Область техники
Изобретение относится к способу литья расплавленных металлов, в частности расплавленных металлических сплавов, посредством литья с прямым охлаждением или подобного литья. Более конкретно изобретение относится к способу литья, включающему гомогенизацию in-situ.
Уровень техники
Металлические сплавы, особенно алюминиевые сплавы, часто формируют из расплавленного состояния, получая слитки или заготовки, которые впоследствии подвергают прокатке, горячей деформационной обработке и/или другим видам обработки для получения листов или пластин, используемых для изготовления многочисленного ассортимента изделий. Слитки часто получают литьем в кристаллизатор с прямым охлаждением, хотя возможно использование и эквивалентных способов литья, например, электромагнитное литье (типовые варианты реализации такой технологии изложены, в частности, в патентах США №3,985,179 и №4,004,631 Гудриха и др. (Goodrich et al.)). Термин «литье с прямым охлаждением» означает, что в процессе литья охлаждающую среду наносят прямо на поверхность слитка или заготовки. Далее в описании обсуждается преимущественно литье в кристаллизатор с прямым охлаждением, хотя некоторые из изложенных принципов применимы для любых технологических процессов литья, при которых получают эквивалентные свойства микроструктуры литого металла.
Литье металлов (например, алюминия и алюминиевых сплавов - далее в целом именуемые «алюминием») с прямым охлаждением обычно выполняют в неглубоком, открытом, расположенном вертикально кристаллизаторе, имеющем стенку кристаллизатора (рабочую поверхность), окружающую полость кристаллизатора. В исходном положении кристаллизатор закрыт снизу с помощью подвижной плиты (часто называемой поддоном), которая остается на месте, пока в кристаллизаторе не накопится определенное количество расплавленного металла (так называемый материал затравки) и не начнется его охлаждение. Затем поддон двигают вниз с контролируемой скоростью так, что слиток постепенно выходит из нижней части кристаллизатора. Вокруг рабочей поверхности кристаллизатора обычно расположена рубашка охлаждения, через которую постоянно циркулирует охлаждающая среда, например, вода, обеспечивая внешнее охлаждение рабочей поверхности кристаллизатора и расплавленного металла, находящегося в контакте с рабочей поверхностью кристаллизатора внутри полости литейной формы. Расплав алюминия (или другого металла) постоянно подают в верхнюю часть охлаждаемого кристаллизатора, восполняя металл, выходящий из нижней части кристаллизатора при движении поддона вниз. При фактически непрерывном движении поддона и соответственно непрерывной подаче расплава алюминия в кристаллизатор можно получать слитки заданной длины, которая ограничена только лишь имеющимся под кристаллизатором свободным пространством. Более подробно технология литья в кристаллизатор с прямым охлаждением описана в патенте США №2,301,027, выданном на имя Эннор (Ennor) (этот патент включен в настоящую заявку посредством ссылки), а также и в других патентах.
Хотя обычно процесс литья проводят вертикально так, как описано выше, процесс литья в кристаллизатор с прямым охлаждением можно проводить и горизонтально, т.е. при ориентации литейной формы отличной от вертикальной, а часто и в строго горизонтальном положении, что требует некоторых модификаций оборудования. В этих случаях процесс может быть по существу непрерывным, а заданную длину слитка можно получать, отрезая слиток по мере его выхода из кристаллизатора. В случае горизонтального непрерывного литья можно обойтись без внешнего охлаждения рабочей поверхности. Далее обсуждение признаков изобретения будет относиться к процессу вертикального литья в кристаллизатор, хотя общие соображения также применимы и для горизонтального литья.
Слиток, выходящий из нижней (выпускной) части кристаллизатора при литье с прямым охлаждением, очень твердый, но его сердцевина все еще находится в расплавленном состоянии. Иными словами, внутри кристаллизатора образуется полость расплавленного металла, растянутая книзу в центральной части слитка, который двигается вниз под кристаллизатор на некоторое расстояние, при этом формируется полость, заполненная расплавом внутри твердой наружной оболочки. Эта полость имеет постепенно сужающееся книзу поперечное сечение, формирующееся по мере остывания и кристаллизации металла от наружной поверхности внутрь тела слитка, пока сердцевина слитка окончательно не затвердеет. В данной заявке часть полученного литьем изделия, имеющую твердую оболочку и расплавленную сердцевину, будем называть «зародышевым слитком», который при полном отвердевании, становится готовым литым слитком.
Как указано выше, обычно литье с прямым охлаждением осуществляют в кристаллизатор, стенки которого интенсивно охлаждают, в результате чего при контакте металла со стенками начинается охлаждение расплава. Часто стенки охлаждают с использованием первичной охлаждающей среды (обычно воды), которую пропускают через рубашку охлаждения, окружающую наружные поверхности стенок. При этом такое охлаждение часто называют «первичным охлаждением» металла. В этих случаях подачу первичной охлаждающей среды (например, воды) прямо на выходящий из кристаллизатора зародышевый слиток называют «вторичным охлаждением». Такое прямое охлаждение поверхности слитка используют для того, чтобы поддерживать периферийную часть слитка в твердом состоянии, получая удерживающую расплав оболочку и одновременно способствуя охлаждению внутренней части слитка и его полной кристаллизации. В большинстве случаев отвод тепла для получения литых слитков происходит преимущественно путем вторичного охлаждения.
Обычно под кристаллизатором имеется одна зона охлаждения. В типичном случае охлаждающее действие в указанной зоне осуществляют путем направленной подачи по существу непрерывного потока воды равномерно вокруг периферийной части слитка непосредственно под выпускным отверстием кристаллизатора, например, например, посредством выпуска воды из нижней части рубашки первичного охлаждения. При выполнении этого процесса вода с большой силой сталкивается на поверхностью слитка под значительным углом к этой поверхности, а затем стекает вниз по поверхности слитка, продолжая ее охлаждать, но постепенно снижая охлаждающее воздействие, пока температура поверхности слитка приблизительно не сравняется с температурой воды.
Из патента США №7,516,775, выданного 14 апреля 2009 г. Вагштафф и др. (Wagstaff et al.), известен способ литья расплавленного металла по указанной выше технологии, характеризующийся дополнительным признаком, в соответствии с которым жидкую охлаждающую среду, используемую при вторичном (т.е. прямом) охлаждении, удаляют с наружной поверхности слитка на определенном расстоянии ниже выхода кристаллизатора с помощью очищающих средств. Очищающие средства могут представлять собой охватывающий слиток эластомерный элемент, через который пропускают слиток, либо возможен вариант выполнения очищающих средств в виде струй текучей среды (газа или жидкости), направленных в противоток потоку вторичной охлаждающей среды, чтобы сбить вторичную охлаждающую среду с поверхности слитка. Необходимость удаления вторичной охлаждающей среды с поверхности слитка вызвана тем, что нужно поднять температуру наружной твердой оболочки зародышевой слитка, чтобы она приблизилась к температуре все еще расплавленной внутренней ее части за время, достаточное для того, чтобы в твердом металле произошли структурные изменения. Установлено, что эти структурные изменения напоминают или повторяют структурные изменения, которые происходят во время стандартной гомогенизации твердых литых слитков после литья и полного их охлаждения. Подъем температуры оболочки после удаления охлаждающей среды обусловлен как перегревом расплавленного металла внутри слитка по сравнению с охлаждаемой наружной поверхностью, так и скрытой теплотой, которая продолжает выделяться во время кристаллизации расплава внутри слитка. В результате эффекта восстановительного нагрева получается так называемая гомогенизация на месте, или гомогенизация in-situ, благодаря чему нет необходимости дополнительно проводить стадию стандартной гомогенизации после литья. Более подробно указанный процесс гомогенизации описан в патенте США №7,516,775, который полностью включен в настоящую заявку посредством ссылки.
Хотя процесс гомогенизации in-situ оказался более эффективным для достижения заданной цели, при этом было обнаружено, что при определенных обстоятельствах (например, когда отливают слитки особо крупного размера) процесс сопровождается нежелательными эффектами. Например, когда твердая наружная оболочка слитка нагревается после удаления охлаждающей среды, граница раздела между твердым и расплавленным металлом начинает двигаться внутри слитка, в результате чего металлическая фаза эвтектического состава (последний расплавленный метал для кристаллизации) скапливается в больших карманах между ранее кристаллизовавшимися зернами дендритной структуры, имеющей другой химический состав металла на границе раздела. Кристаллизация скопившегося металла эвтектического состава в результате приводит к образованию структуры, состоящей из крупных частиц металла. В определенных случаях использования литых слитков такая крупнозернистая структура может быть нежелательна. Удаление вторичной охлаждающей среды с помощью очищающих средств также ведет к изменению характеристик полости расплава (скопления расплавленного металла в центральной части зародышевой слитка). По сравнению со структурой слитка, полученного стандартными способами литья, это может привести к более серьезным изменениям химического состава по толщине слитка, которые называют макроликвацией. Если частично отвердевшая область между полностью жидкой и твердой областями, называемая зоной частичной кристаллизации или зоной пористости, становится толще, то деформация коробления, вызванная усадкой при кристаллизации, может усиливаться. Коробление, вызванное усадкой при кристаллизации, происходит, когда кристаллы алюминия (или кристаллы другого растворенного металла) остывают и начинают сжиматься. Сжимающиеся кристаллы создают разрежение, которое втягивает обогащенную растворенным металлом жидкую фазу из верхней части зоны частичной кристаллизации вниз в небольшие трещины на дне зоны. В результате этого явления центральная часть слитка обедняется растворенными элементами, в то время как поверхность слитка или заготовки обогащается растворенными элементами. Еще одно явление, приводящее к макроликвации, носит название термоконцентрационной конвекции; это явление также усиливается с увеличением толщины зоны частичной кристаллизации. При термоконцентрационной конвекции жидкий металл, входящий в холодную зону сверху полости расплавленного металла возле стенки кристаллизатора и охлаждающих кристаллизатор форсунок, остывает и становится более плотным. Вследствие своей большей плотности он погружается в расплав и может перемещаться через верхнюю часть зоны частичной кристаллизации вдоль профиля полости расплава вниз по направлению к центру слитка. В результате такого явления обогащенный расплав направляется к центру слитка, что приводит к повышению концентрации растворенных веществ в центре слитка и понижению концентрации растворенных веществ на поверхности слитка. Третье явление, определяющее макроликвацию - это блуждающие зерна кристаллов. Первый кристалл, образующийся в алюминиевом сплаве, обеднен легирующими элементами в системах эвтектического состава. В верхней области зоны частичной кристаллизации эти кристаллы свободны и могут легко двигаться. Если такие кристаллы опускаются вниз на дно полости, что происходит в результате действия гравитации и термоконцентрационной конвекции, то концентрация элементов в центре слитка будет снижаться по мере того, как такие кристаллы скапливаются на дне полости расплава. Это явление также может быть нежелательно в некоторых случаях.
В патенте США No. 3,763,921, выданном на имя Бер и др. (Behr et al.) 9 октября 1973 г., раскрыта технология литья металлов с прямым охлаждением, по которой охлаждающую среду удаляют с поверхности слитка сразу под кристаллизатором, а несколько ниже на поверхность слитка вновь наносят охлаждающую среду. Это делают для того, чтобы избежать трещинообразования слитков и добиться высоких скоростей литейного процесса.
В патенте США No. 5,431,214, выданном на имя Отаки и др. (Ohatake et al.) 11 июля 1995 г., раскрыта охлаждаемая литейная форма, имеющая внутри первую и вторую рубашки охлаждения. Вниз по ходу слитка в форме предусмотрены очищающие средства для удаления охлаждающей воды. Ниже очищающих средств расположена форсунка. Данное техническое решение более пригодно для слитков в виде заготовок малого диаметра.
Требуется разработать такую модификацию указанного выше процесса гомогенизации in-situ, которая позволяет минимизировать или избежать всех или некоторых из указанных негативных эффектов, если они нежелательны при использовании получаемых литых слитков по назначению.
Раскрытие изобретения
В соответствии с примерами осуществления изобретения предлагается способ литья металлического слитка, содержащий стадии, на которых: (а) подают расплавленный металл по меньшей мере от одного источника в область, в которой расплавленный металл ограничен на периферии и формируют зародышевый слиток, имеющий наружную твердую оболочку и внутреннюю расплавленную сердцевину; (b) осуществляют рост зародышевого слитка в направлении от области, в которой расплавленный металл ограничен по периферии, при дополнительной подаче металла в указанную область, благодаря чему расплавленная сердцевина, находящаяся внутри твердой оболочки, выходит за пределы указанной области; (с) выполняют прямое охлаждение зародышевого слитка путем направленной подачи первой охлаждающей жидкости в первом количестве прямо на внешнюю поверхность зародышевого слитка, выходящего из области, в которой металл ограничен по периферии в первом количестве; (d) удаляют первую охлаждающую жидкость с внешней поверхности зародышевого слитка в первом положении вдоль внешней поверхности слитка, в котором поперечное сечение слитка, перпендикулярное направлению ее роста, пересекает часть расплавленной сердцевины, так что внутренняя теплота расплавленной сердцевины повторно нагревает твердую оболочку, прилегающую к расплавленной сердцевине после удаления первого охладителя; и (е) выполняют дальнейшее прямое охлаждение наружной поверхности зародышевого слитка после удаления первой охлаждающей жидкости путем подачи второй охлаждающей жидкости на указанную наружную поверхность во втором положении, удаленном в направлении роста слитка от первого положения, где поперечное сечение слитка перпендикулярное направлению его роста пересекает часть расплавленной сердцевины, при этом вторую охлаждающую жидкость наносят во втором количестве, которое меньше первого количества первой охлаждающей жидкости и которого достаточно, чтобы провести закалку зародышевого слитка, не препятствуя тому, чтобы температура сердцевины впоследствии достигла температуры сближения 425°C (797°F) или выше, за период времени, составляющий по меньшей мере 10 минут после закалки.
Под словосочетанием «закалка зародышевого слитка» понимается то, что температуру зародышевого слитка резко снижают, при этом охлаждается не только внешняя поверхность, но и тело слитка, с воздействием охлаждения на полость с расплавленным металлом.
Кроме того, требование, согласно которому вторая охлаждающая жидкость наносится в количестве меньшем, чем количество первой охлаждающей жидкости, следует применять к относительным количествам, подаваемым на поверхность слитка. То есть требование применяется к объемам жидкости за единицу времени (например, в секунду) на единицу длины (например, на сантиметр или дюйм) поверхности слитка в направлении, перпендикулярном направлению роста слитка из положения в кристаллизаторе в тех областях поверхности слитка, при которых последовательно используют первую и вторую охлаждающие жидкости. Первую охлаждающую жидкость обычно подают по периферии слитка, тогда как подача второй охлаждающей жидкости может быть ограничена только определенными частями слитка по периферии, например, только центральными частями прокатных поверхностей прямоугольных отливок. Таким образом, сравнение количеств охлаждающих жидкостей используется только для тех областей слитка, которые подвергают воздействию струй или брызг обеих охлаждающих жидкостей при движении слитка от выхода из кристаллизатора.
В приведенном выше способе второе положение слитка предпочтительно отдалять от первого положения в направлении роста слитка на расстояние от 150 до 450 мм, при этом закалочную охлаждающую жидкость предпочтительно подавать в количестве от 4 до 20% от количества вторичной охлаждающей жидкости, подаваемой на слиток в первом положении.
В соответствии с другим примером осуществления изобретения предлагается устройство для литья металлических слитков, содержащее: (а)
открытый на концах кристаллизатор с прямым охлаждением, имеющий область, в которой расплавленный металл, поступающий в кристаллизатор через впускное отверстие, ограничен на периферии стенками кристаллизатора, благодаря чему обеспечивается создание периферийной части расплавленного металла, поступающего в кристаллизатор, а также выпускное отверстие кристаллизатора, вмещающее подвижную нижнюю плиту; (b) камеру, окружающую стенки кристаллизатора для размещения первичной охлаждающей среды, охлаждающей стенки кристаллизатора, тем самым реализуя охлаждение периферийной части расплавленного металла с образованием зародышевого слитка, имеющего наружную твердую оболочку и внутреннюю расплавленную сердцевину; (с) подвижную опору для нижней плиты, которая обеспечивает движение плиты от выпускного отверстия кристаллизатора в направлении роста слитка по мере подачи расплавленного металла в кристаллизатор через впускное отверстие, что позволяет формировать зародышевый слиток, имеющий расплавленную сердцевину и твердую наружную оболочку; (d) струйные средства для направленной подачи первой охлаждающей жидкости на наружную поверхность зародышевого слитка; (е) очищающие средства для удаления первой охлаждающей жидкости с наружной поверхности зародышевого слитка вдоль наружной поверхности слитка в первом положении, в котором поперечное сечение слитка перпендикулярное направлению его роста пересекается с частью расплавленной сердцевины; и (f) выпускные отверстия для подачи второй охлаждающей жидкости на наружную поверхность зародышевого слитка во втором положении, в котором поперечное сечение слитка, перпендикулярное направлению его роста, пересекается с частью расплавленной сердцевины, при этом через указанные выпускные отверстия вторую охлаждающую жидкость подают в количестве меньшем, чем количество первой охлаждающей жидкости, подаваемой струйными средствами.
Использование указанных выше вариантов осуществления изобретения может привести к результатам, заключающимся в уменьшении размера частиц, получившихся в результате перекристаллизации после горячей прокатки слитка, и/или в снижении макроликвации по сравнению со слитком, обработанным стандартным способом гомогенизации in-situ в процессе литья.
Примеры вариантов осуществления настоящего изобретения приведены далее со ссылкой на сопроводительные чертежи, на которых:
Краткое описание чертежей
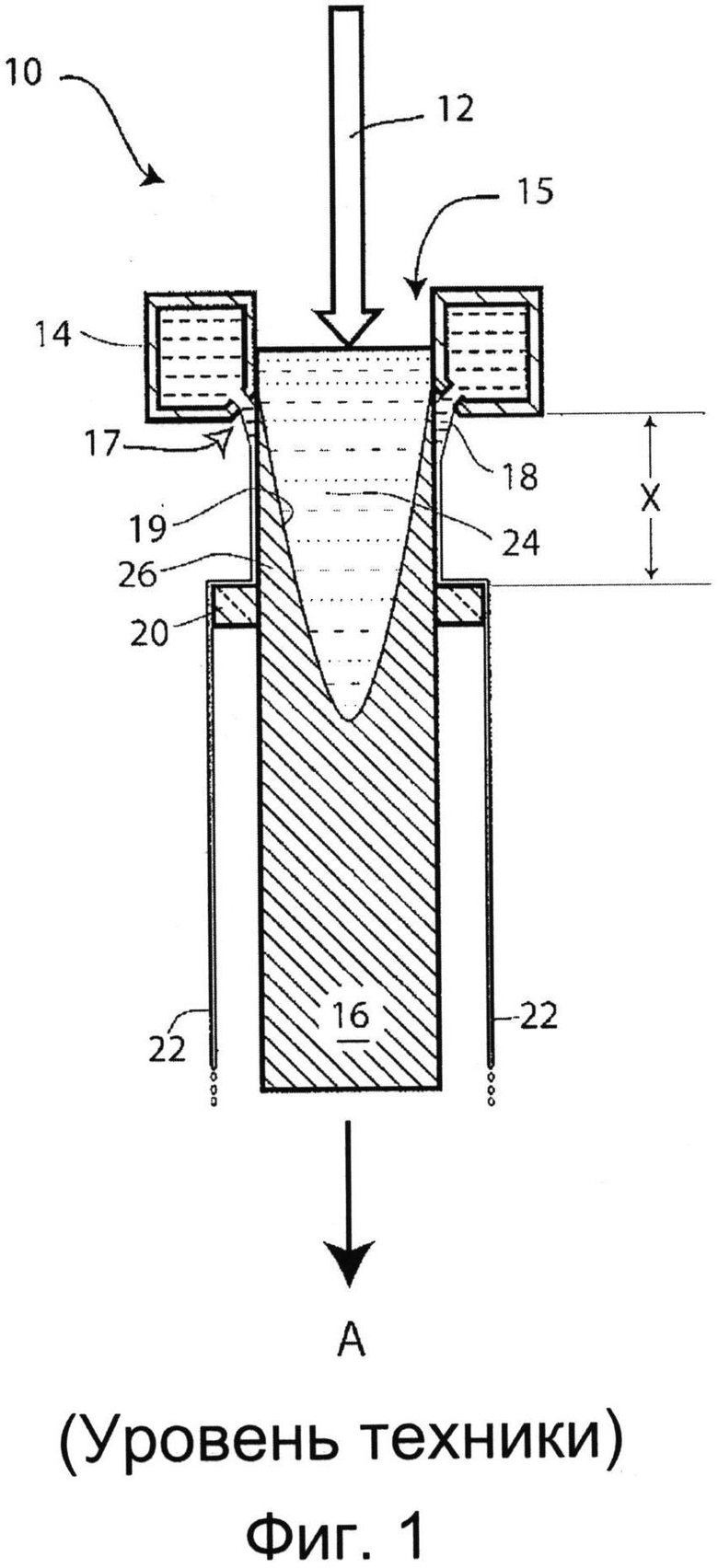
фиг. 1 - иллюстрирует вертикальное поперечное сечение кристаллизатора с прямым охлаждением, используемого в оборудовании для известного из уровня техники процесса литья с гомогенизацией in-situ;
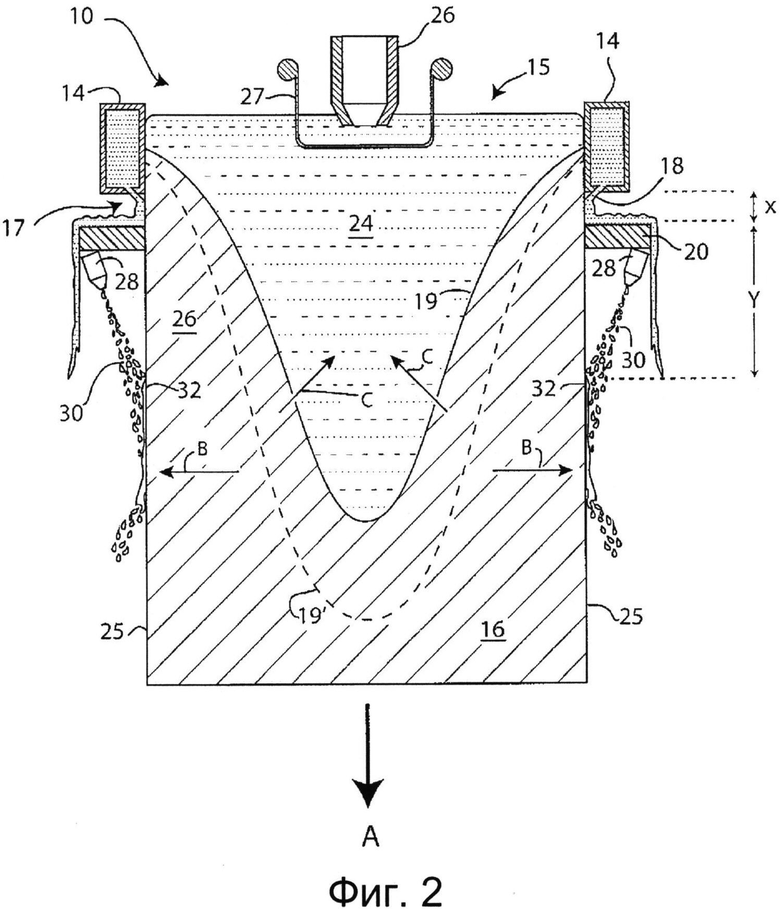
фиг. 2 - иллюстрирует поперечное сечение, подобное тому, что приведено на фиг. 1, но соответствующее одному из примеров реализации настоящего изобретения;
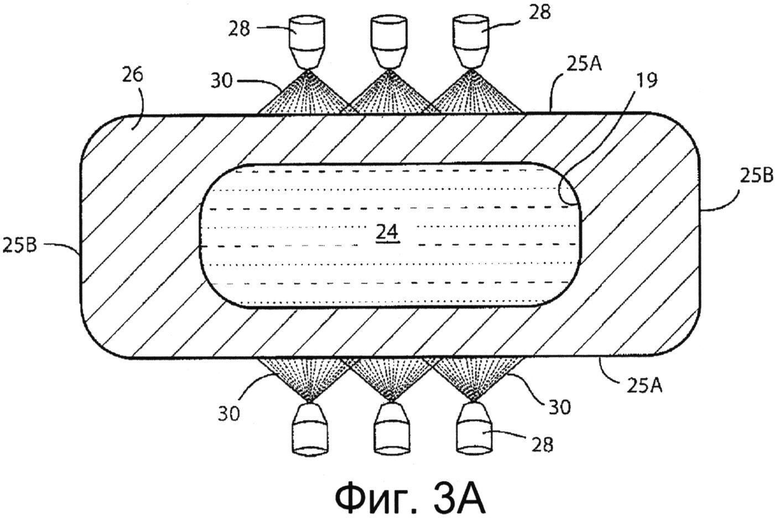
фиг. 3А - иллюстрирует схему горизонтального сечения слитка с фиг. 2 ниже очищающих средств, на которой показаны форсунки и струи третичного охлаждения слитка (закалка в воде);
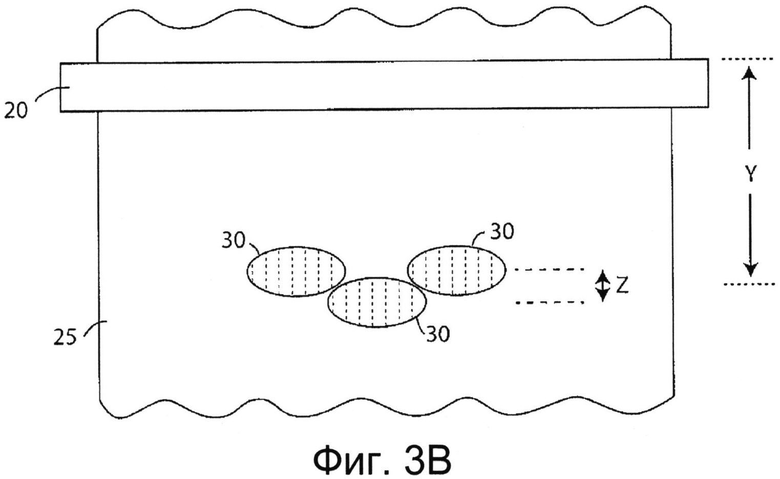
фиг. 3B - схематично иллюстрирует вид сбоку с частичным разрезом слитка с Фиг. 3А, на котором приведены места локализации контакта струй третичного охлаждения с поверхностью слитка;
фиг. 4-9, 10А, 11А, 12А, 13А, 14А, 14В, 15А и 15B - представляют собой графики, построенные по результатам проведенных экспериментов, обсуждение которых приведено ниже в описании в разделе «Примеры»;
фиг. 10B, 11B, 12B и 13B - представляют собой схемы, иллюстрирующие локализацию на слитке образцов, которые использовались для построения графиков, приведенных на фиг. 10А, 11А, 12А и 13А, соответственно;
фиг. 16А, 16B, 16С, 17А, 17В, 17С, 18А, 18В, 18С, 19А, 19В и 19С - представляют собой фотографии металлических слитков в соответствии с указанными примерами; и
фиг. 16D, 17D, 18D и 19D представляют собой схемы, иллюстрирующие локализацию на слитке образцов, которые использовались для получения фотографий.
Осуществление изобретения
Далее приведено описание процесса литья с прямым охлаждением алюминиевых сплавов, которые использованы в описании только в качестве примера, поскольку обсуждаемые выше проблемы могут встречаться и в других сплавах эвтектического и перитектического состава, если сплавы подвергают процессу литья с прямым охлаждением in-situ.
Таким образом, далее приведены примеры осуществления изобретения. В действительности изобретение в общем применимо к различным способам литья металлических слитков, а также к литью большинства сплавов, особенно легких металлических сплавов и, в частности, к тем сплавам, которые характеризуются температурой превращений выше 425°C (797°F), в частности выше 450°C (842°F), и свойства которых можно улучшить путем гомогенизации после литья перед горячей обработкой, например, перед прокаткой для получения листов или пластин. Кроме сплавов на основе алюминия другие примеры полученных по указанной технологии литых слитков включают сплавы на основе магния, меди, цинка, свинцово-оловянные сплавы и сплавы на основе железа.
На сопроводительных чертежах фиг. 1 представляет собой копию фиг. 1 из патента США No. 7,516,775, которая приведена здесь для того, чтобы проиллюстрировать устройство и оборудование, используемые при гомогенизации in-situ. На чертеже приведено упрощенное изображение вертикального поперечного сечения литейной машины 10 с прямым охлаждением. Специалисту в соответствующей области техники, конечно, будет понятно, что такая литейная машина может быть частью большой группы литейных машин, одновременно работающих в аналогичных режимах, т.е. которые вместе составляют комплекс стола для литья в несколько форм.
Расплавленный металл 12 подают через впускное отверстие 15 в расположенный вертикально, открытый водоохлаждаемый кристаллизатор 14, и далее металл 12 выходит в виде литого слитка 16 из выпускного отверстия 17 кристаллизатора. Верхняя часть слитка 16, представляющая собой зародышевый слиток, имеет сердцевину 24 расплавленного металла, образующего сужающуюся внутрь полость 19 расплава внутри твердой оболочки 26, толщина которой растет по мере увеличения расстояния от выпускного отверстия 17 кристаллизатора при охлаждении зародышевой части слитка, пока окончательно не сформируется затвердевший литой слиток на определенном расстоянии ниже выпускного отверстия 17 кристаллизатора. Понятно, что кристаллизатор 14, имеющий водоохлаждаемые стенки (рабочие поверхности), которые охлаждаются благодаря охлаждающей жидкости, протекающей через рубашку охлаждения, обеспечивает первичное охлаждение расплавленного металла, ограничивает на периферии и охлаждает расплавленный металл, чтобы началось формирование твердой оболочки 26; при этом остывающий металл движется наружу из кристаллизатора через выпускное отверстие 17 в направлении движения, указанном стрелкой А. Струи 18 охлаждающей жидкости направлены от рубашки охлаждения на внешнюю поверхность слитка 16 по мере его выхода из формы, осуществляя прямое охлаждение, в результате воздействия которого оболочка 26 становится более толстой, и процесс охлаждения усиливается. В качестве охлаждающей жидкости обычно используют воду, но возможно использование и других жидких сред, например, этилен гликоля, который применяют для специальных сплавов, таких как алюминиево-литиевые сплавы.
Стационарные кольцевые очищающие средства 20, имеющее ту же (обычно прямоугольную) форму, что и слиток, приводят в контакт с наружной поверхностью слитка в месте, находящемся на расстоянии Х ниже выпускного отверстия 17 кристаллизатора, что приводит к удалению охлаждающей жидкости (представленной на чертеже в виде потоков 22) с поверхности слитка так, что ниже очищающих средств поверхность части слитка свободна от охлаждающей жидкости при дальнейшем росте слитка. Видно, что потоки 22 охлаждающей жидкости стекают с очищающих средств 20, при этом они удаляются от поверхности слитка 16 на такое расстояние, чтобы не оказывать существенного дополнительного охлаждающего эффекта.
Расстояние Х (между выпускным отверстием кристаллизатора и очищающими средствами) предусмотрено для того, чтобы обеспечить удаление охлаждающей жидкости со слитка там, где слиток все еще является зародышевым (т.е. в той части, где слиток все еще содержит расплавленную сердцевину 24 в полости 19 внутри твердой оболочки 26). Иными словами, очищающие средства 20 располагают там, где поперечное сечение слитка, перпендикулярное направлению движения А, пересекается с частью сердцевины 24 расплавленного металла зародышевого слитка. В положениях ниже верхней поверхности очищающих средств 20 (где происходит удаление охлаждающей жидкости), продолжающееся остывание и кристаллизация расплавленного металла внутри сердцевины слитка высвобождает скрытую теплоту кристаллизации и количество физического тепла, которое направляется к твердой оболочке 26 и которое до удаления охлаждающей жидкости отводилось с помощью струйных средств 18. В результате выделения скрытой теплоты и переноса физического тепла от сердцевины к оболочке в отсутствии принудительного (с помощью охлаждающей жидкости) прямого охлаждения, температура твердой оболочки 26 (в областях ниже той части, где охлаждающую жидкость удаляют с помощью очищающих средств 20) растет относительно температуры оболочки непосредственно выше очищающих средств, приближаясь к температуре расплавленного металла сердцевины на уровне, установленном выше температуры протекания процесса гомогенизации in-situ. По крайней мере для алюминиевых сплавов указанное сближение температур обычно устанавливают на уровне примерно 425°C (797°F) или выше, предпочтительно на уровне 450°C (842°F) или выше. Из практических соображений, обусловленных необходимостью проведения температурных измерений, температура сближения (температур нагрева расплавленной сердцевины и твердой оболочки) принимается равной «температуре восстановительного нагрева», которая представляет собой максимальную температуру, до которой может нагреться внешняя поверхность твердой оболочки в рассматриваемом процессе после удаления вторичной охлаждающей жидкости, и которую намного легче контролировать.
Предпочтительно, чтобы температура восстановительного нагрева поднялась как можно выше 425°C (797°F), и в общем случае, чем больше указанная температура, тем лучше достигнутый результат гомогенизации in-situ; однако при этом температура восстановительного нагрева, конечно, не может вырасти до температуры начала плавления металла, поскольку остывшая и отвердевшая наружная оболочка 26 поглощает тепло, выделяемое сердцевиной, и устанавливается предел росту температуры восстановительного нагрева. При этом стоит упомянуть, что температура восстановительного нагрева, величина которой обычно составляет по меньшей мере 425°C (797°F), обычно превышает температуру отжига металла (отжиг алюминиевых сплавов обычно проводят при температурах от 343 до 415°C (650-779°F)).
Температура 425°C (797°F) представляет собой критическую температуру для большинства алюминиевых сплавов, поскольку при более низких температурах внутри отвердевшей структуры скорость диффузии металлических элементов становится слишком малой для нормализации или выравнивания химического состава сплава по зерну. При указанной температуре и выше, в частности выше 450°C (842°F), скорости диффузии достаточно высоки, чтобы обеспечить необходимое выравнивание химического состава, определяющее гомогенизацию in-situ.
Фактически часто требуется, чтобы температура сближения достигла определенной минимальной величины выше 425°C (797°F). Обычно для конкретного сплава существует некоторая температура перехода, величина которой находится между 425°C (797°F) и температурой плавления конкретного сплава, например, температура растворения или температура превращения. При такой температуре и выше в сплаве происходят определенные микроструктурные изменения, например, переход от β-фазы к α-фазе, или образование интерметаллических структур. Если температуру сближения задают на уровне, превышающем температуру соответствующего превращения, то в дальнейшем в структуре сплава можно производить заданные трансформации.
Как уже упоминалось, более подробную информацию по способу и устройству для осуществления гомогенизации in-situ можно получить из патента США. 7,516,775.
На фиг. 2 приведена одна из форм устройства в соответствии с одним из примеров осуществления настоящего изобретения. Указанное устройство частично подобно устройству с фиг. 1, поэтому нумерация позиций на чертеже совпадает с нумерацией на фиг. 1. Как и на фиг. 1, показано вертикальное поперечное сечение прямоугольной литейной машины 10 с прямым охлаждением, в которой осуществляют процесс литья прямоугольного слитка 16, имеющего широкие противоположные поверхности 25А (см. Фиг. 3А), которые обычно называют плоскостями прокатки, и узкие торцевые поверхности 25B. Поперечное сечение на фиг. 2, сделанное по центральной вертикальной плоскости параллельно узким торцевым поверхностям 25B слитка, показывает зародышевый слиток, имеющий сужающуюся полость 19 расплавленного металла 24. Вертикальное сечение под прямыми углами к указанному сечению (сделанное по центральной плоскости параллельно плоскостям прокатки 25А) выглядело бы точно также, за исключением того, что из-за большей ширины слитка в этом направлении дно полости расплава получилось бы по существу плоским приблизительно между точками, расположенными на четверти толщины слитка (т.е. между точками, распложенными на расстоянии ¼ и ¾ от узких торцов по толщине слитка). Как и в случае фиг. 1, устройство имеет вертикально расположенный водоохлаждаемый открытый на концах кристаллизатор 14, впускное отверстие 15 и выпускное отверстие 17. Расплавленный метал подают в кристаллизатор через трубку 26, по которой металл проходит через съемный металлический сетчатый мешочный фильтр 27, выполненный с возможностью распределять металл, поступающий в верхнюю часть слитка. Металл подвергают первичному охлаждению в кристаллизаторе 14, при этом в контакте со стенками кристаллизатора он начинает образовывать твердую оболочку 26. Зародышевый слиток выходит из выпускного отверстия 17, где он подвергается воздействию охлаждающей жидкости от струйных средств 18, которые обеспечивают прямое охлаждение наружной поверхности слитка 16. Указанное устройство также содержит очищающие средства 20, которые, также, как и в варианте на фиг. 1, выполнены с возможностью полного охвата зародышевого слитка 16, выходящего из выпускного отверстия, и служат для удаления охлаждающей жидкости, подаваемой струйными средствами 18 так, что охлаждающая жидкость контактирует с внешней поверхностью слитка только на протяжении некоторого расстояния Х ниже выпускного отверстия кристаллизатора. Аналогично средствам, изображенным на фиг. 1, очищающие средства 20 расположены в том месте слитка, где он еще является зародышевым, т.е. там, где слиток имеет твердую оболочку 26 вокруг полости 19, содержащей расплавленный металл 24, благодаря чему устройство может быть использовано для проведения in-situ процесса гомогенизации на твердой оболочке по мере роста слитка вниз. Однако в отличие от устройства на фиг. 1, устройство на фиг. 2 содержит ряд форсунок 28, по меньшей мере в центральных областях широких плоскостей 25А прокатки, и через форсунки брызги 30 охлаждающей жидкости направляют вниз на поверхность слитка, с которой ранее удалили охлаждающую жидкость. Под воздействием брызгающих средств слиток подвергается так называемой закалке, т.е. дальнейшему прямому охлаждению. Охлаждающая жидкость брызгающих средств 30 может представлять собой ту же жидкую охлаждающую среду, которую подают струйными средствами 18, и обычно это вода. Действительно, если необходимо, можно получить брызгающие средства 30, используя охлаждающую воду, ранее удаленную со слитка с помощью очищающих средств 20, если перенаправить ее через форсунки 28. Форсунки 28 наклонены внутрь и книзу так, что брызгающие средства 30 контактируют с наружной поверхностью слитка в локальных точках 32, находящихся на расстоянии Y ниже того места, где очищающие средства 20 удаляют охлаждающую жидкость с наружной поверхности слитка (т.е. на расстоянии Y от верхней поверхности очищающих средств 20). Места 32 локализации считают местами, в которых основные потоки брызгающих средств 30 первыми входят в контакт с наружной поверхностью слитка. При стандартных скоростях литья (например, от 30 до 75 мм/мин (1.18-2.95 дюймов/мин), обычно при 40-65 мм/мин (1.57-2.56 дюймов/мин), а часто примерно при 65 мм/мин (2.56 дюймов/мин), расстояние Y предпочтительно составляет от 150 до 450 мм (5.9-17.7 дюймов), более предпочтительно от 250 до 350 мм (9.8-13.8 дюймов), а в общем случае около 300 мм (11.8 дюймов)±10%. При скоростях литья больше 75 мм/мин (2.95 дюймов/мин), что в настоящее время нетипично для используемых промышленных технологий, раскрываемые в заявке технологические процессы также будут применимы при условии проведения минимально необходимых корректировок. По мере возрастания скорости литья, расстояние Y обычно также увеличивают, поскольку при этом требуются большие расстояния от очищающих средств, чтобы обеспечить восстановительный нагрев оболочки металла после прекращения воздействия вторичного охлаждения. В общем случае при росте слитка на расстояние Y предпочтительно дать наружной оболочке металла разогреться по меньшей мере на 100°C (212°F), и иногда примерно до 400°C (752°F), хотя наиболее типичным является интервал температур нагрева от 200 до 400°C (392-752°F). Таким образом, сначала температура наружной оболочки снижается при выходе из кристаллизатора и под воздействием охлаждающей жидкости от струйных средств 18, а затем снова возрастает после того, как охлаждающую жидкость удаляют с помощью очищающих средств, достигая температуры первого восстановительного нагрева; затем температура поверхности оболочки снова снижается под воздействием закалки от брызгающих средств 30, а после температура снова растет, достигая температуры второго восстановительного нагрева по мере ослабления эффекта охлаждения от закалки и по мере того, как тепло от все еще расплавленной сердцевины начинает преобладать. Таким образом, наружная оболочка, в конце концов, нагревается до температуры второго восстановительного нагрева (что является индикатором того, что достигнуто сближение температур оболочки и расплавленной сердцевины, что и требуется при гомогенизации in-situ) перед тем, как постепенно остыть до температуры окружающей среды (что может составить несколько часов или дней при проведении охлаждения на воздухе).
Температура наружной поверхности слитка 16 в местах 32 обычно достаточно высока, чтобы началось пузырьковое кипение или даже пленочное кипение закалочной жидкости и последующие испарение и отвод жидкости с поверхности металла (вызванное отеканием или расплескиванием). Это, в общем, означает, что закалка может быть эффективна на достаточно ограниченном расстоянии от мест 32 вдоль поверхности слитка, в частности, не более нескольких дюймов.
Целью закалки, осуществляемой с помощью брызгающих средств 30, является отвод достаточного количества тепла со слитка, чтобы полость расплава, изображенная пунктиром в позиции 19′ (соответствующей положению, в котором в отсутствии закалки от брызгающих средств 30 образовались бы стенки полости расплава), была более мелкой и стала полостью 19, позиция которой на чертеже обозначена сплошной линией. То есть при охлаждении с действующими брызгающими средствами 30 зародышевый слиток полностью кристаллизуется в более высокой точке слитка, чем при отсутствии указанного охлаждения. Стрелкой В показано, как тепло отводят от наружной части слитка с помощью охлаждающей среды брызгающих средств 30, и что в результате уровень полости расплава поднимается так, как показано стрелкой С. С помощью указанных средств, в зависимости от размера слитка и других переменных параметров, можно поднять полость расплава на 100-300 мм, обычно на 150-200 мм. Как видно из фиг. 2, результатом третичного охлаждения является более мелкая полость расплава 19, имеющая стенку под меньшим углом к горизонтали, по сравнению с углом, образующимся между стенкой и горизонталью в отсутствии третичного охлаждения полости 19′. На фиг. 2 не показан еще один результат дополнительного охлаждения брызгающими средствами 30, который заключается в образовании более узкой зоны частичной кристаллизации. В готовом полностью затвердевшем литом слитке указанные результаты могут совместно снизить макроликвацию, обусловленную усадкой при кристаллизации, термоконцентрационной конвекцией и блуждающими зернами.
Как отмечалось выше, закалочную жидкую среду (брызгающие средства 30) сначала подают в место на заготовке, в котором, если бы не воздействие третичного охлаждения, слиток все еще была бы зародышевым, т.е. его сердцевина все еще находилась бы в расплавленном состоянии. Охлаждение при закалке приводит к уменьшению глубины полости расплава, но не настолько, чтобы слиток полностью затвердела в данном месте. Это означает, что после закалки слиток все еще имеет расплавленную сердцевину, что ведет к восстановительному нагреву наружной оболочки после прекращения воздействия охлаждения. Фактически брызгающие средства 30 третичного охлаждения предпочтительно использовать в месте, соответствующему половине, или немного менее, предзакалочной глубины полости расплава (глубины расплава в центре полости), более предпочтительно не более, чем на уровне трех четвертей предзакалочной глубины полости расплава. Хотя при закалке достигается охлаждение, достаточное для уменьшения глубины полости расплава, оно не должно быть слишком сильным, чтобы не мешать процессу необходимой гомогенизации in-situ, который проводят после закалки. Иными словами, все еще должен произойти восстановительный нагрев твердого металла слитка (при температуре второго восстановительного нагрева) выше температуры фазовых превращений в металле (например, выше 425°C (797°F)) в течение соответствующего времени (обычно по меньшей мере 10 минут, предпочтительно 30 минут и дольше), чтобы реализовать заданные изменения структуры металла. Хотя закалка временно снижает температуру внешней твердой оболочки металла ниже температуры первого восстановительного нагрева, вследствие ее краткой длительности и ограниченного воздействия температура слитка снова поднимается до величины температуры второго восстановительного нагрева после израсходования закалочной жидкой среды. Краткость и ограниченность эффекта закалки обусловлены, частично, имеющим место пузырьковым или пленочным кипением (которое приводит к испарению и/или к удалению с поверхности охлаждающей среды), а также пониженным уровнем расхода охлаждающей жидкости (за единицу времени и на единицу длины по периферийной части слитка) в сравнении с расходом (за единицу времени на единицу длины) струйных средств 18 во время начального прямого охлаждения. Объем расходуемой охлаждающей жидкости во время закалки предпочтительно составляет от 2 до 25% от объема охлаждающей жидкости, расходуемой во время начального прямого охлаждения, в предпочтительном варианте - от 4 до 15%. Если происходит пленочное кипение, может потребоваться больший расход охлаждающей жидкости, чтобы скомпенсировать недостаточный контакт с поверхностью и обеспечить необходимую степень закалки. В общем расход охлаждающей жидкости при начальном прямом охлаждении может составлять от 0.60 до 1.79 литров в минуту на сантиметр внешней окружающей поверхности слитка (от 0.40 до 1.2 американских галлонов в минуту на дюйм длины поверхности слитка), в более предпочтительном варианте от 0.67 до 1.49 литр/мин (от 0.45 до 1.00 галлон/мин дюйм). Затем охлаждающую среду, используемую для закалки, можно использовать как брызгающие средства 30 при расходе предпочтительно от 0.042 до 0.140 литр/мин см (от 0.028 до 0.094 галлон/мин дюйм), в предпочтительном варианте - от 0.057 до 0.098 литр/мин см (0.038 to 0.066 галлон/мин дюйм).
На фиг. 3А и 3B хорошо видно, что для закалки охлаждающую среду преимущественно используют в виде брызгающих средств 30, которые имеют V-образную форму (ширина струи увеличивается с расстоянием от форсунки) с достаточно низким расходом, что может приводить к образованию капель до того, как потоки брызг достигнут поверхности слитка. Как вариант, возможно использование брызгающих средств 30 в виде конусов (с круглым поперечным сечением) или по существу линейной формы (вытянутые тонкие горизонтальные струйки), или любой формы, которая обеспечивает возможность получить равномерное распределение охлаждающей среды по поверхности слитка без сбоев потока охлаждающей среды. Брызгающие средства обычно перекрываются друг с другом по краям, но не настолько, чтобы на поверхности слитка возникали зоны неравномерного охлаждения. Фактически в одном варианте осуществления изобретения форсунки могут быть наклонены, так что зоны контакта брызгающих средств 30 по очереди отклоняются вертикально так, как, например, показано на фиг. 3B. На чертеже приведены три брызгающих средства с фиг. 3А, вертикально отклоненные на расстояние Z примерно равное одному дюйму (2.54 см) или менее. Хотя благодаря вертикальным промежуткам между брызгающими средствами 30 не наблюдается прямого перекрытия исходных контактных зон, они имеют небольшое перекрытие, предусмотренное в горизонтальном направлении, чтобы не создавать разрыва в охлаждении поверхности слитка при ее движении вниз мимо форсунки 28, а отсутствие прямого перекрытия позволяет избежать смешивания струй, которое может создать непредсказуемые структуры водяного потока и, как следствие, непредсказуемые схемы охлаждения. Выбор расстояния Y (промежутка между удалением второй охлаждающей среды и началом контакта с брызгающими средствами 30) основан на среднем положении контактных зон по вертикали так, как показано на фиг. 3А, а расстояние Y меняется в зависимости от размера слитка и условий литейного процесса (например, скорости литья), как уже отмечалось выше.
В общем случае достаточно подавать закалочную среду непрерывно на середине ширины наиболее широкой плоскости прокатки прямоугольного слитка, поэтому нет необходимости подавать закалочную среду на узкие торцевые поверхности 25B или на области углов широких плоскостей 25А прокатки. В идеальном случае закалочное охлаждение проводят на части слитка, непосредственно прилегающей к полости расплава внутри сердцевины зародышевого слитка, чтобы получить заданный подъем расплава. Количество форсунок 28, необходимое для того, чтобы добраться до заданной области подачи охлаждающей среды, определяется размером слитка и условиями процесса литья, расстоянием между форсунками и поверхностью слитка, а также шириной струи брызгающих средств 30. Обычно, тем не менее, вполне достаточно иметь только три или четыре форсунки на каждую плоскость прокатки слитка.
Подача закалочной среды может снизить температуру поверхности слитка на 200°C (392°F) или более, к примеру, на 200-250°C (392-482°F), или даже на 400°C (752°F), но после прекращения охлаждающего действия температура вновь поднимается выше температуры фазового превращения, например, выше 425°C (797°F), возможно даже до температуры от 500°C до 560°C (от 932 до 1040°F) в точках ниже мест 32 контакта с брызгающими средствами 30. Температура поверхности затем может оставаться на уровне выше температуры фазового превращения в течение по меньшей мере 10 минут, а обычно даже дольше, например, 30 минут и более, чтобы была возможность осуществления процесса гомогенизации in-situ. В течение этого времени, пока температура слитка не снизится до температуры окружающей среды, слиток можно оставить медленно остывать в контакте с воздухом.
Хотя на фиг. 2 в качестве физических очищающих средств 20 используют охватывающий элемент, изготовленный, например, из жаростойкого эластомерного материала, иногда более предпочтительно использовать текучую среду, чтобы сбить охлаждающую жидкость струйных средств 18 с поверхности слитка на заданном расстоянии Х от кристаллизатора. Например, возможно использование водяных струй для удаления охлаждающей среды так, как изложено в патенте США No. 2009/0301683, выданном на имя Ривз и др. (Reeves et al.), описание которого входит в настоящую заявку посредством ссылки.
Кроме того, также возможно корректировать вертикальное положение очищающих средств 20 на различных стадиях процесса литья так, как изложено в патенте США No. 7,516,775, чтобы изменять расстояние X. В этом случае вертикальные положения форсунок 28 можно корректировать соответственно, чтобы сохранить заданное расстояние Y.
Хотя приведенные примеры осуществления изобретения пригодны для слитков любого размера, они особенно подходят для крупных слитков, в которых часто наблюдаются области расплава большой глубины, а негативные эффекты -например, образование больших зерен и макроликвация - более выражены. Например, приведенные варианты осуществления изобретения особенно пригодны для прямоугольных слитков с размером боковой поверхности 400 мм и более.
Ниже приведены конкретные примеры реализации изобретения для более полного его понимания. Эти примеры не следует толковать как ограничивающие объем притязаний настоящего изобретения, поскольку они приведены только в качестве иллюстрации его осуществления.
ПРИМЕРЫ
Экспериментальное литье слитков проводили с целью изучения эффектов прямого охлаждения с гомогенизацией in-situ, как с дополнительной закалкой (третичным охлаждением), так и без нее, чтобы изучить примеры осуществления изобретения. Полученные результаты показаны на фиг. 4-19 сопроводительных чертежей.
Для начала ниже приводится краткая характеристика каждого образца. Образцы приведены в хронологическом порядке, а не в том порядке, в котором они далее обсуждаются.
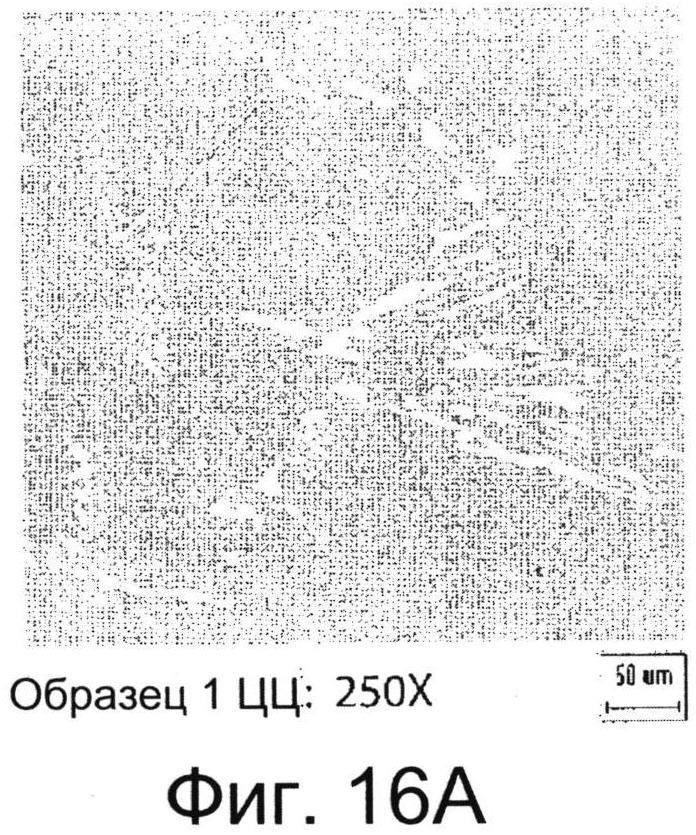
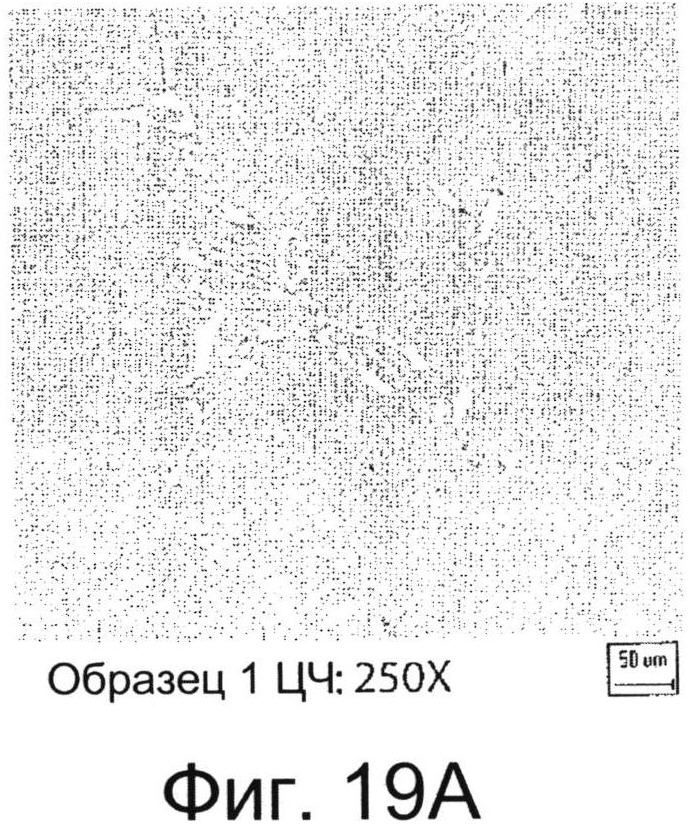
Образец 1 представляет собой тестовый слиток, полученный в производственном центре в кристаллизаторе размером 600×1850 мм (23.6×72.8 дюймов) при скорости литья 68 мм/мин (2.68 дюймов/мин). Слиток соответствует обычной практике проведения процесса непрерывного литья с прямым охлаждением.
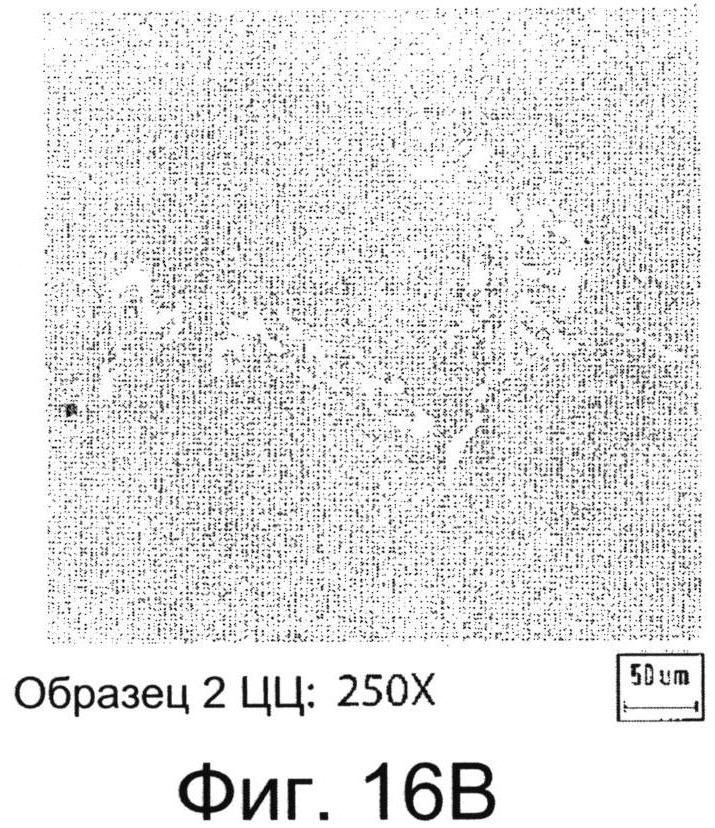
Образец 2 приготовлен из той же партии, что и Образец 1, но из другого слитка, который прошел гомогенизацию in-situ. При этом максимальная температура восстановительного нагрева достигла 550°C (1022°F). Образец 2 соответствует вырезанному из слитка шлифу, на котором исследовано множество представляющих интерес точек по ширине и толщине шлифа.
Образцы 3А и 3B отлиты в исследовательской лаборатории на кристаллизаторе с размерами 560×1350 мм (22×53.1 дюймов). Хотя размер кристаллизатора меньше, слитки получаются близкие по ширине (600 по сравнению с 560), что представляется важным. Скорость литья была также близка к скорости производства слитков, составляя 65 мм/мин (2.56 дюймов/мин). Образец 3А был взят при длине слитка 700 мм (27.6 дюймов). Он был подвергнут стандартной гомогенизации in-situ в попытке воспроизвести ту же структуру, что была получена в образце 2. Образец 3B был взят при длине слитка 1900 мм (74.8 дюймов) и подвергнут третичному охлаждению.
Образцы 4А и 4В получены в кристаллизаторе размером 560×1350 мм (22×53.1 дюймов) с гомогенизацией in-situ и третичным охлаждением. Образцы взяты при длине слитка 1200 мм (47.2 дюймов) и 1900 мм (74.8 дюймов) соответственно.
Образцы 5А и 5B также получены в кристаллизаторе размером 560×1350 мм (22×53.1 дюймов). По сравнению с образцом 4 были осуществлены некоторые незначительные корректировки в отношении очищающих средств для проведения гомогенизации in-situ и в отношении установки для проведения третичного охлаждения. Образец 5А получен при длине слитка 1000 мм (39.4 дюймов), а образец 5B - при длине слитка 1900 мм (74.8 дюймов).
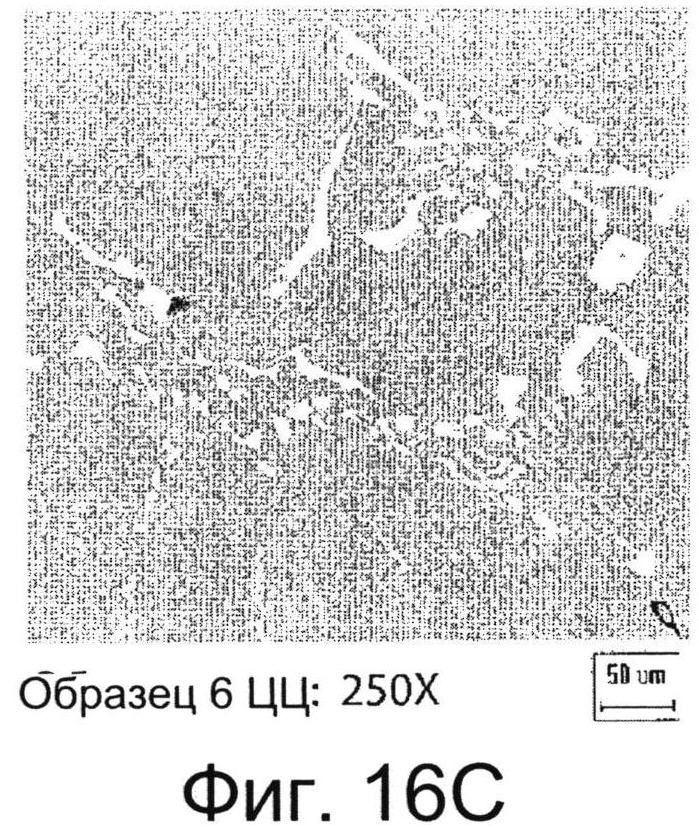
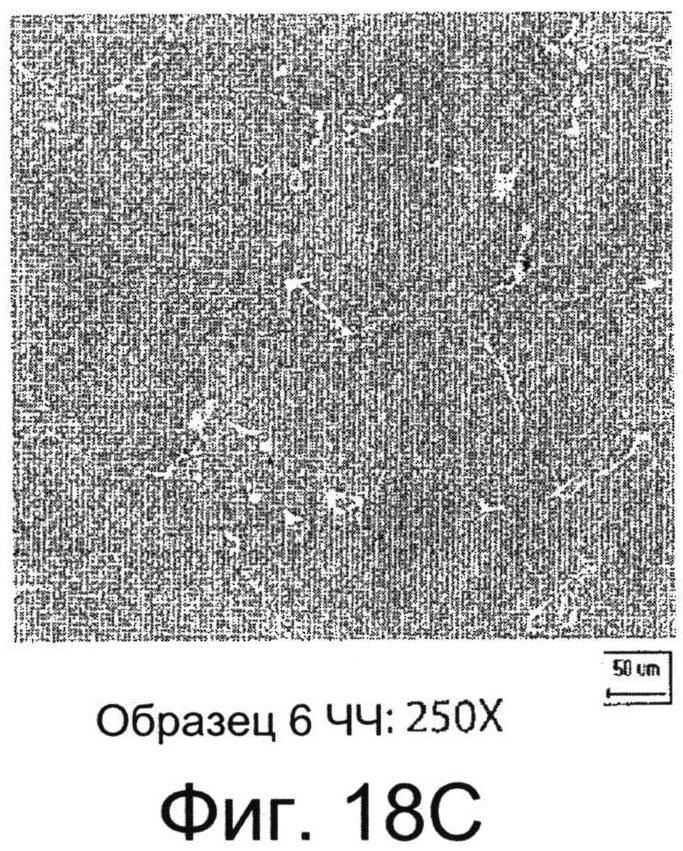
Образец 6 также получен в кристаллизаторе размером 560×1350 мм (22×53.1 дюймов), при незначительных корректировках в отношении очищающих средств для проведения гомогенизации in-situ и в отношении установки для проведения третичного охлаждения. Конкретно этот образец взят с места на поверхности, в котором была обнаружена очень сильная макроликвация, для проведения анализа компонентов крупнозернистой структуры.
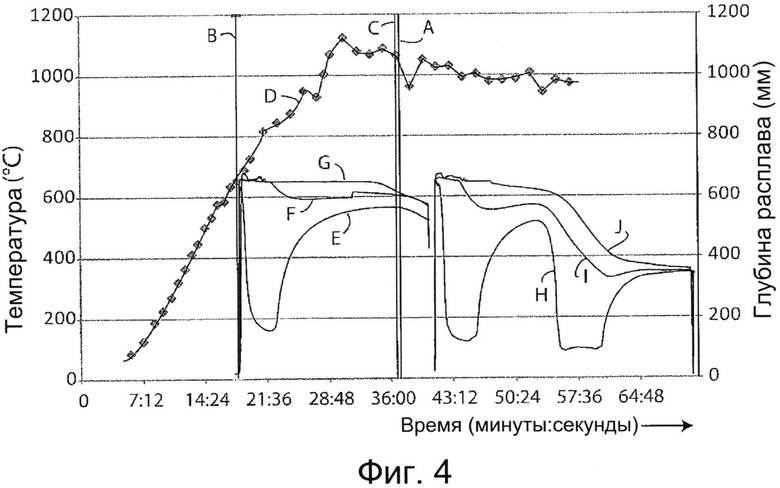
На фиг. 4 приведены результаты процесса литья с прямым охлаждением, при котором сначала подавали, а потом удаляли вторичную охлаждающую среду, а потом также проводили третичное охлаждение (закалку) на полпути процесса литья. В различных местах поперечного сечения слитка (на поверхности, на четверти глубины и в центре) были прикреплены термопары, которые двигались вниз по мере роста слитка из кристаллизатора, регистрируя температуру при движении. На чертеже приведены величины температуры, регистрируемые во времени с момента начала процесса литья. Как было указано, процесс литья начинался без третичного охлаждения, которое включали в момент времени, обозначенном на чертеже линией А. Линия В указывает, когда слиток вырос на длину 700 мм (27.5 дюймов), а линия С обозначает, когда слиток вырос на длину 1900 мм (74.8 дюйма). На чертеже линия D указывает измеренную глубину полости расплава в зависимости от времени процесса литья. Использовали два комплекта термопар, при этом второй комплект устанавливали после включения подачи воды третичного охлаждения. Линии Е, F и G обозначают температуры, измерения которых получены с исходных термопар с поверхности, на четверти глубины и из центра слитка, а линии Н, I и J показывают температуры второго комплекта термопар, измеренные с поверхности, на четверти глубины и из центра слитка. Образцы 3А и 3B были взяты с этого слитка.
На первой половине графика показана температура (линия Е) поверхности, которая сначала падает под воздействием охлаждающей воды при вторичном охлаждении, а затем восстанавливается до 550+°C (1022+°F) после «очищения», приближаясь к температуре расплавленного металла в центре слитка (линия G). На второй половине графика показан аналогичный спад и подъем температуры (до 500+°C (1022+°F)) поверхности, после вторичного охлаждения и очищения (линия Н), а также последующий спад температуры под воздействием воды во время третичного охлаждения. В данном случае температура поверхности после третичного охлаждения восстанавливается недостаточно, так как температура остается на уровне ниже 400°C (752°F), т.е. слиток недостаточно горячий для обеспечения заданных изменений характеристик литой структуры. В этом случае считаем, что было использовано слишком сильное третичное охлаждение.
На графике также показано, что перед включением третичного охлаждения глубина полости расплава составила около 1050 мм.
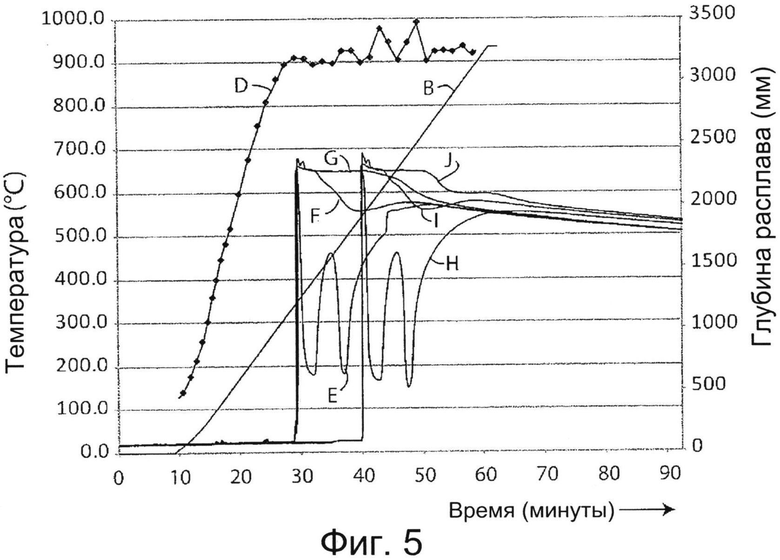
На фиг. 5 приведен график, подобный графику на фиг. 4, но соответствующий слитку, полученному литьем с прямым охлаждением с удалением вторичной охлаждающей воды и с последующим третичным охлаждением водой (закалкой) по всему слитку. Глубина полости расплава обозначена линией D. Линии Е, F и G соответствуют температурам, измеренным термопарами соответственно на поверхности, на четверти глубины и в центре, а линии Н, I и J обозначают температуры, измеренные вторым комплектом термопар соответственно на поверхности, на четверти глубины и в центре слитка. Линия В показывает длину отливки со временем. Значения температуры на поверхности, на четверти глубины и в центре сближаются при 550°C (1022°F) после закалки, что означает действие гомогенизации in-situ. Линия Н показывает, что температура поверхности слитка после вторичного охлаждения восстанавливается до уровня примерно 460°C (860°F) (первый восстановительный нагрев) перед третичным охлаждением (закалкой). Кроме того, линия D указывает, что уровень дна расплава составляет 900 мм (35.4 дюйма), что на 150 мм (5.9 дюймов) мельче, чем было бы в случае отсутствия третичного охлаждения. Образец 4 был взят с этого слитка.
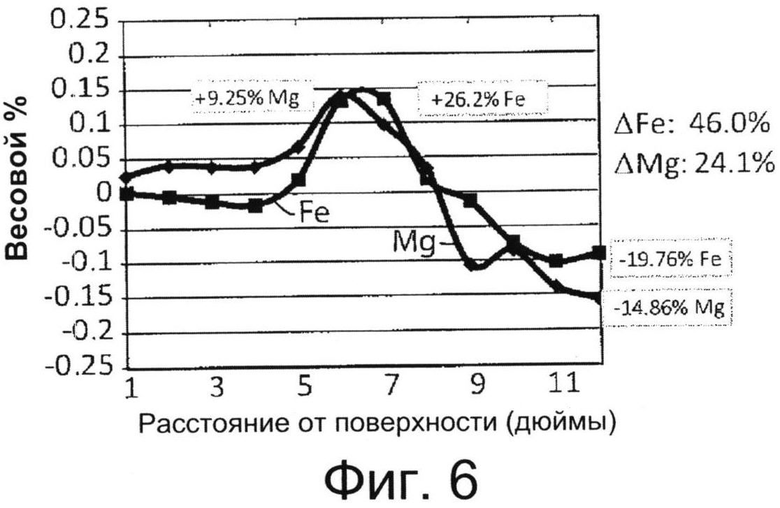
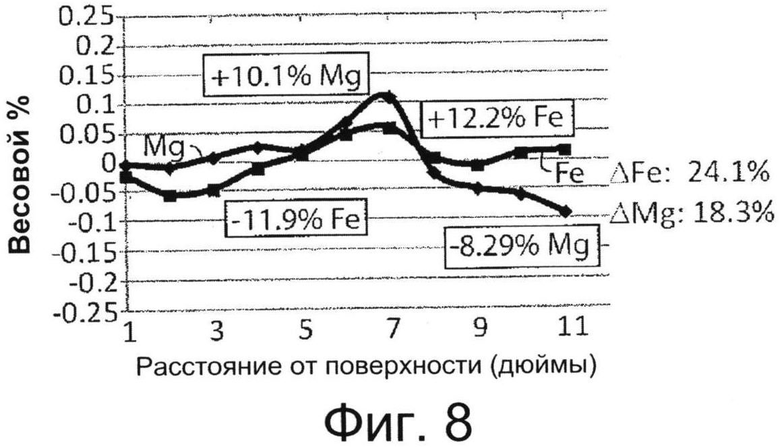
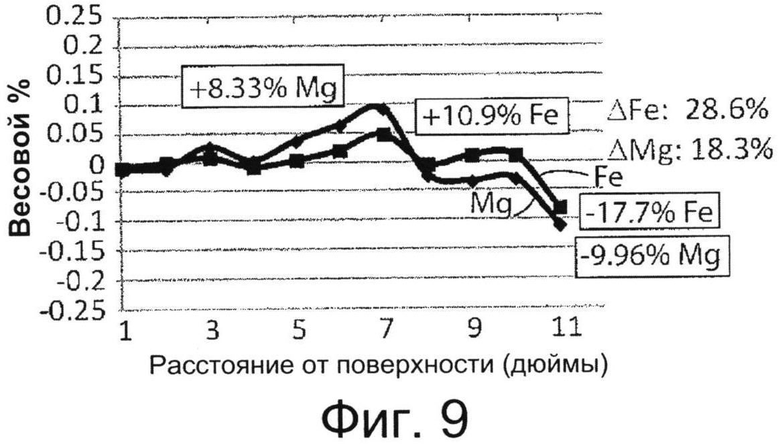
На фиг. 6-9 показана макроликвация слитков, отлитых способом in-situ с закалкой третичного охлаждения и без нее. Поскольку измерения и графики изначально получали в дюймах, эти единицы измерения будут по необходимости использованы при обсуждении. Слитки отливали из одного и того же алюминиевого сплава (сплава 8135, который представляет собой несколько более легированный вариант промышленного сплава АА3104, и далее в заявке будет называться сплав 3104), содержащего Fe и Mg. Образцы были взяты в различных точках от поверхности до центра слитков, и при этом определяли различия в содержании Fe и Mg по сравнению со стандартным составом (концентрации элементов в расплаве перед кристаллизацией). По оси ординат откладывали разницу в весовых процентах от стандартного состава в различных точках. Пологий участок «O»линии означает отсутствие отклонения в составе от стандартного состава сплава по всей заготовке. По оси абсцисс откладывали расстояние (в дюймах) от поверхности слитка до места, где были взяты образцы. Для случая на фиг. 6, образец 2 - слиток отливали без применения третичного охлаждения (закалки). Слиток был шириной 23-24 дюйма, так что образец, взятый на расстоянии 12 дюймов, соответствовал центральной или близкой к центру части слитка. На графике показано увеличение содержания Fe и Mg на расстоянии 5 и 8 дюймов от поверхности, а затем обеднение состава по этим элементам ближе к центру слитка.
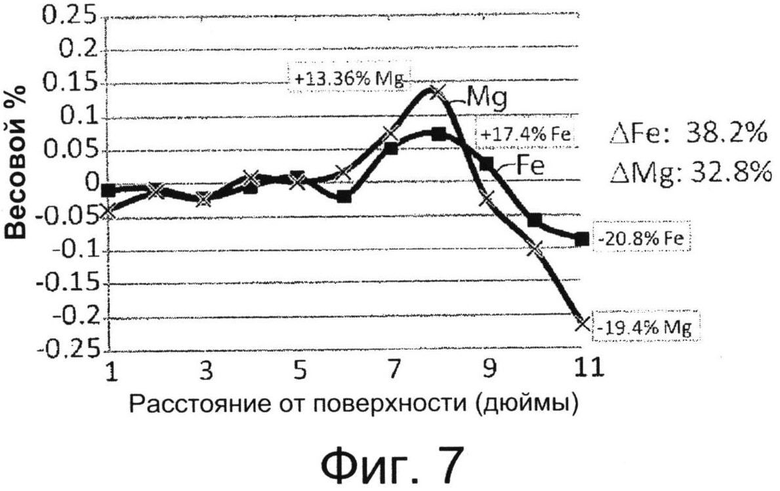
На фиг. 7, для образца 3А, показано изменение содержания элементов Fe и Mg от поверхности к центру слитка толщиной 22 дюйма, отлитой без применения третичного охлаждения (т.е. и без вторичного охлаждения с последующим очищением). В качестве образца сравнения был взят образец расплавленного металла из полости расплава. По содержанию железа, образец примерно в 8 дюймах от поверхности оказался обогащен Fe на +17.4%, а образец из центральной части слитка был обеднен Fe на -20.8%.
На фиг. 8 и 9 показаны результаты для образцов 4А и 4B, соответственно. На фиг. 8 максимальное отклонение по содержанию Fe было обнаружено в 7 дюймах от поверхности, показывая обогащение слитка в +12.2%, при этом образец в центральной части был обеднен железом на -11.9%. На фиг. 9 отклонение содержания железа в 7 дюймах от поверхности составило +10.9%, а в центре обеднение составило -17.7%. Эти результаты указывают на то, что в отсутствии третичного охлаждения в процессе гомогенизации in-situ, проиллюстрированного на фиг. 6, макроликвационное отклонение содержания железа составило 38.2%, тогда как процесс in-situ с закалкой, проиллюстрированный на фиг. 8 и 9, дал отклонение концентрации менее 24% при длине слитка 1200 мм и менее 28.6% при длине слитка 1900 мм.
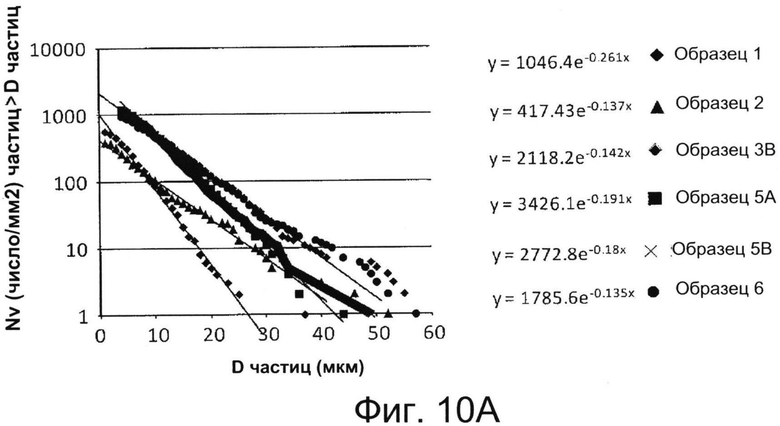
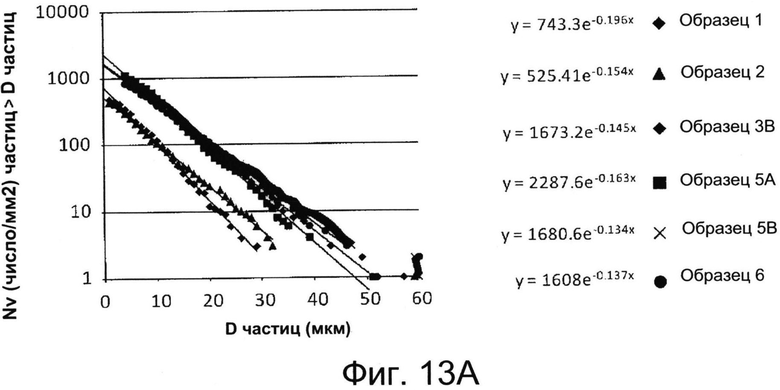
На графике 10А для различных слитков из сплава 3104 (образцы 1, 2, 3B, 4В, 5А, 5B и 6) приведены диаметры частиц в нанометрах (µm) по оси абсцисс и количество частиц указанного или большего размера по оси ординат, при этом значения по оси ординат откладывали логарифмически, чтобы получилась прямая линия. На фиг. 10B показаны места локализации образцов на слитках (например, в центре по толщине на четверти ширины или в центре по ширине на четверти толщины - ЧЦ). Четыре отливки получили способом гомогенизации in-situ и закалкой - им соответствуют образцы 3B, 5А, 5B и 6. Также приведены данные по слиткам, полученным только литьем по стандартному процессу с прямым охлаждением (образец 1), и по слитку, полученному литьем с прямым охлаждением только с вторичным охлаждением и очищением (образец 2). Данные показали, что в закаленном материале присутствует большее суммарное количество частиц. Предпочтительнее получать графики с более крутым наклоном, что свидетельствует о том, что присутствует большее количество частиц меньшего размера, и полученные графики показывают, что слитки, с которых были взяты образцы 5А и 5B, характеризуются кривыми с большими наклонами. Глубина полости расплава отливок приведена ниже в Таблице 1, а наклоны кривых приведены в Таблице 2.
Учитывая, что кривые построены в логарифмическом масштабе, для определения угла наклона использовали график экспоненциальной функции как обеспечивающей наиболее точное соответствие (показатель экспоненциальной функции соответствует углу наклона). В логарифмическом масштабе отклонение построенной по представленным данным кривой от линейной функции обусловлено влиянием макроликвации. Поскольку стояла задача рассмотреть эффекты, оказываемые на макроликвацию, точки вне линии не рассматривали и использовали только прямые участки кривых полученных данных.
Также были проанализированы слиток, полученный стандартным литьем (образец 1), и слиток, полученный только с гомогенизацией in-situ (образец 2) сплава 3104. Образец 1 характеризуется показателем экспоненты -0.261, что выше, чем для любого образца со слитка, полученного путем процесса in-situ плюс закалка. Однако образец 2 характеризуется показателем экспоненты -0.137. Глядя на образец 1 и образец 2 как на лучший и худший варианты, можно видеть, что образцы 4 и 5 приближаются к желаемому результату.
В другом варианте очищающие средства для удаления вторичной охлаждающей среды подняли выше на один дюйм, чтобы повысить температуру восстановительного нагрева, а форсунки для подачи закалочной среды подняли на 100 мм, чтобы сократить время первого восстановительного нагрева и усилить эффект уплотнения слитка вследствие термического сжатия. Уплотнение слитка по указанному варианту развернуло механизм процесса усадки при кристаллизации в обратную сторону, что снизило степень макроликвации. Анализ этого участка отливки показал некоторое уменьшение размера крупнозернистой составляющей. Для слитка, с которого были взяты образцы 5А и 5B, очищающие средства разместили на 50 мм (2 дюйма) ниже кристаллизатора, при этом закалочные штанги расположили на 300 мм (11.8 дюймов) ниже головной части слитка, а также задействовали магнит (снаружи кристаллизатора) при росте слитка на длину более 1500 мм (59.0 дюймов). Первые данные при длине слитка 1000 мм (39.4 дюймов) свидетельствуют о положительном эффекте, с изменением величины показателя экспоненты до -0.191. Во второй точке при длине слитка 1900 мм (74.8 дюймов) эта величина равна -0.180.
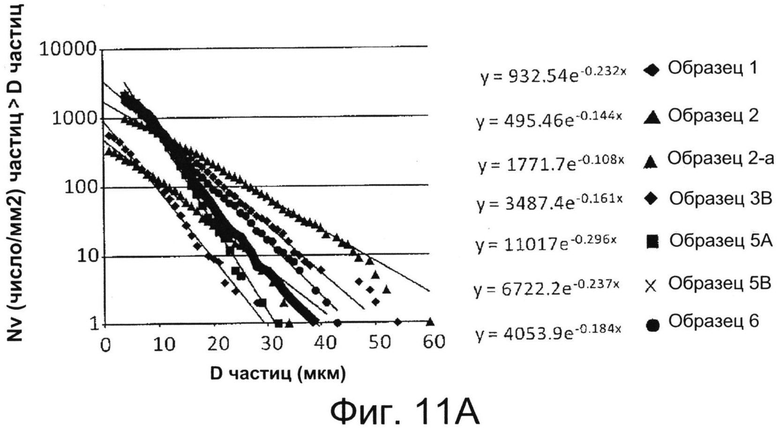
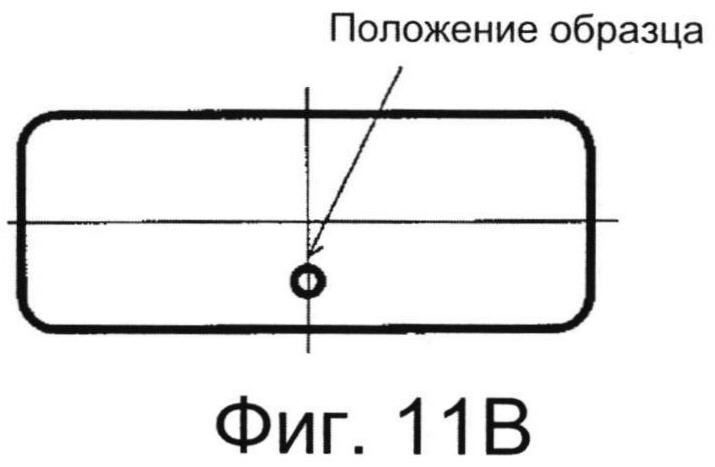
На фиг. 11А показаны результаты для образцов, полученных с того же самого слитка, но взятых из другой точки слитка, как показано на фиг. 11B (на четверти толщины, в центре по ширине - ЧЦ). Также есть еще один образец, взятый с точки наивысшей степени макроликвации в образце 2, обозначенный как образец 2-а. Интерметаллические частицы в указанной заготовке значительно больше, чем в любой тестовой заготовке после закалки. Указанный слиток характеризуется отрицательным показателем экспоненты величиной 0.108. Глубина расплава слитков соответствовала величинам, приведенным в Таблице 1, а углы наклона кривых приведены в Таблице 4 (наряду с приведенными выше данными).
Образец 3B характеризуется кривой с отрицательным показателем экспоненты величиной 0.161. Изменения для 21-го (подробно показанные на предыдущем слайде) приводят к дальнейшему увеличению показателя экспоненты, в результате значение показателя получается равным -0.296 для шлифа на длине слитка 1000 мм.
Образец 2, как уже было сказано, иллюстрирует худший вариант развития событий при значении -0.144, соответствующему локализации образца в центре по толщине на четверти ширины - ЦЧ. Однако величина прямого охлаждения, равная -0.232, в действительности меньше, чем результаты апрельских испытаний - -0.237 и -0.296.
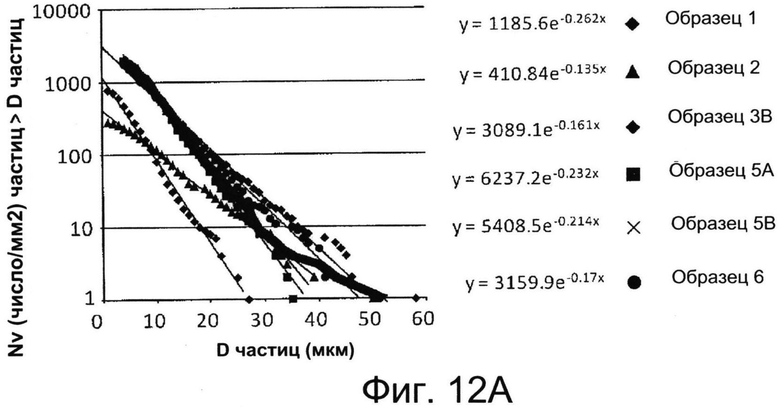
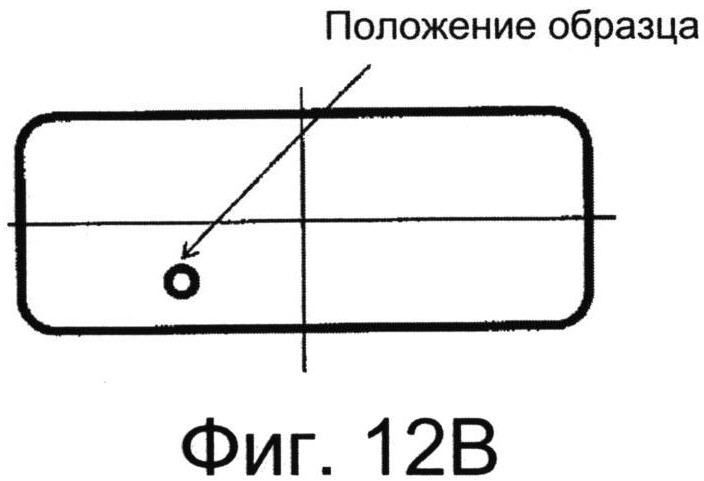
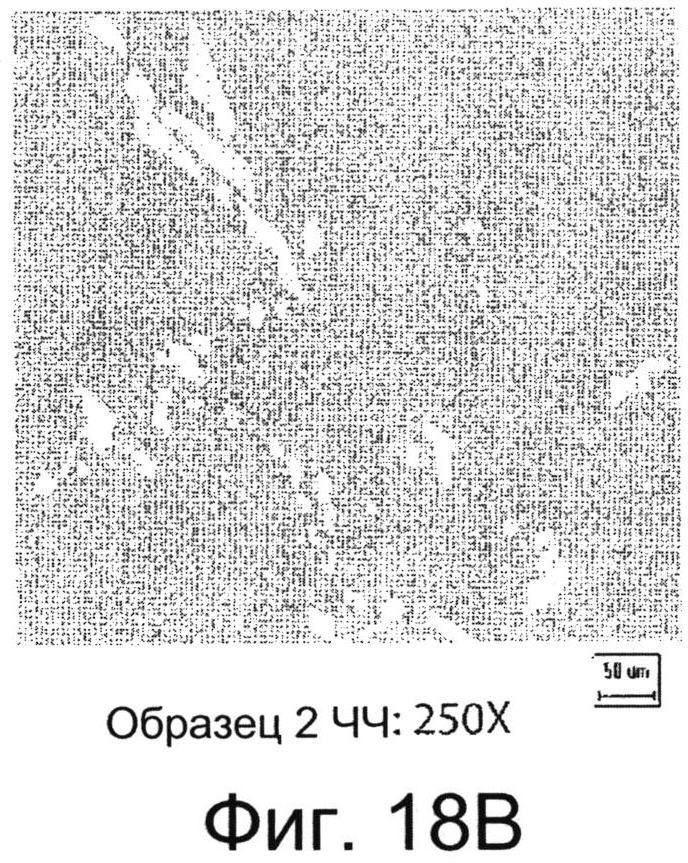
На фиг. 12А представлены результаты испытаний образцов с локализацией на четверти ширины и четверти толщины (ЧЧ) слитка, в соответствии с иллюстрацией на фиг. 12B. Данные по показателю экспоненты для образца 5А показали величину -0.232, для образца 2 - величину -0.135, а для образца 1 - величину -0.262. В этот раз данные, полученные для производственного образца, находятся в одном ряду с остальными результатами. Данные по образцам 4 и 5 все еще были лучше по сравнению с производственным образцом и начальными результатами испытаний и приближались к целевым параметрам прямого охлаждения (образец 1).
Величины наклона кривых на фиг. 12А приведены ниже в Таблице 4.
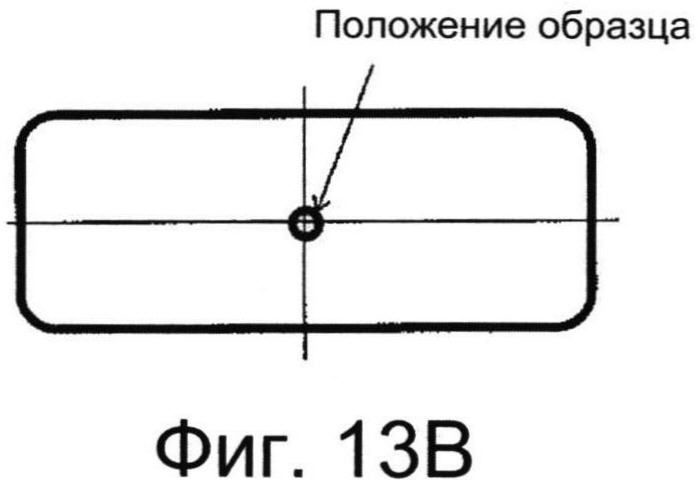
На фиг. 13А приведены результаты для мест локализации образцов, взятых из центра по ширине и центра по толщине (ЦЦ). Локализация образца ЦЦ представляет собой место, где металл кристаллизуется в последнюю очередь. В результате указанная локализация характеризуется наибольшими концентрациями и наиболее крупными интерметаллическими частицами по сравнению с другими местами локализации образцов. Кроме того, в указанной локализации металл наиболее трудно поддается воздействию обработкой и наиболее трудно поддается перекристаллизации при прокатке. Величины углов наклона кривых приведены ниже в Таблице 5.
Наклон линии наиболее точного соответствия для указанных образцов почти всегда более пологий, чем для образцов с других мест локализации. Глядя на данные, соответствующие точкам слева по оси абсцисс, можно видеть, что в данной области находится меньшее количество частиц малого размера по сравнению с другими областями. Меньшее количество частиц малого размера и большее количество крупных частиц указывает на то, что у частиц малого размера было время для роста при кристаллизации остальной части слитка. Крупные частицы можно разбить во время прокатки, либо они останутся большими, создавая проблемы качества готового продукта. В любом случае крупные частицы не будут способствовать зарождению новых зерен в отличие от малых частиц.
Учитывая сказанное, образцы 1 и 2 характеризовались величиной показателя экспоненты равной -0.196 и -0.154, соответственно. Лучший образец, полученный с помощью процесса гомогенизации in-situ и закалкой, характеризовался углом наклона -0.163.
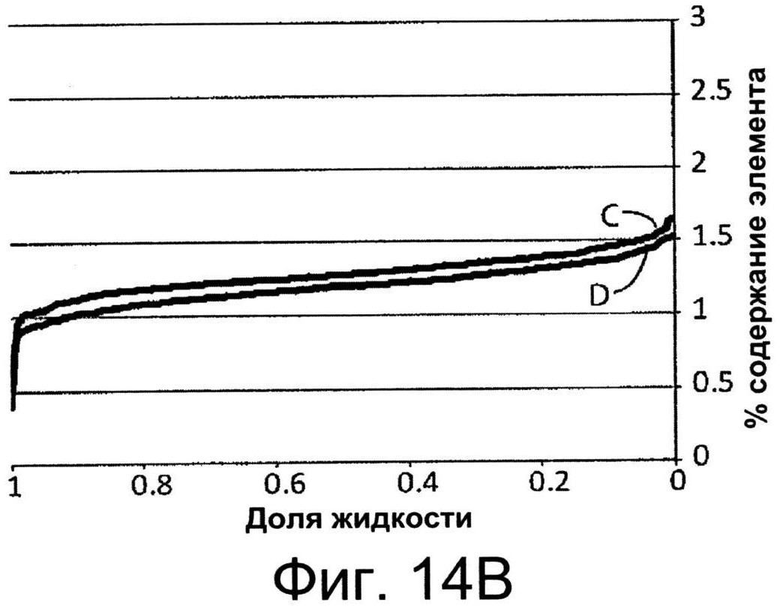
На фиг. 14А и 14В изображены графики микроликвации, на которых приведено сравнение процентного содержания элементов для различно обработанных образцов. На фиг. 14А сравнивают микроликвацию в структуре, полученной по стандартной технологии in-situ с прямым охлаждением на образце в литом состоянии. Эффективный коэффициент разделения равен 0.73 для слитка, полученного с прямым охлаждением (линия А), по сравнению с теоретически максимальной величиной 0.51. Это исходная величина коэффициента разделения, используемая для сравнения с процессом in-situ величиной 0.87 (линия В).
На фиг. 14B показан образец, полученный технологией с прямым охлаждением после имитации предварительного нагрева в соответствии с разработанным AluNorf циклом предварительного нагрева 600°C/500°C (1112/932°F), при величине коэффициента разделения 0.89 (линия С), что гораздо ближе к величине теоретического равновесного значения, равного 1.0. Для образца, полученного с отливки in-situ, после краткого нагрева до температуры цикла прокатки 500°C (932°F) (линия D), получили значение коэффициента разделения 0.90, или практически точно такой же уровень микроликвации, что и для образца слитка с прямым охлаждением и предварительным нагревом (за более длительное время и при более высокой температуре).
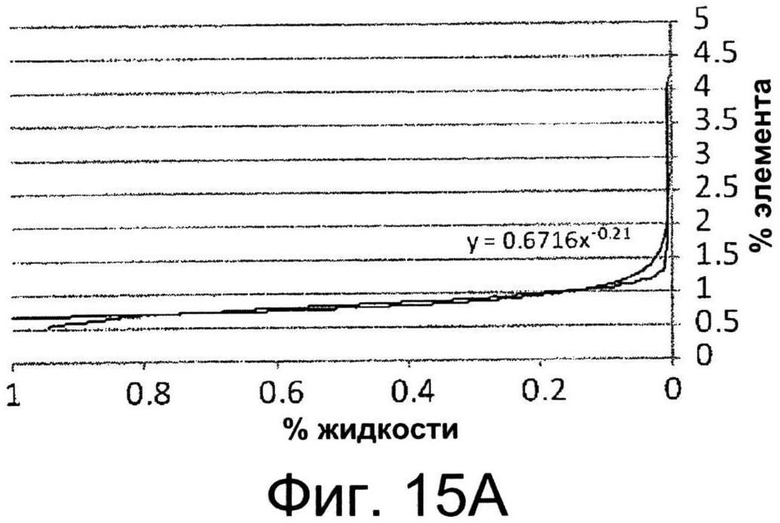
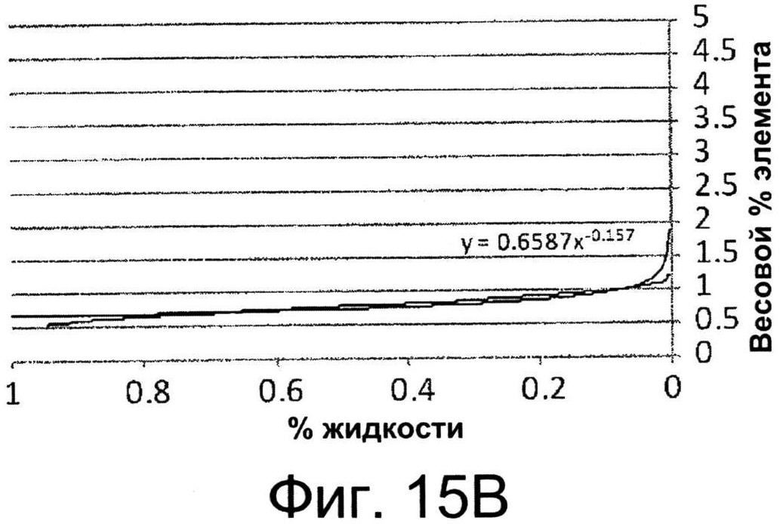
На фиг. 15А и 15B приведены аналогичные графики для образцов, полученных с мест локализации ЦЦ, то есть из центра по ширине и толщине слитка. С этой точки для образцов 1 или 2 данные не снимали, но была возможность сравнить образцы 3, 4 и 5. В случае образцов 4 и 5 наблюдали существенное улучшение результатов по сравнению с образцом 3, при этом понадобились лишь незначительные изменения процессов in-situ и закалки.
Ниже в Таблице 6 приведены данные.
Фиг.16А, 16B и 16С представляют собой фотографии микроструктуры, полученные при том же увеличении, что и для образцов 1, 2 и 6. На фиг. 16D показана локализация взятия образцов со слитка (локализация ЦЦ). Похожие микрофотографии приведены на фиг. 17А, 17В и 17С, а также на фиг. 18А, 18В, 18С, и на фиг. 19А, 19В и 19С для образцов, взятых, соответственно с мест локализации, показанных на Фиг. 17D, 18D и 19D (локализация ЦЧ, ЧЧ и ЧЦ, соответственно).
Указанные фотографии показывают, что стандартный слиток in-situ (фигуры под буквой В) склонен к формированию более крупнозернистой структуры, чем слиток, отлитый с прямым охлаждением (фигуры под буквой А). С помощью графиков кривых, построенных в логарифмическом масштабе, ранее было показано, что слитки, полученные по технологии гомогенизации in-situ с закалкой (ISQ) имеют компонентом крупнозернистую фазу, размер частиц которой такой же большой или больше, чем размер частиц у слитков, полученных по технологии с прямым охлаждением или для слитков in-situ (IS). Однако на микрофотографиях видно, что фазы, составляющие структуру слитков, прошедших гомогенизацию in-situ с закалкой (ISQ), имеют физическую форму, благодаря которой их, вероятно, удастся разбить во время прокатки, создавая дополнительную возможность для зарождения мелких зерен кристаллов на малых частицах указанных фаз.



Изобретение относится к литью металлов и сплавов с использованием процесса гомогенизации in-situ. Способ литья включает подачу расплавленного металла в кристаллизатор с прямым охлаждением выходящего из кристаллизатора слитка, имеющего наружную корку и жидкую сердцевину. С внешней поверхности зародышевого слитка удаляют первую охлаждающую жидкость, таким образом, что внутренняя теплота расплавленной сердцевины повторено нагревает твердую оболочку. Повторно охлаждают наружную поверхность зародышевого слитка путем подачи второй охлаждающей жидкости во втором положении. Второе положение охлаждения удалено в направлении роста слитка от первого положения. Количество второй охлаждающей жидкости меньше количества первой охлаждающей жидкости и достаточно для проведения закалки зародышевого слитка и не препятствует достижению температуры сердцевины слитка температуры сближения 425°C или выше за период времени, составляющий по меньшей мере 10 минут после закалки. Обеспечивается уменьшение размера частиц после горячей прокатки слитка и снижение макроликвации. 15 з.п. ф-лы, 38 ил., 6 табл.
1. Способ литья металлического слитка, включающий: (a) подачу расплавленного металла, по меньшей мере, от одного источника в область периферийного ограничения расплавленного металла и формирование зародышевого слитка, имеющего наружную твердую оболочку и внутреннюю расплавленную сердцевину, (b) осуществление роста зародышевого слитка в направлении от области периферийного ограничения расплавленного металла с дополнительной подачей металла в указанную область для выхода расплавленной сердцевины, находящейся внутри твердой оболочки, за пределы указанной области, (c) прямое охлаждение зародышевого слитка путем направленной подачи первой охлаждающей жидкости в первом количестве на внешнюю поверхность зародышевого слитка, выходящего из указанной области периферийного ограничения расплавленного металла, (d) удаление первой охлаждающей жидкости с внешней поверхности зародышевого слитка в первом положении вдоль внешней поверхности слитка, в котором поперечное сечение слитка, перпендикулярное направлению его роста, пересекает часть указанной расплавленной сердцевины, c повторным нагревом твердой оболочки, прилегающей к расплавленной сердцевине, за счет внутренней теплоты расплавленной сердцевины после удаления первого охладителя, и (е) дальнейшее прямое охлаждение указанной наружной поверхности зародышевого слитка после удаления первой охлаждающей жидкости путем подачи второй охлаждающей жидкости на указанную наружную поверхность во втором положении, удаленном в направлении роста слитка от первого положения, в котором поперечное сечение слитка, перпендикулярное направлению его роста, пересекает часть указанной расплавленной сердцевины, при этом вторую охлаждающую жидкость наносят во втором количестве, которое меньше первого количества первой охлаждающей жидкости, достаточно для проведения закалки зародышевого слитка и не препятствует тому, чтобы температура сердцевины впоследствии достигла температуры сближения 425°C или выше за период времени, составляющий по меньшей мере 10 минут после указанной закалки.
2. Способ по п. 1, в котором указанное второе положение удалено от указанного первого положения вдоль указанного слитка в указанном направлении его роста на расстояние, достаточное для того, чтобы тепло от указанной расплавленной сердцевины снова нагрело указанную твердую оболочку по меньшей мере на 100°C выше ее температуры сразу после удаления первой охлаждающей жидкости.
3. Способ по п. 1, в котором указанное второе положение удалено от указанного первого положения вдоль указанного слитка в указанном направлении его роста на расстояние, достаточное для того, чтобы тепло от указанной расплавленной сердцевины снова нагрело указанную твердую оболочку по меньшей мере на 200-400°C выше ее температуры сразу после удаления первой охлаждающей жидкости.
4. Способ по п. 1, в котором указанное второе положение удалено от указанного первого положения вдоль указанного слитка в указанном направлении его роста на расстояние от 150 до 450 мм.
5. Способ по п. 1, в котором указанное второе положение находится вдоль указанного слитка, при этом температура твердой оболочки такова, что вызывает пузырьковое кипение или пленочное кипение указанной второй охлаждающей жидкости.
6. Способ по п. 1, в котором указанную вторую охлаждающую жидкость подают в количестве, которое составляет от 2 до 25% от количества первой охлаждающей жидкости, подаваемой в первое указанное положение.
7. Способ по п. 1, в котором подачу расплавленного металла осуществляют в кристаллизатор, имеющий прямоугольную форму, при этом указанный слиток имеет более широкие прокатные поверхности и более узкие торцевые поверхности.
8. Способ по п. 7, в котором указанные более узкие торцевые поверхности слитка имеют ширину 400 мм или более.
9. Способ по п. 7, в котором указанное дальнейшее охлаждение указанного слитка ограничено центральными областями указанных более широких прокатных поверхностей.
10. Способ по п. 1, в котором указанную вторую охлаждающую жидкость наносят из форсунок, создающих струи охлаждающей жидкости.
11. Способ по п. 10, в котором указанные форсунки, создающие струи, имеют форму, выбираемую из V-образной, конической и плоской формы.
12. Способ по п. 1, в котором указанная подача указанной второй охлаждающей жидкости снижает температуру твердой оболочки по меньшей мере на 200°C.
13. Способ по п. 1, в котором указанная вторая охлаждающая жидкость содержит охлаждающую среду ранее использованной части указанной первичной охлаждающей жидкости.
14. Способ по п. 1, в котором указанный металл представляет собой алюминиевый сплав.
15. Способ по п. 1, в котором первичное охлаждение подают на расплавленный металл в указанную область периферийного ограничения.
16. Способ по п. 15, в котором первичное охлаждение на расплавленный металл в указанную область периферийного ограничения осуществляют через ограничивающую стенку кристаллизатора, которую активно охлаждают, путем течения охлаждающей среды через камеру, окружающую указанную ограничивающую стенку.
| ГОМОГЕНИЗАЦИЯ И ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВАЕМОГО МЕТАЛЛА | 2006 |
|
RU2424869C2 |
| US 4474225 A, 02.10.1984 | |||
| US 3763921 A, 09.10.1973 | |||
| US 5431214 A, 11.07.1995 | |||
| US 20090301683 A1, 10.12.2009 | |||

