Изобретение относится к способу конфигурирования измерительных циклов, осуществляемых устройством позиционного управления, и, в частности, к способу определения оптимального отступа для измерений положения на поверхности, которые выполняют с помощью устройства позиционного управления, которое содержит измерительный датчик.
Известны устройства позиционного управления, такие как станочные автоматизированные системы или координатно-измерительные машины (СММ). Также известны различные измерительные датчики для использования с таким устройством позиционного управления. Например, измерительные контактные датчики типа, описанного в документе US4153998, содержат кинематический механизм, в котором держатель измерительной головки смещается из соответствующего гнезда в основной части датчика, когда измерительная головка соприкасается с объектом. Смещение кинематического механизма также размыкает электрическую цепь, тем самым, генерируя запускающий сигнал. Также известны контактные датчики, в которых отклонение измерительной головки измеряется с помощью тензометрических датчиков или подобных, и запускающий сигнал подается, когда превышен некоторый порог отклонения измерительной головки. Запускающий сигнал, подаваемый контактным датчиком, указывает, что достигнут контакт с объектом, и этот сигнал используется в комбинации с машинными измерениями положения датчика, полученного устройством позиционного управления для определения положения точки контакта на поверхности объекта.
Известны разные стратегии или циклы измерений с использованием контактных датчиков, выполняемых устройством позиционного управления. Они включают так называемые измерительные циклы в одно касание, в которых измерительная головка измерительного датчика подводится вплотную к измеряемому объекту, и положение точки на поверхности объекта находят по положению измерительного датчика, измеренного машиной, в момент подачи запускающего сигнала. Также известны измерительные циклы в два касания, в которых измерению на относительно низкой скорости предшествует исходное измерение той же точки на поверхности объекта на более высокой скорости, чтобы установить приблизительное положение этой точки.
Измерительные циклы описанного выше типа требуют разных измерительных параметров, таких как скорость перемещения датчика и отступ от объекта, который требуется установить до выполнения измерения датчиком. Эти параметры влияют и на время измерительного цикла, и на точность измерений, и их обычно устанавливают при вводе машины в эксплуатацию на стандартные значения, которые либо гарантируют, что обеспечена точность измерений, либо задают требуемое время измерительного цикла. Поскольку имеется широкий ряд характеристик устройств позиционного управления, даже среди идентичных моделей машин одного и того же изготовителя обнаружено, что стандартные измерительные параметры, которые обычно установлены во время ввода машины в эксплуатацию, могут привести к эксплуатационным характеристикам ниже оптимальных.
Согласно первому объекту изобретения предлагается способ расчета оптимального отступа для измерений положения поверхности, выполненного устройством позиционного управления, содержащим измерительный датчик, способ включает этап расчета оптимального отступа с использованием по меньшей мере одной измеренной характеристики ускорения устройства позиционного управления.
Таким образом, по изобретению предлагается способ расчета оптимального безопасного расстояния для измерений, которые выполняют с использованием измерительного датчика, смонтированного на устройстве позиционного управления. Как указано далее подробно и как известно специалистам в этой области, отступ представляет собой исходное расстояние или просвет измерительного датчика (например, кончика измерительной головки измерительного датчика контактного типа) от точки на поверхности объекта до измерения положения этой точки. Другими словами, инициируется относительное перемещение измерительного датчика к точке на объекте (например, от стационарного положения) с некоторым отступом между измерительным датчиком и точкой на объекте. Оптимальное безопасное расстояние, рассчитанное по способу согласно изобретению, представляет собой отступ, который обеспечивает самое короткое время измерений для заданного уровня точности измерений.
Способ по изобретению позволяет рассчитать оптимальный отступ с использованием по меньшей мере одной измеренной характеристики ускорения устройства позиционного управления. В частности, обнаружено, что разные устройства позиционного управления даже одной и той же модели машины одного изготовителя могут обладать сильно разнящимися характеристиками ускорения. Как указано выше, использование стандартизированных отступов инженерами при монтаже, пригодных для всех возможных типов машин, приводит к распространенному использованию отступов, которые обычно значительно больше, чем необходимо для обеспечения нужной точности измерений. Способ по изобретению позволяет рассчитать оптимальный отступ с использованием измерения или измерений характеристик ускорения устройства позиционного управления, тем самым, позволяя снизить время измерений без ухудшения метрологической точности ниже требуемого уровня.
По меньшей мере одна характеристика ускорения устройства позиционного управления может быть измерена заранее. Например, изготовитель может измерить одну или более характеристик ускорения во время разработки, конструирования и/или калибровки машины. Предпочтительно способ включает этап измерения по меньшей мере одной характеристики ускорения устройства позиционного управления.
Характеристика ускорения устройства позиционного управления может быть измерена большим числом способов. Предпочтительно этап измерения по меньшей мере одной характеристики ускорения устройства позиционного управления включает этап измерения первого временного интервала, соответствующего времени, принятому для подвижного участка устройства позиционного управления, чтобы он переместился между двумя точками с известным интервалом на указанной скорости. Подвижный участок устройства позиционного управления может, например, содержать часть устройства позиционного управления, на котором смонтирован измерительный датчик, чтобы он мог перемещаться относительно измеряемого объекта. Две точки с известным интервалом могут содержать начальную точку и конечную точку. Таким образом, способ может включать наличие подвижного участка, который ускоряется от неподвижного состояния (или некоторой скорости) в начальной точке, и/или подвижный участок замедляется до останова (или некоторой скорости) в конечной точке. Можно видеть, что заданная скорость не достигается моментально вследствие неизбежного ускорения и/или замедления подвижного участка. Для измерения первого временного интервала могут быть использованы любые таймеры. Например, таймер устройства позиционного управления может быть использован для определения продолжительности первого временного интервала.
Предпочтительно способ также включает этап сравнения первого временного интервала со вторым (например, теоретическим или измеренным) временным интервалом, который соответствует времени, необходимому для перемещения между двумя точками с известным интервалом на постоянной скорости, равной заданной скорости. Другими словами, время перемещения между двумя точками на постоянной скорости сравнивают со временем, полученным, когда также осуществляется ускорение и/или замедление до постоянной скорости. Фактическое время, требуемое для перемещения между двумя точками (т.е. первый временной интервал) больше, чем второй временной интервал, вследствие ускорения и/или замедления подвижного участка. Эта разность между первым и вторым временными интервалами обеспечивает меру характеристики ускорения устройства позиционного управления. Другими словами, зона ускорения устройства позиционного управления может быть найдена по определению времени фактического перемещения между двумя точками в пространстве и сравнению этого времени со временем, требуемым для перемещения между этими точками без ускорения.
В альтернативном варианте характеристику ускорения также можно найти путем сравнения первого временного интервала, полученного с использованием первой заданной скорости со вторым временным интервалом, измеренным для аналогичного перемещения с использованием второй (другой) заданной скорости. Разность ускорения между перемещениями на двух или более разных скоростях обеспечивает меру характеристики ускорения, другими словами, время, нужное, чтобы завершить перемещение, может быть измерено при двух или более разных скоростях или скоростях подачи, чтобы установить по меньшей мере одну характеристику ускорения.
Следует отметить, что измерительный датчик может быть, а может не быть, смонтирован на подвижном участке устройства позиционного управления при измерении временных интервалов. Кроме того, измерение характеристики ускорения устройства позиционного управления может непосредственно предшествовать этапу расчета оптимального отступа или может быть выполнено во время разработки, конструирования или калибровки машины. Также следует отметить, что используемый в настоящем документе термин "характеристика ускорения" охватывает и ускорение, и замедление. Множество характеристик ускорения могут быть измерены для устройства позиционного управления. Например, зона ускорения может быть измерена отдельно для каждой оси машины.
Оптимальный отступ, рассчитанный с использованием способа по изобретению, может зависеть от требуемой точности измерений. Например, может быть приемлемо малое ускорение машины во время последующего измерения положения на поверхности, если требуется более низкая точность измерения положения на поверхности. Однако предпочтительно, чтобы оптимальный отступ был рассчитан таким образом, чтобы измеренная относительная скорость между измерительным датчиком и объектом была, по существу, постоянной во время выполнения измерений положения на поверхности. Относительное перемещение между измерительным датчиком и измеряемым объектом может быть получено перемещением измерительного датчика и/или перемещением объекта. Предпочтительно измерительный датчик переносится подвижным участком (например, гильзой или шпинделем) устройства позиционного управления и перемещается для контакта со стационарным объектом. Таким образом, этап расчета оптимального отступа предпочтительно включает этап расчета оптимального отступа, который обеспечивает перемещение измерительного датчика, по существу, на постоянной скорости во время последующего выполнения измерений положения на поверхности.
Помимо по меньшей мере одной характеристики ускорения этап расчета оптимального отступа может учитывать другие факторы или компоненты. Например, оптимальный отступ может быть получен добавлением компонента расстояния характеристики ускорения и других компонентов расстояния. Условно этап расчета оптимального безопасного расстояния включает учет любой недостоверности оцененного или номинального положения точек, для которых нужно выполнить измерения положения на поверхности. Другими словами, если номинальное положение измеряемой поверхности известно в пределах некоторой погрешности, компонент расстояния в погрешности может быть включен в оптимальный отступ, который учитывает эту недостоверность. Этот компонент погрешности помогает обеспечить чтобы измерения были выполнены на постоянной скорости для любых поверхностей в пределах определенного диапазона погрешностей.
Для некоторых устройств позиционного управления время, требуемое для ускорения или замедления от неподвижного состояния до заданной скорости постоянно. Для других устройств ускорение происходит с постоянным нарастанием. Поэтому оптимальный отступ предпочтительно рассчитывается для заданной скорости или скорости подачи, которая используется в последующих измерениях положения на поверхности. Предпочтительно способ включает этап расчета оптимального отступа для каждой из множества скоростей измерения. Например, способ может включать этап расчета первого оптимального отступа на первой скорости подачи и дополнительный этап расчета по меньшей мере одного дополнительного оптимального отступа по меньшей мере для одной дополнительной скорости подачи.
Как указано выше, оптимальный отступ может быть рассчитан отдельно для каждой скорости подачи, которую нужно использовать для измерений положения на поверхности. В альтернативном варианте оптимальный отступ может быть рассчитан по меньшей мере для двух скоростей подачи и использован (например, посредством метода экстраполяции), чтобы установить оптимальные отступы при других скоростях. Предпочтительно способ может включать этап получения функции или соотношения по оптимальным отступам, рассчитанным при множестве скоростей измерения или скоростей подачи, что позволяет оценить оптимальный отступ в широком диапазоне скоростей измерения.
Способ может быть использован с любым типом измерительного датчика; например, при необходимости измерительный датчик может быть контактным или бесконтактным датчиком. Предпочтительно измерительный датчик устройства позиционного управления содержит контактный датчик с отклоняемой, контактирующей с деталью измерительной головкой.
Типичный контактный датчик с отклоняемой измерительной головкой имеет предел избыточного хода. Предел избыточного хода представляет собой максимальное отклонение измерительной головки, которое может произойти перед тем, как какая-либо часть механизма измерительного датчика или измерительной головки испытает механическое повреждение. Предел избыточного хода может содержать коэффициент запаса и обычно определяется изготовителем датчика. Предпочтительно способ также включает этап расчета максимальной скорости измерений или скорости подачи, которую можно использовать для измерений положения на поверхности без превышения предела избыточного хода датчика, другими словами, могут быть определены различные задержки между контактом измерительной головки с поверхностью и приведением устройством позиционного управления измерительного датчика до полного останова, которые используются для установки максимальной скорости подачи, которую можно использовать для обеспечения того, чтобы предел избыточного хода контактного датчика не был перекрыт.
Оптимальный отступ, рассчитанный с использованием настоящего способа, может быть сохранен в координатно-измерительной машине для последующего использования при выполнении измерений положения на поверхности. После расчета оптимального отступа способ условно включает дополнительный этап выполнения одного или более измерений положения на поверхности объекта с использованием оптимального отступа, другими словами, измерительный датчик может перемещаться к измеряемой поверхности от исходной точки в пространстве, которая имеет оптимальный отступ от поверхности.
Как указано далее подробно, способ выполнения измерений положения на поверхности может быть осуществлен с использованием стратегии или измерительного цикла с датчиком в одно касание или два касания. Для измерительного цикла в два касания первое касание используется для обеспечения оценочного или примерного положения поверхности, а второе касание дает измерение положения на поверхности с использованием оптимального отступа. В таком измерительном цикле в два касания каждому измерению положения на поверхности предпочтительно предшествует исходное измерение, по существу, той же самой точки на поверхности объекта. Условно измерения положения на поверхности (т.е. при втором касании) проводятся на первой скорости измерений, а исходные измерения (т.е. при первом касании) проводятся на второй скорости измерений. Предпочтительно вторая скорость измерений выше, чем первая скорость измерений. Таким образом, перемещение при первом касании на высокой скорости используется для быстрого обнаружения примерного положения точки на поверхности объекта. Измерительный датчик затем перемещается на оптимальный отступ, и выполняется перемещение при втором касании (например, на более низкой скорости) для точного измерения положения точки на поверхности.
В измерительном цикле в два касания следует отметить, что измерение при первом касании (которое обычно выполняется на высокой скорости) может включать существенную ошибку или недостоверность в измерении поверхности. Оно может включать ошибку, возникающую из-за некоторой недостоверности времени отклика устройства ЧПУ и, таким образом, особенно значимую для контроллеров с более медленным временем сканирования. Для устройств позиционного управления, содержащих ЧПУ, этап расчета оптимального отступа предпочтительно включает учет любой недостоверности времени отклика устройства ЧПУ. В частности, оптимальный отступ предпочтительно учитывает влияние недостоверности времени отклика устройства ЧПУ на оцененное положение поверхности, обнаруженной во время первого касания измерительного цикла. Например, оптимальный отступ может включать компонент расстояния, который учитывает ошибку оцененного положения измеряемой точки на поверхности, возникающую из-за недостоверности времени отклика устройства ЧПУ.
Предпочтительно устройство позиционного управления содержит ЧПУ, и способ включает этап оценки недостоверности времени отклика ЧПУ. Эта недостоверность может быть использована для расчета компонента расстояния, упомянутого выше для стратегии в два касания. Предпочтительно недостоверность времени отклика устройства ЧПУ, которая обнаружена таким образом, может быть использована для выбора соответствующей стратегии измерения (например, стратегия в одно касание или в два касания), используемой для выполнения измерений положения на поверхности объекта.
Способ по изобретению может быть осуществлен на любом устройстве позиционного управления, таком как станочная автоматизированная система или специальная координатно-измерительная машина (СММ). Предпочтительно способ осуществляется на устройстве позиционного управления, которое содержит станочную автоматизированную систему с ЧПУ со шпинделем, в котором измерительный датчик может удерживаться разъемно.
Изобретение также охватывает компьютерную программу, которая при запуске на компьютере (например, компьютер общего назначения или устройство ЧПУ) осуществляет описанный выше способ. Компьютер (например, компьютер общего назначения или устройство ЧПУ), запрограммированный на осуществление данного способа, также может быть предусмотрен по изобретению. Также может быть предусмотрен носитель памяти компьютера (например, компакт-диск) для хранения такой программы.
Согласно второму объекту изобретения устройство позиционного управления содержит измерительный датчик для выполнения измерений положения на поверхности, причем устройство позиционного управления содержит процессор расчета оптимального отступа для измерений положения на поверхности, выполняемых устройством позиционного управления, устройство ЧПУ рассчитывает оптимальный отступ с использованием по меньшей мере одной измеренной характеристики ускорения устройства позиционного управления.
Согласно третьему объекту изобретения предлагается способ расчета максимальной скорости для безопасных перемещений для позиционирования на устройстве позиционного управления, содержащем измерительный датчик, способ включает этап расчета максимальной скорости с использованием по меньшей мере одной измеренной характеристики ускорения устройства позиционного управления. Как очевидно для специалистов, безопасное перемещение для позиционирования представляет собой перемещение для позиционирования, которое выполняется, когда устройство позиционного управления перемещает измерительный датчик во время мониторинга линии сигнала или запуска датчика. Безопасное перемещение для позиционирования, таким образом, может включать перемещение, которое выполняется, как часть измерительного цикла, или перемещение, выполняемое до или после измерения, чтобы переместить датчик в нужное положение. Предпочтительно устройство позиционного управления содержит измерительный датчик с пределом избыточного хода. В таком примере максимальная скорость для безопасного перемещения для позиционирования является самой высокой скоростью, которую можно использовать, чтобы обеспечить непревышение предела избыточного хода при контакте с объектом и останове перемещения датчика.
Также предлагается устройство позиционного управления, содержащее измерительный датчик для выполнения измерений положения на поверхности, устройство позиционного управления содержит процессор расчета максимальной скорости для безопасного перемещения для позиционирования с использованием измерительного датчика, в котором устройство ЧПУ рассчитывает максимальную скорость с использованием по меньшей мере одной измеренной характеристики ускорения устройства позиционного управления.
Согласно четвертому объекту изобретения предлагается способ выбора стратегии измерений для координатно-измерительной машины, содержащей устройство ЧПУ, способ включает этап определения недостоверности времени отклика устройства ЧПУ, другими словами, можно установить меру недостоверности времени, требуемого устройству ЧПУ для отклика на запускающий сигнал, полученный от измерительного датчика. Как указано подробно далее, это может достигаться выполнением множества измерений одной и той же точки на поверхности объекта с использованием различных безопасных расстояния и/или измерений скорости. Недостоверность такой серии измерений предусматривает меру недостоверности времени отклика устройства ЧПУ.
Недостоверность времени отклика устройства ЧПУ, которая обнаружена таким образом, может быть использована для выбора соответствующей стратегии измерений, используемой для выполнения измерений положения на поверхности объекта. Например, если обнаружено, что устройство ЧПУ работает на высокой скорости (т.е. обладает низкой недостоверностью времени отклика), может быть осуществлена так называемая стратегия измерений в одно касание. Если обнаружено, что ЧПУ работает на малой скорости (т.е. обладает высокой недостоверностью времени отклика), может быть осуществлена так называемая стратегия в два касания, при которой каждому измерению положения на поверхности предшествует исходное измерение, по существу, одной и той же точки на поверхности объекта. В такой стратегии в два касания измерения положения на поверхности предпочтительно выполняют на первой скорости измерений, а исходные измерения выполняют на второй скорости измерений, вторая скорость измерений выше, чем первая скорость измерений.
Согласно пятому объекту изобретения предлагается способ оптимизации измерений положения на поверхности, выполненных устройством позиционного управления, содержащим измерительный датчик, способ включает этап измерения по меньшей мере одной характеристики ускорения устройства позиционного управления.
Далее изобретение описано только в качестве примера со ссылкой на сопутствующие чертежи, на которых;
на фиг.1 показано устройство позиционного управления с измерительным датчиком с отклоняемой измерительной головкой,
на фиг.2 показана типичная структура станочной автоматизированной измерительной системы,
на фиг.3 показаны различные факторы, дающие вклад в избыточный ход датчика,
на фиг.4 показаны зоны ускорения, которые присутствуют на одном типе станочной автоматизированной измерительной системы,
на фиг.5 показано, как для измерения, выполненного в периоды ускорения машины, возникают ошибки измерений,
на фиг.6 показана процедура измерений в два касания,
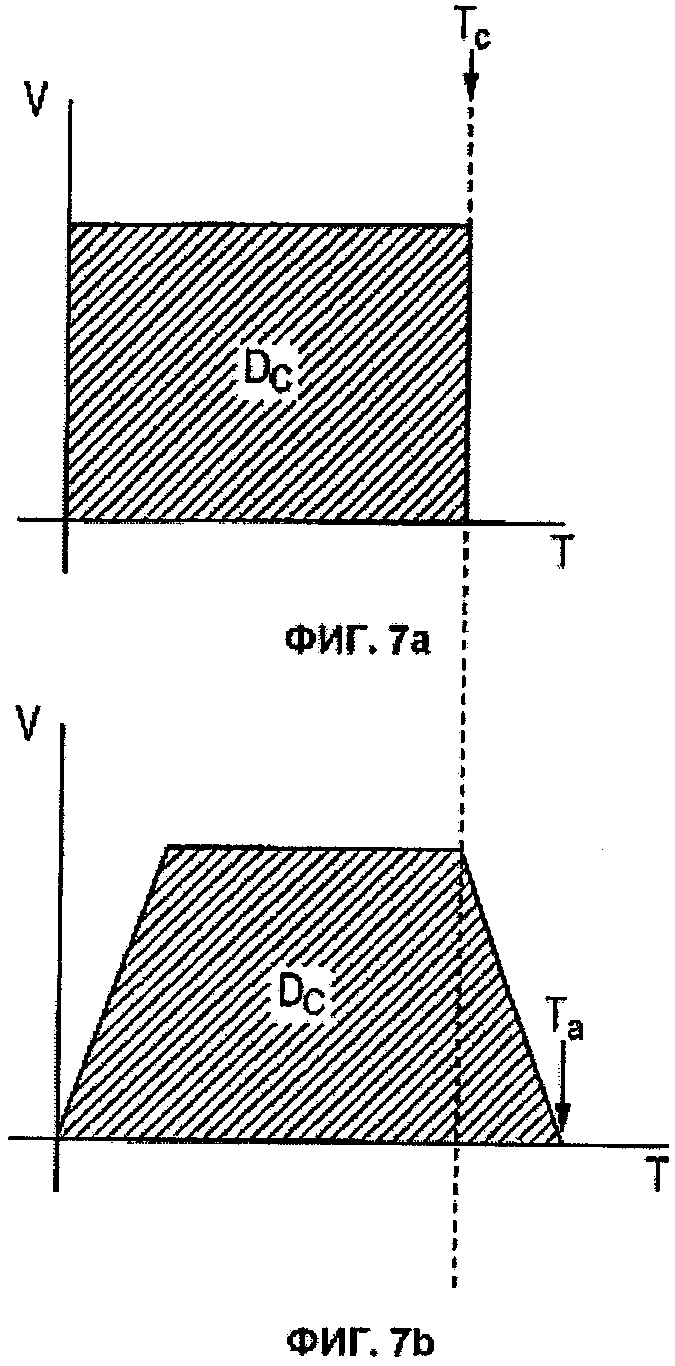
на фиг.7а и 7б показано, как можно измерить зону ускорения машины, чтобы установить расстояние для ускорения,
на фиг.8 показаны зоны ускорения машины по фиг.7а и 7б,
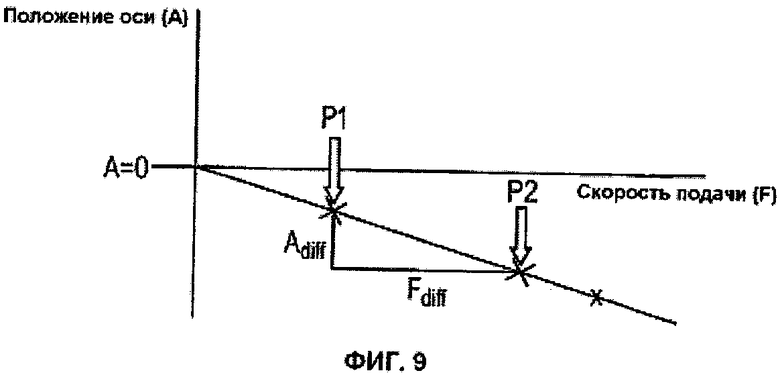
на фиг.9 показана концепция динамической ошибки,
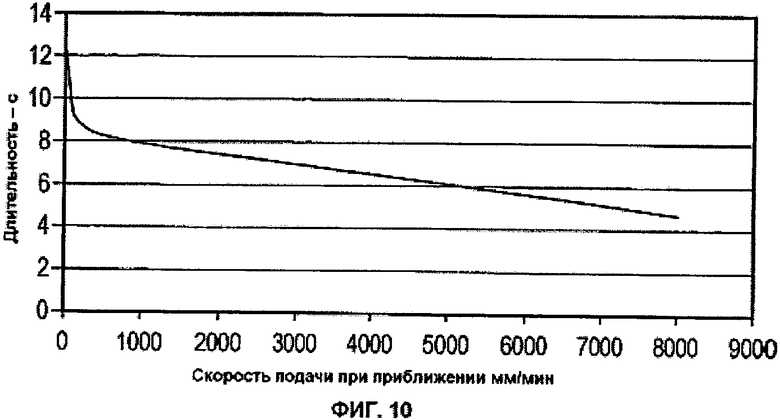
на фиг.10 показана скорость измерительного цикла с использованием неоптимизированной стратегии измерений в два касания,
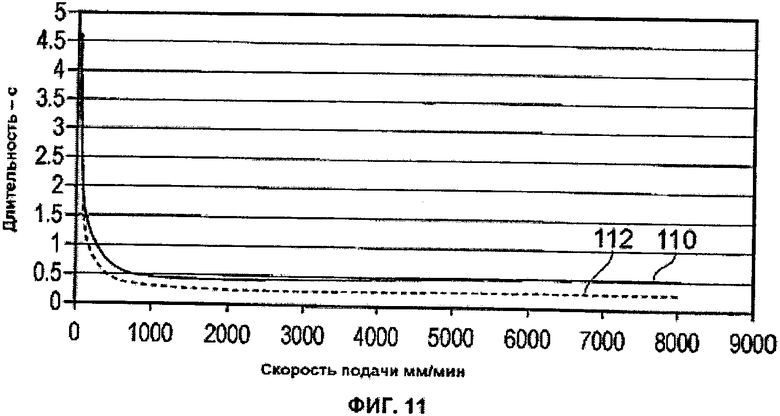
на фиг.11 сравнивается скорость измерений оптимизированной стратегии измерений в два касания по изобретению со стратегией в одно касание,
на фиг.12 показано увеличение ошибки в зависимости от скорости подачи для стратегии измерений в одно касание, и
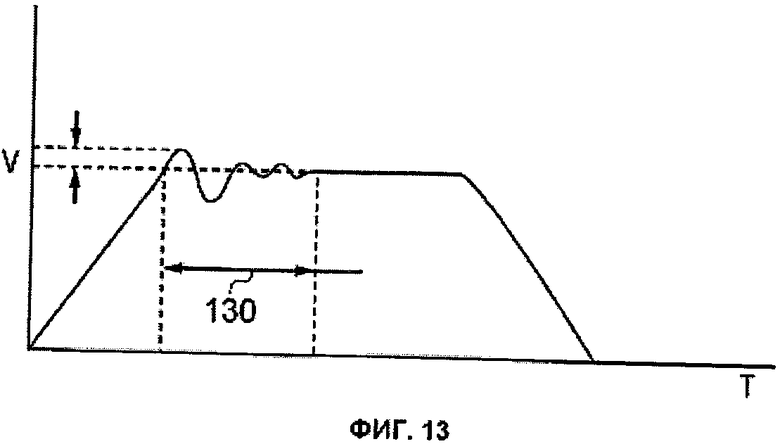
на фиг.13 показано влияние настройки скорости при использовании высоких скоростей подачи.
Как показано на фиг.1, станочная автоматизированная система имеет шпиндель 2, удерживающий контактный датчик 4.
Станочная автоматизированная система содержит известные средства, такие как один или более двигателей 8, для перемещения шпинделя 2 относительно детали 6, расположенной на держателе 7 детали, в пределах рабочей области станочной автоматизированной системы. Местоположение шпинделя в пределах рабочей области машины точно измеряется известным образом с использованием кодирующих устройств или аналогичных устройств; такие измерения обеспечивают данные о положении шпинделя, определенном координатно-измерительной системой машины (x, y, z). Органы управления (x, y, z) ЧПУ (NC) 20 управляют перемещением шпинделя 2 в пределах рабочей области станочной автоматизированной системы, а также принимают информацию от различных кодирующих устройств о положении шпинделя. NC 20 может содержать компьютер предварительной обработки данных или представлять собой интерфейс такого компьютера.
Контактный датчик 4 содержит основную часть 10 датчика, которая присоединена к шпинделю 2 станочной автоматизированной системы с использованием стандартного разъемного соединителя с хвостовиком. Датчик 4 также содержит контактирующую с деталью измерительную головку 12, которая выступает из кожуха. Шарик 14 измерительной головки предусмотрен на удаленном конце измерительной головки 12 для контакта с соответствующей деталью 6. Контактный датчик 4 генерирует так называемый запускающий сигнал, когда отклонение измерительной головки превышает заранее установленный порог. Датчик 4 содержит участок 16 беспроводного передатчика/приемника для передачи запускающего сигнала на соответствующий участок беспроводного приемника/передатчика интерфейса 18 удаленного датчика. Беспроводная линия связи может быть, например, РЧ- или оптической.
NC 20 принимает данные положения (x, y, z) шпинделя и запускающий сигнал (через интерфейс 18 датчика) и записывает явные данные положения (x, y, z) шпинделя в момент приема запускающего сигнала. После соответствующей калибровки это позволяет измерить положение точек на поверхности объектов, таких как деталь 6.
Как схематично показано на фиг.2, измерительная система, смонтированная на станочной автоматизированной системе, может состоять из пяти элементов. Они включают сборку 30 измерительного датчика, интерфейс 32 датчика (который включает передающую систему датчика и его интерфейс к CNC системе 36), станочную автоматизированную систему 34, CNC (программируемый логический контроллер) систему 36 управления и программное управление 38 датчиком, которое находится на CNC системе 36 управления. Каждый из этих элементов играет роль в метрологических характеристиках измерительной системы и длительности любого заданного измерения или измерительного цикла.
Ключевым событием в пределах любого измерительного цикла, осуществленного с использованием описанной выше измерительной системы, является триггер. Контакт измерительной головки измерительного датчика 30 с точкой на поверхности объекта ускоряет измерение внутри интерфейса 32 датчика, которое передается на CNC контроллер 36. Оператору может показаться, что этот процесс, который описан подробно далее со ссылкой на фиг.3, возник внезапно, однако в реальности он охватывает серию отдельных шагов, которые приводят к запускающему сигналу, приводимому в действие CNC контроллером 36.
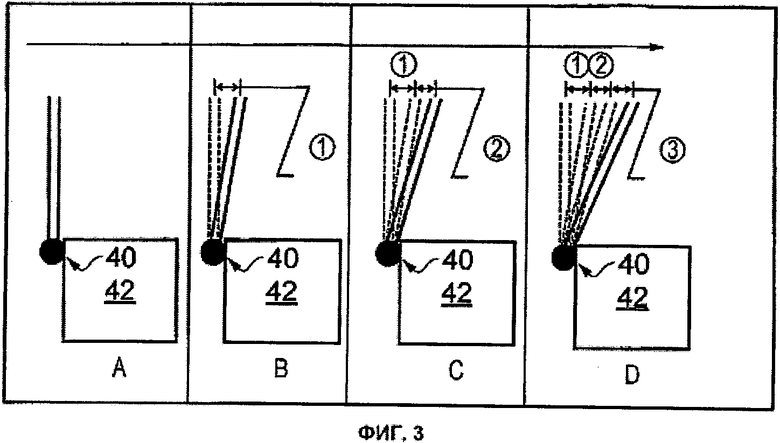
На фиг.3 показаны разные фазы типичной измерительной последовательности с контактным датчиком.
Во время измерения датчик подводится к поверхности измеряемого объекта 42. В первый момент времени А кончик 40 измерительной головки контактирует с точкой на поверхности объекта. Во время этой первой фазы измерения датчик продолжает перемещаться к объекту, и измерительная головка дополнительно отклоняется. Во второй момент времени В превышен порог отклонения измерительной головки измерительного датчика. Расстояние, требуемое для перемещения датчика между исходным контактом с поверхностью и достигаемым порогом чувствительности датчика, называется механическим рабочим ходом контакта. В известных типах кинематического датчика механический рабочий ход контакта представляет собой расстояние, требуемое для достаточного изгиба измерительной головки, чтобы сохранить достаточно энергии напряжения, чтобы начать поднимать ролик из его гнезда, преодолевая силу возвратной пружины. В так называемом тензометрическом датчике измерительная головка изгибается, пока конструкция тензометрического датчика регистрирует изменение напряжения, которое превышает заранее установленное значение. Механический рабочий ход контакта зависит от аппаратного обеспечения и не меняется со скоростью перемещения датчика во время измерительного цикла. Таким образом, обычно можно устранить калибровкой влияние механического рабочего хода контакта посредством соответствующей калибровки и прикладного программного обеспечения.
Вторая фаза измерения, которая начинается после механического рабочего хода контакта или первой фазы, включает распознавание интерфейсом датчика механического запускающего события и выдачу запускающего сигнала на CNC контроллер. Задержка между механическим запускающим событием и запускающим сигналом, передаваемая на CNC контроллер обычно называется временем отклика интерфейса. Другими словами, интерфейс выдает запускающий сигнал в момент времени С, показанный на фиг.3, в который датчик перемещается еще дополнительно к объекту, тем самым дополнительно отклоняя измерительную головку.
Следует отметить, что время отклика интерфейса обычно включает задержку, связанную с фильтрацией сигнала. Эта задержка на фильтрацию сигнала возникает, поскольку типичный интерфейс датчика непрерывно мониторирует состояние соответствующего измерительного датчика и передает запускающий сигнал на CNC систему, когда измерительный датчик контактирует с поверхностью. Однако имеются силы, действующие на измерительную головку (например, инерция), которые могут быть неправильно интерпретированы интерфейсом, как событие контакта с поверхностью. Например, если используется длинная измерительная головка с высоким ускорением датчика, вполне возможно получить отклонения неустановившегося процесса измерительной головки, которые могут привести к так называемому "ложному запуску" (т.е. запуску, когда измерительная головка фактически не контактирует с поверхностью). Чтобы повысить надежность запускающего сигнала, интерфейсы датчиков обычно располагают для отфильтровывания каких-либо сигналов неустановившегося процесса, чтобы они передавали запускающий сигнал на контроллер, только если превышен уровень сигнала порога отклонения в течение заранее определенного периода времени (например, 0,1 с). Также может присутствовать незначительный компонент задержки времени отклика интерфейса, связанный с передачей запускающего события от датчика на интерфейс; например, 0,002 с в случае типичной оптической системы передачи или 0,01 с в случае стандартной системы РЧ-связи. Хотя время отклика интерфейса датчика может меняться значительно для разных измерительных систем, оно обычно постоянно для конкретных настроек и, следовательно, может быть устранено калибровкой.
Третья фаза типичной запускающей последовательности датчика представляет собой процесс, посредством которого CNC контроллер машины распознает и действует по запускающему сигналу, принимаемому от интерфейса датчика. Таким образом, CNC контроллер действует по принятому запускающему сигналу (например, остановив перемещение датчика) в момент времени D, показанный на фиг.3, в который датчик переместился даже дополнительно, тем самым увеличивая отклонение измерительной головки. Эта временная задержка, вводимая CNC контроллером, часто называется временем отклика контроллера.
Хотя можно компенсировать, по существу, постоянные задержки (например, эффекты механического рабочего хода контакта и время отклика интерфейса датчика) посредством соответствующей процедуры калибровки, часто существует высокий уровень недостоверности, связанной со временем отклика контроллера. Кроме того, различные конструкции и типы CNC контроллера могут обладать временем отклика контроллера, которое отличается на несколько порядков величины. Например, временная задержка между выдачей запускающего сигнала и способностью CNC контроллера действовать в ответ на этот сигнал может составлять всего лишь 4 мкс или 4 мс в зависимости от спецификации контроллера и используемых опций контроллера.
На медленной стороне некоторые имеющиеся в продаже CNC контроллеры имеют сканируемые выводы. Такие CNC контроллеры обычно имеют время сканирования, во время которого они проверяют, в свою очередь, состояние различных входных линий, а также устанавливают состояние различных выходных линий. Соответственно, входная линия запускающего сигнала сканируется, и состояние, на которое оказывается воздействие при каждом цикле, возникает в неопределенный момент во время от нуля до полного времени сканирования. Таким образом, время сканирования можно считать пульсацией. Типичное время сканирования или пульсация для такого медленного контроллера составляет примерно 1-4 мс. На быстрой стороне спектра имеются NC контроллеры с так называемым прямым или высокоскоростным прерыванием проскока или входами для приема запускающего сигнала. В таких контроллерах запускающий сигнал датчика может быть подключен непосредственно к каждой шине управления осью, и текущее положение оси фиксируется или записывается почти мгновенно при приеме запускающего сигнала. Этот тип объединения сигнала датчика с шинами управления осями обычно предусматривает время отклика или время ожидания порядка 4 мкс с пренебрежимо малой пульсацией.
По мере увеличения времени сканирования контроллера ошибка, связанная с измерением, выполненным с использованием измерительного датчика, подводимого к объекту на некоторой скорости или скорости подачи, также возрастает. На машине с прямым или высокоскоростным входом со временем соответствующей задержки 4 мкс влиянием времени отклика контроллера можно пренебречь даже при чрезвычайно высоких скоростях подачи, поскольку расстояние, проходимое машиной за это время, пренебрежимо мало. Однако обнаружено, что метрологическая точность может быть значительно ухудшена при выполнении измерений на более высоких скоростях подачи на машинах, которые имеют более длительное время сканирования. Как указано далее подробно, в изобретении предлагается оптимизированный измерительный цикл в два касания, который также обеспечивает высокие метрологические характеристики, даже если контроллер обладает длительным временем сканирования. Однако может быть предпочтительно выбрать стратегию измерений (например, стратегия в одно касание или в два касания), которая наиболее приемлема для используемого контроллера.
Стратегия в одно касание или в два касания может быть выбрана автоматически (например, как указано далее) или установлена пользователем на основе известного времени сканирования контроллера. В частности, стратегия измерений в два касания может быть использована для медленных (например, миллисекундных) контроллеров, в то время как стратегия измерений в одно касание может быть использована для высокоскоростных (например, микросекундных) контроллеров. Пользователь может просто запрограммировать CNC контроллер на осуществление требуемой стратегии в зависимости от известной скорости сканирования CNC контроллера. Предпочтительно время отклика контроллера может быть оценено автоматически. Это может быть выполнено посредством анализа воспроизводимости множества измерений одной и той же точки на поверхности объекта. Например, одна и та же точка может быть измерена при множестве различных скоростей с использованием одного и того же отступа. В альтернативном варианте одна и та же точка может быть измерена при одной скорости с использованием множества различных отступов. Воспроизводимость таких измерений гораздо выше для более быстрых контроллеров, тем самым это позволяет идентифицировать такие контроллеры. Таким образом, может быть установлена воспроизводимость или порог недостоверности измерений (например, на 10 мкм), и осуществлена стратегия в одно касание, когда обнаружено, что недостоверность измерений ниже такого порогового значения.
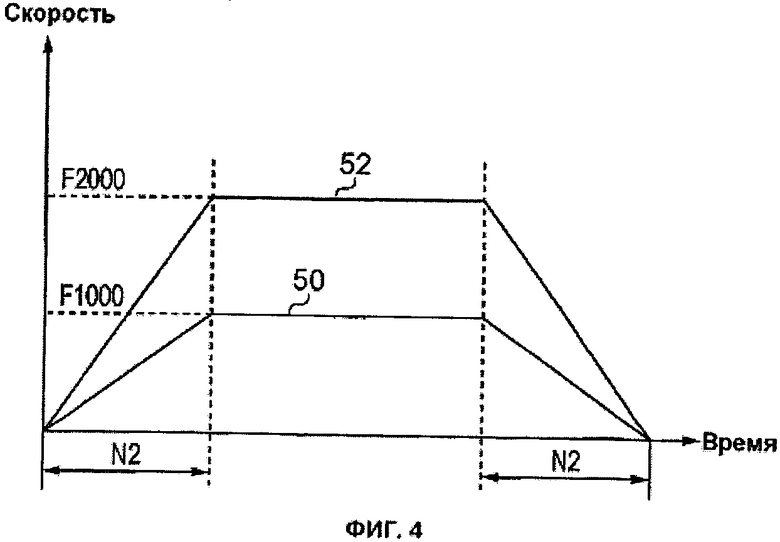
Как показано на фиг.4, шпиндель станочной автоматизированной системы, который переносит измерительный датчик, требует некоторого времени для ускорения до или замедления от постоянной скорости или скорости подачи. Другими словами, если CNC контроллер дает шпинделю станочной автоматизированной системы команду начать перемещение на некоторой скорости подачи, потребуется некоторое время для ускорения до этой скорости подачи. Это ускорение/замедление шпинделя часто называют зоной ускорения машины.
Алгоритмы управления, которые определяют способ, по которому станочная автоматизированная система ускоряется и замедляется, установлены изготовителем CNC системы управления. Эти алгоритмы управления могут быть различны для разных конструкций машин и также могут быть изменены при повторной калибровке машины. Все основные изготовители CNC систем управления, Siemens, Fanuc, Heidenhein и Mitsubishi, используют свои собственные логические схемы и расчеты. Однако по общему правилу станочные автоматизированные системы обычно не ускоряются с постоянным нарастанием. Для контроллеров Fanuc и Mitsubishi, например, нарастание ускорения установлено таким, чтобы запрограммированная скорость подачи достигалась за заранее определенное время (например, 0,06 с). Соответственно расстояние, на которое перемещается ось станочной автоматизированной системы для достижения запрограммированной скорости подачи, возрастает линейно со скоростью подачи. Это показано на фиг.4, где скорость в зависимости от времени показана для заданного перемещения на первой скорости подачи 1000 мм/с и второй скорости подачи 2000 мм/с; профили скоростей для первой и второй скоростей подачи показаны линиями 50 и 52 соответственно.
Как показано на фиг.5, поясняется отрицательное влияние выполнения измерения в зоне ускорения машины. В основном очевидно и принято, что все системы измерительных датчиков требуют калибровки. Обычно это требует измерения известной поверхности на скорости подачи, которая впоследствии используется в измерительных циклах. Как указано выше, существует различие между положением точки на поверхности объекта, которое записано CNC системой управления и фактическим положением этой точки. Это различие возникает из-за механического рабочего хода контакта измерительного датчика и задержки, обусловленной временем отклика интерфейса датчика. Эту разность также можно рассматривать, как временную задержку между контактом измерительной головки с объектом и приемом запускающего сигнала CNC системой управления. Для простоты понимания недостоверностью во времени отклика контроллера пренебрегают в следующем пояснении эффектов ускорения.
На фиг.5 показана типичная зависимость 60 скорости от времени для станочной автоматизированной системы. Временная задержка из-за механического рабочего хода контакта и времени отклика интерфейса датчика, которая связана с измерением, по существу, постоянна для данной установки. Чтобы устранить влияние временной задержки для измерений, выполненных измерительной системой, рассчитывается расстояние А, проходимое за время между контактом измерительной головки с объектом в момент Tp и временем Ti выдачи запускающего сигнала интерфейсом датчика. Это расстояние А, которое действительно для конкретной скорости подачи, затем может быть сохранено и использовано для корректировки всех будущих сообщенных положений, полученных на этой скорости подачи. Рассмотрим, как выполняется измерение в зоне ускорения машины. По мере ускорения машины расстояние В, проходимое измерительным датчиком за время между контактом измерительной головки с объектом в момент Tp и временем Ti выдачи запускающего сигнала отличается от расстояния А. Другими словами, корректировка измеренного положения содержит ошибку С, величина которой зависит от участка зоны ускорения, который используется для измерения.
Таким образом, видно, что следует избегать выполнения измерений поверхности, когда измерительный датчик находится в зоне ускорения. Другими словами, следует обеспечить, чтобы измерительный датчик перемещался на постоянной скорости, когда измерительная головка контактирует с поверхностью объекта, чтобы обеспечить точную метрологию. Если измерительный цикл инициируется от стационарного начала, измерительный датчик должен быть позиционирован на достаточном расстоянии от поверхности объекта, чтобы обеспечить ускорение измерительного датчика до требуемой постоянной скорости до выполнения каких-либо измерений поверхности; это исходное расстояние от поверхности называется отступом, и способ описан со ссылкой на фиг.6-9 внизу для расчета оптимального отступа.
Также следует отметить, что контакт измерительных датчиков с отклоняемой измерительной головкой имеет так называемый предел избыточного хода. Если измерительная головка датчика отклоняется свыше этого предела избыточного хода, может произойти механическое повреждение сенсорного механизма отклонения датчика и/или поломка измерительной головки. Таким образом, можно найти максимальную скорость подачи для использования во время измерений, так что можно гарантировать, что датчик будет остановлен после контакта с поверхностью до достижения предела избыточного хода. Такая максимальная скорость подачи может быть рассчитана с учетом разных задержек в процессе запуска (например, механический рабочий ход контакта, время отклика интерфейса и контроллеров, описанное со ссылкой на фиг.3) плюс время, требуемое для замедления датчика до останова, указанного CNC контроллером.
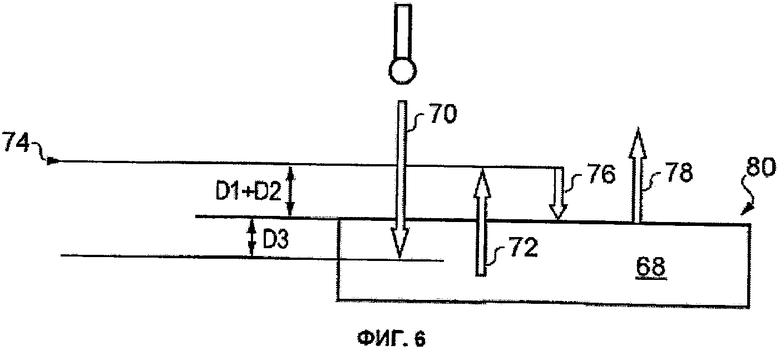
Как показано на фиг.6, показан так называемый измерительный цикл в два касания для измерения положения точки на поверхности объекта 68.
На первом этапе, показанном стрелкой 70, измерительный датчик ускоряется от стационарного начального положения к поверхности объекта 68 на относительно высокой скорости подачи. Измерительная головка измерительного датчика контактирует с поверхностью объекта, и отклонение измерительной головки продолжается, пока не будет распознан триггер датчика CNC контроллером, который затем останавливает перемещение измерительного датчика. Этот первый этап выполняется для нахождения поверхности измеряемого объекта и не используется для обеспечения точного измерения положения на поверхности.
На втором этапе, показанном стрелкой 72, направление перемещения датчика становится обратным, и измерительный датчик перемещается в удаленное положение 74.
На третьем этапе, показанном стрелкой 76, измерительная головка измерительного датчика снова приводится в контакт с точкой на поверхности объекта, но на более медленной скорости подачи. Хотя они показаны рядом на фиг.6, следует помнить, что измерительная головка измерительного датчика контактирует, по существу, с той же точкой на поверхности объекта на третьем этапе, с которой она контактировала на первом этапе. Это измерение на второй, более низкой скорости, обеспечивает требуемое измерение положения точки на поверхности объекта.
На четвертом этапе 78, показанном стрелкой 78, измерительный датчик перемещается от поверхности к начальному положению следующего измерения или в любое другое нужное положение. Способ, безусловно, может быть повторен множество раз для измерения множества точек на поверхности объекта.
Отступ, используемый на втором этапе, определяет скорость и точность измерений, которые выполняют на третьем этапе. Если отступ слишком мал, измерения могут быть выполнены пока датчик ускоряется до требуемой скорости станочной автоматизированной системой, тем самым снижая метрологическую точность. Напротив, если отступ слишком велик, время, требуемое для приведения датчика в контакт с поверхностью объекта на более низкой скорости подачи, может быть значительным, тем самым повышая время, требуемое для завершения измерительного цикла, и снижая общую производительность. Все станочные автоматизированные системы обладают различными характеристиками, и обнаружено, что для типичной измерительной системы инженер по монтажу или конечный пользователь имеют тенденцию проявлять чрезмерную осторожность при установке отступа, чтобы он не оказывал влияния на метрологию. Однако оказалось, что это ведет к осуществляемым измерительным циклам в два касания, которые значительно медленнее, чем это необходимо, и, таким образом, они не достигают оптимальности.
Как показано на фиг.6, оптимальное безопасное расстояние или положение 74 можно рассчитать с учетом расстояния D1 ускорения для измерения при втором касании (т.е. для измерения на третьем этапе способа, выполненного на более медленной скорости подачи) и расстояния D2, чтобы обеспечить недостоверность времени отклика CNC контроллера во время измерения при первом касании (т.е. измерения, выполненного на первом этапе способа на более высокой скорости подачи). Также показана величина расстояния D3 динамической зоны, которое меняется со скоростью подачи, и учтено смещение измеренного положения точки на поверхности объекта, возникающее из-за временной задержки между контактом измерительной головки с поверхностью объекта и срабатыванием NC контроллера по результирующему запускающему сигналу; различные фазы типичной последовательности измерений контактного триггера, которые генерируют эту (по существу, постоянную) задержку, описаны выше со ссылкой на фиг.3. Поскольку измерение при втором касании осуществляется на относительно низкой скорости, недостоверность времени отклика контроллера для этого второго измерения пренебрежимо мало, и его можно не учитывать; т.е. временную задержку между контактом измерительной головки с поверхностью объекта и срабатыванием NC контроллера по результирующему запускающему сигналу можно считать, по существу, постоянной. Однако недостоверность времени отклика контроллера учитывается посредством расстояния D2 для более высокой скорости подачи для первого касания.
Оптимальный отступ предпочтительно рассчитывается для обеспечения самого быстрого времени измерительного цикла, в котором эффекты ускорения не влияют на измерения. Однако следует отметить, что если требуются более низкие метрологические характеристики, можно установить оптимальный отступ, который снижает эффекты ускорения до некоторого уровня, который обеспечивает требуемую точность измерений. Другими словами, хотя различные примеры, приведенные в настоящем документе, описывают выполнение измерений с самым высоким возможным уровнем точности, настоящий способ также может быть применен для достижения более низкой, заранее определенной точности измерений.
На фиг.7а, 7б и 8 показан способ измерения расстояния D1 для ускорения, в частности на фиг.7б показана зависимость скорости от времени для пробного перемещения измерительного датчика, на которой интеграл или область под кривой равна расстоянию dc перемещения. Как можно видеть по фиг.7б, во время пробного перемещения измерительный датчик ускоряется до известной скорости подачи, а затем замедляется до останова. На фиг.7а показана зависимость скорости от времени для теоретического перемещения измерительного датчика для того же самого расстояния dc перемещения, но при постоянной скорости.
Расстояние D1 ускорения находят путем определения времени фактического пробного перемещения, как показано на фиг.76, и его сравнения со временем, когда такое перемещение выполнено на постоянной скорости (т.е. без какого-либо ускорения или замедления), как показано на фиг.7а, затем можно рассчитать разность времени Td между фактическим временем Ta перемещения и теоретическим временем Tc, которое нужно для перемещения на то же самое расстояние dc при постоянной скорости; это показано на фиг.8.
Как показано на фиг.8, ускорение/замедление до постоянной скорости V происходит за период времени Td. Таким образом, расстояние D1 ускорения можно рассчитать с помощью выражения:
Важно отметить в этот момент, что зона ускорения или расстояние может быть различно для разных осей (например, x, y, z) станочной автоматизированной системы. Например, ось z станочной автоматизированной системы может иметь другие характеристики ускорения, чем оси x и у из-за влияния гравитации. Таким образом, зоны ускорения могут быть рассчитаны отдельно для каждой оси, а затем применены к любым измерениям, выполненным вдоль соответствующей оси, или самая длинная зона ускорения может быть применена ко всем измерениям. В альтернативном варианте зона ускорения может быть измерена для одной оси, которая, как известно или предполагается, имеет самую длинную зону ускорения.
Расстояние D2 дает недостоверность времени отклика CNC контроллера и может быть определено для заданной скорости подачи по времени последовательного сканирования станочной автоматизированной системы. В частности, это расстояние D2 учитывает недостоверность приблизительного положения поверхности, которую определяют по измерению при первом касании на более высокой скорости подачи. Для CNC контроллеров с высокоскоростными входами и/или при использовании относительно низкой скорости подачи для измерения при первом касании расстояние D2 пренебрежимо мало и его можно не учитывать.
Как показано на фиг.9, расстояние D3 динамической зоны меняется линейно со скоростью подачи. В частности, на фиг.9 показаны измеренные положения Р1 и Р2 одиночной точки на поверхности (А=0) объекта при использовании первой скорости подачи F1 и второй скорости подачи F2 соответственно. Как указано выше, это изменение явного положения со скоростью подачи возникает из-за задержки между контактом измерительной головки датчика с точкой на поверхности и срабатыванием CNC контроллера по сигналу триггера. Также можно видеть, как динамическая зона D3 возрастает линейно со скоростью подачи и приближается к нулю по мере снижения скорости подачи до нуля. Линейное изменение D3 со скоростью подачи может быть определено путем измерения точки на поверхности объекта при двух разных скоростях подачи. Например, этот расчет может быть выполнен с использованием двух измерений поверхности, полученных во время измерительного цикла в два касания.
На фиг.10 показано время цикла неоптимизированного измерения в два касания в зависимости от скорости подачи по данному способу (первое касание). В частности, зависимость на фиг.10 показывает время цикла стандартного измерительного цикла в два касания, выполненного на поверхности в 2 мм от исходного начального положения, которое достигается на скорости подачи 3000 мм/мин. После первого касания датчик отводится на стандартизированное расстояние 4 мм, и выполняется измерение точки на поверхности (т.е. выполняется второе касание) с использованием калибровочной скорости подачи 30 мм/мин. Обнаружено, что этот измерительный цикл занимает 7,05 с.
Как показано на фиг.11, первая кривая 110 иллюстрирует время измерительного цикла в два касания, оптимизированного описанным выше образом. В частности, найдя оптимизированное расстояние для отведения, которое позволяет переместить датчик непосредственно к поверхности для второго касания, или перемещение при измерении уменьшает величину перемещения при скорости подачи при измерении 30 мм/мин до малых долей миллиметра, тем самым значительно сокращая время цикла. Например, время измерительного цикла, упомянутого выше, может быть уменьшено от 7,05 до 0,444 с; т.е. с улучшением 6,606 с.
Вторая кривая 112 на фиг.11 показывает время так называемого измерительного цикла в одно касание, в котором датчик запускается на том же самом расстоянии от поверхности объекта, что и в цикле в два касания, и перемещается к объекту на скорости подачи при измерении, пока триггер не будет распознан и запущен контроллером. Датчик затем замедляется до останова и возвращается в начальное положение или дополнительное начальное положение для последующего измерения. Положение пуска или проскока записывается в CNC контроллере и используется для расчета положения поверхности. Обнаружено, что цикл в одно касание, который использует приближение и скорость измерений 3000 мм/мин, имеет время цикла 0,254 с. Оптимизированная процедура в два касания со скоростью приближения 3000 мм/мин и измерение на скорости 30 мм/мин обладает временем цикла 0,444 с, как указано выше. Таким образом, можно видеть, что длительность процедуры в одно касание все еще несколько меньше, чем оптимизированной процедуры в два касания. Хотя измерительные циклы в одно касание обычно быстрее, чем циклы в два касания, обнаружено, что точность таких измерительных циклов в одно касание может быть значительно ухудшена для CNC контроллеров с более длительным временем сканирования.
На фиг.12 показана недостоверность измерений в одно касание в зависимости от скорости подачи (т.е., скорости измерений). В частности, линия 121 показывает недостоверность, когда время сканирования CNC контроллера составляет 4 мкс, линия 120 показывает недостоверность, когда время сканирования CNC контроллера составляет 1 мс, линия 122 показывает недостоверность, когда время сканирования CNC контроллера составляет 4 мс. Цикл в одно касание, в котором используется приближение и скорость измерения 3000 мм/мин, имеет время цикла 0,254 с, но, как показано на фиг.12, имеется соответствующая недостоверность измерений примерно 0,2 мм для CNC контроллера со временем сканирования 4 мс. Она сравнивается с недостоверностью только 0,002 мм для оптимизированного измерительного цикла в два касания, осуществленного с использованием того же самого CNC контроллера.
Как показано на фиг.13, некоторые станочные автоматизированные системы также обладают периодом 130 "стабилизации", который возникает из-за того, что переход от ускорения к постоянной скорости подачи обычно не является мгновенным. На типичной машине обнаружено, что требуется до 0,01 с для стабилизации оси и скорость на этой фазе перехода от ускорения к постоянной скорости подачи колеблется и неопределенна. Следовательно, выполнение измерения на этой фазе перемещения повышает недостоверности измерений. Этот эффект особенно вреден при использовании высоких скоростей подачи, таких как используемых при измерении в одно касание. Для оси, перемещающейся от запуска из неподвижного состояния до 5000 мм/мин, расстояние, за которое происходит стабилизация, составляет 0,83 мм. Если требуется безопасное расстояние 2,5 мм для обеспечения измерений, выполненных вне зоны ускорения, добавление этого расстояния для стабилизации доводит оптимальный отступ для такого цикла в одно касание до 3,33 мм. Это следует противопоставить оптимизированной процедуре в два касания, упомянутой выше, в которой второе касание или измерительное перемещение осуществляется на относительно низкой скорости подачи, например 30 мм/мин. В таком примере отступ для второго касания должен быть только больше 0,015 мм, чтобы обеспечить выполнение измерения вне зоны ускорения машины. Расстояние для стабилизации составляет в этом случае только 0,005 мм и пренебрежимо мало влияет на скорость измерений, если его включать в расчет оптимального отступа.
В свете вышеуказанного видно, что обычно предпочтительно использовать оптимизированную стратегию в два касания по изобретению для всех, но самых быстрых CNC контроллеров. Использование такого цикла в два касания обладает минимальным отрицательным воздействием на время цикла, при этом обеспечивая защищенность метрологии. Оптимальный измерительный цикл в два касания также устраняет необходимость приобретения опции высокоскоростного входа для CNC контроллера. Также следует отметить, что хотя вышеперечисленное описывает нахождение оптимального отступа или расстояния для отведения для измерительного цикла в два касания, тот же самый способ в равной мере применим для установления безопасного положения для измерения цикла в одно касание или любого другого измерительного цикла.
Приведенные выше примеры описаны для измерительной системы контактного триггера, которая содержит измерительный датчик с отклоняемой измерительной головкой, осуществленный на станочной автоматизированной системе. Однако те же самые принципы применимы для любого типа устройств позиционного управления и любого типа измерительных систем. Например, способы могут быть применены для координатно-измерительных машин (СММ). Аналогично, любой известный тип измерительного датчика (например, контактные или бесконтактные датчики) может содержаться в устройстве позиционного управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОСТРИКЦИОННЫЙ ПРЕОБРАЗОВАТЕЛЬ КАСАНИЯ | 2005 |
|
RU2284467C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Измерительная головка | 1990 |
|
SU1780930A1 |
| ПЕЧАТАЮЩИЕ ГОЛОВКИ С ИЗМЕРЕНИЕМ ИМПЕДАНСА СЕНСОРНОЙ ПЛАСТИНЫ | 2014 |
|
RU2654178C2 |
| ПАССИВНАЯ СИСТЕМА НАТЯЖЕНИЯ ДЛЯ УПРАВЛЕНИЯ РАЗМАТЫВАНИЕМ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2719038C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| Оперативная Система Управления (ОСУ) | 2018 |
|
RU2685823C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ АТТЕСТАЦИИ ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ НА СТАНКАХ С ЧПУ | 1995 |
|
RU2099171C1 |
| Способ управления обработкой деталей с коническими резьбовыми соединениями | 1988 |
|
SU1644090A1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |




Группа изобретений относится к средствам определения технологических параметров устройств позиционированного управления, а именно оптимального отступа измерительного датчика от поверхности контролируемого объекта. Предложенный способ определения оптимального безопасного отступа для измерений положения на поверхности, выполняемый устройством позиционного управления, содержащим измерительный датчик, заключается в определении оптимального отступа с использованием по меньшей мере одной измеренной характеристики ускорения устройства позиционного управления, причем оптимальный отступ является исходным расстоянием измерительного датчика от точки на поверхности объекта перед тем как измерительный датчик начнет движение по направлению к точке на объекте для измерения положения этой точки на этом объекте. Устройство позиционного управления содержит измерительный датчик для выполнения определения положения на поверхности, станочную автоматизированную систему с числовым управлением со шпинделем, в котором может разъемно удерживаться измерительный датчик, и процессор для расчета оптимального отступа для измерений положения на поверхности. Описанные изобретения позволяют оптимизировать время измерительного цикла. 2 н. и 12 з.п. ф-лы, 13 ил. 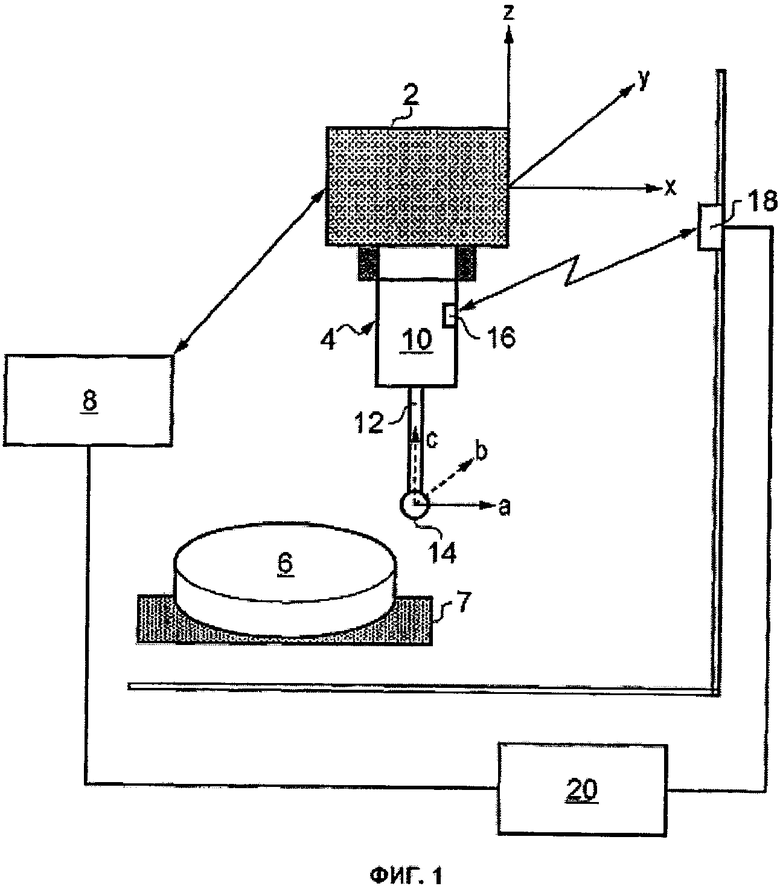
1. Способ определения оптимального безопасного отступа для измерений положения на поверхности, выполняемый устройством позиционного управления, содержащим измерительный датчик, отличающийся тем, что способ включает стадию расчета оптимального отступа с использованием по меньшей мере одной измеренной характеристики ускорения устройства позиционного управления, а устройство позиционного управления содержит станочную автоматизированную систему с числовым управлением со шпинделем, в котором может разъемно удерживаться измерительный датчик, причем оптимальный отступ является исходным расстоянием измерительного датчика от точки на поверхности объекта перед тем как измерительный датчик начнет движение по направлению к точке на объекте для измерения положения этой точки на этом объекте.
2. Способ по п. 1, содержащий стадию измерения по меньшей мере одной характеристики ускорения устройства позиционного управления.
3. Способ по п. 2, отличающийся тем, что стадия измерения по меньшей мере одной характеристики ускорения устройства позиционного управления содержит стадии:
измерения первого временного интервала соответствующего времени, требуемого, чтобы подвижный участок устройства позиционного управления переместился между двумя точками известного отрезка на указанной скорости, в котором перемещение между двумя точками включает ускорение подвижного участка,
и сравнение первого временного интервала со вторым временным интервалом соответствующего времени, которое требуется для перемещения между двумя точками с известным интервалом, по существу, на постоянной скорости, равной заданной скорости.
4. Способ по п. 1, отличающийся тем, что стадия расчета оптимального отступа включает расчет оптимального отступа, который обеспечивает перемещение измерительного датчика, по существу, на постоянной скорости во время последующего выполнения измерений положения на поверхности.
5. Способ по п. 1, отличающийся тем, что стадия расчета оптимального отступа содержит учет любой недостоверности оцененного или номинального положения точек, для которых следует выполнить измерения положения на поверхности.
6. Способ по п. 1, содержащий стадию расчета оптимального отступа для каждой из множества скоростей измерения.
7. Способ по п. 6, содержащий стадию получения функции или соотношения по оптимальным отступам, рассчитанным при множестве скоростей измерения, что позволяет оценить оптимальный отступ в диапазоне скоростей измерения.
8. Способ по п. 1, в котором измерительный датчик устройства позиционного управления содержит контактный датчик с отклоняемой измерительной головкой.
9. Способ по п. 8, отличающийся тем, что контактный датчик имеет предел избыточного хода, и способ включает стадию расчета максимальной скорости измерений, которую можно использовать для измерений положения на поверхности без превышения предела избыточного хода.
10. Способ по п. 1, включающий дополнительную стадию выполнения одного или более измерений положения на поверхности объекта с использованием оптимального отступа.
11. Способ по п. 10, отличающийся тем, что каждому измерению положения на поверхности предшествует исходное измерение, по существу, той же самой точки на поверхности объекта, в котором измерения положений на поверхности проводятся на первой скорости измерений, и исходные измерения проводятся на второй скорости измерений, вторая скорость измерений выше, чем первая скорость измерений.
12. Способ по п. 1, отличающийся тем, что устройство позиционного управления содержит устройство ЧПУ, и способ включает стадию оценки недостоверности времени отклика устройства ЧПУ.
13. Способ по п. 12, отличающийся тем, что стадия расчета оптимального отступа включает учет любой недостоверности времени отклика устройства ЧПУ.
14. Устройство позиционного управления, содержащее измерительный датчик для выполнения определения положения на поверхности, причем устройство позиционного управления содержит станочную автоматизированную систему с числовым управлением со шпинделем, в котором может разъемно удерживаться измерительный датчик, и содержит процессор для расчета оптимального отступа для измерений положения на поверхности, выполняемых устройством позиционного управления, процессор рассчитывает оптимальный отступ с использованием по меньшей мере одной измеренной характеристики ускорения устройства позиционного управления, причем оптимальный отступ является исходным расстоянием измерительного датчика от точки на поверхности объекта перед тем как измерительный датчик начнет движение по направлению к точке на объекте для измерения положения этой точки на этом объекте.
| US 5521350 A, 28.05.1996 | |||
| Приспособление для уплотнения шарниров всасывающих массопроводных труб | 1936 |
|
SU48164A1 |
| US 6308108 B1, 23.10.2001 | |||
| EP 1792139 B1, 2008.04.02 | |||
| US 20080189969 A1, 14.08.2008 | |||
| US 20070245584 A1, 2007.10.25 | |||
| КООРДИНАТНО-ИЗМЕРИТЕЛЬНАЯ МАШИНА | 1990 |
|
RU2068984C1 |

