Заявляемое изобретение относится к области обработки черных металлов, в частности к повышению механических свойств конструкционных сталей.
Детали машин в процессе эксплуатации зачастую подвергаются радиальному биению и другим нагружениям динамического характера, поэтому упрочняющая обработка деталей машин должна помимо достаточной статической прочности обеспечивать высокую устойчивость к ударным нагрузкам.
Наиболее распространенная упрочняющая обработка деталей машин из среднеуглеродистых легированных улучшаемых сталей, таких, как сталь 40Х, представляет собой закалку на мартенсит с последующим высоким отпуском при температуре 550-680°С (улучшение).
В результате подобной термообработки структура стали будет представлять собой сорбит отпуска - дисперсную феррито-цементитную смесь с зернистой формой карбидных включений, которая призвана обеспечить устойчивость изделия к динамическим нагрузкам в сочетании с приемлемым для нетяжелонагруженных деталей значением предела прочности и условного предела текучести.
Актуальной является задача повышения значений показателей ударной вязкости без снижения показателей прочности термоулучшенных конструкционных легированных сталей, при решении которой целесообразно использовать пульсирующий дозвуковой низкочастотный газовый поток как эффективное, недорогое и экологически чистое средство воздействия на структуру, напряженное состояние и механические свойства металлических изделий.
Известен способ термической обработки, которому подвергают изделия или заготовки из двухфазных титановых сплавов (см. патент RU 2417950 С1., опубл. 10.05.2011 г. Бюл. №13.). Изделие из двухфазного титанового сплава ВТ14, нагретое в электропечи до температуры закалки от 850 до 880°C, после требуемой выдержки помещают в рабочую камеру, где охлаждают под действием пульсирующего водовоздушного потока, обладающего скоростью от 25 до 30 м/с, частотой колебаний от 830 до 1000 Гц, импульсным воздушным давлением от 8 до 12 кПа и переменным звуковым давлением от 80 до 90 дБ, оказывающего на закаливающееся изделие комплексное воздействие. Расход воды при этом составляет от 1 до 1,5 л/мин. Данный способ позволяет уменьшить поводку при термической обработке изделий из двухфазных титановых сплавов, а также увеличить их твердость и износостойкость после закалки и последующего старения в сравнении со стандартной термической обработкой.
Основными недостатками способа являются значительная технологическая сложность при его реализации, связанная с необходимостью быстрого закрепления нагретого изделия в рабочей камере и введения дозированного количества воды в воздушный поток, а также необходимость нахождения нагревательной печи вблизи установки.
Наиболее близким по технической сущности к заявляемому изобретению является способ повышения механических свойств изделий из легированных среднеуглеродистых сталей, прошедших закалку с высоким отпуском (см. Солнцев Ю.П., Пряхин Е.И. Материаловедение. - СПб.: ХИМИЗДАТ, 2004 г. С.285), который заключается в выдержке до 60 часов деталей в атмосфере аммиака при 500-600°C, принятый в качестве ближайшего аналога.
Основным недостатком данного известного способа повышения механических свойств термоулучшенных конструкционных сталей является отсутствие обеспечения достаточной надежности, связанное с недостаточно благоприятным сочетанием значений показателей ударной вязкости, пластичности и прочности, достигаемым в результате его применения. К недостаткам способа также относятся поверхностный характер повышения механических свойств, хрупкость азотированного слоя, использование дорогостоящего оборудования и значительная продолжительность. Способ недостаточно эффективен применительно к экономнолегированным улучшаемым сталям, таким как сталь 40Х, так как в них мало легирующих элементов, нитриды которых обеспечивают упрочнение азотированного слоя.
Перед заявляемым изобретением поставлена задача повысить надежность термоулучшенных конструкционных сталей за счет повышения значений показателей ударной вязкости и пластичности без снижения показателей прочности.
Решение поставленной задачи достигается тем, что термоулучшенную конструкционную сталь обрабатывают без нагрева пульсирующим газовым потоком, обладающим скоростью от 25 до 30 м/с, частотой колебаний от 600 до 1 000 Гц и переменным звуковым давлением от 80 до 90 дБ до 35 минут.
Таким образом, изобретение позволило получить технический результат, а именно повысить надежность термоулучшенных конструкционных сталей за счет повышения значений показателей ударной вязкости и пластичности без снижения показателей прочности.
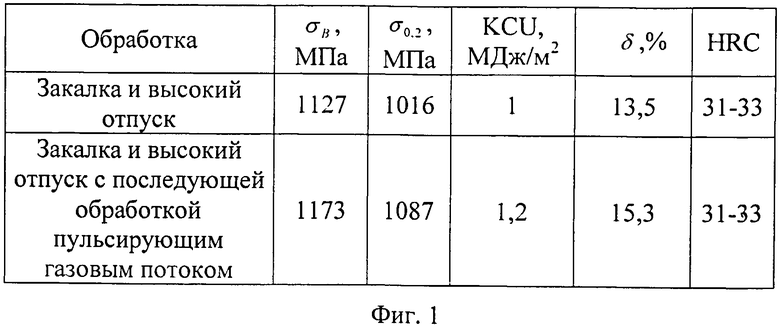
На фиг.1 приведена таблица, характеризующая свойства стали 40Х после закалки и стандартного высокого отпуска при температуре 580°C и такой же термообработки с последующей обработкой пульсирующим газовым потоком в течение 35 мин без нагрева, где σВ - временное сопротивление разрыву (МПа); σ0,2 - условный предел текучести (МПа); KCU - ударная вязкость (МДж/м2); δ - относительное удлинение (%); HRC - твердость (безразмерные единицы Роквелла).
Заявляемое изобретение реализуется следующим образом: термоулучшенную (подвергнутую закалке и высокому отпуску по стандартным режимам) конструкционную сталь обрабатывают без нагрева пульсирующим газовым потоком, обладающим скоростью от 25 до 30 м/с, частотой колебаний от 600 до 1000 Гц и переменным звуковым давлением от 80 до 90 дБ до 35 минут. В качестве газа используют воздух.
В ходе процесса обработки пульсирующим газовым потоком с течением времени механические волны, генерируемые пульсациями газового потока, оказывают существенное воздействие на распределение и подвижность дислокаций в стали, а также влияют на величину остаточных напряжений.
Так, для стали 40Х после закалки и стандартного высокого отпуска при температуре 580°С и такой же термообработки с последующей обработкой пульсирующим газовым потоком в течение 35 мин без нагрева были получены несколько более высокие, в сравнении со стандартным термоулучшенным состоянием, значения предела прочности и условного предела текучести при значении относительного удлинения выше более чем на 13% и ударной вязкости выше на 20%.
Обработку пульсирующим газовым потоком по приведенным режимам также применяют к готовым термоулучшенным изделиям без дополнительного нагрева.
Таким образом, изобретение позволило получить технический результат, а именно повысить надежность термоулучшенных конструкционных сталей за счет повышения значений показателей ударной вязкости и пластичности без снижения показателей прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
|
RU2422540C1 |
| Способ управления механическими свойствами среднеуглеродистых легированных конструкционных сталей | 2015 |
|
RU2608116C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ НА ВЫСОКОПРОЧНОЕ СОСТОЯНИЕ | 2012 |
|
RU2506320C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ НА ВЫСОКОПРОЧНОЕ СОСТОЯНИЕ | 2014 |
|
RU2570716C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ КОНСТРУКЦИИ ВОЗДУШНЫХ СУДОВ | 2017 |
|
RU2702885C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ УГЛЕПЛАСТИКА | 2017 |
|
RU2678022C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2014 |
|
RU2612245C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2013 |
|
RU2557841C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2014 |
|
RU2572943C1 |
| Способ термической обработки сталей | 1981 |
|
SU954447A1 |
Изобретение относится к области обработки черных металлов, в частности к повышению механических свойств конструкционных сталей. Для повышения значений показателей ударной вязкости и пластичности без снижения показателей прочности изделие подвергают закалке и высокому отпуску, а затем осуществляют последующую обработку изделия путем воздействия на него в течение 35 мин пульсирующим газовым потоком со скоростью от 25 до 30 м/с, частотой колебаний от 600 до 1000 Гц и переменным звуковым давлением от 80 до 90 дБ. 1 ил.
Способ термообработки изделий из конструкционной стали, включающий закалку и высокий отпуск изделия, отличающийся тем, что осуществляют последующую обработку изделия путем воздействия на него в течение 35 мин пульсирующим газовым потоком со скоростью от 25 до 30 м/с, частотой колебаний от 600 до 1000 Гц и переменным звуковым давлением от 80 до 90 дБ.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
|
RU2422540C1 |
| ИВАНОВ Д.А | |||
| и др | |||
| Газоимпульсная обработка машиностроительных материалов без предварительного нагрева, Двигателестроение, 2010, N2, с.20-22 | |||
| Способ термической обработки изделий | 1980 |
|
SU969753A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА И.И.МАКСИМОВА | 1996 |
|
RU2107101C1 |

