Область техники, к которой относится изобретение
Изобретение относится к устройству для проклеивания волокон или подобных частиц и способу проклеивания волокон, в частности для изготовления древесно-стружечных плит, например древесно-волокнистых плит, с помощью трубопровода для пневматической транспортировки, через который подаются проклеиваемые волокна, причем к трубопроводу для пневматической транспортировки подсоединено несколько входящих в трубопровод для пневматической транспортировки форсунок, при помощи которых волокна, подаваемые через трубопровод для пневматической транспортировки, опрыскиваются клеящим веществом, причем форсунки, выполненные в виде форсунок для подачи нескольких компонентов, например двух веществ, предназначены для распыления пара, к которым подсоединены по меньшей мере один трубопровод подачи клеящего вещества и один трубопровод подачи пара.
Под древесно-стружечными плитами подразумеваются в частности древесно-волокнистые плиты, например древесно-волокнистые плиты средней плотности или древесно-волокнистые плиты высокой плотности или древесноволокнистые плиты низкой плотности. Изобретение относится также к древесно-стружечным плитам, следовательно, проклеивание стружек или подобных частиц. Под проклеиванием подразумевается опрыскивание волокон клеящим веществом соответственно связующим средством, например изоцианатами, меламино-мочевино-формальдегидными смолами, мочевино-формальдегидными смолами, мочевино-формальдегидными смолами, меламино-формальдегидными смолами, фенольными смолами или другими смолами, например на основе полиамина или танина. В процессе производства древесно-стружечных плит, например древесно-волокнистых плит из проклеиваемых волокон образуется мат, который затем в прессе под воздействием давления и тепла формуется в древесно-стружечную плиту или древесно-стружечную ленту. Прессом может быть пресс периодического действия или непрерывно работающий пресс. В процессе изготовления подобных древесно-стружечных плит проклеивание волокон имеет особое значение. Ведь свойства изготавливаемых древесно-стружечных плит, например их предел прочности при поперечном растяжении, сильно зависят от используемого количества клеящего вещества. Поэтому для изготовления древесно-стружечных плит с достаточным пределом прочности при поперечном растяжении, как правило, требуется применение большого количества клеящего вещества.
В изобретении осуществляется проклеивание в трубопроводе для пневматической транспортировки, который называется также Blow-Line. При данной технологии волокна, как правило, изготавливают из древесной щепы в дефибрере (рафинере) и волокна из рафинера подаются в трубопровод для пневматической транспортировки. В рафинере пар находится под относительно высоким давлением. Одновременно данный пар образует транспортную среду, с помощью которой волокна подаются через трубопровод для пневматической транспортировки. Через трубопровод для пневматической транспортировки волокна попадают к подключаемому осушителю. При проклеивании через трубопровод для пневматической транспортировки опрыскивание волокон осуществляется с помощью клеящего вещества в зоне трубопровода для пневматической транспортировки (непосредственно) и, следовательно, за рафинером.
Уровень техники
Из публикации, например DE 102008059877 А1 или DE 102009006704 A1, известно устройство для проклеивания через трубопровод для пневматической транспортировки.
Принципиально известно, что впрыск клеящего вещества в трубопровод для пневматической транспортировки оказывает существенное влияние на качество проклеивания. На практике из принципиальных соображений стремятся обеспечить максимально мелкое распыление клеящего вещества для получения сравнительно небольших капель клеящего вещества. Тем самым предотвращают комкование волокон, в частности достигают экономии расхода клеящего вещества. По этой причине уже предлагалось распылять клеящее вещество не просто сжатым воздухом, а паром. Для этой цели используют двухкомпонентные форсунки. Подобные двухкомпонентные форсунки известны, например, из публикации DE 202010005280 U1.
Принципиально проклеивание через трубопровод для пневматической транспортировки оказалось эффективным. Однако существуют возможности для совершенствования данной технологии. Речь идет о способе, однако он требует по-прежнему сравнительно большого количества клеящего вещества. Для этого случая и применяется изобретение.
Раскрытие изобретения
В изобретении поставлена задача создания устройства, с помощью которого можно качественно и экономично проклеивать волокна или подобные частицы таким образом, что проклеиваемые волокна обеспечивают экономичное производство древесно-стружечных плит высокого качества, а также создание способа проклеивания волокон.
Для решения данной задачи согласно изобретению в устройствах для проклеивания волокон или подобных частиц, в частности для изготовления древесно-стружечных плит, в трубопровод для подачи клеящего вещества встроен по меньшей мере один клапан для клеящего вещества и один расходомер, и клапаны для клеящего вещества и расходомер соединены по меньшей мере с одним управляющим и/или регулирующим устройством таким образом, что с помощью клапанов для клеящего вещества расход каждого трубопровода для подачи клеящего вещества управляется или регулируется отдельно.
Изобретение исходит из известного уровня техники, что при помощи форсунок, выполненных в виде форсунок для подачи нескольких компонентов, например двух веществ путем распыления пара можно создать сравнительно небольшие капли клеящего вещества, которые подходят для экономичного проклеивания. Изобретение позволяет проводить точную настройку параметров распыления и тем самым точную настройку размеров капель клеящего вещества таким образом, что благодаря соответствующему управлению или регулированию расхода отдельных клапанов настраивается оптимальный режим форсунки. Кроме того, изобретение исходит из того уровня техники, что не обязательно минимальный размер капель приводит к лучшим результатам, а что есть «оптимальный» размер капель, который может зависеть от самых разных свойств и параметров. В рамках изобретения удается точная настройка параметров проклеивания для достижения оптимальных результатов. Кроме того, в динамическом режиме можно воздействовать на процесс проклеивания и на остальные параметры процесса.
Таким образом, в рамках изобретения предложено, чтобы с помощью клапанов для клеящего вещества можно было блокировать подачу клеящего вещества к одной или нескольким форсункам и чтобы при помощи (остальных) клапанов для клеящего вещества для остальных форсунок можно было целенаправленно настраивать необходимый расход, например одинаковый или различный расход. Изобретение исходит из того уровня техники, что рафинер и трубопровод для пневматической транспортировки, как правило, работают непостоянно, а что материал подается по времени в разном количестве под разным давлением через трубопровод для пневматической транспортировки. Согласно изобретению существует возможность выработать общее количество используемого клеящего вещества в единицу времени путем «отключения» одного или нескольких форсунок. Одновременно осуществляется оптимальное управление, соответственно регулирование остальных форсунок, так как с помощью расходомера и клапанов для клеящего вещества для остальных форсунок можно настроить оптимальный режим таким образом, чтобы - независимо от количества активных форсунок - остальные форсунки постоянно могли работать с определенным расходом. Таким образом, целесообразно, чтобы все (активные) форсунки работали с одинаковым расходом. Целесообразным может быть также настройка другого распределения клеящего вещества через форсунки. Таким образом, количество распыляемого вещества может увеличиваться или уменьшаться, например, в направлении подачи волокон. Возможность регулирования отдельных форсунок позволяет осуществлять адаптацию к изменяющимся условиям и динамическую оптимизацию процесса.
К трубопроводу для пневматической транспортировки подсоединены, по меньшей мере, шесть предпочтительно, по меньшей мере, десять форсунок, которые распределены вдоль трубопровода для пневматической транспортировки и/или по периметру трубопровода для пневматической транспортировки. Принципиально в рамках изобретения целесообразной может быть работа с очень большим количеством форсунок, так как количество активных форсунок выбирается произвольно и так как, в частности, гарантировано то, что для всех форсунок настраивается одинаковое количество распыляемого вещества.
Трубопроводы подачи клеящего вещества предпочтительно подсоединены к общему распределителю клеящего вещества, который загружается клеящим веществом, причем распределитель клеящего вещества предпочтительно оборудован по меньшей мере одним датчиком температуры, устройством измерения давления и/или вискозиметром.
В трубопроводы подачи пара также могут быть встроены паровые клапаны. Однако при этом не требуется, чтобы данные отдельные трубопроводы подачи пара - как трубопроводы подачи клеящего вещества - были оснащены регулируемыми клапанами, но в связи с подачей пара, как правило, достаточно использовать простые управляемые паровые клапаны, которые или блокируют, или перекрывают трубопровод подачи пара. Однако также на «стороне пара» целесообразно воздействовать на процесс проклеивания посредством подходящего управления или регулирования. Для этого трубопроводы подачи пара соединены с общим парораспределителем, в который подается пар, причем подача пара в распределитель поддается управлению или регулированию, например, регулируется по расходу или давлению. Для этого парораспределитель предпочтительно соединен с датчиком температуры, устройством измерения давления и/или расходометром. Если у трубопроводов подачи клеящего вещества целесообразно каждый отдельный трубопровод подключать к собственному расходомеру, то у трубопровода подачи пара в рамках изобретения к парораспределителю достаточно подключить всего один расходомер. Несмотря на это - в зависимости от количества активных форсунок - можно регулировать расход пара и/или давление таким образом, чтобы можно было оптимизировать распыление клеящего вещества.
Согласно следующему предложению изобретения, которому придается особое значение, управляющее/регулирующее устройство устройства для проклеивания интегрируется в центральный процессор, который управляет установкой для производства древесно-стружечных плит, в которую встроено устройство проклеивания. Измерительные устройства и/или клапаны, например клапаны для клеящего вещества, паровые клапаны или им подобные по соображениям особой целесообразности соединены с центральным процессором, который в рамках центральной системы управления регулирует весь процесс. Данный центральный процессор собирает не только параметры устройства для проклеивания, но и остальные параметры установки для прессования, в частности параметры устройства распыления прессуемого материала и параметры самого пресса, с помощью которого маты под давлением и температурой спрессовываются в древесно-стружечные плиты, например древесно-волокнистые плиты.
Опыты показали, что с помощью устройства согласно изобретению можно значительно уменьшить использование твердой смолы для достижения заданного предела прочности при поперечном растяжении изготавливаемых плит. Изобретение позволяет точно подобрать параметры устройства для проклеивания в зависимости от остальных параметров процесса и таким образом достичь оптимальных результатов проклеивания. Благодаря этому существенно повышается экономичность изготовления древесно-волокнистых плит.
В другом предпочтительном варианте осуществления изобретения предложено, чтобы к трубопроводам подачи клеящего вещества, например через многоходовые клапаны, были подсоединены трубопроводы подачи воды, с помощью которых можно было подвести к форсункам воду с целью очистки соответственно промывки. Изобретение исходит из того уровня техники, что целесообразно в зависимости от параметров процесса варьировать количество используемых форсунок. Для предотвращения засорения неактивной форсунки клеем предусмотрен описанный выше подвод воды. Как только система управления отключает проклеивание через форсунку путем закрытия клапана для клеящего вещества, происходит автоматическая подача воды через трубопроводы, так как трубопроводы подачи воды входят предпочтительно за регулирующими клапанами в трубопроводы подачи клеящего вещества, причем расход воды может быть измерен тем же самыми расходомерами, которые встроены в трубопроводы подачи клеящего вещества. Вода проходит через трубопроводы подачи клеящего вещества и форсунку за заданный интервал времени. Управление осуществляется автоматически предпочтительно также через центральный процессор.
Предметом изобретения является также способ для проклеиваиния волокон или подобных частиц с помощью устройства описанного типа. Данный способ отличается тем, что расход клеящего вещества отдельных форсунок управляется или регулируется по отдельности для каждой форсунки с помощью клапанов для клеящего вещества. Для этого при необходимости подача клеящего вещества прекращается с помощью клапанов для клеящего вещества, причем подача к остальным форсункам управляется или регулируется с помощью клапанов для клеящего вещества. Предпочтительно клапанами для клеящего вещества, паровыми клапанами, водяными клапанами и т.д. управляет предпочтительно центральный процессор. Устройство проклеивания соответственно его компоненты управляются и регулируются центральным процессором, через который управляется и регулируется трубопровод для пневматической транспортировки, подключаемое устройство распыления и подключаемая установка для прессования.
В изобретении предложено, чтобы количество активных форсунок/трубопроводов подачи клеящего вещества, расход клеящего вещества в отдельных трубопроводах и/или расход пара (весь) управлялся или регулировался в зависимости от работы трубопровода для пневматической транспортировки, например в зависимости от расхода волокон и/или давления в трубопроводе для пневматической транспортировки.
Кроме того, целесообразным может быть управление или регулирование расхода клеящего вещества в зависимости от вязкости клеящего вещества. Для этого целесообразно, например, в зоне распределителя клеящего вещества предусмотреть вискозиметр. Поскольку клеящее вещество в рамках устройства может состоять из разных компонентов с разной вязкостью, то целесообразным может быть адаптировать вязкость клеящего вещества в зависимости от остальных параметров процесса таким образом, чтобы было возможно динамическое согласование свойств клеящего вещества. Кроме того, целесообразным может быть настройка, соответственно регулирование давления клеящего вещества в зависимости от остальных параметров. Для этого, например, в зоне распределителя клеящего вещества необходимо предусмотреть манометр. Альтернативно или дополнительно существует возможность управлять или регулировать расход пара в зависимости от вязкости.
В рамках изобретения можно использовать форсунки для подачи двух веществ или нескольких компонентов, например форсунки, описанные в публикации DE 202010005280 U1.
Краткое описание чертежей
Ниже изобретение более подробно поясняется при помощи чертежей, где представлен единственный пример осуществления изобретения. Показано:
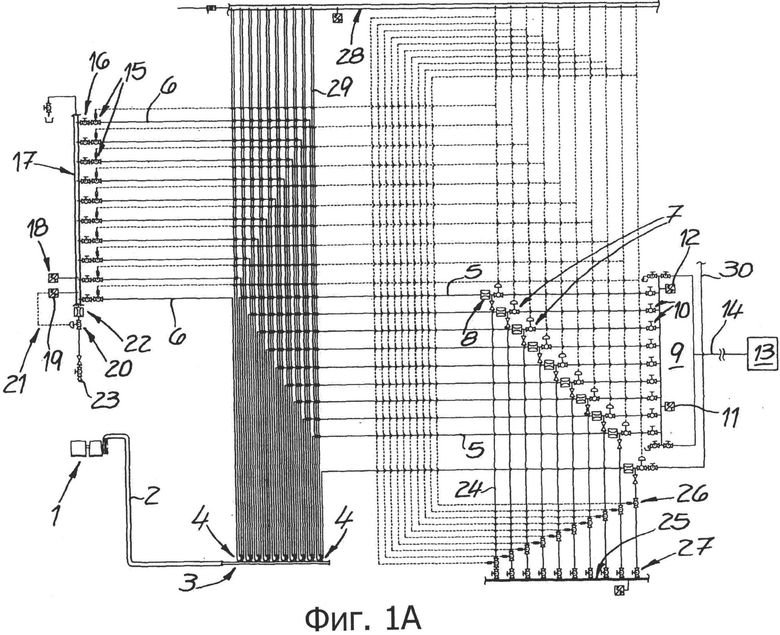
на фиг.1А схематично устройство для проклеивания в упрощенном виде;
на фиг.1В устройство по фиг.1 в другом упрощенном варианте с одной представленной форсункой;
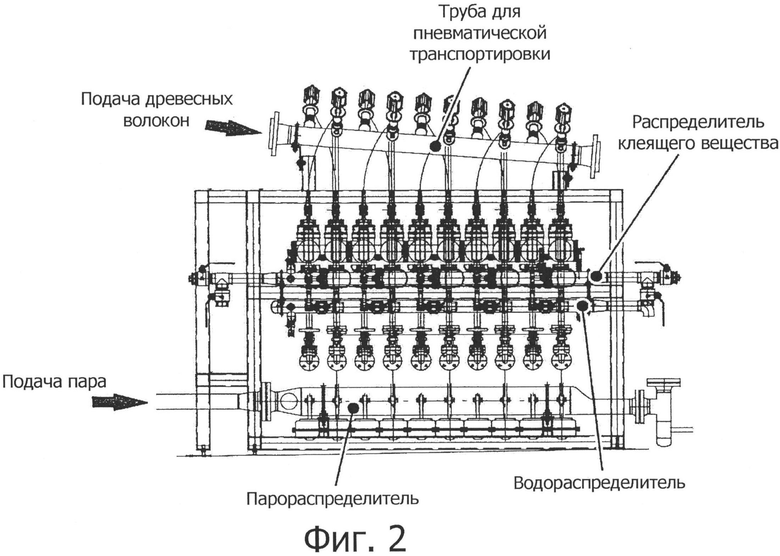
на фиг.2 разрез устройства для проклеивания на виде сбоку;
на фиг.3 разрез предмета по фиг.2 с двух других видов;
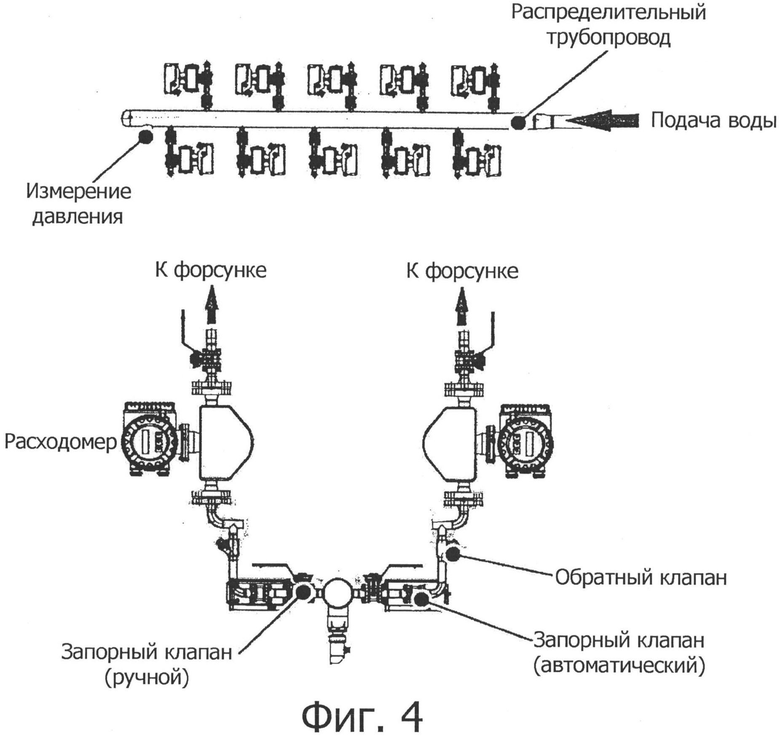
на фиг.4 другой разрез предмета по фиг.2 с двух других видов.
Осуществление изобретения
На чертежах представлено устройство для проклеивания волокон или подобных частиц для производства древесно-стружечных плит, например древесно-волокнистых плит. Подобное устройство для проклеивания встроено в установку для изготовления древесно-стружечных плит.
Волокна изготавливают обычным способом в дефибрере или рафинере 1 из древесной щепы. Из рафинера 1 волокна под высоким давлением, имеющемся в рафинере, нагнетаются через трубопровод подачи 2 волокон в трубопровод для пневматической транспортировки 3, который называется также Blow-Line. Данный трубопровод для пневматической транспортировки имеет относительно небольшой диаметр, например от 50 мм до 200 мм, предпочтительно от 80 мм до 120 мм. Трубопровод для пневматической транспортировки 3 со стороны входа и выхода может быть снабжен одним или несколькими датчиками давления, которые не представлены. К трубопроводу для пневматической транспортировки 3 подсоединено большое количество форсунок 4, с помощью которых клеящим веществом опрыскиваются волокна, подаваемые через трубопровод для пневматической транспортировки. Данные форсунки 4 в примере осуществления изобретения сконструированы в виде форсунок для подачи двух веществ, для распыления пара. Для этого к каждой форсунке с одной стороны подсоединен трубопровод для подачи 5 клеящего вещества, с другой стороны - трубопровод подачи 6 пара. В примере осуществления изобретения предусмотрено десять форсунок 4 (см. фиг.1А). Для наглядности на фиг.1В представлена схема лишь с одной форсункой.
В трубопроводы для подачи 5 клеящего вещества с одной стороны встроены клапаны 7 для клеящего вещества, с другой стороны - расходомеры 8, а именно в каждый трубопровод для подачи 5 клеящего вещества - по одному клапану 7 для клеящего вещества и по одному расходомеру 8. Трубопроводы для подачи 5 клеящего вещества при промежуточном включении клапанов 7 для клеящего вещества подсоединены к общему распределителю 9 клеящего вещества. Клапаны 7 для клеящего вещества регулируются с учетом расхода по отдельности таким образом, чтобы с помощью клапанов для клеящего вещества можно было управлять или регулировать по отдельности расход для каждого трубопровода подачи 5 клеящего вещества. Дополнительно к клапанам 7 для клеящего вещества в каждый трубопровод для подачи 5 клеящего вещества встроены запорные клапаны 10, которые, например, используют при замене деталей. В примере осуществления изобретения распределитель клеящего вещества оборудован датчиком температуры 11 и манометром 12, а также при необходимости вискозиметром 32. Клеящее вещество с помощью узла подготовки 13 клеящего вещества, обозначенный условно, через загрузочный аппарат 14 для клеящего вещества с двух сторон попадает в распределитель 9 клеящего вещества.
В трубопроводы подачи 6 пара встроены паровые клапаны 15, а именно предпочтительно в каждый трубопровод подачи 6 пара по одному паровому клапану 15. С помощью данного парового клапана автоматически можно открывать или закрывать отдельные трубопроводы подачи 6 пара. Сосредоточенное регулирование в данном случае не предусмотрено. Дополнительно для обслуживания здесь также предусмотрены запорные клапаны 16.
Трубопроводы подачи 6 пара подсоединены к общему парораспределителю 17. Данный парораспределитель 17 соединен с датчиком температуры 18 и/или манометром 19. Один или несколько из этих измерительных приборов вместе с клапаном подачи 20 пара, подключенным к парораспределителю, могут образовывать контур регулирования 21 таким образом, что можно регулировать расход или давление. Для этого к парораспределителю подключен расходомер 22. Аппарат подачи 23 пара обозначен условно.
Кроме того, на фиг.1 можно увидеть, что в отдельные трубопроводы подачи 5 клеящего вещества входит трубопровод подачи 24 воды, причем трубопроводы подачи 24 воды подсоединены к общему водораспределителю 25. В трубопроводы подачи 24 воды встроены управляемые и регулируемые клапаны 26, а также запорные клапаны 27.
Компоненты, схематично обозначенные на фиг.1А и 1В, частично встречаются на фиг.2, 3 и 4.
На фиг.2 показан, в частности, трубопровод для пневматической транспортировки соответственно Blow-Line с обозначенной подачей древесного волокна. Кроме того, на данной фигуре видна форсунка, подсоединенная к трубопроводу для пневматической транспортировки, в примере осуществления изобретения десять форсунок, которые установлены друг за другом на трубопроводе для пневматической транспортировки так сказать в V-образном порядке. Распределитель клеящего вещества, парораспределитель и водораспределитель тоже показаны на фиг.1.
На фиг.3, в частности, представлено распределение клеящего вещества с двух видов.
На фиг.4, в частности, показано распределение воды с двух видов.
Представленное устройство для проклеивания встроено в центральный процессор 31. Это означает, что управление соответственно регулирование устройством для проклеивания осуществляется с помощью центрального процессора, который управляет и остальными компонентами установки для изготовления древесно-волокнистых плит, например трубопроводом для пневматической транспортировки, устройством распыления и установкой для прессования. Данный процессор 31 на фиг.1В обозначен условно.
Таким образом, процесс проклеивания можно согласовывать в динамическом режиме с остальными параметрами процесса. Проклеивание можно точно адаптировать к работе рафинера соответственно трубопровода для пневматической транспортировки. Например, существует возможность для изменения количества клеящего вещества, деактивации совокупности отдельных трубопроводов подачи клеящего вещества и тем самым и форсунок для клеящего вещества таким образом, что опрыскивание осуществляется несколькими форсунками. Через вышеописанные расходомеры и регулирующие клапаны 7 устройства для проклеивания можно настроить, например одинаковый расход или другое распределение расхода для остальных активных форсунок. На процесс проклеивания можно воздействовать путем точного влияния на расход одной форсунки через регулирующие клапаны 7. Кроме того, существует возможность влиять на процесс проклеивания в динамическом режиме путем регулировки вязкости клеящего вещества. Может изменяться и определяться также давление клеящего вещества. Определяющим является, как правило, разность давления относительно трубопровода для пневматической транспортировки. Точная настройка может осуществляться через парораспределение соответственно регулирование. Здесь достаточно, если через паровые клапаны 15 открываются или закрываются отдельные трубопроводы подачи 6 пара в зависимости от количества активных форсунок для клеящего вещества. Сосредоточенное регулирование трубопроводов подачи 6 пара не требуется. Однако целесообразно регулирование подачи пара через представленный контур 21.
Благодаря регулированию установки для проклеивания и, в частности, встраиванию системы регулирования в центральный процессор 31 можно значительно оптимизировать процесс проклеивания так, что в подобной установке можно изготавливать древесно-стружечные плиты с требуемым пределом прочности при поперечном растяжении при значительном снижении использования клеящего вещества.
Установка проста в техническом обслуживании, например благодаря предусмотренной возможности промывке водой. Промывка водой используется автоматически для отдельных форсунок 4, когда они не работают. Это обеспечивает система управления, например центральная система управления. Таким образом, существует возможность выполнения проклеивания в переменном режиме с разным количеством форсунок без опасности попадания клеящего вещества за это время в неактивные форсунки.
Кроме того, на чертежах представлена подача сжатого воздуха для форсунок соответственно клапанов. Для этого предусмотрен распределитель 28 сжатого воздуха, который через трубопроводы 29 подается на представленные иглы форсунок для их открытия и закрытия. Кроме того, к распределителю 28 сжатого воздуха может быть также подсоединены отдельные механизмы клапанного распределения.
На фиг.1 обозначен другой питающий трубопровод 30 для отвердителя.
В итоге в рамках изобретения древесные волокна подаются через трубу для пневматической транспортировки и опрыскиваются через форсунки 4 с помощью пара рабочим веществом, например клеящим веществом. В данные форсунки 4 в зависимости от условий процесса подается клеящее вещество или вода. Подача клеящего вещества или воды регулируется через клапаны. Вода используется для промывки форсунок. Вода, пар и клеящее вещество подаются в форсунки через распределитель. Отвердитель подается в последнюю форсунку трубы для пневматической транспортировки непосредственно через трубопровод 30 для отвердителя.
На фиг.3 еще раз представлена подача клеящего вещества через распределительный трубопровод к отдельным форсункам. Отвердитель подается через отдельный соединительный элемент последней форсунки. Соединительный элемент закреплен на распределительном трубопроводе клеящего вещества. Клапаны, как пояснялось, регулируют подачу. Расходомер сигнализирует системе управления о количестве подаваемого материала. Обозначенный обратный клапан препятствует обратному потоку. Запорные клапаны служат для замены деталей.
Другие варианты представлены на фиг.4, которые относятся, в частности, к водораспределителю. Вода служит для промывки и подводится через распределительный трубопровод к отдельным форсункам. При остановке процесса все форсунки автоматически промываются. Во время производства промываются только отключенные форсунки. И в данном случае клапаны регулируют подачу. Расходомер сигнализирует системе управления о количестве подаваемого материала. Обратный клапан в данном случае также препятствует обратному потоку. Запорные клапаны служат для замены деталей.


Группа изобретений относится к деревообрабатывающей промышленности, в частности к проклеиванию волокон для изготовления древесно-стружечных плит. Устройство для проклеивания волокон содержит трубопровод для пневматической транспортировки проклеиваемых волокон. К трубопроводу подсоединено несколько форсунок для опрыскивания клеящих веществ. Форсунки выполнены с возможностью подачи нескольких компонентов и предназначены для распыления пара. В трубопроводы подачи клеящего вещества встроены по меньшей мере один клапан для клеящего вещества и расходомер. Клапаны для клеящего вещества и расходомеры соединены по меньшей мере с одним управляющим и/или регулирующим устройством. При осуществлении способа проклеивания волокон расход клеящего вещества к отдельным форсункам регулируют или управляют с помощью клапанов для клеящего вещества отдельно для каждой форсунки. Повышается качество проклеивания волокон. 2 н. и 14 з.п. ф-лы, 4 ил.
1. Устройство для проклеивания волокон или подобных частиц, в частности для изготовления древесно-стружечных плит, например древесно-волокнистых плит, с помощью трубопровода (3) для пневматической транспортировки проклеиваемых волокон, к которому подсоединено несколько входящих в трубопровод для пневматической транспортировки форсунок для опрыскивания клеящих веществ волокон, подаваемых через трубопровод для пневматической транспортировки, причем форсунки (4), выполненные в виде форсунок для подачи нескольких компонентов, например двух веществ, предназначены для распыления пара, к которым подсоединены по меньшей мере один трубопровод подачи (5) клеящего вещества и один трубопровод подачи (6) пара, отличающееся тем, что в трубопроводы подачи (5) клеящего вещества встроены по меньшей мере один клапан (7) для клеящего вещества, а расходомер (8) и клапаны (7) для клеящего вещества и расходомеры (8) соединены по меньшей мере с одним управляющим и/или регулирующим устройством таким образом, что с помощью клапанов (7) для клеящего вещества расход каждого трубопровода (5) подачи клеящего вещества управляется или регулируется отдельно.
2. Устройство по п.1, отличающееся тем, что клапан (7) для клеящего вещества выполнен с возможностью блокировки подачи клеящего вещества к одной или нескольким форсункам и регулирования для остальных форсунок (4) заданного расхода, например одинакового расхода.
3. Устройство по любому пп.1 или 2, отличающееся тем, что к трубопроводу (3) для пневматической транспортировки подсоединены по меньшей мере шесть предпочтительно по меньшей мере десять форсунок, которые распределены вдоль трубопровода для пневматической транспортировки и/или по периметру трубопровода для пневматической транспортировки.
4. Устройство по п.1 или 2, отличающееся тем, что трубопроводы (5) подачи клеящего вещества подсоединены к общему распределителю (9) клеящего вещества, который загружается клеящим веществом, причем распределитель (9) клеящего вещества предпочтительно снабжен датчиком температуры (11), устройством измерения давления (12) и/или вискозиметром.
5. Устройство по п.1 или 2, отличающееся тем, что в трубопроводы подачи (6) пара встроены управляемые паровые клапаны (15).
6. Устройство по п.5, отличающееся тем, что трубопроводы подачи (6) пара подсоединены к общему парораспределителю (17), который обеспечивает паром, причем подачей пара к парораспределителю (17) можно управлять или регулировать, например расход или давление, причем парораспределитель (17) предпочтительно снабжен датчиком температуры (18), и/или устройством измерения давления (19), и/или расходометром (22).
7. Устройство по п.1 или 2, отличающееся тем, что управляющее/регулирующее устройство устройства для проклеивания встроено в центральный процессор (31), который управляет установкой для производства древесно-стружечных плит, в которую встроено устройство проклеивания.
8. Устройство по п.7, отличающееся тем, что измерительные устройства (11, 12, 18, 19, 20) и/или клапаны, например клапаны для клеящего вещества, паровые клапаны и др., соединены с центральным процессором (31).
9. Устройство по п.1 или 2, отличающееся тем, что к трубопроводам (5) подачи клеящего вещества, например через многоходовой клапан, подсоединены трубопроводы подачи (24) воды, с помощью которых к форсункам (4) подается вода для выборочной очистки.
10. Способ проклеивания волокон или подобных частиц, в частности для изготовления древесно-стружечных плит, например древесно-волокнистых плит, с помощью устройства по любому из пп.1-9, отличающийся тем, что расход клеящего вещества к отдельным форсункам регулируют или управляют с помощью клапанов для клеящего вещества отдельно для каждой форсунки.
11. Способ по п.10, отличающийся тем, что клапанами для клеящего вещества, водяными клапанами управляют или регулируют центральным процессором.
12. Способ по п.10 или 11, отличающийся тем, что устройством проклеивания соответственно его компонентами управляют или регулируют центральным процессором, который управляет и регулирует трубопровод для пневматической транспортировки и/или подключаемое устройство распыления, и/или подключаемая установка для прессования.
13. Способ по п.10 или 11, отличающийся тем, что количеством активных форсунок/трубопроводов подачи клеящего вещества, и/или расходом клеящего вещества, и/или расходом пара управляют или регулируют в зависимости от работы трубопровода для пневматической транспортировки, например, в зависимости от расхода волокон и/или давления в трубопроводе для пневматической транспортировки.
14. Способ по п.10 или 11, отличающийся тем, что расходом клеящего вещества и/или пара управляют или регулируют в зависимости от вязкости клеящего вещества.
15. Способ по п.10 или 11, отличающийся тем, что вязкость клеящего вещества выбирают в зависимости от остальных параметров процесса.
16. Способ по п.10 или 11, отличающийся тем, что давление клеящего вещества устанавливают в зависимости от остальных параметров процесса.
| DE 102008059877 A1, 02.06.2010 | |||
| US 2010209592 A1, 19.08.2010; | |||
| US 5683752 A, 04.11.1997; | |||
| СПОСОБ ПОДГОТОВКИ ДРЕВЕСНОСТРУЖЕЧНОЙ МАССЬ! | 0 |
|
SU175383A1 |
| Устройство для регулирования расхода выпариваемой жидкости | 1990 |
|
SU1818306A1 |

