1
(21)4641489/12
(22)26.01.89
(46) 23.04.91. Бюп. V 15
(71)Проектно-технологический институт автоматизации и механизации производства
(72)Г.И.Бойков
(53)621.778.28 (088.8)
(56)Наставление по военно-инженерному делу для Советской Армии. - Воен- издат, 1966, с. 14-17.
Станок для навивки гирлянд. Чертеж СНГ.ОО.ООСБ, 1970, учреждение ЯЦ 34/8.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ПРОВОЛОЧНЫХ СЕТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к изготовлению металлических сеток из проволоки и позволяет повысить производительность. Способ изготовления объемных проволочных сеток, заключается
в том, что металлическая проволока навивается двойным ходом в две ветви пересекающейся спиралью на многогранные барабаны. Проволока одновременно навивается на несколько многогранных неподвижных консолеобразных барабанов, спирали скручиваются после сближения барабанов по окончании навивки одновременно во всех необходимых узлах скрутки, пересечений и касаний отдельных витков и соседних спиралей в трехмерном направлении специальными механизмами скрутки, образуя бесконечную объемную проволочную сеть, которая автоматически снимается с барабанов. Устройство для осуществления способа изготовления объемных проволочных сеток содержит многогранные барабаны, выполненные консолеобразно с отдельными или всеми подвижными вертикальными гранями, и имеет механизм синхронного перемещения подвижных граней. Устройство содержит также расположенные на каркасе в несколько ярусов подвижные кассеты для нескольких консолеобразных барабанов, направляющие элементы, механизмы съема и навивки проволоки, вертикального и горизонтального перемещений кассет, специальные механизмы скрутки, со стоящие жз блоков гребенок, и конвейер со специальными захватами для перемещения кассет. 2 с. и 3 з.п. ф-лы, 11 ил.
(Л
о
4
СО
Ј5 yi



| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1990 |
|
RU2030021C1 |
| Установка для формования предварительно напряженных трубчатых изделий из бетонных смесей | 1981 |
|
SU1188008A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ГИБКОГО ТЯГОВОГО ОРГАНА НА БАРАБАН ЛЕБЕДКИ | 2017 |
|
RU2665999C1 |
| АВТОМАТ ЗАРЯЖАНИЯ ПУШКИ ТАНКА | 2015 |
|
RU2602005C1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для укладки проволоки в мотки | 1977 |
|
SU733763A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ КОНЦОВ ПРОВОЛОКИ ВОКРУГ ЖГУТА | 1994 |
|
RU2095181C1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Устройство для разбраковки п-образных ферритовых сердечников | 1972 |
|
SU449374A1 |



Изобретение относится к области изготовления объемных металлических сеток из проволоки.
Цель изобретения - повышение производительности.
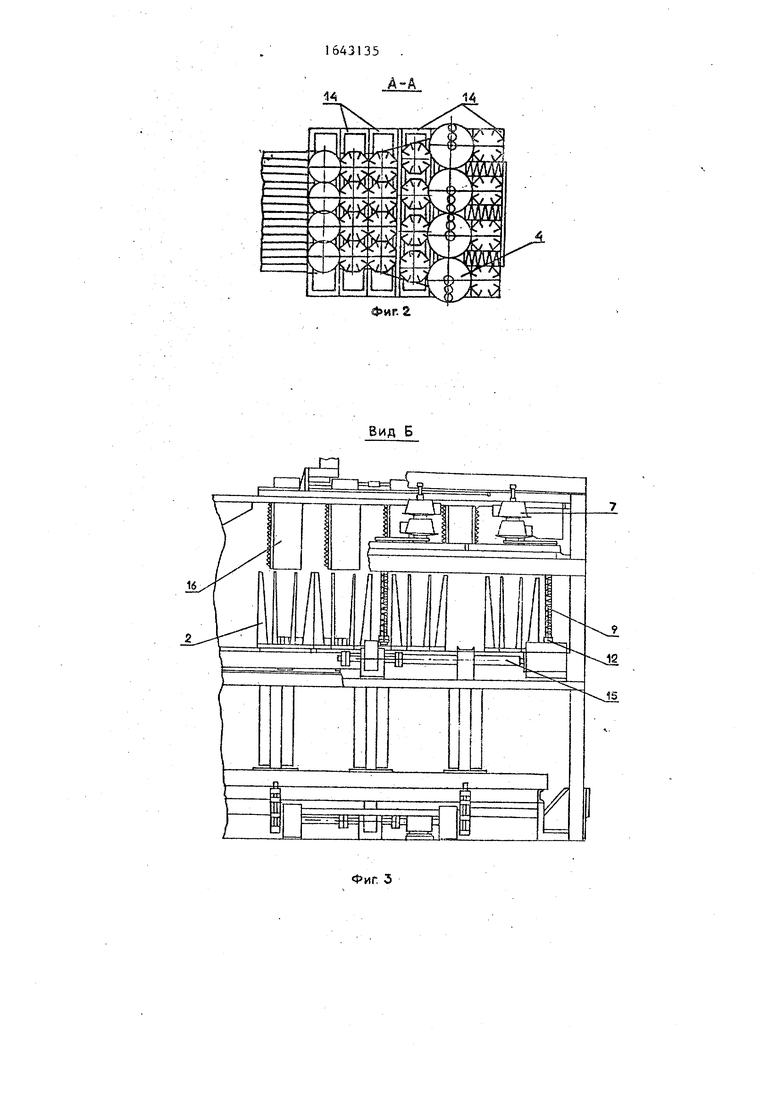
На фиг. 1 изображено устройство для изготовления объемных проволочных сеток, общий вид; на фиг. 2 .- разрез А-А на фиг. 1; на фиг. 3 вид К на фиг. 1} на фиг „ 4 - механизм навивки,1 на фиг. 5 - барабан с кассетой; на фиг. 6 - вид Б на фиг. 5; на фиг. 7 - механизм скрутки; на фиг. 8 - вид Г на фиг. 7J на фиг. 9 - каретка с роликами раздаточного механизма; на фиг. 10 - вид Д на фиг. 9 J на фиг.11- вид Е на фиг. 1.
Устройство содержит каркас 1, обеспечивающий трехъярусное расположение механизмов и направляющих элементов, консолеобразные восьмигранные составное вертикально расположенные барабаны 2, предназначенные для навивки спиралей и расположенные в среднем ярусе каркаса 1. Над каждым барабаном 2 расположен в верхнем ярусе каркаса 1 механизм 3 навивки, состоящий из зубчатого колеса 4, в центре которого на неподвижном валу 5 расположены катушки 6 для бунтов 7 проволоки, а на периферии зубчато- 15
10
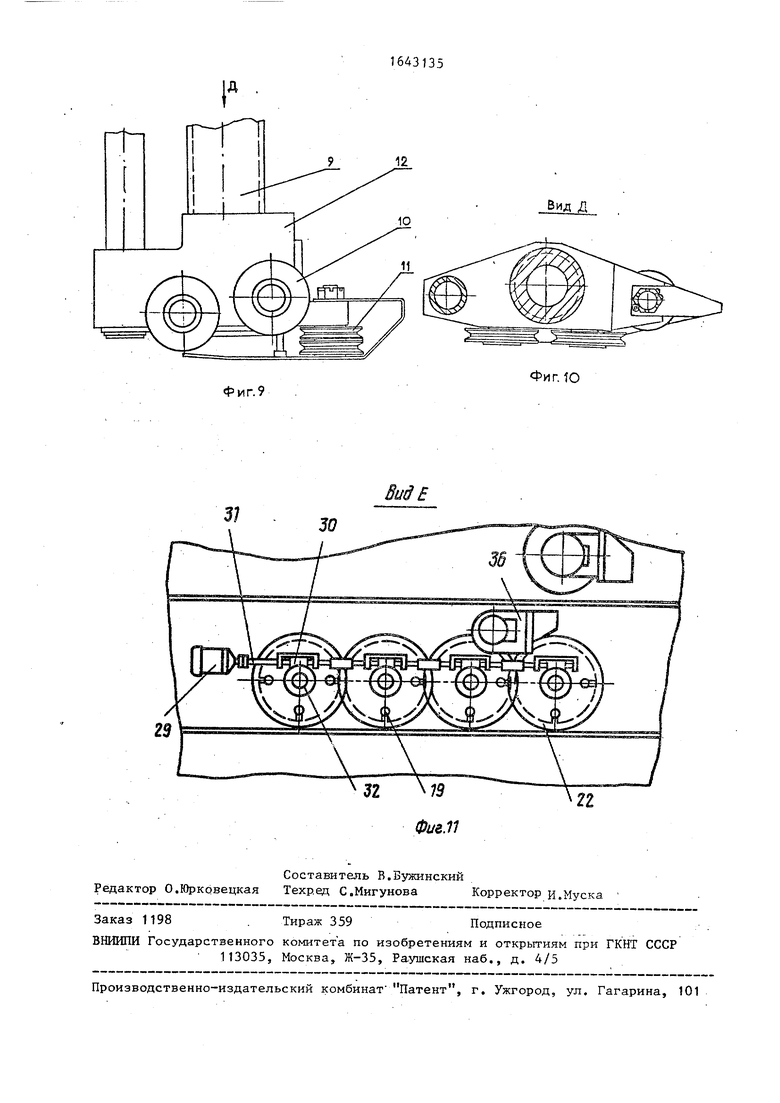
го колеса 4 выполнен раскладочный механизм 8, состоящий из вертикального винта 9 со специальной резьбой, расположенного вдоль барабана 2, и имеющий направляющие 10 и подающие 11 ролики, смонтированные на каретке 12, выполненной с возможностью возвратно-поступательного движения по винту 9, кинематически связанному зубчатой передачей 13 с зубчатым колесом 4.
Барабаны 2 расположены в кассетах 14, вместе с которыми посредством механизма 15 горизонтального перемещения могут передвигаться с позиции на позицию.
Механизм 16 скрутки расположен в верхнем ярусе каркаса 1 над позицией скрутки и состоит из вертикально расположенных составных гребенок 17,
16431354
ния кассет 14 с барабанами 2 с механизма 24 опускания на механизм 25 подъема.
Устройство работает следующим образом.
С бунтов 7, расположенных над каждым барабаном 2, нити проволоки соответствующих сечений пропускаются вдоль винта 9 на направляющие ролики 10 и подающие 11 ролики. По выходе из каретки 12 нити проволоки закрепляются на барабанах 2, расположенных в ряд на кассете 14. Включением приводов 27 приводятся синхронно в движение зубчатые колеса 4 механизмов 3 навивки. Барабаны 2 расположены в ряду на некотором расстояния один от другого, достаточном для прохождения винтов 9 с кареткой 12 вокруг барабанов 2 для навивки спиралей. Одновременно при сообщении вращения зубчатым колесам 4 через зубчатые передачи 13 винты 9 получают вращение вокруг собственной вертикальной оси k для сообщения движения каретки 12 вверх и вниз с целью получения цилиндрических гирлянд 28 объемной сетки из двух противоположно навитых спиралей. После того, как каретка 12 опустится по винту 9, отключаются приводы 27 и ряд барабанов 2 на кассете 14 по спиральным направляющим (не показано) перемещается через промежуточную позицию на позицию
20
25
30
содержащих зубчатую планку 18, червяк 35 скрутки. Причем направляющие изогнуты таким образом, что барабаны 2 сближаются и на позиции скрутки оказываются вплотную друг к другу.
19, червячные колеса 20 с иглообразным шипом, расположенные вдоль червяка 19 с определенным шагом, равным шагу скрутки витков. С торцов червячных колес 20 симметрично относительно иглообразного шипа расположены заостренные стержни 21. Составные гребенки 17 расположены на периферии зубчатого колеса 22 и выполнены с возможностью радиального перемещения на определенное расстояние. Механизмы 16 скрутки выполнены с возможностью возвратно-поступательного движения вверх-вниз.
ты таким образом, что барабаны 2 сближаются и на позиции скрутки о зываются вплотную друг к другу.
Включением привода (не показан
40 механизмы 16 скрутки опускаются
внутрь барабанов 2 с навитыми гир дами 28. Вкпючением привода 29 в механизмах 1б скрутки одновременн над каждым барабаном 2 начинают р
45 ботать червячные передачи 30, чер ки которых смонтированы на общей оси, а валы 31 червяков соединены муфтами. Червячные передачи 30 пр водят во вращение вертикальные ва
Механизм 23 съема изделия выполнен 50 32 в каждом механизме 16 скрутки,
Валы 32 через диски 33 с выполнен в них спиралью Архимед а взаимодейст ют с валами J4, расположенными па раллельно составным гребенкам 17 55 жестко связанными с ними, и сдвиг гребенки 17 в радиальном направле нии на заданное расстояние. В рез тате этого перемещения зубчатые п
в среднем ярусе каркаса 1 в виде вил.
Механизм 24 вертикального перемещения (опускания) кассет 14 с барабанами 2 и механизм 25 вертикального перемещения (подъема) представляют собой устройства домкратного типа.
В нижнем ярусе каркаса 1 расположен цепной конвейер 26 для перемещескрутки. Причем направляющие изогнуты таким образом, что барабаны 2 сближаются и на позиции скрутки оказываются вплотную друг к другу.
Включением привода (не показано)
механизмы 16 скрутки опускаются
внутрь барабанов 2 с навитыми гирляндами 28. Вкпючением привода 29 в механизмах 1б скрутки одновременно над каждым барабаном 2 начинают работать червячные передачи 30, червяки которых смонтированы на общей оси, а валы 31 червяков соединены муфтами. Червячные передачи 30 приводят во вращение вертикальные валы
32 в каждом механизме 16 скрутки,
Валы 32 через диски 33 с выполненной в них спиралью Архимед а взаимодейству- ют с валами J4, расположенными параллельно составным гребенкам 17 и жестко связанными с ними, и сдвигают гребенки 17 в радиальном направлении на заданное расстояние. В результате этого перемещения зубчатые план5u
ки 18 входят витков спиралей гирлянд 28, а в том месте, где барабаны 2 стоят вплотную зубцы планки 18 входят между витков гирлянд 28 и на соседних барабанах 2 и своими клиновидными зубцами направляют проволоки витков в пазы червячного колеса 20 с расположенными в нем иглообразными шипами, которые и производят скрутку витков при вращении червячных колес 20. Заостренные стержни 21, расположенные на определенном расстоянии по торцам червячных колес 20 симметрично относительно осей иглообразных шипов, входят межд проволоками витков на одной линии с иглообразными шипами и ограничивают величину узла скрутки. Одновременно с этим червяки 19 через шестерни 35, жестко на них закрепленные (на верх- нем конце червяка 19), входят во внутреннее зацепление с зубчатым колесом 22 и сообщают вращательное движение червячным колесам 20. В месте, где барабаны 2 стоят вплотную, иглообразные шипы захватывают витки гирлянд обоих соседних барабанов 2 и производят скрутку как в ряду между барабанами, так и между соседними рядами барабанов 2 на кассетах 14, причем скрутка витков в узлы производится по четырем образующим барабанов 2 (или гирлянд 28), диаметрально противоположных друг другу, вдоль оси барабанов с определенным шагом. По окончании скрутки привод 36 отключается, составные гребенки 17 по радиальным пазам отводятся на место приводом 29 (включением реверса), а механизмы 16 скрутки поднимаются из барабанов 2 в верхний ярус каркаса 1.
При перемещении ряда барабанов 2 на позицию скрутки одновременно на позицию навивки перемещается следующий ряд барабанов 2, т.е. на каждую позицию устройства при движении механизма 15 горизонтального перемещения продвигается следующий ряд барабанов на кассетах 14. На каждой позиции соответствующие операции способа происходят одновременно. После окончания скрутки ряд барабанов 2 на кассете 14 передвигается механизмом 15 горизонтального перемещения на промежуточную позиций) для скрутки гирлянд 28 с такими же гирляндами на следующем ряду барабанов
10
15
3135г-;
2, передвинутых с позиции навивки на позицию скрутки. Таким образом
скрутка по четырем сторонам бараба- нов производится в два приема: соб ственно на позиции скрутки производится скручивание витков на первой половине ряда барабанов 2, затем при перемещении его на промежуточную позицию витки ирлянд 28 второй части перемещенного ряда барабанов 2 скручиваются как меяду собой так к с витками следующего ряда барабанов 2, находящегося на позиции скруки.
После скрутки гирлянд 28, расположенных ла поедыдущем ряду барабанов 2, с гирляндами 28 на следующем ряду барабанов 2 первый ряд (или предыдущий) барабанов 2 перемешается на
20 позицию объемной сетки.
В барабанах 2 грани представляют собой неподвижные 37 и подвижные 38, ребра, выполненные с возможностью радиального перемещения к центру ба-
25 рабанов 2. Одновременно с установкой на каретку механизма 24 вертикального перемещения (опускания) барабанов 2 на кассете 14 вилообразный съемник 23 вхогтит под основания гирлянд 28
, между ребрами барабанов 2. После
радиального смещения ребер 38 барабанов 2 натяжение витков гирлякд 28 на барабанах 2 ослабевает и снятие части готовой сетки производится опусканием этих барабанов 2 на кон35 вейер 26 кареткой механизма 24 вертикального перемещения. Одновременно происходит опускание пустой каретки механизмом 25 вертикального перемещения (подъема), При перемещении кассеты 14 с барабанами,2 цепным конвейером 26 с помощью специальных направляющих (не показано) барабаны 2 раздвигаются в ряду на необходимое для навивки расстояние. Механизм 25 подъема поднимает ряд пустых барабанов 2 на подготовительную позицию на среднем ярусе каркаса 1, с которой механизм 15 горизонтального перемещения барабаны 2 перемещаются на по- зицию навивки. Цикл повторяется непрерывно за счет одновременного перемещения всех кассет 14 с барабанами 2, находящихся на втором (среднем) ярусе каркаса 1.
Каждая часть объемной сети, снятая с барабанов 2, связана скрутками, а также технологическими перемычками из проволок между гкрлянда40
5
10
15
20
25
то обеспечивает непрерывный процесс изготовления единой цельной объемной сетки необходимой лины.
.Пример. Для изготовления объ- емкой сетки МЗП (малозаметное препятствие) , используемой в охранных сооружениях и других известных слуаях навивка гирлянд 28 осуществляется на четыре барабана 2. -Каждая гирлянда 28 состоит из двух противоположно навитых спиралей из двух проволок. Навивка производится с двух бунтов 7 проволоки необходимого диаметра через механизмы 8, которые, вращаясь вокруг барабанов 2, одновременно перемещаются возвратно-поступательно вдоль них, навивая пересекающиеся спирали (т.е. образуются цилиндрические гирлянды) за один двойной ход, соответствующий 25 оборотам шестеренчатого колеса механизма 3 навивки.
Механизмы 16 скрутки расположены каждый над соответствующим барабаном 2 и содержат различное количество составных гребенок 17„ На одном из крайних механизмов 16 скрутки расположено три составных гребенки 17, на остальных трех механизмах 16 скрутки - по две гребенки 17, расположенных под углом 90° одна к другой. Расположение составных гребенок 17 обеспечивает скрутку не только витков между собой в гирляндах 28, навитых на барабаны 2, но и скрутку гирлянд 28 между собой, а также гирлянд следующего навитого ряда из четырех барабанов 2. При этом проволоки ке обрезаются, а протягиваются от позиции навивки до позиции скрутки, образуя технологические перемычки. Затем ряд барабанов проталкивается на каретку механизма 24 опускания и вилообразного съемника 23 для съема части объемной сетки. Четыре подвижных ребра 38 каждого барабана 2 радиально сводятся к центру, а сами барабаны 2 на кассете 14 опускаются на цепной конвейер 26. Одновременно с опусканием кассеты с барабанами опускается механизм 25 подъема. При перемещении барабанов 2 конвейером 26 специальные направляющие разводят барабаны 2 в исходное положение для навивки. При подъеме кассеты
30
35
40
45
50
55
0
5
135
8
14 с пустыми барабанами 2 одновременно поднимается в исходное положение механизм 24 вертикального перемещения (опускания) для принятия следующего ряда из четырех барабанов 2.
Всего задействовано в цикле изготовления объемной сетки двадцать барабанов 2,
Таким образом, в автоматическом режиме получается объемная проволочная цельная сетка МЗП необходимой длины и высоких эксплуатационных характеристик. Ручной труд исключается, резко повышается производительность труда.
Формула изобретения
0
5
0
5
0
5
0
5
одну составную гребёнку, состоящую из зубчатой планки, размещенного на приводном валу червяка, взаимодействующего с червяком червячного колеса, выполненного с пазом, в котором размещен иглообразный стержень, служащий для скрутки витков, отличающееся тем, что оно снабжено дополнительными барабанами, кассетой, на которой вертикально закреплены выполненные восьмиугольными барабаны, механизмами навивки, установленными над каждым барабаном и кинематически связанными между собой посредством зубчатой передачи для синхронного вращения, дополнительными механизмами скрутки, выполненными в виде отдельных блоков, (кинематически связанных через общий привод и зубчатые передачи, и установленными над рядок барабанов с возможностью опускания внутрь барабанов механизмами опускания и подъема кассет с барабанами и механизмами горизонтального перемещения кассет с барабанами.
16
1643135
1-0
o
5
0
5
0
с возможностью .возвратно-поступательного перемещения вдоль барабана.
к другому-и установленных с возможностью радиального перемещения посредством червячной передачи, в которой червяк взаимодействует с червячным колесом, жестко соединенным с верхним концом центрального вала механизма скрутки, в свою очередь жестко соединенного с введенными в устройство верхним и нижним дисками, на поверхности которых выполнены спирали Архимеда, взаимодействующие с валами составных гребенок.
Фиг. 1
М
А-А
Фиг.
Вид Б
Фиг. 3
У ииф
gsich9i
и
о «
m
(Г)
ro
t
40
.J/
w
и
CO
i
. s
-6,д .
Фиг. 9
Вид Д
Фиг. fO
Вид Е
