Изобретение относится к области соединения или предотвращения относительного смещения деталей машин или элементов конструкций, в частности к выполнению монтажных соединений на болтах с контролируемым натяжением. Оно предназначено для выполнения болтовых соединений с одновременным контролем качества каждого болта.
Известен способ выполнения монтажных соединений на высокопрочных болтах с контролируемым натяжением [1], который заключается в том, что болтовое соединение подготавливают и собирают в соответствии с действующей документацией, а затем производят затяжку болтов. Заданное проектом натяжение болтов обеспечивают затяжкой гайки или вращением головки болта до расчетного момента закручивания, либо поворотом гайки на определенный угол, либо другим способом, гарантирующим получение заданного усилия натяжения.
Существенным недостатком этого способа является отсутствие сплошного контроля качества болтового соединения, что в ряде случаев может привести к выходу болтового соединения из строя. Так, например, при возведении одного из высотных зданий комплекса "Москва-Сити" наблюдались случаи разрушения высокопрочных болтов в течение 3…30 дней с момента установки в проектное положение [2]. Такое разрушение происходит вследствие замедленного распространения трещины под действием статических нагрузок от затяжки болта.
Сущность изобретения заключается в том, что для регистрации факта замедленного распространения трещины после затяжки болта используют такое явление, как акустическая эмиссия, т.е. регистрируют акустически колебания, возникающие в области вершины трещины при ее продвижении.
Для регистрации сигналов акустической эмиссии на болтовое соединение перед затяжкой устанавливают специальный датчик-преобразователь сигналов акустической эмиссии (ПАЭ). Если в процессе затяжки будет инициирован процесс замедленного распространения трещины, то возникающие вследствие этого сигналы акустической эмиссии могут быть зарегистрированы и распознаны, а болтовое соединение своевременно отбраковано.
Сущность изобретения поясняется чертежом, где на фиг.1 представлено болтовое соединение, где скрепляемые детали 1 собраны с помощью болта 2 и гайки 3, а на специальную смазку 4, обеспечивающую акустический контакт, установлен ПАЭ 5, служащий для контроля отсутствия роста трещины.
Сравнительный анализ показал, что заявляемое изобретение отличается от прототипа использованием следующих существенных признаков: контроль отсутствия замедленного разрушения болта осуществляют путем оценки сигналов акустической эмиссии после затяжки болта до заданного усилия натяжения; для регистрации сигналов акустической эмиссии на болт устанавливают ПАЭ; рост трещины контролируют по сигналам акустической эмиссии.
Технический результат, на достижение которого направленно заявленное изобретение, заключается в сплошном контроле каждого болта в болтовом соединении путем проведения контроля за возможным ростом трещины с помощью регистрации сигналов акустической эмиссии.
Предлагаемый способ может быть осуществлен следующим образом.
Скрепляемые детали 1 собирают с помощью болта 2 и гайки 3. На специальную смазку 4, обеспечивающую акустический контакт, устанавливают ПАЭ 5. Обеспечивают заданное проектом натяжение болтов затяжкой гайки или вращением головки болта до расчетного момента закручивания, либо поворотом гайки на определенный угол, либо другим способом, гарантирующим получение заданного усилия натяжения. Контролируют отсутствие роста трещины путем оценки регистрируемых сигналов акустической эмиссии.
Использование предлагаемого способа позволит обеспечить сплошной контроль болтов монтажных соединений на высокопрочных болтах с контролируемым натяжением.
Практическое применение способа позволит повысить безопасность эксплуатации объектов, элементы конструкции которых соединены с использованием высокопрочных болтов.
Источники информации
1. СНиП 3.03.01-87. Несущие и ограждающие конструкции/Госстрой России. - М.: ФГУП ЦГШ, 2007. - 192 с.
2. Горицкий В.М., Гусева И.А., Сотсков Н.И., Кулемин A.M. Установление причины разрушения высокопрочных болтов МЗО класса прочности 12.9 импортного производства. // Промышленное и гражданское строительство. - 2009. - №5. - С.21-24.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выполнения монтажных соединений на высокопрочных болтах с контролируемым натяжением | 2020 |
|
RU2760546C1 |
| Способ контроля натяжения высокопрочных болтов | 2017 |
|
RU2658103C1 |
| ОПТОВОЛОКОННЫЙ АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ БОЛЬШИХ ИНЖЕНЕРНЫХ СООРУЖЕНИЙ | 2016 |
|
RU2650799C2 |
| СПОСОБ ДЛЯ ОБЕСПЕЧЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ С ВЫСОКОПРОЧНЫМИ БОЛТАМИ | 2009 |
|
RU2413098C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИИ И НАПРЯЖЕНИЙ В ХРУПКИХ ТЕНЗОИНДИКАТОРАХ | 2012 |
|
RU2505780C1 |
| СПОСОБ РЕГИСТРАЦИИ ТРЕЩИН В ХРУПКИХ ТЕНЗОИНДИКАТОРАХ | 2012 |
|
RU2505779C1 |
| Способ затяжки болтов | 1985 |
|
SU1298438A1 |
| Способ акустико-эмиссионного контроля конструкций | 2019 |
|
RU2727316C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАКРУЧИВАНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 1997 |
|
RU2148805C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2012 |
|
RU2492463C1 |
Изобретение относится к области соединения или предотвращения относительного смещения деталей машин или элементов конструкций и направлено на возможность осуществления сплошного контроля натяжения болта. Способ заключается в том, что после сборки болтового соединения, перед окончательной затяжкой на болт с использованием специальной смазки для обеспечения акустического контакта устанавливают преобразователь сигналов акустической эмиссии. Затем производят окончательную затяжку, в процессе которой и определенное время после нее регистрируют сигналы акустической эмиссии, и по результатам анализа полученных сигналов акустической эмиссии судят о качестве болтового соединения. 1 ил.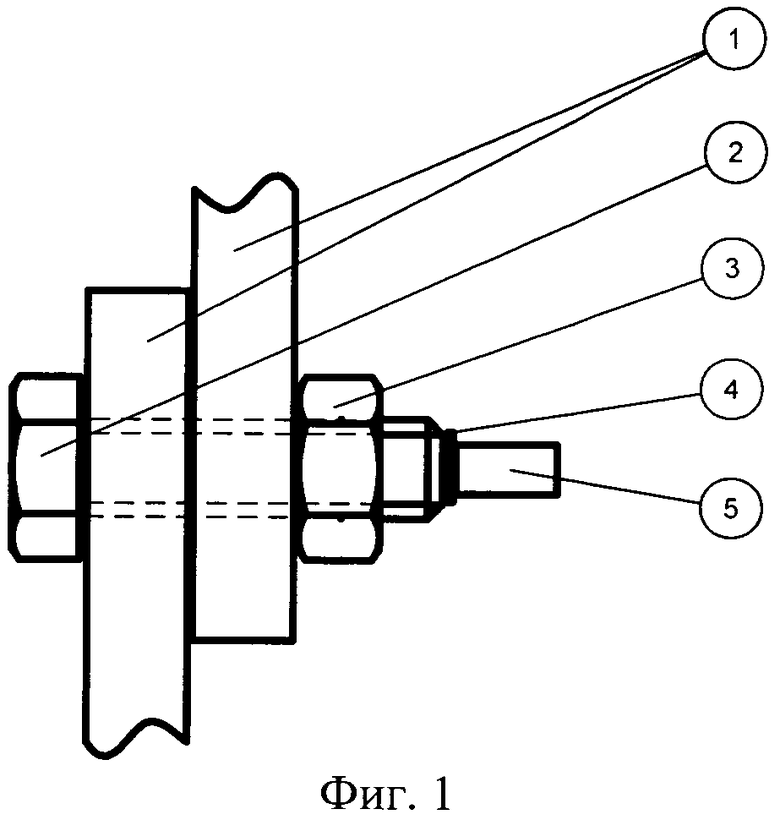
Способ выполнения монтажных соединений на высокопрочных болтах с контролируемым натяжением, заключающийся в том, что болтовое соединение подготавливают и собирают в соответствии с действующей документацией, а затем производят затяжку болтов, при которой заданное проектом натяжение болтов обеспечивают затяжкой гайки или вращением головки болта до расчетного момента закручивания, либо поворотом гайки на определенный угол, либо другим способом, гарантирующим получение заданного усилия натяжения, отличающийся тем, что, перед окончательной затяжкой на болт с использованием специальной смазки для обеспечения акустического контакта устанавливают преобразователь сигналов акустической эмиссии, регистрируют сигналы акустической эмиссии в процессе и определенное время после окончательной затяжки и по результатам анализа полученных сигналов акустической эмиссии судят о качестве болтового соединения.
| Способ затяжки болтов | 1985 |
|
SU1298438A1 |
| Способ ультразвукового контроля механических напряжений в изелиях | 1975 |
|
SU532806A1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2012 |
|
RU2492463C1 |
| Устройство для прочностного контроля стержневых элементов резьбовых пар | 1990 |
|
SU1812486A1 |
| KR 20050030925 A, 31.03.2005 | |||

