В производстве стружечных плит смешивание древесных частиц со связующим является одной из основных и решающих технологических операций, определяющих качество конечного продукта.
В известных автоматических установках по производству стружечных плит основные компоненты - стружка и связующее при их смещивании дозируются таким образом, что заданное процентное соотношение количества связующего к количеству стружки поддерживается автоматически. Весовое количество стружки, поступающее в смеситель непрерывного действия, непостоянно, поэтому изменяется и весовой расход связующего через распыливающие форсунки. Между тем расход воздуха для распыливания не регулируется и остается постоянным, установленным на каком-то определенном субъективном уровне, который в большинстве случаев не обеспечивает хорошего распыливания связующего. В результате получаемые стружечные плиты имеют пониженные показатели физико-механических свойств.
Согласно предлагаемому способу повышается степень распыления связующего и улучшаются за счет этого физико-механические свойства плит. Достигается это тем, что связующее подают в виде смеси его с воздухом. Весовое соотношение воздуха к связующему смеси составляет около 2,5 : 3,0.
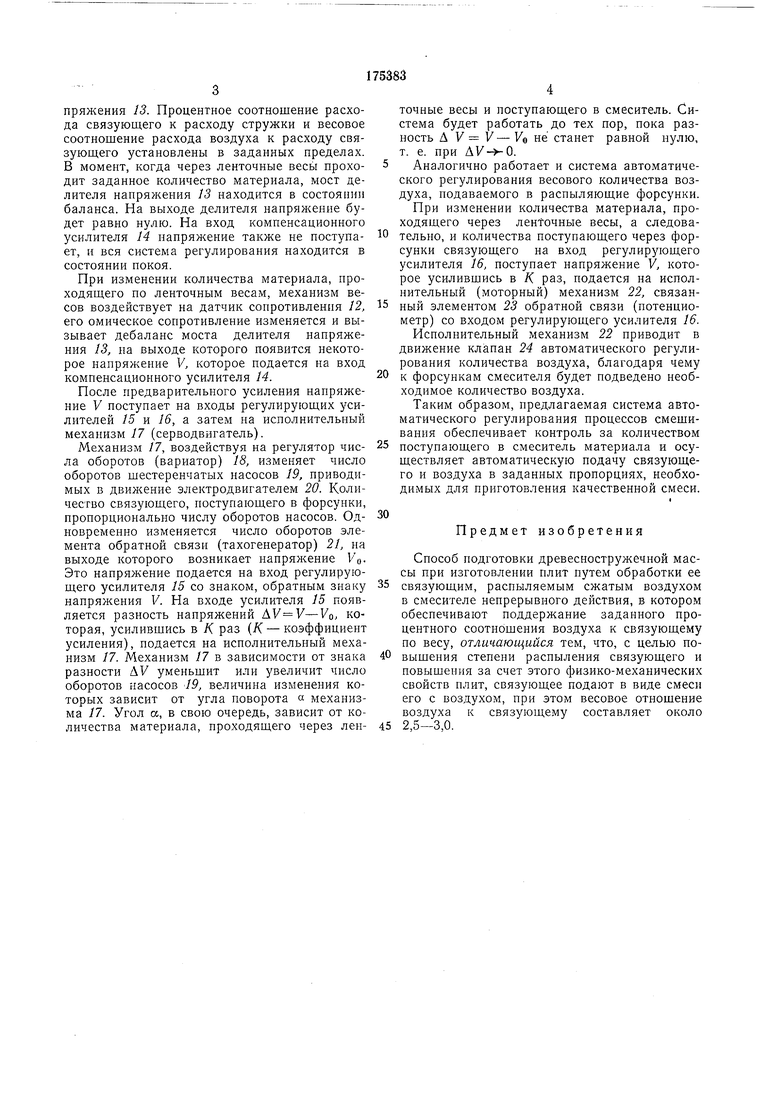
На фиг. 1 показана технологическа я схема процесса смещивания; на фиг. 2 - структурная схема системы автоматического регулирования процесса смешивания.
Стружка после сушки пневмотранспортом подается в циклон /, откуда поступает на вибросепаратор 2, где отсеивается пыль. После этого стружка поступает на ленточные весы 5 для дозировки. Весы оснашены задаюшей системой 4 автоматического регулирования процессов смешивания. Затем стружка направляется в смеситель 5.
5
Связующее для дозировки поступает с установки 6 клееприготовления к шестеренчатым насосам 7. Насосы оснащены исполнительной системой 8 регулирования подачи связующего. Команды на систему 8 подаются от
0 задающей системы 4. От шестеренчатых насосов связующее направляется в распыливающие форсунки 9, воздух к которым поступает от компрессора W. На трубопроводе сжатого воздуха расположена исполнительная система 11 регулирования подачи воздуха. Команды на систему 11 также подаются от задающей системы 4.
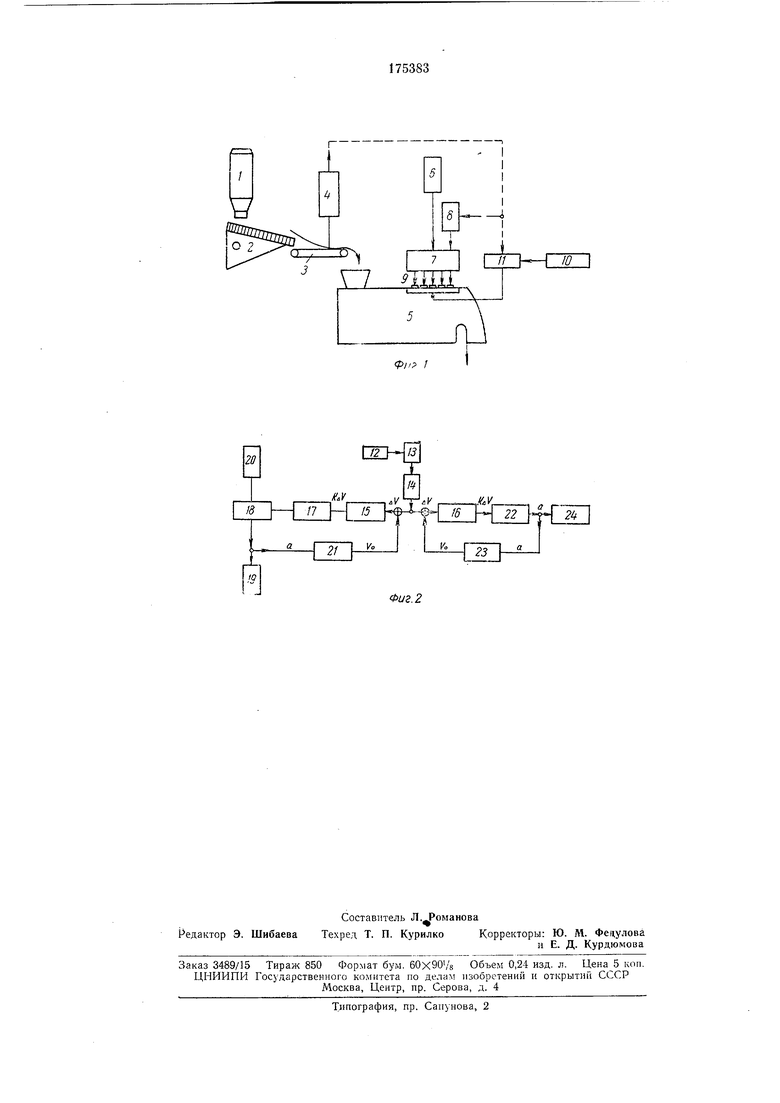
пряжения 13. Процентное соотношение расхода связующего к расходу стружки и весовое соотношение расхода воздуха к расходу связуюшего установлены в заданных пределах. В момент, когда через ленточные весы проходит заданное количество материала, мост делителя напряжения 13 находится в состоянии баланса. На выходе делителя напряжение будет равно нулю. На вход компенсационного усилителя 14 напряжение также не поступает, и вся система регулирования находится в состоянии покоя.
При изменении количества материала, проходяшего по ленточным весам, механизм весов воздействует на датчик сопротивления 12, его омическое сопротивление изменяется и вызывает дебаланс моста делителя напряжения 13, на выходе которого появится некоторое напряжение V, которое подается на вход компенсационного усилителя 14.
После предварительного усиления напряжение V поступает на входы регулирующих усилителей 15 и 16, а затем на исполнительный механизм 17 (серводвигатель).
Механизм 17, воздействуя на регулятор числа оборотов (вариатор) 18, изменяет число оборотов шестеренчатых насосов 19, приводимых в движение электродвигателем 20. Количество связующего, ноступающего в форсунки, пропорционально числу оборотов насосов. Одновременно изменяется число оборотов элемента обратной связи (тахогенератор) 21, на выходе которого возникает напряжение VoЭто напряжение подается на вход регулирующего усилителя 15 со знаком, обратным знаку напряжения V. На входе усилителя 15 появляется разность напряжений , которая, усилившись в К раз (К - коэффициент усиления), подается на исполнительный механизм 17. Механизм 17 в зависимости от знака разности ДУ уменьшит или увеличит число оборотов насосов 19, величина изменения которых зависит от угла поворота « механизма 17. Угол ее, в свою очередь, зависит от количества материала, проходящего через ленточные весы и поступающего в смеситель. Система будет работать до тех пор, пока разность V V- Vo не станет равной нулю, т. е. при .
5 Аналогично работает и система автоматического регулирования весового количества воздуха, подаваемого в распыляющие форсунки. При изменении количества материала, проходящего через ленточные весы, а следовательно, и количества поступающего через форсунки связующего на вход регулирующего усилителя 16, поступает напряжение V, которое усилившись в К раз, подается на исполнительный (моторный) механизм 22, связан5 ный элементом 23 обратной связи (потенциометр) со входом регулирующего усилителя 16. Исполнительный механизм 22 приводит в движение клапан 24 автоматического регулирования количества воздуха, благодаря чему
0 к форсункам смесителя будет подведено необходимое количество воздуха.
Таким образом, предлагаемая система автоматического регулирования процессов смешивания обеспечивает контроль за количеством
5 ноступающего в смеситель материала и осушествляет автоматическую подачу связующего и воздуха в заданных пропорциях, необходимых для приготовления качественной смеси.
Предмет изобретения
Способ подготовки древесностружечной массы при изготовлении плит путем обработки ее
связующим, распыляемым сжатым воздухом в смесителе непрерывного действия, в котором обеспечивают поддержание заданного процентного соотношения воздуха к связующему по весу, отличающийся тем, что, с целью повышения степени распыления связующего и повышения за счет этого физико-механических свойств плит, связующее подают в виде смеси его с воздухом, при этом весовое отнощение воздуха к связующему составляет около
2,5-3,0.
Г ПШ1