочтительным аспектом вышеприведенного способа, каркасы, подлежащие окружению внешней охватывающей сеткой или каркасом, также могут быть составными и/или предварительно собираться и размещаться дальше по ходу до вставки в образуемый конечный охватывающий каркас.
Очевидно, изобретение не ограничено на варианте осуществления машины, описанном выше, начиная с того, какие другие формы и другие способы варианта осуществления могут быть установлены, и особенности выполнения могут в любом случае варьироваться, не отступая от сущности изобретения, как определено и как заявлено ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОВАЯ БИПОЛЯРНАЯ СБОРКА ДЛЯ ФИЛЬТР-ПРЕССНОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2280104C2 |
| ТОЛКАТЕЛЬ ПРОДУКТА | 2013 |
|
RU2697543C2 |
| ТОЛКАТЕЛЬ ПРОДУКТА | 2013 |
|
RU2643128C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ЗАКРЫТЫМ КОНЦОМ, СПОСОБЫ И АППАРАТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2442507C2 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УПАКОВКИ КЛИПСОВАНИЕМ И СВЯЗАННЫЕ С НИМ УСТРОЙСТВА, СПОСОБЫ, СИСТЕМЫ И КОМПЬЮТЕРНЫЕ ПРОГРАММНЫЕ ПРОДУКТЫ, ПРИГОДНЫЕ ДЛЯ УПАКОВЫВАНИЯ ЦЕЛЬНОЙ МЫШЕЧНОЙ ТКАНИ | 2010 |
|
RU2531003C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ ГАЗООБРАЗНЫХ, ЖИДКИХ ИЛИ СЫПУЧИХ СРЕД | 2013 |
|
RU2556018C1 |
| Устройство и способ изготовления металлической сетки | 2018 |
|
RU2753816C2 |
| ТРАНСПОРТНАЯ ТЕЛЕЖКА | 2016 |
|
RU2705882C1 |
| ПРЕДВАРИТЕЛЬНО СОБРАННАЯ ОТКРЫТАЯ КОРОБКА С АВТОМАТИЧЕСКИ ФОРМИРУЕМЫМИ ОПОРАМИ ДЛЯ ШТАБЕЛИРОВАНИЯ | 2013 |
|
RU2631173C2 |
| СПОСОБ НАСТОЛЬНОЙ ДИНАМИЧЕСКОЙ ИГРЫ, НАПРИМЕР, В ХОККЕЙ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2587057C2 |

















Изобретения относятся к машиностроению и могут быть использованы при изготовлении трехмерных сетчатых конструкций, применяемых в строительстве, в частности в секторе сейсмостойкого строительства. Способ включает предварительную сборку по меньшей мере одного каркаса в зоне, расположенной дальше по ходу относительно сгибающего узла для его непрерывного создания, перемещение по меньшей мере одного предварительно собранного каркаса к сгибающему узлу для образования внешнего охватывающего каркаса, подъем по меньшей мере одного предварительно собранного каркаса посредством автоматических захватов от плоскости скольжения электросварной металлической сетки, из которой подлежит сгибанию внешний охватывающий каркас для обеспечения сгибания внешнего охватывающего каркаса и его требуемого закрывания с окружением по меньшей мере одного предварительно собранного каркаса и образованием составной трехмерной сетчатой конструкции. Приведена конструкция машины для осуществления заявленного способа. Обеспечивается автоматизация изготовления составной трехмерной сетчатой конструкции. 2 н. и 8 з.п. ф-лы, 36 ил.
1. Способ автоматической сборки составных каркасов, полученных из электросварных металлических сеток, применяемых в качестве арматур при бетонировании в сейсмостойких строительных объектах, включающий следующие этапы, на которых:
осуществляют предварительную сборку по меньшей мере одного простого каркаса в сгибающем узле (3);
перемещают по меньшей мере один простой каркас в зону (41) размещения и/или предварительной сборки, расположенную дальше по ходу перемещения электросварной металлической сетки относительно сгибающего узла (3);
размещают электросварную металлическую сетку в сгибающем узле с образованием внешнего охватывающего каркаса;
возвращают назад по меньшей мере один простой каркас из зоны размещения или предварительной сборки в заданное положение над сгибающим узлом;
сгибают электросварную металлическую сетку с образованием составного каркаса, содержащего по меньшей мере один простой каркас, и
перемещают составной каркас на путь удаления.
2. Способ по п. 1, отличающийся тем, что на этапе предварительной сборки осуществляют предварительную сборку множества простых каркасов (46), (47), которые временно размещают в зоне (41) размещения и/или предварительной сборки, помещают бок о бок, и/или накладывают друг на друга, и/или обеспечивают проникновение друг в друга путем манипулирования множества предварительно собранных простых каркасов посредством автоматических захватов (5) для получения предварительно собранного каркаса, на этапе перемещения перемещают предварительно собранный составной каркас к сгибающему узлу и осуществляют его подъем и окружение с образованием трехмерной сетчатой конструкции.
3. Способ по п. 1, отличающийся тем, что используют электросварные металлические сетки, выполненные с постоянными ортогональными ячейками (1) и/или нерегулярными ортогональными ячейками (1.1).
4. Способ по п. 1, отличающийся тем, что по меньшей мере один предварительно собранный простой каркас (4) содержит простые прямолинейные и/или согнутые прутки.
5. Машина для автоматической сборки составных каркасов, полученных из электросварных металлических сеток способом по любому из пп. 1-4, характеризующаяся тем, что она содержит взаимодействующие друг с другом в координации и управляемые соответствующими компьютеризированными системами устройства:
1) горизонтальный сгибающий узел (3) двустороннего действия для электросварных металлических сеток, расположенный поперечно относительно хода продвижения сетки;
2) горизонтальную тележку (2), расположенную ближе по ходу продвижения сетки относительно сгибающего узла (3) параллельно ему и выполненную с автоматическими захватами для захвата и перемещения электросварных металлических сеток;
3) горизонтальную тележку (6), расположенную дальше по ходу продвижения сетки относительно сгибающего узла (3) параллельно ему и выполненную с автоматическими захватами для захвата и перемещения электросварных металлических сеток;
4) зону (41) размещения и/или предварительной сборки для горизонтального размещения и/или предварительной сборки по меньшей мере одного предварительно собранного каркаса (4), которая расположена дальше по ходу продвижения сетки относительно указанной тележки (6);
5) зону (42), расположенную дальше по ходу перемещения, чем зона (41) размещения и/или предварительной сборки, и предназначенную для удаления готовых составных каркасов;
6) множество верхних подвижных узлов (44), которые поддерживаются направляющими и рамой (43) и выполнены с автоматическими захватами (5) для захвата металлических сеток или каркасов и для обслуживания вышеупомянутых устройств машины.
6. Машина по п. 5, отличающаяся тем, что упомянутая тележка (2) выполнена с возможностью перемещения на уровне, расположенном выше и параллельно уровню перемещения электросварной металлической сетки, и расположена ортогонально указанному перемещению.
7. Машина по п. 5, отличающаяся тем, что упомянутая тележка (6) выполнена с возможностью перемещения на том же уровне, что и уровень перемещения электросварной металлической сетки, и расположена ортогонально указанному перемещению.
8. Машина по п. 5, отличающаяся тем, что упомянутые верхние узлы (44) выполнены в виде узлов интеллектуального типа с возможностью перемещения по команде на уровень, обеспечивающий возможность вставки и установки упомянутых каркасов (4) внутрь друг друга и/или вставки их во внешний охватывающий каркас (1) (1.1) во время его образования.
9. Машина по п. 5, отличающаяся тем, что она выполнена в виде оборудования автономного типа с возможностью использования в нем предварительно сформированных плоских электросварных металлических сеток заданных размеров и/или геометрических форм, распределенных подвижным автоматическим магазином с тележками (52).
10. Машина по п. 5, отличающаяся тем, что она расположена дальше по ходу перемещения электросварной металлической сетки относительно автоматического сварочного узла (45),
предназначенного для последовательного изготовления заданной плоской электросварной металлической сетки с регулярными ячейками (1) и/или нерегулярными ячейками (1.1).
| GB 1587993 A,15.04.1981 | |||
| Способ изготовления объемных проволочных сеток и устройство для его осуществления | 1989 |
|
SU1643135A1 |
| RU 211182101 C1, 27.05.1998 | |||
| Многоканальный сигнализатор изменения состояния объекта | 1977 |
|
SU622137A1 |
| JP 6226387 A, 16.08.1994 | |||

