Техническое обоснование
Настоящее изобретение касается термопластической эластомерной композиции и формованных продуктов с использованием указанной композиции. Более конкретно, настоящее изобретение касается термопластической эластомерной композиции и листового материала, материалов для внутренней отделки автомобиля, слоистых пластиков и приборных панелей с использованием указанной композиции.
Уровень техники
Традиционно, в качестве способов получения поверхностного материала для деталей автомобиля и деталей бытовых приборов OA, предложены способы получения поверхностного материала, по которым композицию, содержащую винилхлоридный сополимер, формуют в листовой материал каландрированием или экструзией, и листовой материал формуют в вакууме, получая винилхлоридный сополимерный вакуум-формованный продукт (смотри, патентный документ 1), и по которым листовой материал, формованный из материала, включающего полипропиленовую смолу и термопластический эластомер на основе олефина, формуют, используя негативную форму для вакуумного формования, имеющую извитую поверхность, для получения поверхностного слоя (смотри, патентный документ 2).
Кроме того, был предложен способ получения внешнего корпуса из синтетической смолы, по которому внешний корпус получают с применением формовочного материала из порошковой термопластической синтетической смолы методом формования полых изделий заливкой и медленным вращением формы (смотри, патентный документ 3), и был предложен способ получения извитого формованного продукта из термопластического эластомера, по которому термопластический эластомерный порошок, включающий полиолефиновую смолу и сополимерный каучук этилен·α-олефин, плавят и наносят на внутреннюю поверхность металлической пресс-формы для переноса извитости с образованием извитости на поверхности формованного продукта (смотри, патентный документ 4). Также, был предложен поверхностный материал, полученный распылением с применением уретанового эластомера, и способ получения поверхностного материала (смотри, патентный документ 5).
Патентный документ
Патентный документ 1: патентная публикация Японии № 60-037784
Патентный документ 2: патентная публикация Японии № 63-004776
Патентный документ 3: патентная публикация Японии № 02-012733
Патентный документ 4: патент Японии № 2517073
Патентный документ 5: опубликованная патентная заявка Японии (перевод PCT заявки) № 10-500366
Краткое описание изобретения
Решаемые изобретением проблемы
К сожалению, в методах, описанных в патентных документах 1 и 2, при вытяжке листового материала вакуумным формованием, листовой материал имеет неравномерную толщину, штампованная извитость сглаженная, размер извитости становится увеличенным и глубина извитости становится меньше. В результате, не только на ощупь, но и внешний вид - хуже.
В методах, описанных в патентных документах 3 и 4, количество порошка, наносимого на пресс-форму, изменяется в зависимости от формы формованного продукта, и формованный продукт не может иметь равномерную толщину. По указанной причине, формованный продукт включает несколько участков, на которых на ощупь становится хуже, или поверхность формованного продукта с трудом удаляется из пресс-формы при извлечении из пресс-формы.
В методе, описанном в патентном документе 5, уретановый эластомер трудно наносить распылением на узкий участок. По указанной причине, материал накапливается, толщина формованного продукта является непостоянной из-за стекания раствора, и тактильная оценка колеблется.
Кроме того, чтобы точно воспроизвести вдавленные и выступающие рисунки металлической пресс-формы для передачи внешнего вида изделия, необходимо, чтобы поверхностный материал обладал высокой способностью к воспроизводству извитости. Считается, что литье под давлением с использованием стальной пресс-формы применимо в качестве способа повышения способности к воспроизводству извитости. Например, когда поверхностный материал для приборной панели, являющийся материалом для внутренней отделки автомобиля, отливают в форме, смолистый материал, используемый в материале для внутренней отделки автомобиля согласно обычному уровню техники, имеет низкую текучесть при формовании. По указанной причине, в случае, когда формованное изделие имеет сложную форму или имеет большую площадь поверхности, смолистый материал не может быть полностью залит без пустот в металлическую пресс-форму. Также, в случае, когда используют материал, обладающий высокой текучестью при формовании, физико-механические свойства, такие как характеристики удлинения и прочность на раздир, снижены, что является проблематичным. Таким образом, трудно удовлетворить физическим свойствам, требуемым для приборной панели, таким как текучесть при формовании, физико-механические свойства, внешний вид, тактильная оценка и износостойкость.
Настоящее изобретение построено на рассмотрении указанных обстоятельств. Цель настоящего изобретения состоит в разработке термопластической эластомерной композиции, обладающей высокой текучестью при формовании, физико-механическими свойствами и износостойкостью, и обеспечивающей хороший внешний вид и тактильное ощущение, и формованных продуктов с применением указанной композиции.
Способы решения проблемы
Настоящими заявителями обнаружено, что вышеуказанные проблемы могут быть решены с помощью термопластической эластомерной композиции, полученной сшивкой композиции, содержащей определенное количество гидрированного продукта блок-сополимера, имеющего, по меньшей мере, один блок, преимущественно включающий определенное количество (A) смолы на основе полипропилена, определенное количество (B) сопряженного диенового мономерного звена и, по меньшей мере, один блок, преимущественно включающий винилароматическое мономерное звено, определенное количество (С) мягчителя и определенное количество (D) полиорганосилоксана, при соблюдении определенных условий. Таким образом, было выполнено настоящее изобретение.
А именно, настоящее изобретение состоит в следующем.
[1] Термопластическая эластомерная композиция, полученная сшивкой композиции, содержащей нижеперечисленные компоненты (A)-(D):
[1] Термопластическая эластомерная композиция, полученная сшивкой композиции, содержащей нижеперечисленные компоненты (A)-(D):
(A) 100 массовых частей смолы на основе полипропилена,
(B) от 80 до 200 массовых частей гидрированного продукта блок-сополимера, имеющего, по меньшей мере, один блок, преимущественно включающий сопряженное диеновое мономерное звено и, по меньшей мере, один блок, преимущественно включающий винилароматическое мономерное звено,
(С) от 100 до 250 массовых частей мягчителя и
(D) от 5 до 20 массовых частей полиорганосилоксана,
термопластическая эластомерная композиция, удовлетворяющая приведенным ниже условиям (1)-(5):
(1) содержание винилароматического мономерного звена в компоненте (B) составляет от 30 до 80 массовых %,
(2) скорость течения расплава (ASTM D1238, 230°C, нагрузка 1,2 кг; MFR) составляет от 35 до 85 г/10 мин,
(3) твердость по стандарту JIS A составляет от 60 до 90,
(4) остаточное сжатие (JIS K6262, 100°C, 22 часа) составляет от 30 до 70% и
(5) удлинение при растяжении, при -30°C, не менее 80%.
[2] Термопластическая эластомерная композиция по [1], дополнительно удовлетворяющая нижеуказанным условиям (i) и (ii):
(i) вязкость расплава при скорости сдвига 100/сек, измеренная капиллярным вискозиметром, составляет от 30 до 200 Па·сек и
(ii) вязкость расплава при скорости сдвига 1000/сек, измеренная капиллярным вискозиметром, составляет от 10 до 40 Па·сек (где в качестве условия измерения вязкости расплава, измеренной капиллярным вискозиметром согласно условиям (i) и (ii), температура нагревания равна 230°C, диаметр цилиндра равен 9,55 мм, диаметр капилляра ø равен 1,0 мм и длина капилляра равна 10 мм).
[3] Термопластическая эластомерная композиция по [1] или [2], где, по меньшей мере, одна максимальная температура tgδ термопластической эластомерной композиции, измеренная динамическим анализом вязкоупругих свойств, существует в диапазоне от -25 до 40°C.
[4] Термопластическая эластомерная композиция по любому из [1]-[3], где компонент (A) в термопластической эластомерной композиции, полученной сшивкой, имеет средневесовую молекулярную массу, измеренную гель-проникающей хроматографией (ГПХ) с использованием о-дихлорбензола в качестве растворителя, в диапазоне от 5,0×104 до 2,0×105 в пересчете на полистирол.
[5] Термопластическая эластомерная композиция по любому из [1]-[4], где компонент (D) имеет кинематическую вязкость при 25°C, в соответствии с JIS Z8803, не менее 5000 сСт.
[6] Термопластическая эластомерная композиция по любому из [1]-[5], где блок, преимущественно включающий сопряженное диеновое мономерное звено, в компоненте (B) означает сополимерный блок, преимущественно включающий сопряженное диеновое мономерное звено и включающий винилароматическое мономерное звено.
[7] Термопластическая эластомерная композиция по любому из [1]-[6], дополнительно включающая от 40 до 80 массовых частей сополимера на основе этилен·α-олефина, включающего этиленовое звено и звено α-олефина, содержащего от 3 до 20 атомов углерода.
[8] Продукт, полученный литьем под давлением, содержащий термопластическую эластомерную композицию по любому из пунктов [1]-[7].
[9] Листовой материал, содержащий продукт, полученный литьем под давлением по пункту [8].
[10] Материал для внутренней отделки автомобиля, содержащий продукт, полученный литьем под давлением по пункту [8].
[11] Материал для внутренней отделки автомобиля по пункту [10], где средняя толщина не превышает 2 мм и площадь поверхности составляет не менее 1000 см2.
[12] Слоистый пластик, содержащий слой, включающий материал для внутренней отделки автомобиля по пункту [10] или [11] и
слой, включающий наполнитель, слоями нанесенный на слой, включающий материал для внутренней отделки автомобиля, где
наполнитель означает, по меньшей мере, одно вещество, выбираемое из группы, включающей полипропилен, акрилонитрилбутадиенстирольную (ABS) смолу, поликарбонат/акрилонитрилбутадиенстирольную смесь (смесь PC/ABS) и модифицированную полифениленэфирную смолу.
[13] Слоистый пластик по пункту [12], дополнительно содержащий слой, включающий пенистый материал, находящийся между слоем, включающим материал для внутренней отделки автомобиля, и слоем, включающим наполнитель.
[14] Приборная панель, содержащая слоистый пластик по пункту [12] или [13].
Полезные эффекты изобретения
Настоящим изобретением предложена термопластическая эластомерная композиция, обладающая высокой текучестью при формовании, физико-механическими свойствами и износостойкостью, и обеспечивающая хороший внешний вид и тактильное ощущение, и формованные продукты с применением указанной композиции.
Краткое описание чертежей
Фигура 1 представляет вид в перспективе одного из вариантов выполнения приборной панели согласно настоящему варианту осуществления.
Фигура 2 представляет увеличенный вид в разрезе области в районе участка накладки в приборной панели, показанной на фигуре 1, взятом по линии II-II'.
Фигура 3 представляет схему, показывающую технологию осуществления способа получения поверхностного материала 20 по примерам.
Фигура 4 представляет схематический вид в разрезе слоистого пластика 10a, имеющего двухслойную структуру и полученного в примерах.
Фигура 5 представляет схематический вид в разрезе слоистого пластика 10b, имеющего трехслойную структуру и полученного в примерах.
Варианты технического осуществления изобретения
Здесь далее, подробно описан вариант осуществления настоящего изобретения (здесь далее, просто называемый "настоящий вариант осуществления"), при необходимости, со ссылкой на чертежи. Нижеописанный настоящий вариант осуществления служит только примером для пояснения настоящего изобретения, и нельзя полагать, что настоящее изобретение ограничивается приведенным ниже содержанием. Кроме того, настоящее изобретение может быть надлежащим образом изменено, в рамках объема сущности, и реализовано.
Термопластическая эластомерная композиция согласно настоящему варианту осуществления (здесь далее, просто называемая "композиция" в ряде случаев) представляет собой термопластическую эластомерную композицию, полученную сшивкой композиции, содержащей нижеуказанные компоненты (A)-(D), композиция включает:
(A) 100 массовых частей смолы на основе полипропилена,
(B) от 80 до 200 массовых частей гидрированного продукта блок-сополимера, имеющего, по меньшей мере, один блок, преимущественно включающий сопряженное диеновое мономерное звено и, по меньшей мере, один блок, преимущественно включающий винилароматическое мономерное звено,
(С) от 100 до 250 массовых частей мягчителя и
(D) от 5 до 20 массовых частей полиорганосилоксана,
термопластическая эластомерная композиция, удовлетворяет приведенным ниже условиям (1)-(5):
(1) содержание винилароматического мономерного звена в компоненте (B) составляет от 30 до 80 массовых %,
(2) скорость течения расплава (ASTM D1238, 230°C, нагрузка 1,2 кг; MFR) составляет от 35 до 85 г/10 мин,
(3) твердость по стандарту JIS A составляет от 60 до 90,
(4) остаточное сжатие (JIS K6262, 100°C, 22 часа) составляет от 30 до 70% и
(5) удлинение при растяжении, при -30°C, не менее 80%.
Термопластическая эластомерная композиция по настоящему варианту осуществления обладает высокой текучестью при формовании, физико-механическими свойствами и износостойкостью, и обеспечивает хороший внешний вид и тактильное ощущение. Существует требование к разработке термопластической эластомерной композиции, обеспечивающей эффективное производство тонкого формованного продукта с большой площадью литья под давлением. По причине плохой текучести при формовании, термопластическая эластомерная композиция, отвечающая общепринятому уровню техники, не пригодна в качестве материала, используемого для получения формованного продукта сложной формы, такого как материалы для внутренней отделки автомобиля, литья под давлением. Например, существуют попытки улучшения текучести при формовании путем смешения большого количества смолы на основе полипропилена с термопластической эластомерной композицией, но твердость и остаточное сжатие полученного формованного продукта недостаточны, и непригодны для практического применения. Кроме того, даже если формованный продукт получают, контролируя условия литья под давлением, внешний вид, свойства каучука, тактильная оценка и механическая прочность полученного формованного продукта являются неудовлетворительными. В частности, материал для внутренней отделки автомобиля находит широкое применение в качестве наружного поверхностного материала для различных деталей автомобиля, и должен иметь высокую износостойкость.
Таким образом, сначала, настоящие заявители провели разнообразные исследования методов улучшения текучести при формовании. Например, в случае термопластической эластомерной композиции, используемой согласно общепринятому уровню техники, обычно, термопластическая эластомерная композиция имеет высокое содержание каучукового компонента, не менее 50 массовых %. По указанной причине, даже если текучесть смолы на основе полипропилена, в качестве матричного компонента, повышена, улучшение текучести каучуковой части, как обособленного компонента, служит препятствием для получения удовлетворительной текучести. В результате всестороннего исследования условий получения и тому подобного, настоящими заявителями установлено, что в экструдере, путем примешивания органического пероксида или тому подобного, можно регулировать молекулярную массу смолы на основе полипропилена до сшивки и указанную молекулярную массу после сшивки можно регулировать таким образом, чтобы попадать в соответственно заданные диапазоны; таким образом, каучуковый компонент является достаточно сшитым, и формуется в тонкодисперсные частицы. В таком случае, успешно получают термопластическую эластомерную композицию по настоящему варианту осуществления, которая удовлетворяет определенным условиям, таким как (1)-(5). Также установлено, что термопластическая эластомерная композиция обладает на удивление высокой текучестью при формовании, физико-механическими свойствами и износостойкостью, и обеспечивает хороший внешний вид и тактильное ощущение.
Компонент (A)
Компонент (A) представляет собой смолу на основе полипропилена. Здесь смола на основе полипропилена означает гомополимеры пропилена и сополимеры пропилена, и другого мономера, сополимеризуемого с пропиленом. С точки зрения физико-механических свойств, гомополипропилены являются предпочтительными. Также могут быть использованы сополимеры пропилена и этилена, и тому подобное.
Конкретные примеры сополимера пропилена могут включать сополимеры пропилена и другого α-олефина, такого как этилен, бутен-1, пентен-1 и гексен-1. Структура сополимера пропилена строго не ограничивается, и может представлять собой любой блок-сополимер и статистический сополимер.
В настоящем варианте осуществления, скорость течения расплава (MFR), при 230°C и нагрузке 2,16 кг, смолы на основе полипропилена (A), содержащейся в композиции до сшивки, строго не ограничивается. Предпочтительно, скорость течения расплава составляет от 0,2 до 5 г/10 мин. При MFR не более 5 г/10 мин, термопластическая эластомерная композиция и формованный продукт с применением термопластической эластомерной композиции имеют лучшую теплостойкость и физико-механические свойства. При MFR не менее 0,2 г/10 мин, более высокая текучесть при формовании может быть получена, что придает высокую пластичность формованным продуктам. В частности, с точки зрения соотношения между текучестью и механической прочностью после реакции сшивки, MFR компонента (A) более предпочтительно соответствует диапазону от 0,2 до 3 г/10 мин. Здесь, MFR может быть измерен согласно ASTM D1238.
В смоле на основе полипропилена (A), содержащейся в композиции до сшивки, средневесовая молекулярная масса, измеренная гель-проникающей хроматографией (ГПХ) с использованием о-дихлорбензола в качестве растворителя, предпочтительно составляет от 5,0×105 до 1,0×106 и, более предпочтительно, от 5,0×105 до 9,0×105, в пересчете на полистирол. При средневесовой молекулярной массе компонента (A) до сшивки не менее 5,0×105 термопластическая эластомерная композиция и формованные продукты с применением термопластической эластомерной композиции имеют лучшую теплостойкость и физико-механические свойства. При средневесовой молекулярной массе компонента (A) до сшивки не более 1,0×106 может быть получена более высокая текучесть при формовании, что дает лучшую пластичность.
Полипропиленовый компонент (A), содержащийся в термопластической эластомерной композиции по настоящему варианту осуществления, после сшивки имеет средневесовую молекулярную массу, измеренную ГПХ с использованием о-дихлорбензола в качестве растворителя, предпочтительно от 5,0×104 до 2,0×105 и, более предпочтительно, от 7,0×104 до 1,5×105, в пересчете на полистирол. Если средневесовая молекулярная масса компонента (A) после сшивки находится в указанном диапазоне, обнаруживается значительно большая текучесть при формовании, способность к воспроизводству извитости, теплостойкость и физико-механические свойства.
Компонент (B)
Компонент (B) представляет собой гидрированный продукт блок-сополимера, содержащего, по меньшей мере, один блок, преимущественно включающий сопряженное диеновое мономерное звено и, по меньшей мере, один блок, преимущественно включающий винилароматическое мономерное звено. Здесь, "винилароматическое мономерное звено" означает структурное звено полимера, полученного полимеризацией винилароматического соединения в качестве мономера, и структура означает молекулярную структуру, в которой два углерода в замещенной этиленовой группе, образованной замещенной виниловой группой, являются участками связывания. "Сопряженное диеновое мономерное звено" означает структурное звено полимера, полученного полимеризацией сопряженного диена в качестве мономера, и структура означает молекулярную структуру, в которой два углерода в олефине, образованном сопряженным диеновым мономером, являются участками связывания. Выражение "преимущественно включающий" в блок-сополимер означает, что сополимерный блок может включать мономерное звено, образованное сопряженным диеновым мономером (или винилароматическим мономером), в соотношении не менее 50 массовых %, предпочтительно, не менее 60 массовых %, более предпочтительно, не менее 80 массовых %, в сополимерном блоке. Например, блок, преимущественно включающий сопряженное диеновое мономерное звено, означает блок, включающий мономерное звено, образованное сопряженным диеновым мономером, в соотношении не менее 50 массовых %, предпочтительно, не менее 60 массовых %, более предпочтительно, не менее 80 массовых %, в блоке.
В настоящем варианте осуществления, винилароматический мономер строго не ограничен, и примеры указанного мономера могут включать винилароматические соединения, такие как стирол, α-метилстирол, п-метилстирол, дивинилбензол, 1,1-дифенилэтилен, N,N-диметил-п-аминоэтилстирол и N,N-диэтил-п-аминоэтилстирол. Указанные мономеры могут быть использованы по отдельности или в комбинациях из двух или нескольких соответствующих мономеров. Из числа перечисленного, с точки зрения экономичности, предпочтительным является стирол.
В настоящем варианте осуществления, сопряженный диеновый мономер представляет собой диолефин, содержащий пару сопряженных двойных связей, и примеры указанного мономера могут включать 1,3-бутадиен (бутадиен), 2-метил-1,3-бутадиен (изопрен), 2,3-диметил-1,3-бутадиен, 1,3-пентадиен, 2-метил-1,3-пентадиен и 1,3-гексадиен. Из числа перечисленного, с точки зрения экономичности, предпочтительными являются бутадиен и изопрен. Указанные мономеры могут быть использованы по отдельности или в комбинациях из двух или нескольких соответствующих мономеров.
Распределение блоков в гидрированном продукте блок-сополимера в настоящем варианте осуществления строго не ограничено, и подходящее распределение может быть соответственно использовано. Например, в случае, когда полимерный блок, включающий ароматическое виниловое мономерное звено, обозначен S и полимерный блок, включающий сопряженное диеновое мономерное звено и/или соответствующее частично гидрированное звено, обозначен B, примеры гидрированного продукта блок-сополимера могут включать линейные блок-сополимеры, обозначенные SB, S(BS)n1 (где n1 означает целое число от 1 до 3), S(BSB)n2 (где n2 означает целое число от 1 до 2), и сополимеры, обозначенные (SB)n3X (где n3 означает целое число от 3 до 6; X означает остаток связующего агента, такого как тетрахлорид кремния, тетрахлорид олова и полиэпоксидное соединение). Из числа перечисленного, предпочтительны линейные блок-сополимеры SB 2-блочного типа (диблок), SBS 3-блочного типа (триблок) и SBSB 4-блочного типа (тетраблок).
Содержание винилароматического мономерного звена в компоненте (B) составляет 30-80 массовых %, предпочтительно, 40-80 массовых % и, более предпочтительно, 50-70 массовых %, с точки зрения теплостойкости и диспергируемости. Если содержание винилароматического мономерного звена составляет не менее 30 массовых %, физико-механические свойства могут быть дополнительно улучшены. Если содержание винилароматического мономерного звена составляет не более 80 массовых %, низкотемпературные характеристики могут быть дополнительно улучшены. Содержание винилароматического мономерного звена в компоненте (B) может быть измерено спектрометрией ядерного магнитного резонанса (ЯМР).
Содержание блока винилароматического мономерного звена в компоненте (B) предпочтительно составляет не менее 10 массовых % и, более предпочтительно, 10-40 массовых %, с точки зрения механической прочности. Здесь, используя массу полимерного блока винилароматического соединения (где исключен полимер винилароматического соединения, имеющий среднюю степень полимеризации 30 или менее), полученного способом, по которому используют тетраоксид осмия в качестве катализатора, сополимер перед гидрированием разлагают окислением с применением трет-бутилгидропероксида (метод, описанный в I. M. Kolthoff, et al., J.Polym. Sci. 1,429 (1946), и здесь далее также называемый "метод разложения тетраоксидом осмия"), содержание полимерного блока винилароматического соединения в компоненте (B) определяют по следующему уравнению:
содержание полимерного блока винилароматического соединения (массовые %) = (масса полимерного блока винилароматического соединения в сополимере до гидрирования/масса сополимера до гидрирования)×100
В случае, когда существует множество полимерных блоков в компоненте (B), молекулярные массы блоков могут быть одинаковыми, либо отличаться друг от друга, и структуры композиций могут быть одинаковыми, либо отличаться друг от друга. Например, гидрированный сополимерный блок, включающий сопряженное диеновое мономерное звено и винилароматическое мономерное звено, и гидрированный сополимерный блок, преимущественно включающий сопряженное диеновое мономерное звено, могут существовать в компоненте (B). Граница между блоками и конец блока не всегда могут быть строго определены. Форма распределения винилароматического мономерного звена в соответствующих полимерных блоках конкретно не ограничена. Винилароматическое мономерное звено может быть равномерно распределено, или распределено затухающим образом, ступенчатым образом, запланированным образом или углубленным образом. Кроме того, может существовать кристаллическая часть в полимерном блоке.
В соответствующем полимерном блоке, форма распределения винилового звена в сопряженном диеновом мономерном звене конкретно не ограничена. Например, распределение может быть неравномерным. Примеры метода регулирования распределения винилового звена могут включать метод добавления винилирующего агента в ходе полимеризации и метод изменения температуры полимеризации. Сопряженное диеновое мономерное звено может иметь неравномерное распределение степени гидрирования. Распределение степени гидрирования можно регулировать методом изменения распределения винилового звена или методом применения различия в степени гидрирования между изопреновым звеном и бутадиеновым звеном, когда сополимер, получаемый сополимеризацией изопрена и бутадиена, гидрируют, применяя катализатор гидрирования, описанный ниже.
С точки зрения теплостойкости, сопротивления старению и стойкости к атмосферным воздействиям, в компоненте (B), гидрированными являются, предпочтительно, не менее 75 мольн.%, более предпочтительно, не менее 85 мольн.% и, еще предпочтительней, не менее 97 мольн.% ненасыщенных связей, включенных в сопряженное диеновое мономерное звено до гидрирования.
Катализатор гидрирования, используемый для гидрирования, не имеет конкретных ограничений, могут быть использованы известные катализаторы: (1) гетерогенные катализаторы гидрирования несущего типа, в которых металл, такой как Ni, Pt, Pd и Ru нанесен на уголь, диоксид кремния, оксид алюминия, диатомит или тому подобное, (2) так называемые катализаторы гидрирования циглеровского типа, использующие соль переходного металла (такую как Ni-, Co-, Fe-, Cr- или тому подобная соль органической кислоты или ацетилацетоновая соль) и восстанавливающий агент (такой как органическое соединение алюминия), и (3) гомогенные катализаторы гидрирования, такие как металлорганические комплексы органических соединений металлов, Ti, Ru, Rh, Zr и тому подобного. В частности, в качестве катализатора гидрирования могут быть использованы, например, катализаторы гидрирования, описанные в патентных публикациях Японии №№ 42-008704, 43-006636, 63-004841, 01-037970, 01-053851 и 02-009041. Из числа перечисленного, примеры предпочтительных катализаторов гидрирования могут включать восстанавливающие металлоорганические соединения, такие как титаноценовые соединения.
В качестве титаноценовых соединений могут быть использованы, например, соединения, описанные в выложенной заявке на патент Японии № 08-109219. Конкретные примеры указанных соединений могут включать соединения, имеющие, по меньшей мере, один или несколько лигандов с (замещенным) циклопентадиенильным скелетом, инденильным скелетом или флуоренильным скелетом, такие как дихлорид бисциклопентадиенилтитана и трихлорид монопентаметилциклопентадиенилтитана.
Примеры восстанавливающего металлоорганического соединения могут включать органические соединения щелочных металлов, литийорганические и тому подобное, магнийорганческие соединения, алюмоорганические соединения, борорганические соединения и цинкорганические соединения.
В настоящем варианте осуществления, способ полимеризации компонента (B) до гидрирования конкретно не ограничен, и может также быть использован известный способ. Например, примеры указанных способов могут включать способы, описанные в патентных публикациях Японии №№ 36-019286, 43-017979, 46-032415, 49-036957, 48-002423, 48-004106 и 56-028925 и выложенных заявках на патент Японии № 59-166518 и 60-186577.
При необходимости, компонент (B) может иметь полярную группу. Примеры полярной группы могут включать гидроксильную группу, карбоксильную группу, карбонильную группу, тиокарбонильную группу, галоидангидридную группу, группу кислотного ангидрида, группу тиокарбоновой кислоты, альдегидную группу, тиоальдегидную группу, группу эфира карбоновой кислоты, амидную группу, группу сульфоновой кислоты, группу эфира сульфоновой кислоты, группу фосфорной кислоты, группу эфира фосфорной кислоты, аминогруппу, иминогруппу, нитрильную группу, пиридильную группу, хинолиновую группу, эпоксигруппу, тиоэпоксигруппу, сульфидную группу, изоцианатную группу, изотиоцианатную группу, галогенированную силиконовую группу, алкоксисиликоновую группу, группу галогенированного олова, группу бороновой кислоты, борсодержащую группу, группу соли бороновой кислоты, группу алкоксиолова и группу фенилолова.
В сополимере до гидрирования, в компоненте (B), содержание виниловой связи в сопряженном диеновом мономерном звене составляет, предпочтительно, не менее 5 мольн.%, с точки зрения упругости при изгибе и сопротивления царапанию, и предпочтительно, не более 70 мольн.%, с точки зрения производительности, удлинения при разрыве и сопротивления царапанию. Содержание виниловой связи в сопряженном диеновом мономерном звене составляет, более предпочтительно, от 10 до 50 мольн.%, еще предпочтительней, от 10 до 30 мольн.% и, еще более предпочтительно, от 10 до 25 мольн.%.
Здесь, содержание виниловой связи означает долю виниловых связей, включающих 1,2-связь и 3,4-связь, от числа виниловых связей, включающих 1,2-связь, 3,4-связь и 1,4-связь, в сопряженном диене до гидрирования. Содержание виниловой связи может быть измерено методом ЯМР.
Средневесовая молекулярная масса компонента (B) до сшивки конкретно не ограничена. С точки зрения сопротивления царапанию, средневесовая молекулярная масса предпочтительно составляет не менее 50000. С точки зрения текучести при формовании, средневесовая молекулярная масса предпочтительно составляет не более 400000 и, более предпочтительно, от 50000 до 300000. Молекулярно-массовое распределение (Mw/Mn: средневесовая молекулярная масса/среднечисленная молекулярная масса) конкретно не ограничено. С точки зрения сопротивления царапанию, молекулярно-массовое распределение предпочтительно является величиной, близкой к 1. Средневесовая молекулярная масса и среднечисленная молекулярная масса могут быть определены, с применением тетрагидрофурана (1,0 мл/мин) в качестве растворителя, при условии температурного режима термостата 40°C, методом гель-проникающей хроматографии (ГПХ; выпускаемый SHIMADZU Corporation, прибор "LC-10"), колонка: TSKgelGMHXL (4,6 ммID × 30 см, две колонки). Средневесовая молекулярная масса (Mw), среднечисленная молекулярная масса (Mn) и молекулярно-массовое распределение (Mw/Mn) рассчитывают как молекулярную массу в пересчете на полистирол.
Содержание компонента (B) составляет от 80 до 200 массовых частей из расчета на 100 массовых частей компонента (A). С точки зрения соотношения между сопротивлением царапанию и упругостью при изгибе, содержание компонента (B) предпочтительно составляет от 90 до 170 массовых частей из расчета на 100 массовых частей компонента (A). При содержании компонента (B) менее 80 массовых частей, упругость при изгибе и сопротивление царапанию являются неудовлетворительными. При содержании компонента (B) свыше 200 массовых частей, физико-механические свойства становится хуже.
С точки зрения износостойкости, предпочтительно, чтобы блок, преимущественно включающий сопряженное диеновое мономерное звено, в компоненте (B), представлял собой сополимерный блок, который преимущественно включает сопряженное диеновое мономерное звено, и который включает винилароматическое мономерное звено.
Сополимерный блок, который преимущественно включает сопряженное диеновое мономерное звено, и который включает винилароматическое мономерное звено, конкретно не ограничен, и могут быть использованы вышеуказанные сопряженные диеновые мономеры и винилароматические мономеры. Из числа перечисленного, с точки зрения соотношения между механической прочностью и стойкостью к ударным нагрузкам, примеры соответствующей предпочтительной комбинации могут включать блок, включающий бутадиеновое звено и стирольное звено, и блок, включающий изопреновое звено и стирольное звено.
Сополимерный блок, преимущественно включающий сопряженное диеновое мономерное звено и винилароматическое мономерное звено, может быть блоком, преимущественно включающим, по меньшей мере, сопряженное диеновое мономерное звено, и содержания соответствующих мономеров конкретно не ограничены. В частности, с точки зрения соотношения между механической прочностью и стойкостью к ударным нагрузкам, содержание винилароматического мономерного звена в сополимерном блоке предпочтительно составляет не менее 10 массовых % и меньше 50% массовых и, более предпочтительно, не менее 20 массовых % и меньше 50 массовых%.
Предпочтительно, в качестве компонента (B), по меньшей мере, два или несколько гидрированных продуктов блок-сополимера используют в комбинации, выбирая из гидрированных продуктов блок-сополимера, в котором содержание блока винилароматического мономерного звена (B-1) составляет не менее 20 массовых % и меньше 50% массовых, и гидрированных продуктов блок-сополимера, в котором содержание блока винилароматического мономерного звена (B-2) составляет не менее 50 массовых % и не более 80 массовых %. Компонент (B-1) с низким содержанием винилароматического мономерного звена вносит вклад в низкотемпературные характеристики термопластической эластомерной композиции, и компонент (B-2) с высоким содержанием винилароматического мономерного звена вносит вклад в стабилизацию морфологии матрицы и домена в термопластической эластомерной композиции. Массовое соотношение (B-1/B-2) компонента (B-1) и компонента (B-2) предпочтительно составляет от 90/10 до 60/40, с точки зрения низкотемпературных характеристик и физико-механических свойств.
Компонент (C)
Компонент (C) представляет собой мягчитель. Мягчитель конкретно не ограничен. С точки зрения совместимости, углеводородные технологические масла, такие как углеводородные технологические масла на основе парафина, углеводородные технологические масла на основе нафтена и углеводородные технологические масла на основе ароматических углеводородов являются предпочтительными. Из числа перечисленного, с точки зрения стойкости к атмосферным воздействиям и окрашивающих свойств, углеводородные технологические масла на основе парафина являются предпочтительными, а с точки зрения совместимости с каучуком, углеводородные технологические масла на основе нафтена являются предпочтительными. С точки зрения термостойкости и светостойкости, содержание ароматического углеводорода в технологическом масле предпочтительно составляет не более 10%, предпочтительней, не более 5% и, еще предпочтительней, не более 1% в отношении атомов углерода, определенных по ASTM D2140-97.
Содержание компонента (C) составляет от 100 до 250 массовых частей и, предпочтительно, от 150 до 200 массовых частей из расчета на 100 массовых частей компонента (A). При содержании менее 100 массовых частей, упругость при изгибе и способность к переработке являются неудовлетворительными. При содержании свыше 250 массовых частей, проступание масла является заметным и нежелательным.
Компонент (D)
Компонент (D) представляет собой полиорганосилоксан. Структура полиорганосилоксана конкретно не ограничена. С точки зрения износостойкости и ощущения на ощупь, структура полиорганосилоксана предпочтительно является линейной, разветвленной или сшитой полимерной структурой.
Полиорганосилоксан, используемый в качестве компонента (D), конкретно не ограничен, и могут быть использованы известные полиорганосилоксаны. Предпочтительными полиорганосилоксанами являются полимеры, включающие силоксановое звено, содержащее заместитель, такой как алкильная группа, винильная группа и арильная группа. Из числа перечисленного, в особенности, полиорганосилоксан с алкильной группой является предпочтительным, и более предпочтителен полиорганосилоксан с метильной группой.
Конкретные примеры полиорганосилоксана с метильной группой могут включать полидиметилсилоксан, полиметилфенилсилоксан и полиметилгидридсилоксан. Из числа перечисленного, полидиметилсилоксан является предпочтительным.
Кинематическая вязкость компонента (D) конкретно не ограничена. С точки зрения износостойкости, кинематическая вязкость (25°C) по JIS Z8803 предпочтительно составляет не менее 5000 сантистоксов (сСт). Кинематическая вязкость компонента (D) предпочтительно составляет менее 100000 сСт, поскольку диспергируемость компонента (D) в термопластической эластомерной композиции по настоящему варианту осуществления обычно бывает улучшенной, внешний вид хороший и стабильность качества во время экструзии из расплава проявляет тенденцию к дополнительному улучшению. Кинематическая вязкость компонента (D) более предпочтительно составляет не менее 10000 сСт и ниже 100000 сСт и, еще предпочтительней, не менее 50000 сСт и ниже 100000 сСт.
Содержание компонента (D) составляет от 5 до 20 массовых частей и, предпочтительно, от 8 до 15 массовых частей из расчета на 100 массовых частей компонента (A). Если содержание компонента (B) составляет менее 5 массовых частей, износостойкость является неудовлетворительной. Если содержание компонента (B) составляет более 20 массовых частей, проступание во время формования является заметным и нежелательным.
Компонент (E)
Предпочтительно, термопластическая эластомерная композиция по настоящему варианту осуществления дополнительно содержит сополимер на основе этилен·α-олефина (E), включающий этиленовое звено и α-олефиновое звено с 3-20 атомами углерода. Сополимер на основе этилен·α-олефина может быть получен, например, сополимеризацией этилена с α-олефином, содержащим 3-20 атомов углерода.
Конкретные примеры α-олефина могут включать пропилен, бутен-1, пентен-1, гексен-1, 4-метилпентен-1, гептен-1, октен-1, нонен-1, децен-1, ундецен-1 и додецен-1. Из числа перечисленного, с точки зрения экономичности, α-олефины с 3-12 атомами углерода являются предпочтительными, и, в частности, пропилен, бутен-1 и октен-1 более предпочтительны.
При необходимости, сополимер на основе этилен·α-олефина (E) может дополнительно включать мономерное звено с ненасыщенной связью. Мономер конкретно не ограничен. С точки зрения экономичности, сопряженные диолефины, такие как бутадиен и изопрен; несопряженные диолефины, такие как 1,4-гексадиен; циклические диеновые соединения, такие как производные дициклопентадиена и норборнена; и ацетилены являются предпочтительными. Из числа перечисленного, этилиденнорборнен (ENB) и дициклопентадиен (DCP) более предпочтительны.
Вязкость по Муни (ML) компонента (E), измеренная при 100°C, конкретно не ограничена. С точки зрения диспергируемости в термопластической эластомерной композиции по настоящему варианту осуществления, вязкость по Муни предпочтительно составляет от 20 до 150 и, более предпочтительно, от 50 до 120. Вязкость по Муни (ML) компонента (E) измерена согласно ASTM D1646.
Сополимер на основе этилен·α-олефина (E) предпочтительно получают, используя катализатор на основе металлоцена. Катализатор на основе металлоцена конкретно не ограничен, и примеры указанного катализатора могут включать катализаторы, содержащие циклопентадиенильное производное металлов IV группы, таких как титан и цирконий, и сокатализатор. Металлоценовый катализатор является высоко активным катализатором полимеризации. Кроме того, по сравнению с катализатором циглеровского типа, молекулярно-массовое распределение получаемого полимера является узким. К тому же, металлоценовый катализатор может давать более равномерное распределение α-олефинового мономера с 3-20 атомами углерода как сомономера в сополимере.
В сополимере на основе этилен·α-олефина (E), степень сополимеризации α-олефина конкретно не ограничена, и предпочтительно составляет от 1 до 60 массовых %, более предпочтительно, от 10 до 50 массовых % и, еще предпочтительней, от 20 до 45 массовых %. Если степень сополимеризации α-олефина соответствует указанному диапазону, механическая прочность, такая как прочность при растяжении и упругость при изгибе формованного продукта, дополнительно улучшается.
Плотность сополимера на основе этилен·α-олефина (E) конкретно не ограничена. Плотность предпочтительно составляет от 0,80 до 0,90 г/см3 и, более предпочтительно, от 0,85 до 0,89 г/см3. При плотности компонента (E) в указанном диапазоне, упругость при изгибе формованного продукта дополнительно улучшается.
Сополимер на основе этилен·α-олефина (E) предпочтительно имеет длинноцепочечное разветвление. Здесь, длинноцепочечное разветвление означает разветвление с 3 или более атомами углерода. Если компонент (E) имеет длинноцепочечное разветвление, может быть получен формованный продукт с высокой прочностью и низкой плотностью. Сополимер на основе этилен·α-олефина, имеющий длинноцепочечное разветвление, конкретно не ограничен. Могут также быть использованы известные сополимеры на основе этилен·α-олефина, например, сополимеры, описанные в патенте США № 5278272 и тому подобное.
Предпочтительно, сополимер на основе этилен·α-олефина (E) имеет пик температуры плавления, определенный дифференциальной сканирующей калориметрией (ДСК), в диапазоне температуры не ниже комнатной температуры. Если компонент (E) имеет пик температуры плавления в диапазоне температур не ниже комнатной температуры, формованный продукт обладает высокой формой стабильности и пригодностью к переработке в диапазоне температур не выше температуры плавления, и может быть получена меньшая липкость.
MFR сополимера на основе этилен·α-олефина (E) (190°C, нагрузка 2,16 кг; согласно ASTM D1238) конкретно не ограничен. MFR предпочтительно составляет от 0,01 до 100 г/10 мин и, более предпочтительно, от 0,2 до 10 г/10 мин. При MFR в вышеуказанном диапазоне, может быть получен формованный продукт с хорошим соотношением текучести при формовании и механической прочности.
Содержание сополимера на основе этилен·α-олефина (E) предпочтительно составляет от 40 до 80 массовых частей, более предпочтительно, от 50 до 70 массовых частей из расчета на 100 массовых частей компонента (A), с точки зрения соотношения текучести при формовании и упругости при изгибе.
Компонент (F)
При необходимости, термопластическая эластомерная композиция по настоящему варианту осуществления предпочтительно содержит органический пероксид (F). Органический пероксид (F) действует как инициатор сшивки на компонент (B) и компонент (E) во время сшивки, и может промотировать реакцию разложения компонента (A). В результате, текучесть и пластичность термопластической эластомерной композиции могут быть дополнительно улучшены. По указанной причине, даже если получают деталь, имеющую большую площадь поверхности и сложную форму, способность воспроизводить металлическую пресс-форму или тому подобное является высокой, и композиция может быть более полно, без пустот, залита в металлическую пресс-форму.
Конкретные примеры органического пероксида (F) могут включать пероксикетали, такие как 1,1-бис(трет-бутилперокси)-3,3,5-триметилциклогексан, 1,1-бис(трет-гексилперокси)-3,3,5-триметилциклогексан, 1,1-бис(трет-гексилперокси)циклогексан, 1,1-бис(трет-бутилперокси)циклододекан, 1,1-бис(трет-бутилперокси)циклогексан, 2,2-бис(трет-бутилперокси)октан, н-бутил-4,4-бис(трет-бутилперокси)бутан, н-бутил-4,4-бис(трет-бутилперокси)валерат; диалкилпероксиды, такие как ди-трет-бутилпероксид, дикумилпероксид, трет-бутилкумилпероксид, α,α'-бис(трет-бутилперокси-м-изопропил)бензол, α,α'-бис(трет-бутилперокси)диизопропилбензол, 2,5-диметил-2,5-бис(трет-бутилперокси)гексан, 2,5-диметил-2,5-бис(трет-бутилперокси)гексин-3; диацилпероксиды, такие как ацетилпероксид, изобутирилпероксид, октаноилпероксид, деканоилпероксид, лауроилпероксид, 3,5,5-триметилгексаноилпероксид, бензоилпероксид, 2,4-дихлорбензоилпероксид, м-ториоилпероксид; сложные пероксиэфиры, такие как трет-бутилпероксиацетат, трет-бутилпероксиизобутират, трет-бутилперокси-2-этилгексаноат, трет-бутилпероксилаурат, трет-бутилперокси бензоат, ди-трет-бутилпероксиизофталат, 2,5-диметил-2,5-ди(бензоилперокси)гексан, трет-бутилпероксималеиновая кислота, трет-бутилпероксиизопропилкарбонат, кумилпероксиоктат; и гидропероксиды, такие как трет-бутилгидропероксид, куменгидропероксид, диизопропилбензолгидропероксид, 2,5-диметилгексан-2,5-дигидропероксид, 1,1,3,3-тетраметилбутилпероксид.
Из числа перечисленных соединений, с точки зрения температуры пиролиза и способности к сшивке предпочтительны 1,1-бис(трет-бутилперокси)-3,3,5-триметилциклогексан, ди-трет-бутилпероксид, дикумилпероксид, 2,5-диметил-2,5-бис(трет-бутилперокси)гексан, 2,5-диметил-2,5-бис(трет-бутилперокси)гексин-3.
Содержание органического пероксида (F) предпочтительно составляет от 2 до 6 массовых частей и, более предпочтительно, от 2 до 4 массовых частей из расчета на 100 массовых частей компонента (A), с точки зрения текучести при формовании.
При необходимости, предпочтительно, компонент (F) дополнительно содержит монофункциональный мономер или полифункциональный мономер. Указанный мономер может функционировать как сшивающая добавка и регулировать скорость реакции сшивки.
В качестве монофункционального мономера, например, предпочтительны радикально полимеризуемые мономеры на основе винила. Примеры указанных мономеров могут включать ароматические виниловые мономеры, ненасыщенные нитриловые мономеры, такие как акрилонитрил и метакрилонитрил, мономеры на основе эфиров акриловой кислоты, мономеры на основе эфиров метакриловой кислоты, мономеры на основе акриловой кислоты, мономеры на основе метакриловой кислоты, мономеры на основе малеинового ангидрида и мономеры на основе N-замещенного малеимида.
Конкретные примеры монофункционального мономера могут включать стирол, метилстирол, хлорметилстирол, гидроксистирол, трет-бутоксистирол, ацетоксистирол, хлорстирол, акрилонитрил, метакрилонитрил, метилакрилат, этилакрилат, н-бутилакрилат, изобутилакрилат, метилметакрилат, этилметакрилат, н-бутилметакрилат, изобутилметакрилат, 2-этилгексилметакрилат, малеиновый ангидрид, метилмалеиновый ангидрид, 1,2-диметилмалеиновый ангидрид, этилмалеиновый ангидрид, фенилмалеиновый ангидрид, N-метилмалеимид, N-этилмалеимид, N-циклогексилмалеимид, N-лаурилмалеимид и N-ацетилмалеимид. Из числа перечисленного, стирол, акрилонитрил, метакрилонитрил, метилакрилат, малеиновый ангидрид, N-метилмалеимид и тому подобное являются предпочтительными с точки зрения легкости взаимодействия и всеобщей универсальности. Такие монофункциональные мономеры могут быть использованы по отдельности или в комбинации из двух или нескольких.
Полифункциональный мономер является мономером, имеющим несколько радикально полимеризуемых функциональных групп в качестве функциональной группы. Мономеры с винильной группой являются предпочтительными. Число функциональных групп в полифункциональном мономере предпочтительно равно 2 или 3.
В качестве конкретных примеров полифункционального мономера предпочтительны дивинилбензол, триаллил изоцианурат, триаллилцианурат, диацетондиакриламид, полиэтиленгликольдиакрилат, полиэтиленгликольдиметакрилат, триметилолпропантриметакрилат, триметилолпропантриакрилат, этиленгликольдиметакрилат, триэтиленгликольдиметакрилат, диэтиленгликольдиметакрилат, диизопропенилбензол, п-хинондиоксим, п,п'-дибензоилхинондиоксим, фенилмалеимид, аллилметакрилат, N,N'-м-фениленбисмалеимид, диаллилфталат, тетрааллилоксиэтан, 1,2-полибутадиен и тому подобное, и более предпочтительны дивинилбензол и триаллилизоцианурат. Такие полифункциональные мономеры могут быть использованы по отдельности или в комбинации из двух или нескольких.
Термопластическая эластомерная композиция по настоящему варианту осуществления может дополнительно содержать неорганический наполнитель, пластификатор и другие добавки в рамках полезного эффекта.
Примеры неорганического наполнителя могут включать карбонат кальция, карбонат магния, диоксид кремния, сажу, стекловолокно, оксид титана, глину, слюду, тальк, гидроксид магния и гидроксид алюминия.
Примеры пластификатора могут включать полиэтиленгликоль и эфир фталевой кислоты, такой как диоктилфталат (DOP).
Примеры других добавок могут включать органические и неорганические пигменты, такие как сажа, диоксид титана и фталоцианин черный; термостабилизаторы, такие как 2,6-ди-трет-бутил-4-метилфенол и н-октадецил-3-(3,5'-ди-трет-бутил-4-гидроксифенил)пропионат; антиоксиданты, такие как трис-нонилфенилфосфит и дистеарилпентаэритритдифосфат; абсорбенты ультрафиолетового излучения, такие как 2-(2'-гидрокси-5'-метилфенил)бензотриазол и 2,4-дигидробензофенон; светостабилизаторы, такие как бис-(2,2,6,6-тетраметил-4-пиперидинил]себацинат, тетракис-(2,2,6,6-тетраметил-4-пиперидинил)-1,2,3,4-бутантетракарбоксилат; добавки, придающие огнеупорные свойства, такие как полифосфат аммония, триоктилфосфат и гидроксид магния; силиконовые масла, такие как диметилсиликоновое масло и метилфенилсиликоновое масло; противослипающие средства, такие как стеарамид и эрукамид; вспенивающие агенты, такие как бикарбонат натрия и N,N'-динитрозопентаметилентетрамин; антистатики, такие как моноглицерид пальмитиновой кислоты и моноглицерид стеариновой кислоты; и антибактериальные средства, такие как несущий ионы серебра цеолит и комплексы тиосульфат-серебро.
Термопластическую эластомерную композицию по настоящему варианту осуществления получают сшивкой композиции, содержащей каждый из вышеуказанных компонентов, и указанная композиция удовлетворяет приведенным ниже условиям (1)-(5):
(1) содержание винилароматического мономерного звена в компоненте (B) составляет от 30 до 80 массовых %,
(2) скорость течения расплава (ASTM D1238, 230°C, нагрузка 1,2 кг; MFR) составляет от 35 до 85 г/10 мин,
(3) твердость по стандарту JIS A составляет от 60 до 90,
(4) остаточное сжатие (JIS K6262, 100°C, 22 часа) составляет от 30 до 70% и
(5) удлинение при растяжении, при -30°C, не менее 80%.
Условие (1) уже было описано. Условия (2)-(5) будут описаны подробно ниже.
В настоящем варианте осуществления, метод сшивки конкретно не ограничен, и может быть использован известный метод. Кроме того, по меньшей мере, часть композиции может быть сшитой (частично сшитой). При сшивке, композицию, предпочтительно, частично сшивают, используя вышеуказанный органический пероксид (F). Условие реакции сшивки конкретно не ограничено, подходящее условие может быть должным образом использовано согласно заданным физическим свойствам термопластической эластомерной композиции по настоящему варианту осуществления.
Для термопластической эластомерной композиции по настоящему варианту осуществления, MFR при 230°C и нагрузке 1,2 кг составляет от 35 до 85 г/10 мин и, предпочтительно, от 40 до 70 г/10 мин. Кроме того, MFR при 230°C и нагрузке 2,16 кг предпочтительно составляет от 130 до 300 г/10 мин. Если нижний предел значения MFR термопластической эластомерной композиции равен вышеуказанному значению, может быть получена более высокая текучесть при формовании. Если верхний предел значения MFR равен вышеуказанному значению, может быть получен формованный продукт с более высокой механической прочностью. Здесь, MFR может быть измерен согласно ASTM D1238.
Термопластическая эластомерная композиция по настоящему варианту осуществления имеет твердость по JIS A (поверхностную твердость) от 60 до 90 и, предпочтительно, от 65 до 85. Здесь, твердость по JIS может быть измерена методом, описанным ниже в примерах.
Термопластическая эластомерная композиция по настоящему варианту осуществления имеет остаточное сжатие (JIS K6262, 100°C, 22 часа) от 30 до 70%. Если термопластическая эластомерная композиция имеет остаточное сжатие в указанном диапазоне, могут быть обеспечены характеристики каучука и соответствующее тактильное ощущение.
Для термопластической эластомерной композиции по настоящему варианту осуществления, удлинение при растяжении, при -30°C, составляет не менее 80%, предпочтительно, от 100 до 300% и, более предпочтительно, от 150 до 250%. Здесь, удлинение при растяжении, при -30°C, может быть измерено методом, описанным ниже в примерах.
Термопластическая эластомерная композиция, удовлетворяющая вышеуказанным условиям, может обеспечить более равномерную толщину формованного продукта при сохранении свойств каучука. Кроме того, способность к воспроизводству извитости и внешний вид, и тактильное ощущение формованного продукта могут быть дополнительно улучшены, и характеристики удлинения при низкой температуре могут быть улучшены.
С точки зрения текучести при формовании и механической прочности формованного продукта, термопластическая эластомерная композиция по настоящему варианту осуществления, предпочтительно, дополнительно удовлетворяет нижеуказанным условиям (i) и (ii):
(i) вязкость расплава при скорости сдвига 100/сек, измеренная капиллярным вискозиметром, составляет от 30 до 200 Па·сек и
(ii) вязкость расплава при скорости сдвига 1000/сек, измеренная капиллярным вискозиметром, составляет от 10 до 40 Па·сек.
По условию (i), вязкость расплава при скорости сдвига 1000/сек, измеренная капиллярным вискозиметром, составляет, более предпочтительно от 30 до 130 Па·сек.
В условиях (i) и (ii), если нижнее предельное значение вязкости расплава термопластической эластомерной композиции равно вышеуказанному значению, может быть получена более высокая текучесть при формовании. В условиях (i) и (ii), если верхнее предельное значение вязкости расплава равно вышеуказанному значению, может быть получена более высокая механическая прочность формованного продукта.
В условиях (i) и (ii), вязкость расплава может быть измерена с применением капиллярного вискозиметра "Capilograph ID", выпускаемого Toyo Seiki Seisaku-sho, Ltd., в условиях температуры нагревания 230°C, диаметра цилиндра 9,55 мм, диаметра капилляра ø 1,0 мм и длины капилляра 10 мм.
Для термопластической эластомерной композиции по настоящему варианту осуществления, по меньшей мере, одна максимальная температура tgδ (тангенс угла потерь), измеренная динамическим анализом вязкоупругих свойств, предпочтительно соответствует диапазону от -25 до 40°C. Если, по меньшей мере, один пик существует в диапазоне температур не менее -25°C, износостойкость может быть дополнительно улучшена. Если, по меньшей мере, один пик существует в диапазоне температур не выше 40°C, соотношение между твердостью и упругостью при изгибе дополнительно может быть улучшено. tgδ может быть определен путем измерения спектра вязкоупругости с использованием прибора rheospectoler (выпускаемого Rheology Co., Ltd., тип DVE-V4) в условиях деформации 0,1% и частоты 1 Гц.
При получении термопластической эластомерной композиции по настоящему варианту осуществления, может быть использован стандартный метод, такой как смеситель Бенбери, замесочная машина, одношнековый экструдер и двухшнековый экструдер, обычно применяемы для получения эластомерной композиции. Из числа перечисленного, двухшнековый экструдер предпочтителен с точки зрения эффективно достигаемой динамической сшивки термопластического эластомера. В случае, когда применяют двухшнековый экструдер, например, компонент (A), компонент (B) и, при необходимости, компонент (E) и компонент (F) добавляют и равномерно и тонко диспергируют. Затем, другой компонент дополнительно добавляют. Таким образом, композицию можно подвергать реакции сшивки и непрерывно производить термопластическую эластомерную композицию. Следовательно, данный метод более удобен.
Притом, вышеуказанную термопластическую эластомерную композицию предпочтительно получать, придерживаясь следующей технологической операции. А именно, компонент (A), компонент (B) и компонент (E), используемый при необходимости, полностью смешивают, и помещают в бункер экструдера. В данном случае, органический пероксид может быть добавлен в экструдер с самого начала, вместе с компонентом (A), компонентом (B) и компонентом (E), используемым по необходимости, или часть органического пероксида может быть добавлена в барабан экструдера. Также, часть компонента (A), компонента (B) и компонента (E), используемого по необходимости, может быть добавлена в барабан экструдера. Альтернативно, компонент (C) может быть добавлен в барабан экструдера, или может быть добавлен с самого начала и в барабан экструдера. На данном этапе, органический пероксид и компонент (C) могут быть предварительно смешаны, и добавлены. Компонент (D) также может быть добавлен с самого начала и в барабан экструдера, или может быть добавлен только в барабан экструдера. Способ добавления компонента (D) может представлять собой способ, по которому предварительно добавляют наполненный каучук, содержащий высокую концентрацию компонента (D), с применением любой термопластической смолы или эластомера.
Когда компоненты плавят нагреванием, и смешивают в экструдере, компонент (B) и компонент (E), и компонент (F), используемый при необходимости, подвергают реакции сшивки. Одновременно, реакция разложения компонента (A) промотируется компонентом (F), для улучшения текучести при формовании. После чего, компонент (C) и тому подобное добавляют, и расплав смешивают, чтобы в достаточной степени подвергнуть реакции сшивки, перемешиванию и диспергированию. Затем, полученный продукт извлекают из экструдера. Таким образом, могут быть получены гранулы термопластической эластомерной композиции.
В частности, предпочтительный метод экструзии из расплава представляет собой метод с применением двухшнекового экструдера, имеющего длину L в направлении головки от исходного материала, добавляемого порциями, и соотношение L/D, равное 5-100 (где D означает диаметр цилиндра экструдера). Двухшнековый экструдер имеет несколько участков подачи, состоящих из основного участка подачи и бокового участка подачи, предусмотренных на различном расстоянии от концевого участка, и участок перемешивания, между участками подачи и между участком продвижения и участком подачи, расположенным ближе к участку продвижения. Длины участков перемешивания предпочтительно равны 3-10-кратным величинам диаметра цилиндра экструдера.
Двухшнековый экструдер может представлять собой двухшнековый экструдер однонаправленного вращения или двухшнековый экструдер двунаправленного вращения. Может быть использовано зацепление шнека типа незацепленного, типа частичного зацепления и типа полного зацепления. В случае, когда однородную смолу получают при низкой температуре, применяя низкое усилие сдвига, предпочтительным является шнек двухнаправленного вращения с типом частичного зацепления. В случае, когда чуть большее перемешивание необходимо, предпочтителен шнек однонаправленного вращения с типом полного зацепления. С точки зрения дополнительного улучшения механической прочности формованного продукта, более предпочтительна степень перемешивания M, когда перемешивание осуществляют, используя двухшнековый экструдер, удовлетворяющий соотношению, представленному следующим выражением:
10×106 ≤ M ≤ 1000×106,
где π степень перемешивания M = (π 2/2) (L/D) D3 (N/Q),
L: длина экструдера (мм) в направлении головки от участка подачи исходного материала,
D: внутренний диаметр цилиндра экструдера в экструдере (мм),
Q: производительность (кг/ч),
N: число оборотов (об/мин) шнека.
При степени перемешивания M не менее 10×106, можно предотвратить укрупнение и агрегацию частиц каучука, что позволяет обеспечить хороший внешний вид. При M не более 1000×106 может быть предотвращено снижение механической прочности, вызываемое избыточным усилием сдвига. Используя полученную таким образом термопластическую эластомерную композицию, формованный продукт можно получать любым методом формования. Предпочтительно использовать литье под давлением, экструзию, прессование в форме, формование с раздувом, каландрирование, пенное формование и тому подобное.
Формованные продукты по настоящему варианту осуществления могут быть получены формованием термопластической эластомерной композиции различными методами формования. Например, примеры указанных методов могут включать метод литья под давлением, метод экструзии, метод вакуумного формования, метод пневмоформования, метод формования с раздувом, метод каландрирования и метод пенного формования. Например, нагретую и расплавленную термопластическую эластомерную композицию заливают в металлическую пресс-форму, охлаждают и отверждают, и извлекают из пресс-формы. Таким образом, может быть получен формованный продукт, такой как поверхностный материал.
Предпочтительно, термопластическая эластомерная композиция по настоящему варианту осуществления представляет собой продукт, полученный литьем под давлением. В случае, когда термопластическую эластомерную композицию по настоящему варианту осуществления формуют в продукт, полученный литьем под давлением, производительность является высокой. Форма продукта, полученного литьем под давлением, конкретно не ограничена. С точки зрения применения в качестве поверхностного материала, предпочтительно, продукт, полученный литьем под давлением, имеет форму листового материала.
Продукт, полученный литьем под давлением, может быть использован для различных деталей. Предпочтительно, продукт, полученный литьем под давлением, используют в качестве материала для внутренней отделки автомобиля, в частности, потому, что тонкий формованный продукт, имеющий сложную форму, может быть получен, литьем под давлением, с высокой способностью к воспроизводству.
При использовании термопластической эластомерной композиции по настоящему варианту осуществления, даже тонкая деталь, имеющая большую площадь поверхности и сложную форму, может быть получена с высокой производительностью, тогда как такую деталь трудно получить литьем под давлением согласно общепринятому уровню техники. Например, в случае, когда термопластическую эластомерную композицию по настоящему варианту осуществления формуют в материал для внутренней отделки автомобиля, может быть достигнут материал для внутренней отделки автомобиля со средней толщиной не более 2 мм и площадью поверхности не менее 1000 см2. Обычным способом, материал для внутренней отделки автомобиля, имеющий такую среднюю толщину и площадь поверхности трудно получить литьем под давлением. Однако же, с применением термопластической эластомерной композиции по настоящему варианту осуществления, даже такой материал для внутренней отделки автомобиля может быть получен, с высокой производительностью литьем под давлением.
Далее, из числа материалов для внутренней отделки автомобиля, приборная панель является тонкой, и имеет большую площадь поверхности, и вдобавок, обычно, имеет сложную форму. Например, приборная панель имеет извитый контур поверхности, имеет отверстие во внутренней части, имеет не только плоскую поверхность, но и искривленную, имеет трехмерное строение или имеет не только тонкую часть, но и толстую часть. Согласно настоящему варианту осуществления можно формовать тонкий продукт, полученный литьем под давлением с большой площадью поверхности. Таким образом, материал для внутренней отделки автомобиля по настоящему изобретению пригоден для приборной панели или деталей приборной панели. Примеры формованного продукта, используемого в качестве указанной приборной панели или соответствующей детали, в частности, могут включать формованный продукт со средней толщиной не более 2 мм и площадью поверхности не менее 1000 см2. Как упомянуто выше, такой формованный продукт трудно получить литьем под давлением согласно общепринятой технике, тогда как указанный формованный продукт может быть получен литьем под давлением по настоящему варианту осуществления.
Форма и конфигурация материала для внутренней отделки автомобиля конкретно не ограничены, и подходящая конфигурация может быть точно определена в зависимости от применения или тому подобного. Предпочтительные примеры могут включать слоистый пластик, содержащий слой, включающий материал для внутренней отделки автомобиля по настоящему варианту осуществления (здесь далее называемый в некоторых случаях "слой поверхностного материала"), и слой, включающий наполнитель, слоями нанесенный на слой, включающий материал для внутренней отделки автомобиля (здесь далее называемый в некоторых случаях "слой наполнителя"). При формовании слоистого пластика, включающего не только слой поверхностного материала, но также слой наполнителя, возможно стабильное массовое производство даже продукта, имеющего трехмерную сложную форму, позволяющее достигнуть улучшения эффективности производства и снижения себестоимости.
Материал наполнителя конкретно не ограничен, и могут быть использованы известные материалы. Примеры таких материалов могут включать полипропилен, смолу акрилонитрил·бутадиен·стирол (ABS), смесь поликарбонат/акрилонитрил·бутадиен·стирол (смесь PC/ABS), сополимер акрилонитрил·стирол, модифицированный полифениленоксид и смолу, прочность которой улучшена смешением наполнителя, такого как тальк, и стекловолокна, при необходимости. Из числа перечисленного, предпочтительны материалы, содержащие, по крайней мере, один материал, выбираемый из группы, включающей полипропилен, смолу акрилонитрил·бутадиен·стирол (ABS), смесь поликарбонат/акрилонитрил·бутадиен·стирол (смесь PC/ABS) и простой полифениленовый эфир. Далее, с точки зрения легковесности, полипропилены более предпочтительны.
Слоистая структура слоистого пластика по настоящему варианту осуществления конкретно не ограничена. Слоистая структура может иметь двух- или монослойную структуру, включающую, по меньшей мере, слой поверхностного материала и слой наполнителя. В настоящем варианте осуществления, слой поверхностного материала не всегда должен контактировать со слоем наполнителя, и другой слой может существовать между слоем поверхностного материала и слоем наполнителя.
Толщина слоя поверхностного материала конкретно не ограничена, и предпочтительно составляет от 0,5 до 2,0 мм и, более предпочтительно, от 0,8 до 1,5 мм. При толщине слоя поверхностного материала не менее 0,5 мм, лучший внешний вид и более высокая химстойкость и износостойкость могут быть получены. При толщине не более 2,0 мм, экономичность может быть улучшена и может быть получена лучшая тактильная оценка. Такой тонкий слой поверхностного материала трудно эффективно получать по общепринятым в данной области технологиям. При использовании термопластической эластомерной композиции по настоящему варианту осуществления, такой тонкий слой поверхностного материала тоже может быть легко получен.
Толщина слоя наполнителя конкретно не ограничена и, предпочтительно, составляет от 2,0 до 4,5 мм, и, более предпочтительно, от 2,5 до 3,5 мм. При толщине слоя наполнителя не менее 2,0 мм, более высокая жесткость, теплостойкость и пластичность может быть получена. При толщине не более 4,5 мм, могут быть улучшены экономичность и легковесность.
Кроме того, слоистый пластик по настоящему варианту осуществления предпочтительно дополнительно содержит слой, включающий пенистый материал, между слоем поверхностного материала и слоем наполнителя. Более предпочтительно, пенистый материал содержит термоотверждающийся пенополиуретан с плотностью 100-250 кг/м3. При плотности пенистого материала не менее 100 кг/м3, возникновение вмятостей во время получения или переработки, такой как извлечение, затруднено, и может быть обеспечена более высокая пригодность к переработке. При плотности пенистого материала не более 250 кг/м3, упругость при изгибе может быть придана в достаточной степени слоистому пластику. Исходя из такой точки зрения, плотность пенистого материала, еще предпочтительней, составляет 120-180 кг/м3.
Вид термоотверждающегося пенополиуретана конкретно не ограничен. Полутвердые термоотверждающиеся пенополиуретаны являются предпочтительными. Полутвердый термоотверждающийся пенополиуретан означает пенополиуретан, имеющий открытопористую структуру в соотношении не менее 90%.
Метод получения слоистого пластика конкретно не ограничен, и может быть использован известный метод. Примеры таких методов могут включать:
метод, включающий стадию формования поверхностного материала, наполнителя и пенистого материала отдельно, и стадию наслоения указанных элементов с использованием хлоропренового клея или тому подобного, с образованием слоистой структуры; и
метод, включающий стадию предварительного формования наполнителя, стадию формования как одного целого наполнителя и поверхностного материала в металлической пресс-форме (интегральное формование), и стадию наслоения наполнителя и двух указанных элементов (поверхностного материала и пенистого материала) с образованием слоистой структуры.
С помощью вышеуказанной слоистой структуры может быть получен слоистый пластик, слоистый пластик, который включает поверхностный материал с равномерной толщиной, который может достигать высокой способности к воспроизводству извитости, хорошей тактильной оценки и хороший внешний вид, и который позволяет стабильное массовое производство, даже если слоистый пластик имеет трехмерную сложную форму. Кроме того, благодаря слоистой структуре, имеющей три или более слоев и включающей пенистый материал, может быть получен слоистый пластик, имеющий мягкий на ощупь поверхностный материал.
Из материалов для внутренней отделки автомобиля, вышеуказанный слоистый пластик удобно использовать в качестве тонкой детали, имеющей большую площадь поверхности, такой как приборные панели, дверные панели, крышечки перчаточного ящика и тому подобного, которую трудно производить литьем под давлением в соответствии с общепринятым уровнем техники. В частности, слоистый пластик пригоден для приборной панели.
Будут описаны конкретные примеры приборной панели по настоящему варианту осуществления. Фигура 1 представляет вид в перспективе одного из вариантов выполнения приборной панели по настоящему варианту осуществления. Фигура 2 представляет увеличенный вид в разрезе области в районе участка накладки в приборной панели, показанной на фигуре 1, взятом по линии II-II'. Приборная панель 1 включает верхнюю секцию 12, участок накладки 14 и нижнюю секцию 16. Участок накладки 14 представляет собой слоистый пластик с трехслойной слоистой структурой, образованной последовательно, со стороны поверхности в кабине автомобиля (стороны, видимой для пользователя автомобиля, стороны справа налево на фигуре 2) слоем поверхностного материала для автомобилей (слой поверхностного материала) 142, слоем пенистого материала 144, слоями нанесенного на заднюю сторону слоя поверхностного материала для автомобилей 142 (сторону, не видимую для пользователя автомобиля, стороны слева направо на фигуре 2), и слоем наполнителя 146, обеспеченным на задней стороне слоя пенистого материала 144.
Как показывает приборная панель по настоящему варианту осуществления, получен эффект, описанный в вариантах осуществления поверхностного материала и слоистого пластика. Более того, поверхностный материал имеет хорошие характеристики удлинения при низкой температуре. По указанной причине, подушка безопасности для сиденья пассажира, несомненно может получить способность более легко раскрываться при низкой температуре. Кроме того, свобода дизайна может быть сохранена или улучшена, например, поверхностный материал может иметь бесшовный участок, в котором расположена подушка безопасности.
ПРИМЕРЫ
Здесь далее, настоящее изобретение описано более подробно с использованием примеров и примеров сравнения, но данное изобретение не ограничивается приведенными примерами. В примерах, числовые значения приведены в пересчете на массу, если не указано иное.
Компоненты в исходных материалах, используемых в примерах и примерах сравнения, тестированы с применением следующих методик исследования.
(1) Степень гидрирования (%)
Степень гидрирования измеряют спектрометрией ядерного магнитного резонанса (ЯМР). Спектрометр ядерного магнитного резонанса (выпускаемый JEOL, марка прибора "JNM-LA400") используют в качестве измерительного прибора. Дейтерохлороформ используют в качестве растворителя. Тетраметилсилан (ТМС) используют в качестве эталона химического сдвига. Измерение проводят в условиях концентрации образца 50 мг/мл, частоты измерения 400 МГц, задержки импульса 2,904 секунды, числа раз сканирования 64, ширины импульса 45° и температуры измерения 26°C.
(2) Содержание мономерного звена и содержание звена связи
С применением ЯМР, соответствующие содержания звеньев определены в винилароматическом мономерном звене, этиленовом мономерном звене, бутиленовом мономерном звене, звене 1,4-связи в бутадиене, звене 1,2-связи в бутадиен и звене 3,4-связи в бутадиене. Спектрометр ядерного магнитного резонанса (выпускаемый JEOL, марка прибора "JNM-LA400") используют в качестве измерительного прибора. Дейтерохлороформ используют в качестве растворителя. Тетраметилсилан (ТМС) используют в качестве эталона химического сдвига. Измерение проводят в условиях концентрации образца 50 мг/мл, частоты измерения 400 МГц, задержки импульса 2,904 секунды, числа раз сканирования 64, ширины импульса 45° и температуры измерения 26°C.
(3) Содержание стирольного полимерного блока (Os-величина)
Содержание стирольного полимерного блока измеряют с использованием сополимера до гидрирования по методике, описанной в I. M. Kolthoff, et al., J. Polym. Sci. 1,429 (1946) (метод разложения тетраоксидом осмия). Сополимер до гидрирования разлагают, используя 0,1 г/125 мл тройного бутанольного раствора осмиевой кислоты. Содержание стирольного полимерного блока рассчитывают, используя следующее выражение. Содержание стирольного полимерного блока, полученное здесь, обозначено "Os-величина".
содержание стирольного полимерного блока (Os-величина; массовые %) = (масса стирольного полимерного блока в сополимере до гидрирования)/ масса сополимера до гидрирования)×100
В примерах и примерах сравнения использованы следующие компоненты.
(A) Гомополипропилен (ПП)
Полипропилен гомополимерного типа, выпускаемый SunAllomer Ltd., (скорость течения расплава (MFR) в условиях 230°C и нагрузки 2,16 кг: 0,5 г/10 мин; средневесовая молекулярная масса 6,6×105) (здесь далее обозначен "ПП")
(B) Методика получения гидрированного продукта блок-сополимера
(1) Получение катализатора гидрирования
Катализатор гидрирования, используемый в реакции гидрирования блок-сополимера (B), получают по следующей методике.
Внутреннюю часть реакционного контейнера заполняют азотом. 1 л высушенного и очищенного циклогексана помещают в реакционный контейнер и добавляют 100 ммоль дихлорида бис(циклопентадиенил)титана. Перемешав в достаточной степени полученный раствор, добавляют раствор н-гексана, содержащий 200 ммоль триметилалюминия, осуществляя взаимодействие при комнатной температуре около 3 дней.
(2) Получение гидрированного продукта (каучук-1) блок-сополимера (B-1)
Периодическую полимеризацию осуществляют, используя корпусной реактор с рубашкой и мешалкой, имеющий внутренний объем 10 л. Сначала добавляют 6,4 л высушенного и очищенного циклогексана и 175 г стирола. Заблаговременно тетраметилэтилендиамин (TMEDA) добавляют так, чтобы число молей TMEDA было 0,30-кратным по отношению к числу молей Li в н-бутиллитиевом инициаторе, и число молей Li в н-бутиллитиевом инициаторе составляло 11 ммоль. Полимеризацию осуществляют при начальной температуре 65°C. После завершения полимеризации, циклогексановый раствор, содержащий 650 г бутадиена (концентрация мономера 22 массовых %) непрерывно подают в реактор с постоянной скоростью, в течение 60 минут. Затем дополнительно добавляют циклогексановый раствор, содержащий 175 г стирола (концентрация мономера 22 массовых %), за 10 минут, получая сополимер. В полученном сополимере, содержание стирольного полимерного блока составляет 35 массовых % и содержание винильной связи равно 36%.
К полученному сополимеру добавляют катализатор гидрирования при 100 ч/млн, в пересчете на титан, из расчета на 100 массовых частей сополимера. Реакцию гидрирования осуществляют при давлении водорода 0,7 МПа и температуре 75°C, получая реакционный раствор. 0,3 массовых частей октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата, в качестве стабилизатора, добавляют к полученному реакционному раствору, из расчета на 100 массовых частей гидрированного сополимера. Полученный гидрированный сополимер имеет средневесовую молекулярную массу 150000. Степень гидрирования двойных связей в бутадиене, входящем в состав гидрированного сополимера, равна 99% (здесь далее, гидрированный сополимер называют "каучук-1").
(3) Получение гидрированного продукта (каучук-2) блок-сополимера (B-2)
Периодическую полимеризацию осуществляют, используя корпусной реактор с рубашкой и мешалкой, имеющий внутренний объем 10 л. Сначала добавляют 6,4 л циклогексана и 325 г стирола. Заблаговременно TMEDA добавляют так, чтобы число молей TMEDA было 0,40-кратным по отношению к числу молей Li в н-бутиллитие, и число молей Li в н-бутиллитиевом инициаторе составляло 20 ммоль. Полимеризацию осуществляют при начальной температуре 65°C. После завершения полимеризации, циклогексановый раствор, содержащий 350 г бутадиена (концентрация мономера 22 массовых %) непрерывно подают в реактор с постоянной скоростью, в течение 60 минут. После завершения полимеризации, дополнительно добавляют циклогексановый раствор, содержащий 325 г стирола (концентрация мономера 22 массовых %), за 10 минут, получая сополимер. В полученном сополимере, содержание стирольного полимерного блока составляет 65 массовых % и содержание винильной связи равно 40%.
К полученному сополимеру добавляют катализатор гидрирования при 100 ч/млн, в пересчете на титан, из расчета на 100 массовых частей полимера. Реакцию гидрирования осуществляют при давлении водорода 0,7 МПа и температуре 75°C. 0,3 массовых частей октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата, в качестве стабилизатора, добавляют к полученному полимерному раствору, из расчета на 100 массовых частей гидрированного продукта блок-сополимера. Полученный гидрированный сополимер имеет средневесовую молекулярную массу 50000. Степень гидрирования двойных связей в бутадиене, входящем в состав гидрированного сополимера, равна 99% (здесь далее, гидрированный сополимер называют "каучук-2").
(4) Получение гидрированного продукта (каучук-3) блок-сополимера (B-3)
Периодическую полимеризацию осуществляют, используя корпусной реактор с рубашкой и мешалкой, имеющий внутренний объем 10 л. Сначала добавляют 6,4 л циклогексана и 75 г стирола. Заблаговременно TMEDA добавляют так, чтобы число молей TMEDA было 0,25-кратным по отношению к числу молей Li в н-бутиллитии, и число молей Li в н-бутиллитиевом инициаторе составляло 10 ммоль. Полимеризацию осуществляют при начальной температуре 65°C. После завершения полимеризации, циклогексановый раствор, содержащий 470 г бутадиена и 380 г стирола (концентрация мономера 22 массовых %) непрерывно подают в реактор с постоянной скоростью, в течение 60 минут. После завершения полимеризации, дополнительно добавляют циклогексановый раствор, содержащий 75 г стирола (концентрация мономера 22 массовых %), за 10 минут, получая сополимер. В полученном сополимере, содержание стирола составляет 53 массовых %. Содержание стирольного полимерного блока в сополимере составляет 15 массовых %. Содержание стирола в сополимерном блоке (а именно, сополимерном блоке, включающем сопряженное диеновое мономерное звено и винилароматическое мономерное звено) составляет 45 массовых %, и содержание винильной связи равно 23%.
К полученному сополимеру добавляют катализатор гидрирования при 100 ч/млн, в пересчете на титан, из расчета на 100 массовых частей полимера. Реакцию гидрирования осуществляют при давлении водорода 0,7 МПа и температуре 75°C. 0,3 массовых частей октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата, в качестве стабилизатора, добавляют к полученному полимерному раствору, из расчета на 100 массовых частей гидрированного сополимера. Полученный гидрированный сополимер имеет средневесовую молекулярную массу 160000. Степень гидрирования двойных связей в бутадиене, входящем в состав гидрированного сополимера, равна 99% (здесь далее, гидрированный сополимер называют "каучук-3").
(5) Получение гидрированного продукта (каучук-4) блок-сополимера (B-4)
Периодическую полимеризацию осуществляют, используя корпусной реактор с рубашкой и мешалкой, имеющий внутренний объем 10 л. Сначала добавляют 6,4 л высушенного и очищенного циклогексана и 210 г стирола. Заблаговременно тетраметилэтилендиамин (TMEDA) добавляют так, чтобы число молей TMEDA было 2,0-кратным по отношению к числу молей Li в н-бутиллитиевом инициаторе, и число молей Li в н-бутиллитиевом инициаторе составляло 0,008 моль. Полимеризацию осуществляют при начальной температуре 55°C. После завершения полимеризации, циклогексановый раствор, содержащий 580 г бутадиена (концентрация мономера 22 массовых %) непрерывно подают в реактор с постоянной скоростью, в течение 60 минут. Затем дополнительно добавляют циклогексановый раствор, содержащий 210 г стирола (концентрация мономера 22 массовых %), за 10 минут, получая сополимер. В полученном сополимере, содержание стирольного полимерного блока составляет 42 массовых % и содержание винильной связи равно 75%.
К полученному сополимеру добавляют катализатор гидрирования при 100 ч/млн, в пересчете на титан, из расчета на 100 массовых частей полимера. Реакцию гидрирования осуществляют при давлении водорода 0,7 МПа и температуре 75°C. 0,3 массовых частей октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата, в качестве стабилизатора, добавляют к полученному полимерному раствору, из расчета на 100 массовых частей гидрированного сополимера. Полученный гидрированный сополимер имеет средневесовую молекулярную массу 96000. Степень гидрирования двойных связей в бутадиене, входящем в состав гидрированного сополимера, равна 99% (здесь далее, гидрированный сополимер называют "каучук-4").
(6) Получение гидрированного продукта (каучук-5) блок-сополимера (B-5)
Периодическую полимеризацию осуществляют, используя корпусной реактор с рубашкой и мешалкой, имеющий внутренний объем 10 л. Заблаговременно тетраметилэтилендиамин добавляют так, чтобы число молей тетраметилэтилендиамина было 0,3-кратным по отношению к числу молей Li в н-бутиллитии. Таким образом, получают н-бутиллитиевый инициатор. В реактор добавляют 6,4 л циклогексана и 60 г стирола. Затем, н-бутиллитиевый инициатор добавляют так, чтобы число молей Li в н-бутиллитиевом инициаторе было 0,008 моль, и полимеризацию осуществляют при начальной температуре 65°C. После завершения полимеризации, циклогексановый раствор, содержащий 600 г бутадиена и 280 г стирола (концентрация мономера 22 массовых %) непрерывно подают в реактор с постоянной скоростью, в течение 60 минут. После завершения полимеризации, дополнительно добавляют циклогексановый раствор, содержащий 60 г стирола (концентрация мономера 22 массовых %), за 10 минут, получая сополимер. Содержание стирола в полученном сополимере составляет 40 массовых %. Содержание стирольного полимерного блока в сополимере составляет 12 массовых %. Содержание стирола в сополимерном блоке (а именно, сополимерном блоке, включающем сопряженное диеновое мономерное звено и винилароматическое мономерное звено) составляет 32 массовых %, и содержание винильной связи равно 20%.
К полученному сополимеру добавляют катализатор гидрирования при 100 ч/млн, в пересчете на титан, из расчета на 100 массовых частей сополимера. Реакцию гидрирования осуществляют при давлении водорода 0,7 МПа и температуре 75°C, получая полимерный раствор. 0,3 массовых частей октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата, в качестве стабилизатора, добавляют к полученному реакционному раствору, из расчета на 100 массовых частей гидрированного сополимера. Полученный гидрированный сополимер имеет средневесовую молекулярную массу 152000. Степень гидрирования двойных связей в бутадиене, входящем в состав гидрированного сополимера, равна 99% (здесь далее, гидрированный сополимер называют "каучук-5").
(7) Получение гидрированного продукта (каучук-6) блок-сополимера (B-6)
Периодическую полимеризацию осуществляют, используя корпусной реактор с рубашкой и мешалкой, имеющий внутренний объем 10 л. Заблаговременно тетраметилэтилендиамин добавляют так, чтобы число молей тетраметилэтилендиамина было 0,3-кратным по отношению к числу молей Li в н-бутиллитии. Таким образом, получают н-бутиллитиевый инициатор. В реактор добавляют 6,4 л циклогексана и 80 г стирола. Затем, н-бутиллитиевый инициатор добавляют так, чтобы число молей Li в н-бутиллитиевом инициаторе было 0,008 моль, и полимеризацию осуществляют при начальной температуре 65°C. После завершения полимеризации, циклогексановый раствор, содержащий 280 г бутадиена и 560 г стирола (концентрация мономера 22 массовых %) непрерывно подают в реактор с постоянной скоростью, в течение 60 минут. После завершения полимеризации, дополнительно добавляют циклогексановый раствор, содержащий 80 г стирола (концентрация мономера 22 массовых %), за 10 минут, получая сополимер. Содержание стирола в полученном сополимере составляет 72 массовых %. Содержание стирольного полимерного блока в сополимере составляет 16 массовых %. Содержание стирола в сополимерном блоке (а именно, сополимерном блоке, включающем сопряженное диеновое мономерное звено и винилароматическое мономерное звено) составляет 67 массовых %, и содержание винильной связи равно 15%.
К полученному сополимеру добавляют катализатор гидрирования при 100 ч/млн, в пересчете на титан, из расчета на 100 массовых частей сополимера. Реакцию гидрирования осуществляют при давлении водорода 0,7 МПа и температуре 75°C, получая реакционный раствор. 0,3 массовых частей октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата, в качестве стабилизатора, добавляют к полученному реакционному раствору, из расчета на 100 массовых частей гидрированного сополимера. Полученный гидрированный сополимер имеет средневесовую молекулярную массу 149000. Степень гидрирования двойных связей в бутадиене, входящем в состав гидрированного сополимера, равна 99% (здесь далее, гидрированный сополимер называют "каучук-6").
(8) Получение гидрированного продукта (каучук-7) блок-сополимера (B-7)
Периодическую полимеризацию осуществляют, используя корпусной реактор с рубашкой и мешалкой, имеющий внутренний объем 10 л. Заблаговременно тетраметилэтилендиамин добавляют так, чтобы число молей тетраметилэтилендиамина было 0,3-кратным по отношению к числу молей Li в н-бутиллитии. Таким образом, получают н-бутиллитиевый инициатор. В реактор добавляют 6,4 л циклогексана и 135 г стирола. Затем, н-бутиллитиевый инициатор добавляют так, чтобы число молей Li в н-бутиллитиевом инициаторе было 0,008 моль, и полимеризацию осуществляют при начальной температуре 65°C. После завершения полимеризации, циклогексановый раствор, содержащий 800 г бутадиена и 90 г стирола (концентрация мономера 22 массовых %) непрерывно подают в реактор с постоянной скоростью, в течение 60 минут. После завершения полимеризации, добавляют циклогексановый раствор, содержащий 135 г стирола (концентрация мономера 22 массовых %), за 10 минут, получая сополимер. Содержание стирола в полученном сополимере составляет 31 массовый %. Содержание стирольного полимерного блока в сополимере составляет 23 массовых %. Содержание стирола в сополимерном блоке (а именно, сополимерном блоке, включающем сопряженное диеновое мономерное звено и винилароматическое мономерное звено) составляет 10 массовых %, и содержание винильной связи равно 40%.
К полученному сополимеру добавляют вышеуказанный катализатор гидрирования при 100 ч/млн, в пересчете на титан, из расчета на 100 массовых частей сополимера. Реакцию гидрирования осуществляют при давлении водорода 0,7 МПа и температуре 75°C, получая полимерный раствор. 0,3 массовых частей октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата, в качестве стабилизатора, добавляют к полученному полимерному раствору, из расчета на 100 массовых частей гидрированного сополимера. Полученный гидрированный сополимер имеет средневесовую молекулярную массу 103000. Степень гидрирования двойных связей в бутадиене, входящем в состав гидрированного сополимера, равна 99% (здесь далее, гидрированный сополимер называют "каучук-7").
(C) Мягчитель
Масло на основе парафина (выпускаемое Idemitsu Kosan Co. Ltd., торговая марка "Diana Process Oil PW-90")
(D) Полиорганосилоксан
Используют диметилсилоксан (выпускаемый Dow Corning Toray Co., Ltd., торговая марка "SH200"; 60000 сантистоксов (сСт)) (здесь далее называемый "полиорганосилоксан-1").
Используют диметилсилоксан (выпускаемый Dow Corning Toray Co., Ltd., торговая марка "SH200"; 3000 сантистоксов (сСт)) (здесь далее называемый "полиорганосилоксан-2").
(E) Получение сополимера на основе этилен·α-олефин (каучук-8, каучук-9)
Сополимер этилена и октена-1 получают по методу с применением металлоценового катализатора, описанному в выложенной заявке на патент Японии № 03-163088. Содержание этилена в сополимере составляет 72 массовых % и содержание октена-1 составляет 28 массовых % (здесь далее называемый "каучук-8").
Используют сополимер этилена и октена-1, полученный с применением металлоценового (выпускаемый Dow Chemical Company, торговая марка "ENGAGE 8842"). Содержание этилена в сополимере составляет 55 массовых % и содержание октена составляет 45 массовых % (здесь далее называемый "каучук-9").
(F) Органический пероксид
2,5-Диметил-2,5-бис(трет-бутилперокси)гексан (выпускаемый NOF Corporation, торговая марка " PERHEXA 25B")
Следующие полифункциональные мономеры используют в комбинации в качестве сшивающей добавки, из расчета на 100 массовых частей 2,5-диметил-2,5-бис(трет-бутилперокси)гексана:
Триаллилизоцианурат (выпускаемый Nippon Kasei Chemical Company Limited; здесь далее обозначенный "TAIC"), 1,4 массовых частей
Дивинилбензол (выпускаемый Wako Pure Chemical Industries, Ltd.; здесь далее обозначенный "DVB"), 0,4 массовых частей
[Примеры и примеры сравнения]
В качесте экструдера используют двухшнековый экструдер, имеющий масловпускное отверстие в центральной части цилиндра (ø 40 мм, L/D = 47; выпускаемый TOSHIBA MACHINE CO., LTD., "TEM58SS"). В качестве шнека используют двухходовой шнек с участком перемешивания до и после впускного отверстия. Приведенные в таблице исходные материалы, иные чем мягчитель, смешивают отдельными порциями согласно составу композиции (соотношение массовых частей), указанному в таблице. Затем, смешанный исходный материал вводят в двухшнековый экструдер (температура цилиндра 200°C) с помощью питателя постоянного объема. Потом, заранее заданное количество мягчителя нагнетают с помощью насоса через впускное отверстие, расположенное в центральной части экструдера. Полученный смешанный продукт подвергают экструзии из расплава, получая термопластическую эластомерную композицию. Используя пресс с подогревом (выпускаемый Toho Press Seisakusho K.K., "T-50"), полученную термопластическую эластомерную композицию отливают под давлением при 200°C, формуя термопластическую эластомерную композицию в листовой материал толщиной 2 мм. Листовой материал используют в качестве образца для оценки приведенных ниже физических свойств (2), (3), (4) и (7).
Физические свойства термопластической эластомерной композиции и образца оценивают следующими методами. В термопластической эластомерной композиции по примеру 1, средневесовая молекулярная масса компонент (A) после сшивки, измеренная ГПХ равна 11×104, в пересчете на полистирол. Для примеров и примеров сравнения, иных, чем пример 1, средневесовые молекулярные массы компонентов (A) после сшивки приведены в таблицах 1-5, соответственно.
(1) Скорость течения расплава (MFR)
Измерение осуществляют согласно ASTM D1238. Измерение выполняют при двух условиях измерений, т.е., случая с температурой нагревания 230°C и нагрузкой 1,2 кг и случая с температурой нагревания 230°C и нагрузкой 2,16 кг.
(2) Поверхностная твердость (твердость по JIS A)
Используют образец листового материала толщиной 2 мм. Четыре листовых материала наслаивают, и оценивают по JIS K7215 типа A в атмосферной среде при 23°C.
(3) Остаточное сжатие
Остаточное сжатие измеряют согласно JIS K6262. Образец листового материала толщиной 2 мм подвергают штампованию, получая диск диаметром 2,9 мм. Шесть-семь дисков наслаивают, так чтобы получить толщину 12,7 мм. Полученный образец используют в качестве образца для испытания. Образец для испытания устанавливают в держатель. К держателю прикладывают давление с помощью компрессора для сжатия образца для испытания до толщины 9,52 мм (процент сжатия 25%). Болт держателя затягивают, чтобы поддерживать сжатое состояние. Держатель с установленным образцом для испытания помещают в термостат при 100°C, и оставляют на 22 часа. После тепловой обработки образец для испытания оставляют в камере термостата при 23°C на 30 минут, охлаждают и измеряют толщину t образца для испытания (мм). Остаточное сжатие (%) рассчитывают, используя следующее уравнение:
остаточное сжатие (%) = {(12,7-t)/3,18}×100
(4) Низкотемпературные характеристики
Удлинение при растяжении (%) оценивают согласно JIS K6251 в атмосферной среде при -30°C.
(5) Средневесовая молекулярная масса компонента (A)
Смолу на основе полипропилена (A) в термопластической эластомерной композиции получают следующим образом: приблизительно 1 г гранул подвергают экстракции в аппарате Сокслета, используя о-дихлорбензол в качестве растворителя, в течение 10 часов, и смолу на основе полипропилена (A) растворяют, и извлекают. Полученный компонент смолы на основе полипропилена анализируют гель-проникающей хроматографией (ГПХ) в нижеуказанных условиях, и определяют средневесовую молекулярную массу в пересчете на полистирол.
Прибор для анализа: выпускаемый Waters Corporation, ГПХ/V2000
колонка: Shodex AT-G + AT806 MS × 2
растворитель: о-дихлорбензол
температура: колонки и инжектора 145°C
концентрация: около 1,0 г/л
скорость потока: 1.0 mL/min
детектор: рефрактометрический детектор (RI)
(6) Тангенс угла потерь (максимальная температура tgδ)
Тангенс угла потерь (максимальную температуру tgδ) определяют, измеряя спектр вязкоупругости с использованием прибора rheospectoler (выпускаемого Rheology Co., Ltd., тип DVE-V4) в условиях деформации 0,1% и частоты 1 Гц.
(7) Физико-механические свойства (прочность при растяжении и удлинение при растяжении)
Прочность при растяжении (МПа) и удлинение при растяжении (%) оценивают согласно JIS K6251 в атмосферных условиях при 23°C.
(8) Вязкость расплава
Используя капиллярный вискозиметр "Capilograph ID", выпускаемый Toyo Seiki Seisaku-sho, Ltd., вязкость расплава измеряют при температуре нагревания 230°C, диаметре цилиндра 9,55 мм, диаметре капилляра ø 1,0 мм и длине капилляра 10 мм. Вязкость расплава измеряют капиллярным вискозиметром, при скорости сдвига 100/сек, и скорости сдвига 1000/сек, соответственно.
(9) Инжекционная формуемость
Термопластическую эластомерную композицию инжекционно формуют, используя листовую металлическую пресс-форму толщиной 2 мм, длиной 32 см и шириной 32 см, с шириной литника 8 мм и толщиной литника 2 мм, имеющую гнездо, поверхность которого текстурирована под кожу. Таким образом, оценивают инжекционную формуемость термопластической эластомерной композиции. В качестве литьевой машины используют "SG220", выпускаемую Sumitomo Heavy Industries, Ltd. В условиях формования, температура смолы равна 230°C, температура металлической пресс-формы равна 60°C, время инжекции составляет 10 секунд, скорость инжекции равна 80%, сопротивление потоку равно 10%, число оборотов шнека равно 100 об/мин и инжекционное давление равно 100 МПа.
Для термопластической эластомерной композиции, используемой в инжекционном формовании, пластичность листового материала оценивают на основании приведенных ниже критериев оценки:
"S": термопластическая эластомерная композиция полностью залита без пустот в металлическую пресс-форму, и полученный формованный продукт не имеет недостатков по внешнему виду,
"A": термопластическая эластомерная композиция полностью залита без пустот в металлическую пресс-форму, но полученный формованный продукт имеет небольшой шов или вмятину,
"B": термопластическая эластомерная композиция полностью залита без пустот в металлическую пресс-форму, но полученный формованный продукт имеет видимые недостатки, такие как шов и вмятина, и
"С": термопластическая эластомерная композиция не полностью залита без пустот в металлическую пресс-форму.
(10) Текучесть при формовании (длина течения по спирали (SFD))
Термопластическую эластомерную композицию инжектируют в гнездо металлической пресс-формы со спиралеобразным течением, толщиной 1 мм, шириной 10 мм, с диаметром литника 4,5 мм и толщиной литника 1 мм, и измеряют длину течения (длину течения по спирали). В качестве литьевой машины используют "SH100" выпускаемую Sumitomo Heavy Industries, Ltd. Условия формования, температура смолы: 230°C, температура металлической пресс-формы: 60°C, время инжекции: 10 секунд, скорость инжекции: 40%, сопротивление потоку: 10%, число оборотов шнека: 100 об/мин и инжекционное давление: 100 МПа.
(11) Оценка внешнего вида (следы потоков)
Оценивают внешний вид пластины, полученной в (9).
"A": при визуальном осмотре следы потоков не найдены,
"B": при визуальном осмотре найден слабый след потока
и
"C": при визуальном осмотре найден видимый след потока.
(12) Липкость
Липкость формованного продукта (пластина), полученного в (9), оценивают на основании критерия оценки
"S": полученный формованный продукт не обладает липкостью,
"A": полученный формованный продукт имеет небольшую липкость, но нет проблем с практическим применением,
"B": полученный формованный продукт имеет липкость, и не пригоден для практического применения, и
"C": полученный формованный продукт имеет сильную липкость.
(13) Оценка на ощупь
Формованный продукт (пластину), полученную в (9), оценивают на ощупь.
Тактильное ощущение оценивают вслепую (метод оценки, по которому оценку производят только на ощупь, без добавления ощущения, полученного от зрительного восприятия, такого как "выглядит мокрым" и " выглядит мягким"), и прикосновение, когда образца касаются ладонью руки, оценивают пятью баллами. Ощущение от касания поверхностного материала, полученного из олефинового термопластического эластомера (TPO) согласно общепринятой техники (выпускаемый KYOWA LEATHER CLOTH CO., LTD., поверхностный материал, полученный вакуумной вытяжкой) принимают за эталонную точку (три балла). Такое же ощущение от касания, как данное, оценивают в три балла (3), ощущение лучшее, чем данное, оценивают в четыре балла (4), еще лучшее ощущение оценивают в пять баллов (5), ощущение немного худшее, чем данное, оценивают в два балла (2) и ощущение значительно худшее оценивают в один балл (1).
(14) Износостойкость
Оценивают износостойкость формованного продукта (пластина), полученного в (9). Износостойкость оценивают, используя Color Fastness Rubbing Tester (выпускаемый TESTER SANGYO CO,. LTD., "AB-301") на основании числа возвратно-поступательных движений до тех пор, пока текстура под кожу на поверхности формованного продукта не станет изношенной. Условия оценки следующие:
температурный режим: в атмосферных условиях при 23°C
длина хода: 120 мм
частота: 1 цикл/2 сек
нагрузка: 1 кг
натирочный предмет: 100% хлопчатобумажная ткань, Kanakin No. 3 (согласно JIS L0803), сложенная втрое и приложенная
площадь контакта: 1 см2
(15) Формование поверхностного материала для приборной панели (формование приборной панели)
Используя термопластические эластомерные композиции по примерам 1-7 и примерам сравнения 1-5, получают поверхностный материал для приборной панели (здесь далее просто называемый "поверхностный материал", в некоторых случаях), и оценивают свойства. Сначала будет описан метод получения поверхностного материала со ссылкой на фигуру 3. Фигура 3 представляет схему, показывающую технологию осуществления способа получения поверхностного материала для приборной панели (поверхностного материала) 20. Сначала металлическую пресс-форму для формования передней стороны поверхностного материала (здесь далее называемой "металлическая пресс-форма лицевой стороны") 200A и металлическую пресс-форму для формования задней поверхности поверхностного материала (здесь далее называемой "металлическая пресс-форма задней стороны") 200B изготавливают следующим образом (смотри (1) на фигуре 3). Была подготовлена натуральная кожа для инверсии (300 мм × 400 мм) и изготовлена соответствующая обратная модель. На основе модели, изготавливают пластину с гальванопокрытием в качестве металлической пресс-формы лицевой стороны 200A. Затем, изготавливают металлическую пресс-форму задней стороны 200B, так, чтобы имела форму, которая обеспечивает заданную толщину, соответствующую металлической пресс-форме задней стороны 200B и пластине с гальванопокрытием (металлическая пресс-форма лицевой стороны 200A) вместе взятыми.
Затем, металлическую пресс-форму лицевой стороны 200A и металлическую пресс-форму задней стороны 200B складывают воедино, и в гнездо заливают термопластическую эластомерную композицию P (смотри, (2) на фигуре 3). Металлическая пресс-форма лицевой стороны 200A и металлическая пресс-форма задней стороны 200B сконструированы так, что толщина полости, образуемой между указанными пресс-формами, при совмещении соответствующих металлических пресс-форм, составляет 1 мм. Совмещенные металлические пресс-формы нагревают до 60°C, и расплавленную термопластическую эластомерную композицию P заливают в гнездо через литник 50. Впоследствии, термопластическую эластомерную композицию P, залитую в полость между металлической пресс-формой лицевой стороны 200 A и металлической пресс-формой задней стороны 200B, извлекают, получая поверхностный материал 20 (смотри, (3) на фигуре 3).
Липкость и ощущение на ощупь для полученного поверхностного материала 20 оценивают согласно методу оценки. Пластичность полученного поверхностного материала 20 оценивают на основании следующих критериев оценки:
"S": термопластическая эластомерная композиция может быть полностью залита без пустот в металлическую пресс-форму, и полученный формованный продукт не имеет недостатков по внешнему виду,
"A": термопластическая эластомерная композиция полностью залита без пустот в металлическую пресс-форму, но полученный формованный продукт имеет небольшой шов или вмятину,
"B": термопластическая эластомерная композиция полностью залита без пустот в металлическую пресс-форму, но полученный формованный продукт имеет видимые недостатки, такие как шов и вмятина, и
"С": термопластическая эластомерная композиция не полностью залита без пустот в металлическую пресс-форму.
Далее, используя каждый из поверхностных материалов 20 по примерам 1-7, получают слоистый пластик 10a, имеющий двухслойную структуру (смотри, фигуру 4), и слоистый пластик 10b, имеющий трехслойную структуру (смотри, фигуру 5). Фигура 4 представляет схематический вид в разрезе слоистого пластика 10a, имеющего двухслойную структуру, и фигура 5 представляет схематический вид в разрезе слоистого пластика 10b, имеющего трехслойную структуру. В способе получения слоистого пластика 10a, наполнитель 40 (выпускаемый Japan Polypropylene Corporation, блочный полипропилен с добавлением талька (скорость течения расплава в условиях 230°C и нагрузки 2,16 кг: 33 г/10 мин, толщина 3,5 мм)) формуют заранее. Наполнитель 40 распределяют по металлической пресс-форме, и интегрально формуют с поверхностным материалом 20, получая слоистый пластик 10a, имеющий двухслойную структуру (смотри, фигуру 4). Кроме того, пенистый материал 30 (выпускаемый BASF INOAC Polyurethanes Ltd., термоотверждающийся полутвердый пенополиуретан, торговая марка "Formlite RM", плотность 180 кг/м3, толщина 8 мм) размещают между поверхностным материалом 20, и наполнителем 40 и формуют интегрально, получая слоистый пластик 10b, имеющий трехслойную структуру (смотри, фигуру 5). Слоистый пластик 10b имеет преимущество более мягкого ощущения по сравнению с поверхностным материалом 20.
(16) Полный анализ
Полный анализ выполнен на основании вышеуказанных всесторонних оценок. За показатель принята сумма баллов в полном анализе, случай, когда требования в отношении детали автомобиля могут быть удовлетворены, принят за эталонную точку (три (3) балла). Когда полный анализ лучше эталонного, присваивается четыре (4) балла и, когда полный анализ значительно лучше эталонного, присваивается пять (5) баллов. Когда полный анализ немного хуже эталонного, присваивается два (2) балла. Когда полный анализ значительно хуже эталонного, присваивается один (1) балл.
Здесь далее, композиции и физические свойства по примерам и примерам сравнения приведены в таблице 1-таблице 5.
-30°C (%)
-30°C (%)
(г/10 мин)
-30°C (%)
(г/10 мин)
-30°C (%)
(г/10 мин)
-30°C (%)
Как видно из таблиц 1-5, приборные панели, полученные из термопластических эластомерных композиций по примерам 1-7, имеют хорошую оценку на ощупь и внешний вид, и вполне удовлетворяют требованиям, предъявляемым материалам для внутренней отделки автомобиля. Кроме того, полные анализы соответствующих композиций по примерам 1-7 хорошие. Следовательно, установлено, что термопластические эластомерные композиции по примерам 1-7 обладают высокой текучестью при формовании, физико-механическими свойствами и износостойкостью, и обеспечивают хороший внешний вид и ощущение на ощупь, необходимые для применения указанных композиций в качестве материала для внутренней отделки автомобиля. Тем временем найдено, что никакая приборная панель практически пригодная к употреблению не была получена из термопластических эластомерных композиций по примерам сравнения 1-5, и полные анализы плохие.
Также установлено, что термопластические эластомерные композиции по примерам 8-17 обладают высокой текучестью при формовании, физико-механическими свойствами и износостойкостью, и обеспечивают хороший внешний вид и ощущение на ощупь, и удовлетворяют требованиям в качестве материала для внутренней отделки автомобиля, как, например, для приборной панели. Тем временем найдено, что в термопластических эластомерных композициях по примерам сравнения 6-11, одно из физических свойств становится хуже, и полные анализы плохие.
Настоящая заявка основана на патентной заявке Японии (№ 2010-132285), зарегистрированной патентным ведомством Японии 9 июня, 2010, содержание которой включено здесь в качестве ссылки.
Промышленная применимость
Термопластическая эластомерная композиция по настоящему изобретению и формованные продукты с применением указанной композиции пригодны для применения в качестве деталей для внутренней отделки автомобиля и тому подобного. Конкретнее, термопластическая эластомерная композиция пригодна для применения в качестве поверхностного материала для приборных панелей, дверных панелей, дверец перчаточного ящика и имеет промышленную применимость.
Список ссылочных позиций
1...приборная панель, 12...верхняя секция, 14...участок накладки, 16...нижняя секция, 142...слой поверхностного материала для автомобилей (слой поверхностного материала), 144...слой пенистого материала, 146...слой наполнителя, 200A...металлическая пресс-форма для формования передней стороны поверхностного материала (металлическая пресс-форма лицевой стороны), 200B...металлическая пресс-форма для формования задней поверхности поверхностного материала (металлическая пресс-форма задней стороны), 10a, 10b...слоистый пластик, 20...поверхностный материал для приборной панели (поверхностный материал), 30...пенистый материал, 40...наполнитель, 50...литник
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРИРОВАННЫЙ КАУЧУК С УЛУЧШЕННЫМИ ЭКСПЛУАТАЦИОННЫМИ ХАРАКТЕРИСТИКАМИ В ТЕРМОПЛАСТИЧЕСКИХ ЭЛАСТОМЕРНЫХ КОМПОЗИЦИЯХ | 2016 |
|
RU2728997C2 |
| ТРУБКА, ИСПОЛЬЗУЮЩАЯ ГИДРИРОВАННЫЙ БЛОК-СОПОЛИМЕР | 2016 |
|
RU2698198C1 |
| КРОШКА БЛОК-СОПОЛИМЕРА И ЧУВСТВИТЕЛЬНАЯ К ДАВЛЕНИЮ КЛЕЕВАЯ КОМПОЗИЦИЯ | 2015 |
|
RU2647856C1 |
| КОМПОЗИЦИЯ СМОЛЫ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 2017 |
|
RU2713173C1 |
| ГИДРИРОВАННЫЙ БЛОК-СОПОЛИМЕР, КОМПОЗИЦИЯ ПОЛИПРОПИЛЕНОВОЙ СМОЛЫ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 2017 |
|
RU2722160C2 |
| КОМПОЗИЦИЯ ГИДРИРОВАННОГО БЛОК-СОПОЛИМЕРА И САМОКЛЕЯЩАЯСЯ КОМПОЗИЦИЯ | 2015 |
|
RU2661999C2 |
| ПЛЕНКА | 2016 |
|
RU2695172C1 |
| ГИДРИРОВАННЫЙ БЛОК-СОПОЛИМЕР, ПОЛИМЕРНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИПРОПИЛЕНА С ЕГО ИСПОЛЬЗОВАНИЕМ И ИЗДЕЛИЕ, ФОРМОВАННОЕ ИЗ НЕЕ | 2016 |
|
RU2695339C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ С ЭЛАСТОМЕРНЫМИ СВОЙСТВАМИ В ШИРОКИХ ТЕМПЕРАТУРНЫХ ИНТЕРВАЛАХ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2314324C1 |
| УПАКОВАННОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ, СШИВАЮЩАЯ КАУЧУКОВАЯ КОМПОЗИЦИЯ, СПОСОБ ПОЛУЧЕНИЯ УПАКОВАННОГО ФОРМОВАННОГО ИЗДЕЛИЯ, СПОСОБ ПОЛУЧЕНИЯ СШИВАЮЩЕЙ КАУЧУКОВОЙ КОМПОЗИЦИИ И ПРОТЕКТОР ДЛЯ ШИНЫ | 2021 |
|
RU2813639C1 |
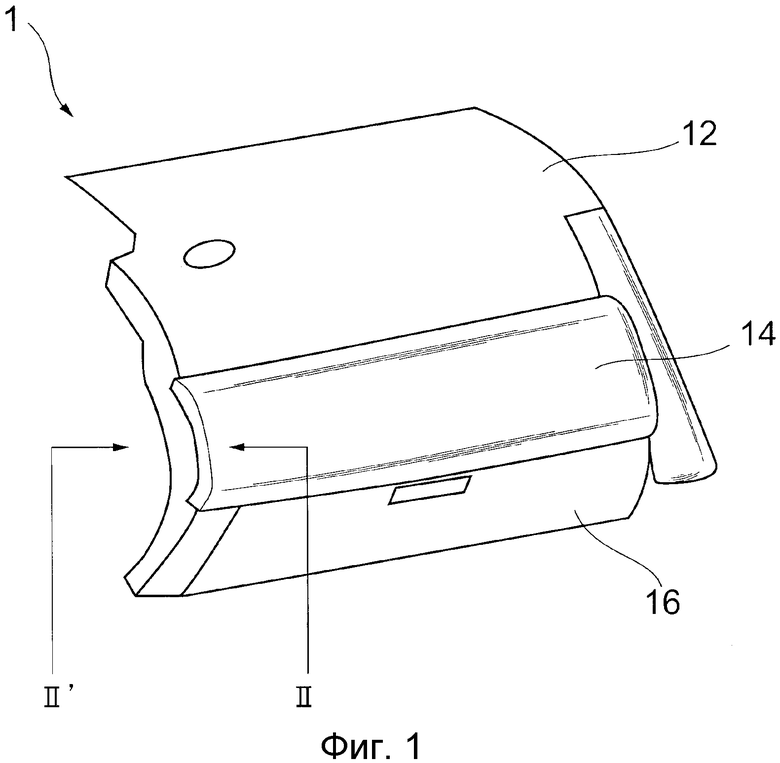
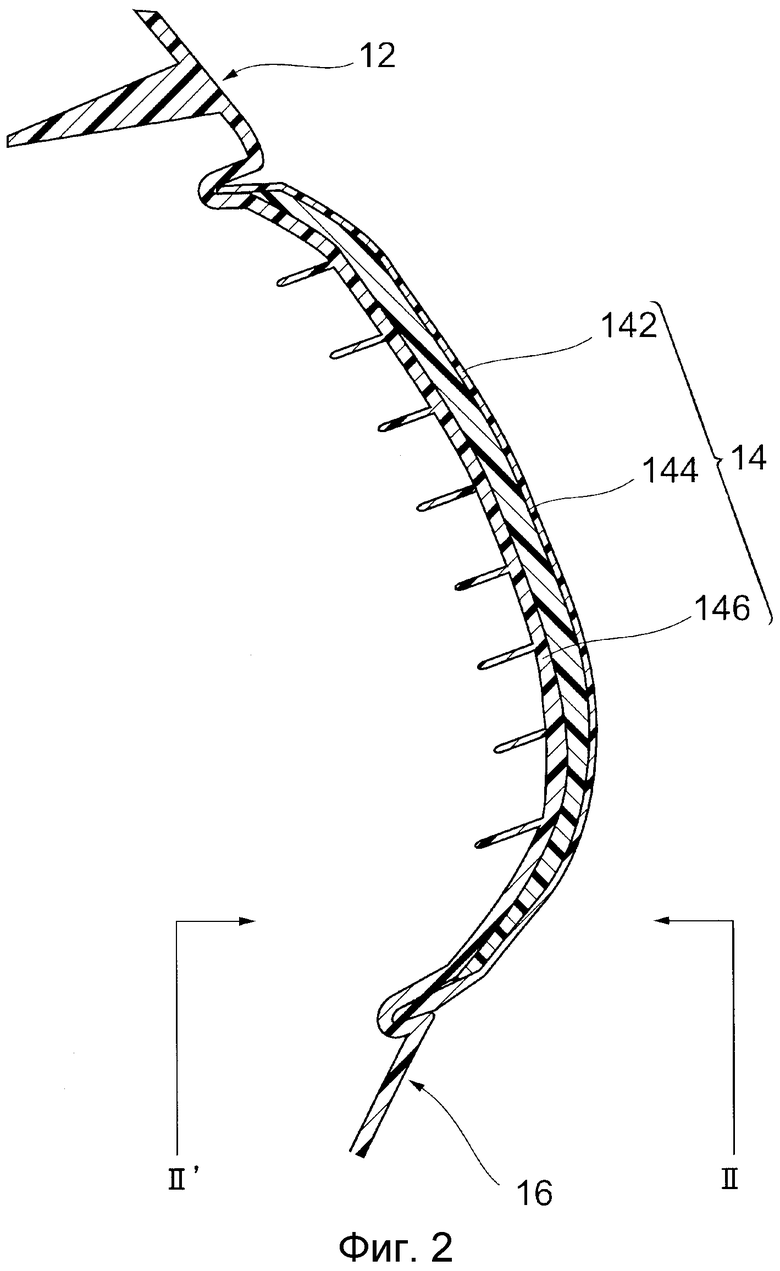
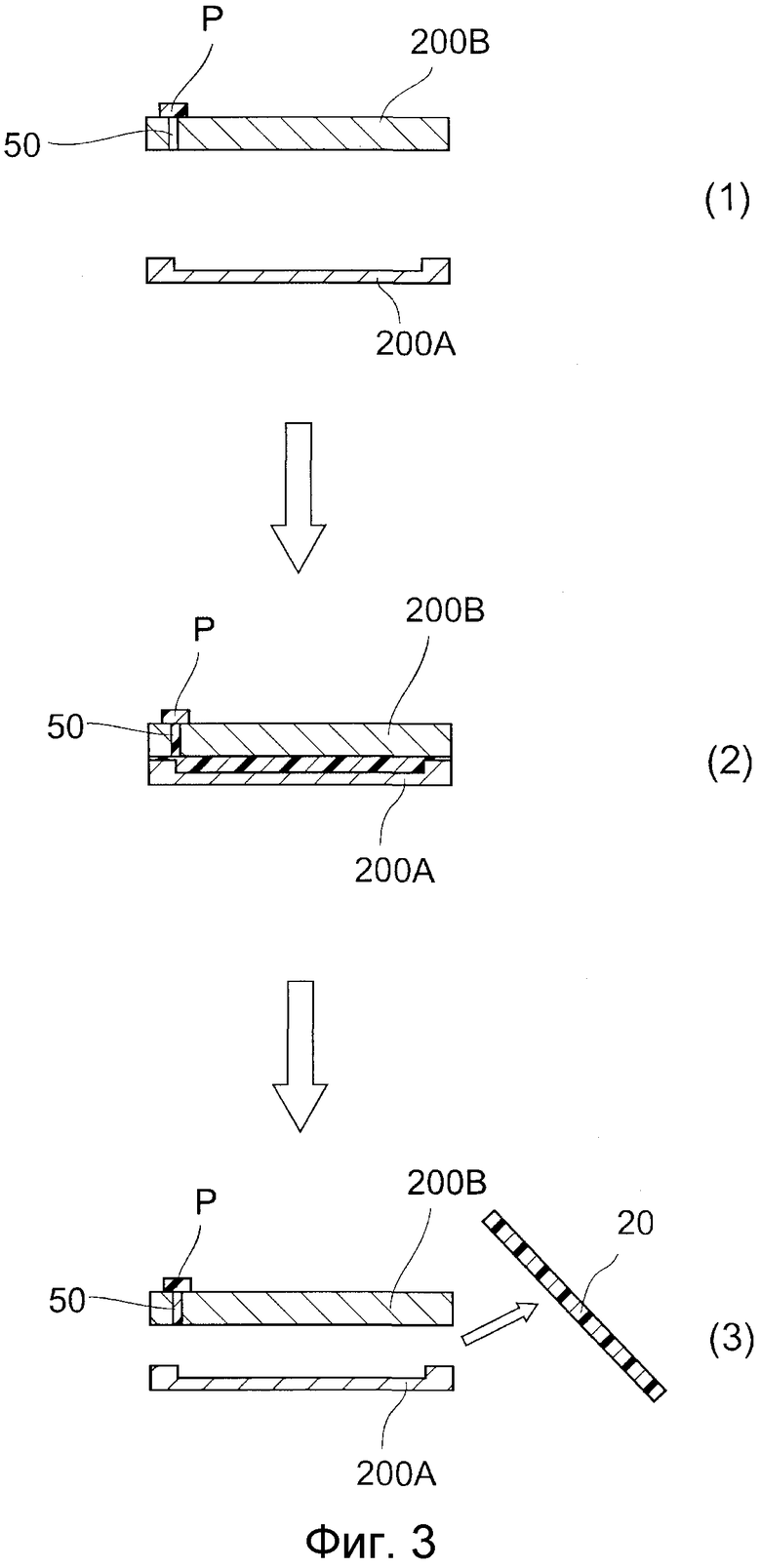
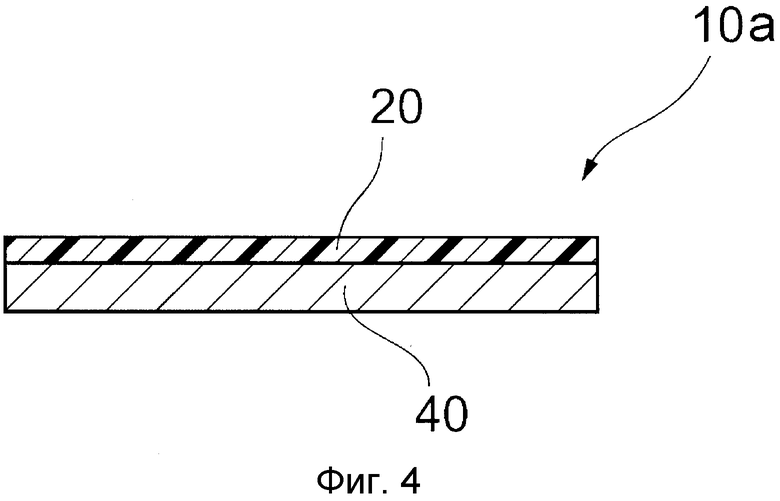
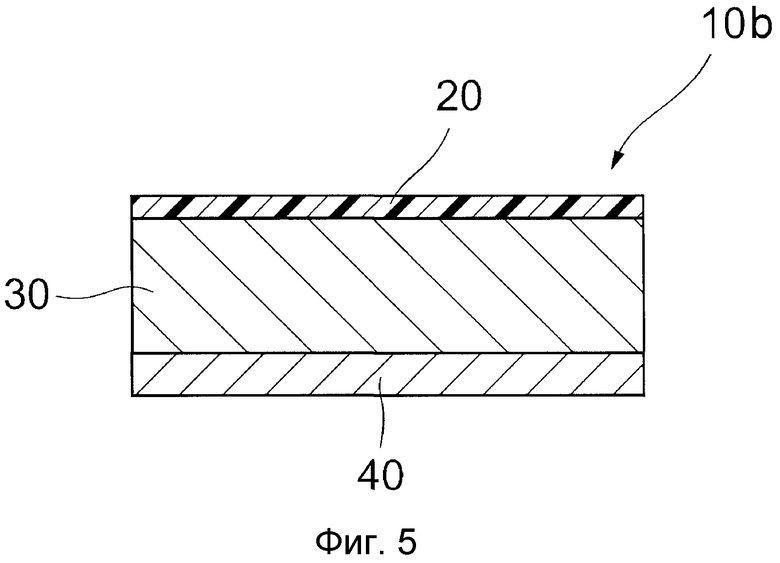
Изобретение относится к термопластической эластомерной композиции и формованным продуктам, таким как листовой материал, материал для внутренней отделки автомобиля, слоистым пластикам и приборным панелям, полученных с использованием указанной композиции. Термопластическая композиция получена сшиванием композиции, которая содержит смолу на основе полипропилена, гидрированный продукт блок-сополимера, мягчитель и полиорганосилоксан. Причем гидрированный продукт блок-сополимера имеет, по меньшей мере, один блок, включающий сопряженное диеновое мономерное звено и, по меньшей мере, один блок, включающий винилароматическое мономерное звено. Полученная по изобретению термопластическая композиция обладает высокой текучестью при формовании, высокими физико-механическими свойствами и износостойкостью, что обеспечивает хороший внешний вид и тактильное ощущение формованных продуктов с применением указанной композиции. 6 н. и 7 з.п. ф-лы, 5 ил., 5 табл., 28 пр.
1. Термопластическая эластомерная композиция, полученная сшиванием композиции, содержащей нижеперечисленные компоненты (А)-(D):
(A) 100 массовых частей смолы на основе полипропилена,
(B) от 80 до 200 массовых частей гидрированного продукта блок-сополимера, имеющего, по меньшей мере, один блок, преимущественно включающий сопряженное диеновое мономерное звено, и, по меньшей мере, один блок, преимущественно включающий винилароматическое мономерное звено,
(C) от 100 до 250 массовых частей мягчителя и
(D) от 5 до 20 массовых частей полиорганосилоксана, имеющего кинематическую вязкость при 25°C, в соответствии с JIS Z8803, от 5000 сСт до 100000 сСт,
термопластическая эластомерная композиция, удовлетворяющая приведенным ниже условиям (1)-(5):
(1) содержание винилароматического мономерного звена в компоненте (В) составляет от 30 до 80 массовых %,
(2) скорость течения расплава (ASTM D1238, 230°C, нагрузка 1,2 кг; MFR) составляет от 35 до 85 г/10 мин,
(3) твердость по стандарту JIS А составляет от 60 до 90,
(4) остаточное сжатие (JIS К6262, 100°C, 22 часа) составляет от 30 до 70% и
(5) удлинение при растяжении, при -30°C, не менее 80%.
2. Термопластическая эластомерная композиция по п. 1, дополнительно удовлетворяющая нижеуказанным условиям (i) и (ii):
(i) вязкость расплава при скорости сдвига 100/сек, измеренная капиллярным вискозиметром, составляет от 30 до 200 Па·сек и
(ii) вязкость расплава при скорости сдвига 1000/сек, измеренная капиллярным вискозиметром, составляет от 10 до 40 Па·сек (где в качестве условия измерения вязкости расплава, измеренной капиллярным вискозиметром согласно условиям (i) и (ii), температура нагревания равна 230°C, диаметр цилиндра равен 9,55 мм, диаметр капилляра ⌀ равен 1,0 мм и длина капилляра равна 10 мм).
3. Термопластическая эластомерная композиция по п. 1 или 2, где, по меньшей мере, одна максимальная температура tgδ термопластической эластомерной композиции, измеренная динамическим анализом вязкоупругих свойств, существует в диапазоне от -25 до 40°C.
4. Термопластическая эластомерная композиция по п. 1 или 2, где компонент (А) в термопластической эластомерной композиции, полученной сшивкой, имеет средневесовую молекулярную массу, измеренную гель-проникающей хроматографией (ГПХ) с использованием о-дихлорбензола в качестве растворителя, в диапазоне от 5,0×104 до 2,0×105 в пересчете на полистирол.
5. Термопластическая эластомерная композиция по п. 1 или 2, где блок, преимущественно включающий сопряженное диеновое мономерное звено, в компоненте (В) означает сополимерный блок, преимущественно включающий сопряженное диеновое мономерное звено и включающий винилароматическое мономерное звено.
6. Термопластическая эластомерная композиция по п. 1 или 2, дополнительно включающая от 40 до 80 массовых частей сополимера на основе этилен·α-олефина, включающего этиленовое звено и звено α-олефина, содержащего от 3 до 20 атомов углерода.
7. Продукт, полученный литьем под давлением, который представляет собой формованный поверхностный материал, полученный из термопластической эластомерной композиции по любому из пп. 1-6.
8. Листовой материал, содержащий продукт, полученный литьем под давлением, по п. 7.
9. Материал для внутренней отделки автомобиля, содержащий продукт, полученный литьем под давлением, по п. 7.
10. Материал для внутренней отделки автомобиля по п. 9, где средняя толщина не превышает 2 мм и площадь поверхности составляет не менее 1000 см2.
11. Слоистый пластик, содержащий слой, включающий материал для внутренней отделки автомобиля по п. 9 или 10, и
слой, включающий материал основы, нанесенный на слой, включающий материал для внутренней отделки автомобиля, где
материал основы представляет собой, по меньшей мере, одно вещество, выбираемое из группы, включающей полипропилен, акрилонитрилбутадиенстирольную (ABS) смолу,
поликарбонат/акрилонитрилбутадиенстирольную смесь (смесь PC/ABS) и модифицированную полифениленэфирную смолу.
12. Слоистый пластик по п. 11, дополнительно содержащий слой, включающий пенистый материал, находящийся между слоем, включающим материал для внутренней отделки автомобиля, и слоем, включающим материал основы.
13. Приборная панель, содержащая слоистый пластик по п. 11 или 12.
| JP 2006199952 A, 03.08.2006 | |||
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ, ИМЕЮЩАЯ ВЫСОКУЮ ПРОЧНОСТЬ РАСПЛАВА, ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЭЛАСТИЧНЫХ ИЗДЕЛИЙ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, ПРЕМИКС, ИСПОЛЬЗУЕМЫЙ В КАЧЕСТВЕ ГОМОГЕННОЙ ДОБАВКИ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ РАСПЛАВА, ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИИ, СПОСОБ ПОЛУЧЕНИЯ ПРЕМИКСА, ФОРМОВАННОЕ ГИБКОЕ ТЕРМОПЛАСТИЧНОЕ ЭЛАСТОМЕРНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2374278C2 |
| ТЕРМОПЛАСТИЧНЫЙ ЭЛАСТОМЕРНЫЙ МАТЕРИАЛ, ВКЛЮЧАЮЩИЙ ВУЛКАНИЗИРОВАННУЮ РЕЗИНУ В ИЗМЕЛЬЧЕННОЙ ФОРМЕ | 2004 |
|
RU2375390C2 |
| EP1894974 A1, 05.03.2008 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

