Изобретение относится к механической обработке материалов и управлению точностью обработки изделий при использовании станков с ЧПУ.
Известен способ для адаптивной обработки криволинейных поверхностей деталей из керамических материалов на примере изготовления наружного контура антенного обтекателя летательного аппарата (см. диссертационную работу: «Автоматизация технологического процесса механической обработки и контроля оболочек двойной кривизны» из керамических материалов (на примере головного антенного обтекателя летательного аппарата)». Королев Д.А. РУДН, Москва - 2010 г., 270 стр. с ил.).
В данном случае используется собственная упрощенная САМ-система, которая решает задачу только формирования контуров оболочек, поверхностей ограниченного вида, получаемых одним видом обработки - шлифованием абразивным инструментом наружной поверхности керамической заготовки. Используется специальное устройство активного контроля с ограниченными функциями - только для измерения радиусных поверхностей оболочек. Применяется не серийная, не отработанная система ЧПУ со специальными ограниченными функциями. Созданный таким образом специальный дорогостоящий станок для адаптивной обработки имеет минимальную загрузку из-за небольшой номенклатуры и количества требуемых керамических обтекателей и не пригоден для изготовления других видов деталей.
Известен способ активного контроля и измерения действительных размеров наружной поверхности изделия типа оболочка вращения (см. патент №2420712, МПК G01В 5/00, опубл. 10.06.2011). Измерения реализуются с помощью управляющей программы. Измерительный щуп устанавливают на поверхность контролируемого изделия и базируют по торцу изделия. Управляющая программа измерения автоматически проводит привязку систем координат устройства и контролируемого изделия. Все геометрические параметры поверхности исчисляются в системе координат контролируемого изделия. Щуп автоматически передвигается по поверхности контролируемого изделия от торца к носовой части. Шаг сканирования задается пользователем в программе. На каждом шаге происходит считывание информации. Далее интерфейсный блок промышленного компьютера осуществляет съем информации с соответствующих блоков устройства. В управляющей программе заложен алгоритм перевода поступающей информации в координаты точек контура и далее в действительные размеры радиусов в поперечных сечениях контролируемого изделия.
В данном случае для осуществления измерений используется стационарный несменяемый датчик, перемещаемый на массивной направляющей, установленной на каркасе, жестко закрепленном на станине станка. Направляющая с измерительным датчиком расположена вблизи измеряемой поверхности, вдоль ее образующей и имеет габаритную длину, большую, чем длина детали. Это предполагает измерение только наружных поверхностей с плавными переходами без ступенчатых элементов. Невозможно измерение внутренних контуров и отверстий. Для настройки устройства на номинальный размер требуется использование эталонного керамического шаблона (детали). Процесс настройки измерительной системы не интегрирован в один автоматический непрерывный процесс с процессами измерений и изготовления (обработки) детали.
Для генерации управляющих программ, для указанного устройства разработана узконаправленная САМ-система, в основу которой заложены функции упрощенной локальной интерполяции, поддерживающие только точечное, а не непрерывное сканирование обрабатываемой поверхности, состоящей из небольшого числа сопрягаемых между собой контуров, только в виде набора простых функций 1-2-го порядка. В целом эта САМ-система не может быть применена для генерации управляющих программ изготовления других видов машиностроительных деталей с иными формами криволинейных и простых ступенчатых поверхностей.
Известен способ и устройство управления точностью обработки деталей (патент №2379169, МПК B23Q 15/00, опубл. 20.01.2010). Изобретение относится к области управления точностью обработки деталей на станках с ЧПУ. С силометрического датчика поступает текущее значение силы резания. Компьютер сравнивает его со значением силы резания, рассчитанным по известной зависимости. При их несовпадении значения параметров режимов резания перерассчитываются по заданным формулам.
Данные изобретения направлены на повышение точности и качества обработки, однако, они используют для улучшения отдельных видов обработки отдельные параметры процессов резания или отдельные характеристики движения инструмента и не характеризуют способ как комплексную интегрированную систему. Эти же задачи можно решить применением современного серийного многофункционального оборудования с отработанными прогрессивными системами ЧПУ и серийными сертифицированными малогабаритными измерительными датчиками высокой точности с тонкими длинными и Г-образными щупами, для измерения узких полостей и отверстий малого диаметра, с последующей скорректированной обработкой любых элементов поверхностей при основных видах механической обработки. При этом достаточно сформировать усовершенствованное программное обеспечение для генерации комплексных управляющих программ, которые обеспечат высококачественную автоматическую адаптивную обработку основных видов: фрезерную, расточную, сверлильную, токарную и т.п. (позволит не только более полно использовать возможности современного оборудования с ЧПУ, но и значительно расширить его возможности).
Наиболее близким к предлагаемому изобретению является способ обработки сложных контуров поверхностей, а именно адаптивной обработки оперения истребителя Eurofighter Typhoon. Способ основан на использовании предварительного измерения контуров аппаратными измерительными средствами многофункционального станка с ЧПУ (редакционная статья: «Применение технологии адаптивной обработки при производстве истребителей Eurofighter Typhoon», журнал: САПР и графика, № 11, стр.88-89, 2010 г.), при котором производится задание параметров измерений в программном обеспечении NC PartLocator от отдельного компьютера (ноутбука), установленного рядом со станком с ЧПУ. Предварительно производится обмер контуров детали при помощи измерительной головки по управляющей программе, разработанной в продукте Delcam Powerlnspect OMV, после чего полученный массив точек передается в программу NC PartLocator. По результатам измерений вычисляются параметры смещений и поворотов детали и вносятся в разработанную предварительно, в САМ-системе (Delkam PowerMill), управляющую программу обработки через компьютер стойки - системы ЧПУ станка.
Недостатком известного способа является большой объем расчетной информации для раздельных управляющих программ обработки и измерений, выполняемых, практически, в трех раздельных программных системах:
- NCPartLocator;
- Powerlnspect OMV;
- Delcam PowerMILL.
В процессе интеграции измерений и обработки (адаптивной обработки) используются дополнительные компьютерные средства, устанавливаемые рядом со станком ЧПУ. При обеспечении равномерного распределения припуска за счет коррекции положения осей обработки по отношению к установленной заготовке обеспечивается выход годной детали из каждой заготовки, исключение брака. Процесс измерений и обработки не является непрерывным и требует участия человека, следовательно, производительность изготовления практически не изменяется.
Отдельные программы для измерений и для обработки не являются одним целым и не обеспечивают полного автоматического взаимодействия между собой. Для разработки управляющей программы измерений требуется построение своих перемещений для измерительной головки по 3D-модели заготовки.
Изобретение направлено на повышение точности обработки, снижение затрат на оснащение процессов обработки, повышение производительности изготовления деталей на станках с ЧПУ при упрощении и ускорении технологической подготовки производства.
Сущность изобретения заключается в том, что в способе адаптивной обработки изделий на станках с ЧПУ обеспечивается автоматизированная компьютерная поддержка измерений на обрабатывающем оборудовании с ЧПУ с интеграцией механической обработки и измерений в одной управляющей программе посредством применения предложенной программы (программной подсистемы) комплексно-взаимосвязанной и представляющей единое целое с CAD/CAM-системой, обладающей функцией выделения или распознавания комплексов конструкторско-технологических элементов (КТЭ) обрабатываемых деталей.
Технический результат достигается тем, что в способе адаптивной обработки изделий на станках с ЧПУ, включающем установку заготовки на станке, измерение геометрических параметров, предназначенных к обработке, и базовых поверхностей заготовки, по результатам которых изменяют параметры технологического процесса и производят обработку инструментами по управляющей программе, согласно решению измерения геометрических размеров осуществляют средствами станка - измерительными датчиками после установки заготовки и при необходимости между переходами обработки в непрерывном автоматическом режиме в соответствии с типовыми программными шаблонами перемещений щупа измерительного датчика, при обеспечении распознавания или выделения конструкторско-измерительных элементов 3D-модели заготовки, используемой для формирования конкретной объединенной (единой) управляющей программы для измерений и обработки, производят программное базирование, вычисляя оптимальное положение 3D-модели относительно измеренных поверхностей, генерируют программу изменений параметров технологического процесса по оптимальному положению 3D-модели согласно функций, заложенных в управляющую программу, и производят дальнейшую скорректированную обработку любого вида, которую позволяет осуществлять многофункциональный станок с ЧПУ, при необходимости осуществляют контрольные измерения окончательно обрабатываемых поверхностей по алгоритмам, предварительно введенным в эту же объединенную управляющую программу, при этом датчики для адаптивных измерений, наряду с режущими инструментами, располагают в инструментальном магазине и в автоматическом режиме по командам управляющей программы производится их смена в шпинделе станка.
Машиночитаемый носитель информации с записанным на нем кодом управляющей программы, разработанной в CAD/CAM/CAIT-системе, основанной на выделении или автоматическом распознавании комплексов конструкторско-технологических элементов (КТЭ) и дополненных конструкторско-измерительных элементов (ИЭ), интегрированных с используемой CAD/CAM-системой, обеспечивает объединение в одной управляющей программе автоматических измерений и обработки, и автоматической расчетной корректировки технологических и размерных параметров, положений заготовки и движений инструментов, объединенная управляющая программа, будучи запущена на станке с ЧПУ, реализует способ.
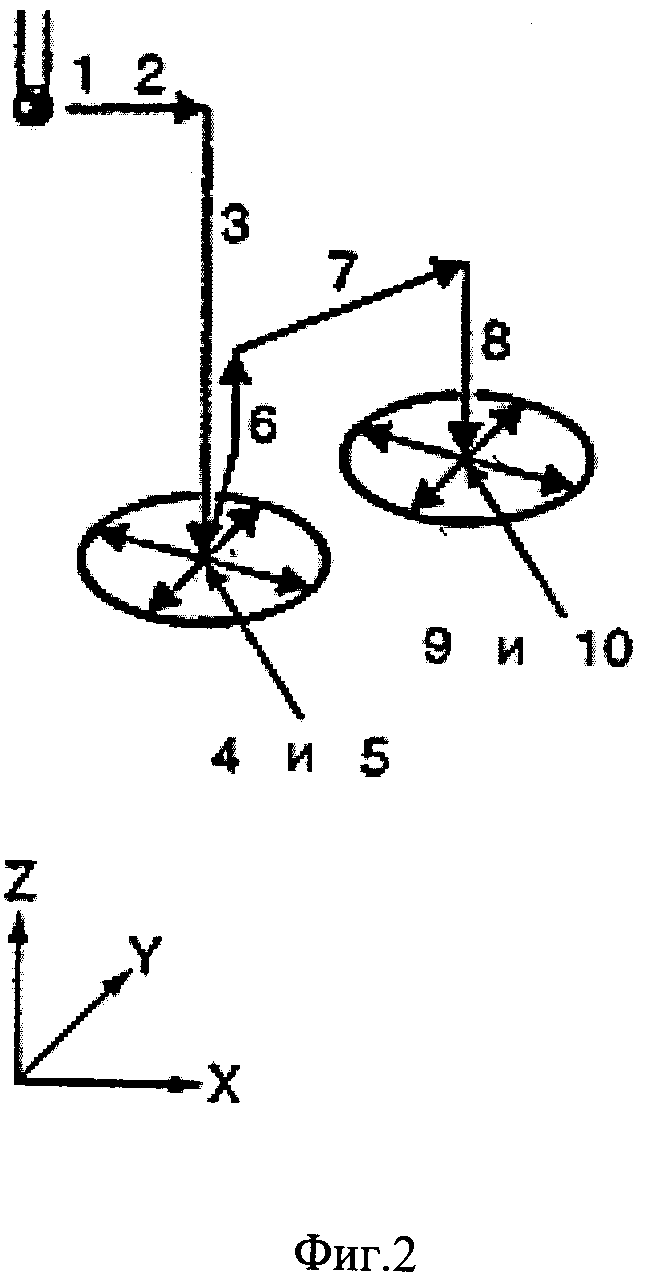
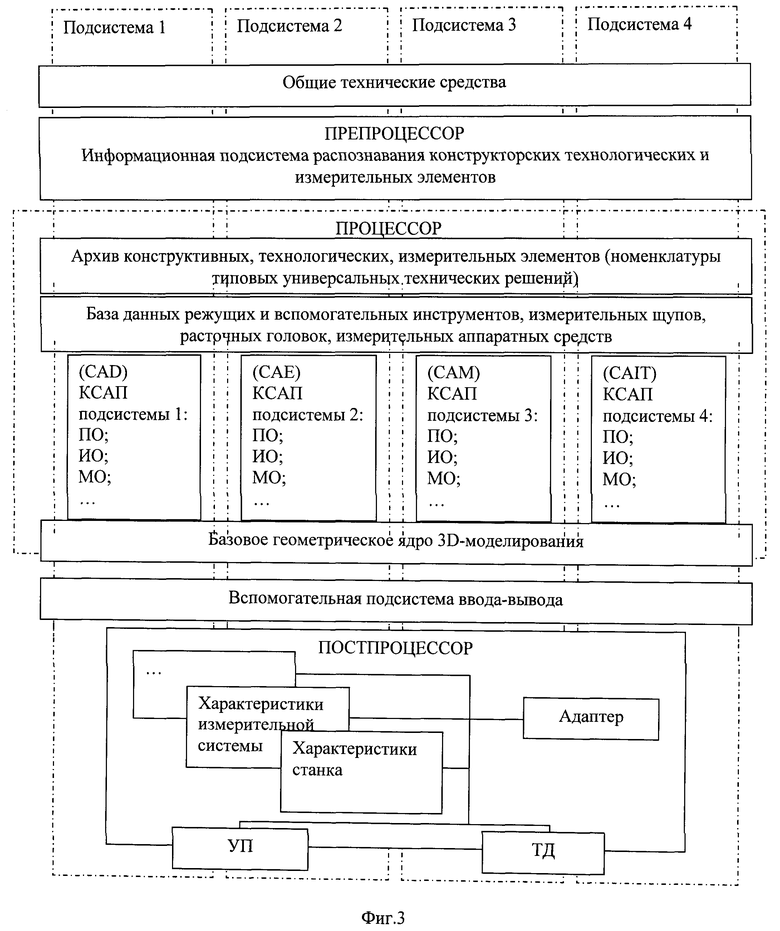
Изобретение поясняется чертежами, где на фиг.1 (один пример из основных 12-ти применяемых ИЭ) показано положение поверхностей измерительного элемента «окружности (отверстия/выступы) на диаметре начальной окружности», фиг.2 (один пример из основных 19-ти программных шаблонов перемещений) иллюстрирует измерение инкрементного расстояния между двумя отверстиями, на фиг.3 изображена структурная схема комплексной (интегрированной) АСТПП с предлагаемой программной подсистемой CAIT для обеспечения автоматизированной технологической подготовки производства (ТПП).
На фиг.1 приняты следующие обозначения: D - диаметр окружности, на которой расположены отверстия/выступы; d - диаметр измеряемых отверстий/выступов; α - угол, измеряемый от оси Х до первого элемента;
На фиг.2 позициями 1-10 графически изображены пути перемещения измерительного щупа при измерении типового измерительного элемента, показанного на фиг.1.
Общепринятые обозначения подсистем автоматизированной системы технологической подготовки производства (АСТПП):
CAD - Computer-Aided Design - компьютерная поддержка конструирования;
САМ - Computer-Aided Manufacturing - компьютерная поддержка изготовления (генерации управляющих программ обработки);
САРР - Computer-Aided Process Planning - компьютерная поддержка проектирования технологических процессов;
САЕ - Computer-Aided Engineering - компьютерная поддержка инженерного анализа (обеспечивает моделирование, численные расчеты и т.п.).
Предлагаемую программу компьютерной поддержки измерений можно обозначить аббревиатурой:
CAIT - Computer-Aided Inspector technology - компьютерная поддержка технологических измерений. В данном случае понятие технологические измерения - это измерения непосредственно на станке с целью обеспечения качественного изготовления изделий с высокой производительностью. В отличие от контрольных измерений, при которых осуществляется контроль качества изготовленного изделия на соответствие допускаемым отклонениям, заданным в конструкторской документации (КД), технологические измерения осуществляются для определения технологических параметров обработки в конкретных переходах технологической операции, обеспечивающих после обработки заданные в КД допускаемые отклонения элементов конструкции изделия.
Предпосылкой для предлагаемого изобретения служит математическое понятие интегрального эффекта, установленного теорией систем, как основного свойства системы. Изобретение основывается на интеграции (объединении в единое целое) действий, осуществляемых в различных системах и подсистемах как информационных, так и технических различными специалистами (ИТР, операторами и наладчиками). При этом положительный интегральный эффект дает многократное повышение производительности интеллектуального труда ИТР и производственных действий операторов и наладчиков оборудования с ЧПУ.
Математические выкладки об интегральном эффекте в теории систем (проверенные на практике, при опробовании положений данного изобретения) подтверждают, что основываясь на фундаментальных математических понятиях как в информационных, так и в технических системах неизбежно достигаются положительные результаты.
Принципы построения измерений, обеспечиваемые предложенным способом, основаны на распознавании определенной номенклатуры типовых конструкторско-измерительных элементов, созданных по аналогии с номенклатурой типовых конструкторско-технологических элементов, распознаваемых в известной основной CAD/CAM-системе (например, CAD/CAM FeatureCAM от Delcam pie.). Номенклатура типовых конструкторско-измерительных элементов обеспечивает формирование из них практически любых поверхностей, применяемых в любых промышленных и бытовых изделиях. Для обеспечения формирования предлагаемой программной подсистемы CAIT (программы для обеспечения генерации объединенных управляющих программ для измерений и обработки) с целью осуществления технологических измерений произведено формирование конструкторско-измерительных элементов (ИЭ) на принципах формирования КТЭ (конструкторско-технологических элементов) (см. классификационную структуру (рис.3.4) и изображения КТЭ (рис.3.5) в книге: «Модульная технология в машиностроении» Б.М.Базрова, М.: Машиностроение, 2001 г., 368 стр., с ил.). Всего первоначально сформировано двенадцать основных конструкторско-измерительных элементов:
- Плоскость (параллельная одной из координатных плоскостей).
- Наклонная плоскость (частный случай наклона конкретной оси).
- Поворот 4-й оси элементов относительно Х или У.
- Окружность (отверстия/вал).
- Конус (конусное отверстие/конусный вал).
- Сфера (поверхность или точка 3D).
- Внутренний угол.
- Внешний угол.
- Паз (выемка/выступ).
- Окружность (отверстия/выступы) на диаметре начальной окружности.
- Конструктивные элементы дополнены «расчетными элементами», введены для «распознавания» точности параметров поверхности:
- Допуск заготовки/детали.
- Элемент-элемент (параметры взаимосвязи элементов).
Пример характеристик и свойств ИЭ. Измерительный элемент «Окружность (отверстия/выступы) на диаметре начальной окружности» (фиг.1) характеризуются свойствами для его идентификации в пространстве с условиями распознавания:
- D - диаметр окружности, на которой расположены отверстия/выступы;
- d - диаметр измеряемых отверстий/выступов;
- абсолютное положение по Z измеряемых окружностей;
- α - угол, измеряемый от оси Х до первого элемента;
- число элементов - окружностей;
- отклонения размера;
- допускаемые отклонения размера;
- допуск на размер;
- система координат детали;
- количество и положение точек касания при измерении;
- расстояние поиска элемента, в случае не обнаружения элемента;
- величина зазора при измерении;
- направление размера зазора;
- номер корректора инструмента (в случае расчета коррекции обработки);
- скорость (подача) при измерении;
- безопасный подход/отход;
- плоскость безопасности.
Значение параметров элемента, которые можно получить после измерения:
- положение по оси X;
- положение по оси Y;
- положение по оси Z;
- диаметр начальной окружности, на которой расположены окружности;
- размер;
- угол;
- отклонения измерения по оси X, Y, Z;
- отклонения размера;
- сигнал-предупреждение о выходе размера «за пределы допуска».
При изготовлении уникальных изделий (единственных в своем роде), в которых могут применяться неизвестные ранее сочетания поверхностей, номенклатура типовых конструкторско-измерительных элементов, применяемых в предлагаемой программе измерений, может дополняться новым элементами. Каждому типовому ИЭ сответствует схема-шаблон программируемых перемещений щупа измерительной головки, устанавливаемой в шпиндель станка с ЧПУ (координатного, вертикально-фрезерно-сверлильного расточного). При внедрении подсистемы измерений использовалась измерительная головка Renishaw MP700, поэтому шаблоны программируемых перемещений измерительного щупа выполнены по аналогии с программируемыми циклами Renishaw MP700, но в кодах САМ-системы, применяемой для генерации управляющих программ обработки. Указанная последовательность команд в таблице обеспечивает пути перемещения наконечника щупа измерительного датчика, изображенных на Фиг.2. В таблице сформированы команды (в G-кодах, применяемые в САМ-системе для обеспечения обработки). Аналогичных основных программных схем-шаблонов для конструктивных и расчетных элементов (ИЭ) первоначально сформировано девятнадцать.
На основании автоматизированных запрограммированных циклов измерений, в соответствии с приведенными шаблонами перемещений измерительного щупа, при обеспечении распознавания конструкторско-измерительных элементов 3D-модели заготовки (3D-деталь с припусками) литьевой, сварной, кованой и т.п. возможно произвести качественное автоматическое программное базирование заготовки, при котором не требуется предварительной точной установки заготовки в специальное приспособление, т.е. параметры смещения и поворота осей обработки по отношению к истинному положению заготовки рассчитываются автоматически по алгоритмам, заложенным в части программы для измерений, и отсчет всех параметров (размеров) при обработке на станке осуществляется от этих смещенных осей. Программное базирование в данном случае позволяет производить не только равномерное распределение припуска, но и базирование непосредственно от конструкторских баз изготавливаемых деталей, чем исключаются погрешности базирования в приспособлении, погрешности от смены баз, погрешности от состояния необработанных или обработанных технологических баз и т.п.
Предлагаемая программная подсистема (CAIT) как составляющая часть АСТПП (автоматизированная система технологической подготовки производства) позволяет производить промежуточные технологические и окончательные измерения как между переходами изготовления, так до и после окончательной обработки, предусмотренные в одной управляющей программе, по которым в соответствии с заложенными в подсистему алгоритмам производится корректировка осей обработки в зависимости от положения предварительно изготовленных элементов заготовки детали или корректировка положения инструмента для обеспечения равномерного распределения припуска и необходимой точности получения межосевых расстояний между ответственными поверхностями сложных, в том числе корпусных деталей. На предложенную программу (подсистему CAIT) подана в Роспатент РФ заявка №2011660223 от 29.12.2011 на регистрацию программы под названием Avanpost Probing.
На фиг.3 изображена структурная схема комплексной (интегрированной) АСТПП с предлагаемой программной подсистемой для обеспечения автоматизированной технологической подготовки производства (ТПП).
В данном случае для решения технических задач комплексная (интегрированная) АСТПП содержит структурные подсистемы CAD, CAE, САМ, которая дополнена подсистемой CAIT для формирования технологических измерении на станке. Все подсистемы АСТПП как и CAIT обладают свойствами отдельных систем и обеспечивают получение законченных проектных решений.
Если использовать предлагаемую подсистему CAIT как автономную систему только для измерений на обрабатывающем станке, раздельно без подсистем CAD, CAE, САМ, то явных преимуществ по точности измерений по сравнению, например, со стационарными контрольно-измерительными машинами (КИМ) или микрометрическими универсальными средствами может не оказаться. Но в интеграции с указанными подсистемами АСТПП проведение автоматизированных технологических измерений, для обеспечения базирующих и настроечных процедур в операциях обработки без остановки изготовления на низкопроизводительные неудобные и не всегда достоверные ручные измерения множеством универсальных инструментов сложных крупногабаритных деталей на столе станка, дает возможность радикально повысить точность, а также обеспечивает многократное снижение трудоемкости наладочных и настроечных работ при изготовлении изделий на многофункциональных станках с ЧПУ.
Каждая подсистема (фиг.3) содержит комплекс средств автоматизированного проектирования (КСАП), в состав которых входят:
- программное обеспечение (ПО);
- информационное обеспечение (ИО);
- математическое обеспечение (МО)
и т.п. (методическое, организационное) и техническое обеспечение, которые интегрированы в единую АСТПП (CAD/CAE/CAM/CAIT).
Все технические решения, принятые при формировании графического изображения конструкторско-измерительных элементов (ИЭ) и принятых их технических свойств, а также сформированные схемы-шаблоны измерений ИЭ позволяют разработать самостоятельное программное обеспечение для реализации автоматизированных процессов измерений аппаратными средствами станков с ЧПУ. (Программное обеспечение разработано и опробовано совместно с САМ-системой Delcam FeatureCAM при изготовлении деталей на многофункциональных станках с ЧПУ HAAS/VF-5 и Topper TMV-850).
Сформированная АСТПП (CAD/CAE/CAM/CAIT) устанавливается на одно рабочее место технолога-программиста (с одним компьютером), который генерирует в автоматизированном режиме комплексную рабочую программу управления работой измерительных датчиков и режущих инструментов, формирующих поверхности обрабатываемых деталей на многофункциональных станках с ЧПУ. Процессы измерений и обработки осуществляются последовательно в автоматическом режиме. Измерительные датчики, наряду с режущими инструментами, располагаются в инструментальном магазине и в автоматическом режиме по командам управляющей программы (УП) поступают в шпиндель станка. После проведения цикла измерений возвращаются в магазин. По результатам измерений, по условиям, заложенным в УП, производится автоматическая корректировка положения осей относительно фактического расположения заготовки или корректировка движения инструментов. Рассмотренный процесс является автоматической адаптивной обработкой и эффективным шагом в распространении безлюдных технологий на единичные и мелкосерийные виды производств.
Интеграция различных видов механической обработки на многофункциональных станках с ЧПУ и измерений в одной управляющей программе, обладающей функциями расчета коррекций и введения их в автоматический процесс дальнейшей обработки, позволяет реализовать задачу полного обеспечения автоматического адаптивного управления на современных многофункциональных станках с ЧПУ. Для решения этой задачи в настоящее время имеются все технические средства как современное оборудование с ЧПУ, так и программируемые измерительные головки (датчики) к этим станкам. При этом достаточно создать современное программное обеспечение для разработки интегрированных комплексных управляющих программ, которое обеспечит полностью автоматизированную адаптивную обработку на прогрессивных многофункциональных станках с ЧПУ.
Предлагаемый способ как система обеспечения изготовления изделий с компьютерной поддержкой технологических измерений для обрабатывающего оборудования с ЧПУ позволяет значительно усовершенствовать процессы адаптивной обработки, повысить точность и производительность изготовления изделий, снизить затраты на оснащение, расширить возможности многофункциональных станков с ЧПУ. При этом обеспечивается ускоренная высококачественная техническая (технологическая) подготовка производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ адаптивной механической обработки керамических изделий на специальных станках с ЧПУ | 2019 |
|
RU2698008C1 |
| Способ обработки деталей, содержащих пространственно-сложные поверхности, на станках с ЧПУ | 2023 |
|
RU2806119C1 |
| СПОСОБ НАСТРОЙКИ СТАНКА С ЧПУ ДЛЯ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ПОВЕРХНОСТЕЙ | 2018 |
|
RU2705051C1 |
| Способ обработки сложнопрофильных поверхностей керамических изделий на станках с ЧПУ с использованием метода адаптивного шлифования | 2022 |
|
RU2799962C1 |
| СПОСОБ КЛАССИФИКАЦИИ ДЕТАЛЕЙ ПО ГРУППАМ ОБРАБАТЫВАЕМОСТИ ПО ИХ ГЕОМЕТРИЧЕСКИМ ПАРАМЕТРАМ | 2012 |
|
RU2540795C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЁМНОГО АРМИРОВАННОГО ЗУБНОГО ПРОТЕЗА | 2015 |
|
RU2708984C2 |
| Способ механической обработки и контроля внутренней поверхности сложнопрофильных керамических изделий | 2022 |
|
RU2799376C1 |
| Способ автоматизированной технологической подготовки операционных карт мелкосерийного машиностроительного производства | 2018 |
|
RU2702387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЮГЕЛЬНОГО ПРОТЕЗА | 2014 |
|
RU2623032C2 |
| Способ адаптивного управления размерной обработкой деталей на токарных станках с ЧПУ | 1983 |
|
SU1100074A1 |
Изобретение относится к механической обработке материалов и управлению точностью обработки изделий при использовании станков с ЧПУ. Сущность изобретения заключается в том, что в способе адаптивной обработки изделий на станках с ЧПУ обеспечивается автоматизированная компьютерная поддержка измерений на обрабатывающем оборудовании с ЧПУ с интеграцией механической обработки и измерений в одной управляющей программе посредством применения предложенной программы (программной подсистемы CAIT) комплексно взаимосвязанной и представляющей единое целое с CAD/CAM-системой, обладающей функцией выделения или распознавания комплексов конструкторско-технологических элементов (КТЭ) обрабатываемых деталей. Обеспечивается повышение точности обработки, снижение затрат на оснащение процессов обработки, повышение производительности изготовления деталей на станках с ЧПУ, упрощение и ускорение технологической подготовки производства. 3 ил., 1 табл.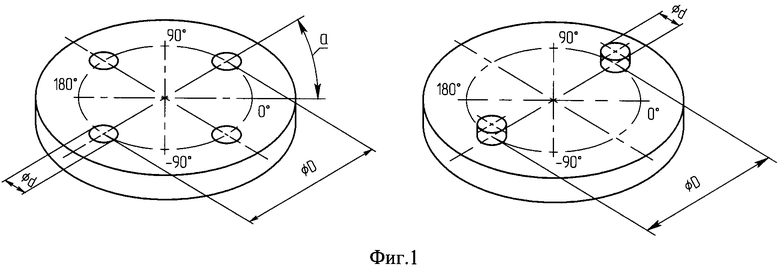
Способ адаптивной обработки изделий на многофункциональном станке с ЧПУ, включающий установку заготовки на станке, измерение геометрических параметров, предназначенных к обработке, и базовых поверхностей заготовки, по результатам которых изменяют параметры технологического процесса и производят обработку инструментами с помощью управляющей программы, отличающийся тем, что измерения геометрических размеров осуществляют с использованием средств станка в виде измерительного датчика после установки заготовки и, при необходимости, между переходами обработки в непрерывном автоматическом режиме в соответствии с перемещениями щупа измерительного датчика, при этом для обеспечения распознавания или выделения конструкторско-измерительных элементов 3D-модели заготовки, используемой для формирования объединенной управляющей программы для автоматических измерений и обработки, и автоматической расчетной корректировки технологических и размерных параметров, положений заготовки и движений инструментов производят программное базирование, вычисляют оптимальное положение 3D-модели относительно измеренных поверхностей, задают программу изменений параметров технологического процесса по оптимальному положению 3D-модели согласно функций, заложенных в упомянутую управляющую программу, и производят дальнейшую скорректированную обработку любого вида на упомянутом многофункциональном станке с ЧПУ, причем осуществляют контрольные измерения обрабатываемых окончательно поверхностей по алгоритмам, предварительно введенным в упомянутую объединенную управляющую программу, при этом датчики для адаптивных измерений и режущие инструменты располагают в инструментальном магазине с возможностью в автоматическом режиме по командам управляющей программы производить их смену в шпинделе станка.
| УСТРОЙСТВО АКТИВНОГО КОНТРОЛЯ И ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ НАРУЖНОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ ТИПА ОБОЛОЧКА ВРАЩЕНИЯ | 2010 |
|
RU2420712C1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
| Способ обработки фасонных поверхностей цилиндрическими инструментами на станках с ЧПУ | 1987 |
|
SU1521525A1 |
| Зерносушилка | 1936 |
|
SU51392A1 |
| Устройство для крепления анкерными связями плоских днищ котлов с дымогарными трубами | 1933 |
|
SU48337A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ | 1995 |
|
RU2090337C1 |

