Изобретение касается машины для изготовления стаканчика из многослойного материала, а именно наружной оболочки и внутреннего стаканчика, а также способа для изготовления такого рода стаканчика, которые охарактеризованы в пунктах 1 и 33 формулы изобретения.
Из ЕР 1990184 А1 известны устройство и способ для изготовления конической гильзы для стаканчика и/или конического бумажного стаканчика согласно ограничительной части пунктов 1 и 33. Известное устройство содержит станину и по меньшей мере два колеса-звездочки, которые соединены со станиной и приводятся в действие потактовым образом, причем одно колесо-звездочка имеет несколько конических оправок, на каждой из которых формуются по одной гильзе из плоской заготовки. Эти колеса-звездочки располагаются лежа в одной плоскости над горизонтально ориентированными приводными валами на одной вертикальной стенке станины. При этом в области первого колеса-звездочки происходит придание формы гильзы имеющей сначала плоскую форму заготовке. Таким образом, на первую рабочую станцию подают плоско лежащие заготовки, причем это осуществляется с помощью отделительного устройства, отделяющего заготовки из стапеля заготовок. Плоско лежащая заготовка на последующей обрабатывающей станции наматывается вокруг конической оправки, зигуется по своей продольной стороне и образует затем коническую гильзу. В зоне передаточной станции готовая гильза передается на полую оправку второго колеса-звездочки. Эта полая оправка принимает гильзу снаружи. В момент передачи полая оправка в этой рабочей станции ориентируется точно коаксиально с конической оправкой на рабочей станции в области первого колеса-звездочки. Таким образом, гильза может быть в ходе линейного движения передана прямо с первого колеса-звездочки на второе колесо-звездочку. После передачи гильзы в зоне второго колеса-звездочки с еще одного колеса-звездочки подается и предварительно изготовленный бумажный стаканчик или предварительно изготовленный пластмассовый стаканчик и вставляется в эту гильзу. На следующей рабочей станции вставленный в гильзу внутренний стаканчик в ходе собственной рабочей операции соединяется с гильзой. Это может происходить, например, путем вдавливания или приклеивания. После этой операции соединения готовый стаканчик может извлекаться.
Из DE 19517394 А1 известен способ и машина для изготовления термоизолированной емкости в виде стаканчика, которая имеет волнистую наружную оболочку и внутренний стаканчик, которые формуются отдельно и затем собираются. Сначала из ровной заготовки наружной оболочки получают гладкую конусообразную преформу, а затем ей придается волнистость. В машине для изготовления емкостей в виде стаканчиков может осуществляться тиснение наружной оболочки и ее сборка с внутренним стаканчиком в одном и том же матричном гнезде, которые в большом количестве располагаются на одной поворотной звездочке. При этом в области подготовительной станции на заготовку наносят клей, а затем ее подают на намоточную опраку, которая установлена на поворотной звездочке. После получения гильзы происходит ее передача на полую оправку следующей поворотной звездочки, в которой осуществляют тиснение наружной оболочки. На следующей станции наносится клей, чтобы на еще одной последующей рабочей станции вставить внутренний стаканчик в подготовленную таким образом и уже сформированную гильзу. На последующей станции фиксации и охлаждения происходит окончательное соединение между внутренним стаканчиком и выполненной волнистой наружной оболочкой. На последней станции происходит извлечение готовой емкости.
Из US 6663926 B1 известна теплоизолирующая емкость, которая содержит внутреннюю емкость, а также окружающую ее коническую наружную оболочку. При этом подача заготовки происходит посредством собственного подающего устройства, которое образовано расположенными рядом параллельно друг другу ленточными транспортерами с захватными элементами. В такой подготовительной станции происходит также нанесение клея с помощью валика на один конец заготовки. Подготовленная таким образом заготовка передается на колесо-звездочку, на которой происходит формование заготовки в гильзу. При этом формование гильзы осуществляется с помощью цанговых манипуляторов, которые наматывают плоскую заготовку вокруг оправки в форме усеченного конуса.
Нельзя представить себе наше время без одноразовых стаканчиков, чаще всего применяющихся для доставки жидких, пастообразных или же порошкообразных материалов от производственного предприятия или места отпуска к потребителю и позволяющих последнему употреблять содержимое стаканчика. К производственным предприятиям относятся, например, изготовители йогурта, готовых блюд, а также напитков. Местами отпуска могут быть, например, предприятия общественного питания, закусочные или кафетерии, которые, как правило, отпускают содержимое стаканчика в незакрытом или незапечатанном виде.
На фиг.1 показан один из самих по себе известных стаканчиков 100 из многослойного материала, а именно из наружной оболочки 101, в которой расположен внутренний стаканчик 102. При этом речь может идти также о комбинированной упаковочной емкости, так как предпочтительно внутренний стаканчик 102 и образованная из заготовки или, соответственно, развертки наружная оболочка 101 выполнены из отличающихся друг от друга материалов. Такого рода стаканчики 100 имеют также одну открытую, а также одну закрытую концевую область, при этом обычно размер поперечного сечения в открытой концевой области больше, чем в закрытой концевой области. Выполненная открытой концевая область снабжена также чаще всего имеющей форму фланца краевой полосой, которая может соединяться с укупорочным устройством, в частности, запечатываться. Возможно также использование поперечных сечений самых разных форм, которые могут быть выполнены еще и отличающимися друг от друга.
В принципе есть несколько способов изготовления этого стаканчика 100. Одной из возможностей является наматывание наружной оболочки 101 вокруг готового внутреннего стаканчика 102. При этом внутренний стаканчик 102 чаще всего помещается в оправку, которая выполняет фиксацию и обеспечивает опору во время процесса наматывания.
Другая возможность заключается в том, чтобы изготавливать внутренний стаканчик 102 и наружную оболочку 101 независимо друг от друга и затем вдвигать друг в друга. Для этого внутренний стаканчик 102 в области дна чаще всего снабжен валиком, который препятствует соскальзыванию наружной оболочки 101 из чаще всего конически или, соответственно, конусообразно сужающегося внутреннего стаканчика 102, когда она не склеена или только слегка склеена с внутренним стаканчиком 102.
Еще одна возможность заключается в том, что сначала из заготовки или, соответственно, развертки изготавливается наружная оболочка 101 и еще до процесса изготовления внутреннего стаканчика 102 вкладывается в предусмотренную для этого процесса формообразования формовочную полость формовочного инструмента. Из соображений стоимости изготовление внутреннего стаканчика 102 осуществляется предпочтительно методом глубокой вытяжки из пленочного пласта, состоящего из пригодного для глубокой вытяжки материала.
Настоящее изобретение касается того варианта изготовления, при котором готовая наружная оболочка 101 и готовый внутренний стаканчик 102 вдвигаются друг в друга.
Внутренний стаканчик 102 и наружная оболочка 101 обычно изготавливаются из разных материалов. Например, внутренний стаканчик часто состоит из полимерного материала или другого пригодного для глубокой вытяжки материала, а наружная оболочка 101 - из бумаги или картона. Таким образом, еще до сборки или, соответственно, образования наружной оболочки из развертки или заготовки на них может наноситься печать. Возможно, например, также, чтобы внутренний стаканчик 102 был изготовлен из фольгированного картона. Кроме того, наружная оболочка 101 также может состоять из полимерного материала, в частности, из вспененного полимерного материала. Кроме того, наружная оболочка 101 не только может быть выполнена в форме манжеты, но и иметь форму стаканчика. В этом случае два стаканчика, а именно внутренний стаканчик 102 и образующий наружную оболочку 101 наружный стаканчик, вдвигаются друг в друга. Наконец, возможно также, чтобы стаканчик 100 состоял из трех расположенных друг внутри друга материалов, например внутреннего стаканчика 102 из (гладкого) полимерного материала, промежуточного стаканчика из вспененного полимерного материала и наружной оболочки 101 из бумаги.
Разные материалы одного стаканчика обычно выполняют также различные функции. Например, внутренний стаканчик 102 должен препятствовать вытеканию содержащейся в нем жидкости, в то время как наружная оболочка 101 должна обладать хорошей пригодностью к нанесению печати и при необходимости также осуществлять тепловую изоляцию от содержимого стаканчика. Наконец, решающую роль при использовании стаканчика из многослойного материала играют также соображения по поводу охраны окружающей среды.
Количество необходимых ежедневно одноразовых стаканчиков обусловливают высокоавтоматизированные способы изготовления, соответственно, машины для их изготовления. Хотя известные в настоящее время способы, соответственно, машины удовлетворяют существующей потребности, однако имеется пространство для усовершенствований, в частности, чтобы иметь возможность удовлетворить также будущую - которая, по всей видимости, возрастет - потребность в одноразовых стаканчиках, или же сократить количество параллельно работающих машин.
Поэтому задачей изобретения является предложить машину и способ, которые обеспечат возможность усовершенствованного изготовления стаканчиков из многослойного материала и, в частности, сокращения продолжительностей цикла.
Задача изобретения решается с помощью машины для изготовления стаканчика из многослойного материала, а именно из наружной оболочки и внутреннего стаканчика, согласно пункту 1 формулы изобретения, а именно машины, содержащей:
- несколько первых удерживающих устройств, которые расположены в первом установленном с возможностью вращения звездообразном или колесообразном держателе удерживающих устройств,
- несколько вторых удерживающих устройств, которые расположены во втором установленном с возможностью вращения звездообразном или колесообразном держателе удерживающих устройств,
- по меньшей мере одну расположенную в области первых удерживающих устройств первую рабочую станцию, служащую для осуществления по меньшей мере одной из следующих операций: подготовка развертки, предназначенной для образования наружной оболочки, наматывание развертки на первое удерживающее устройство или внутри него, спрессовывание и/или склеивание концов развертки, намотанной на первое удерживающее устройство или внутри него, с образованием области шва,
- передаточную станцию, служащую для передачи готовой наружной оболочки из первого удерживающего устройства во второе удерживающее устройство,
- по меньшей мере одну расположенную в области вторых удерживающих устройств вторую рабочую станцию, служащую для осуществления по меньшей мере одной из следующих операций: вдавливание наружной оболочки внутрь или надевание под нажимом внутреннего стаканчика на второе удерживающее устройство, вдавливание готового внутреннего стаканчика в готовую наружную оболочку или надевание под нажимом готовой наружной оболочки на готовый внутренний стаканчик, контроль готовых стаканчиков, отсортировка бракованных стаканчиков, извлечение готового стаканчика из второго удерживающего устройства, и
- подготовительную станцию, служащую для осуществления по меньшей мере одной операции перед подготовкой развертки наружной оболочки - отделение одной развертки одной наружной оболочки от штабеля, причем подготовительная станция выполнена с возможностью осуществления по меньшей мере одной из следующих операций после выполнения операции отделения одной развертки одной наружной оболочки: предварительное сгибание одного конца развертки для образования клапана для склеивания области шва, нагрев области шва или всей развертки, нанесение клея в области шва.
Задача изобретения решается также с помощью способа для изготовления стаканчика из многослойного материала, а именно из наружной оболочки и внутреннего стаканчика, по п.33 формулы изобретения, а именно способа, включающего следующие этапы:
- осуществление по меньшей мере одной из таких операций, как: подготовка развертки наружной оболочки, наматывание развертки на удерживающее устройство или внутри него, спрессовывание и/или склеивание концов развертки, намотанной на удерживающее устройство или внутри него, с образованием области шва, по меньшей мере в одной расположенной в области первого удерживающего устройства, которое находится в первом установленном с возможностью вращения звездообразном или колесообразном держателе удерживающих устройств, первой рабочей станции,
- передача готовой наружной оболочки из первого удерживающего устройства во второе удерживающее устройство, которое расположено во втором установленном с возможностью вращения звездообразном или колесообразном держателе удерживающих устройств, в области передаточной станции и
- осуществление по меньшей мере одной из следующих операций: вдавливание наружной оболочки внутрь или надевание под нажимом внутреннего стаканчика на второе удерживающее устройство, вдавливание готового внутреннего стаканчика в готовую наружную оболочку или надевание под нажимом готовой наружной оболочки на готовый внутренний стаканчик, контроль готовых стаканчиков, отсортировка бракованных стаканчиков, извлечение готового стаканчика из второго удерживающего устройства по меньшей мере в одной расположенной в области второго удерживающего устройства второй рабочей станции, и
- осуществление по меньшей мере одной операции перед подготовкой развертки наружной оболочки - отделение одной развертки одной наружной оболочки от штабеля, причем после выполнения операции отделения одной развертки одной наружной оболочки осуществляют по меньшей мере одну из следующих операций на подготовительной станции: предварительное сгибание одного конца развертки для образования клапана для склеивания области шва, нагрев области шва или всей развертки, нанесение клея в области шва.
В соответствии с изобретением предпочтительно несколько первых удерживающих устройств, которые расположены в первом установленном с возможностью вращения звездообразном или колесообразном держателе удерживающих устройств, взаимодействуют с несколькими вторыми удерживающими устройствами, которые расположены во втором установленном с возможностью вращения звездообразном или колесообразном держателе удерживающих устройств. В первых удерживающих устройствах наружная оболочка подготавливается настолько, что она может передаваться в передаточной станции во вторые удерживающие устройства и там соединяться с внутренним стаканчиком. Предпочтительно, что машина благодаря применению колесообразных или звездообразных держателей удерживающих устройств является очень компактной. Колесообразные или звездообразные структуры также относительно просты в изготовлении и мало подвержены неисправностям. В соответствии с изобретением образуется, таким образом, прочная, компактная и мало подверженная неисправностям машина, которая к тому же обеспечивает возможность очень коротких продолжительностей цикла.
Предпочтительно машина содержит подготовительную станцию, в частности, если наружные оболочки не нужно поставлять предварительно готовыми до такой степени, чтобы их можно было наматывать уже на первом удерживающем устройстве. В этом случае можно в этой зоне предлагаемой машины осуществлять необходимые для этого подготовительные работы. Выполняемые при этом операции можно рассматривать как демонстрационные примеры. Разумеется, при этом возможно осуществление и других или дополнительных операций.
«Готовый» в рамках изобретения означает не обязательно «совершенно готовый», а обозначает достижение по меньшей мере того состояния наружной оболочки/внутреннего стаканчика/стаканчика, которое обязательно необходимо для осуществления предстоящего в данный момент рабочей операции. Например, на наружную оболочку перед склеиванием может быть еще не нанесена печать, а нанесена (когда-либо) позднее. «Готовый» к склеиванию означает, например, что наружная оболочка намотана и клапаны для склеивания намазаны клеем.
Предпочтительные и усовершенствованные варианты осуществления изобретения содержатся в зависимых пунктах формулы изобретения, а также в описании с кратким обзором фигур чертежа.
Согласно одному из предпочтительных вариантов предлагаемая изобретением машина содержит следующие компоненты:
- несколько третьих удерживающих устройств, которые расположены в третьем установленном с возможностью вращения звездообразном или колесообразном держателе удерживающих устройств,
- по меньшей мере одну расположенную в области третьих удерживающих устройств третью рабочую станцию, служащую для осуществления по меньшей мере одной из следующих операций: отделение готовых внутренних стаканчиков от штабеля, нанесение клея на наружную сторону внутреннего стаканчика и
- передаточную станцию, служащую для передачи готового внутреннего стаканчика из третьего удерживающего устройства во второе удерживающее устройство.
Таким образом, внутренние стаканчики, которые доставляются к предлагаемой изобретением машине в еще не настолько подготовленном состоянии, чтобы непосредственно соединяться с наружной оболочкой, могут еще подготавливаться внутри предлагаемой изобретением машины. Например, на внутренний стаканчик может наноситься клей, так чтобы он хорошо соединялся с наружной оболочкой. В одном из особенно предпочтительных вариантов изобретения передаточная станция состоит из пневматического сопла, установленного в третьем удерживающем устройстве, с помощью которого внутренний стаканчик может передаваться из третьего во второе удерживающее устройство. В принципе, и другие передаточные станции могут также состоять из пневматического сопла, например передаточная станция между первым и вторым удерживающим устройством. Это получается особенно хорошо тогда, когда наружная оболочка также выполнена в форме (наружного) стаканчика.
Предпочтительно, когда первые удерживающие устройства выполнены в виде оправок. Этот вариант предпочтителен, постольку поскольку развертка наружной оболочки может быть относительно просто намотана вокруг оправки, чтобы таким образом сформировать наружную оболочку.
Предпочтительно, если у каждого из выполненных в виде оправок первых удерживающих устройств, в передней, если смотреть в направлении вращения первого держателя удерживающих устройств, области периметра входит по меньшей мере одно первое отверстие расположенного в оправке канала, а этот канал соединен непосредственно с всасывающим входом устройства для создания вакуума. Благодаря этому без дополнительных рычагов возможна простая реализация фиксации заготовки в держателе удерживающих устройств.
Предпочтительно, если у каждого выполненного в виде оправки первого удерживающего устройства в его концевой области, ближе расположенной к держателю удерживающих устройств, расположена втулка, установленная с возможностью перемещения в осевом направлении относительно оправки, чтобы отсоединять от оправки намотанную на оправку наружную оболочку для передачи в передаточной станции. Благодаря этому даже при более плотно намотанных наружных оболочках возможна подготовка к безукоризненной передаче и предотвращение заедания на оправке.
Предпочтительно также, если у каждого из выполненных в виде оправки первых удерживающих устройств по их периметру выходит по меньшей мере одно первое выпускное отверстие и это отверстие соединено непосредственно с устройством для создания давления, в частности, сжатого воздуха. Тем самым может не только поддерживаться движение отсоединения от держателя удерживающих устройств, но и дополнительно также еще осуществляться движение передачи между двумя держателями удерживающих устройств.
Предпочтительно, если в направлении взгляда по периметру выполненных в виде оправок первых удерживающих устройств расположено несколько первых выпускных отверстий, потому что благодаря этому может осуществляться более равномерная и направленная передача.
Предпочтительно также, если в области первого выпускного отверстия или, соответственно, первых выпускных отверстий в выполненном в виде оправки удерживающем устройстве расположен проходящий по периметру канал и первое выпускное отверстие выходит в этот канал. Благодаря этому создается проходящий по всему периметру канал для притока к намотанной на оправку развертке. Так может быть достигнуто еще более равномерное движение передачи.
Предпочтительно, если первое выпускное отверстие и/или канал ориентирован таким образом, что его или, соответственно, их направление выпуска направлено в сторону, обращенную от центра первого держателя удерживающих устройств, потому что благодаря этому не только может осуществляться процесс отсоединения развертки от держателя удерживающих устройств, но и одновременно с этим происходить движение передачи.
Предпочтительно также, если вторые удерживающие устройства выполнены в виде втулок или колец. В этом варианте готовые наружные оболочки вдвигаются в кольца или втулки и располагаются там сравнительно надежно для последующих рабочих операций.
Предпочтительно также, если на внутренней боковой поверхности выполненного в виде втулки или кольца второго удерживающего устройства расположено по меньшей мере одно выпускное отверстие. При этом благодаря служащему гнездом удерживающему устройству, можно обойтись без дополнительных сопел или, соответственно, каналов. Таким образом можно не только сэкономить конструктивные элементы, но и избежать конструкции, более подверженной неисправностям.
Предпочтительно, если второе выпускное отверстие ориентировано таким образом, что его направление выпуска указывает в направлении первого удерживающего устройства первого держателя удерживающих устройств. При этом благодаря служащему гнездом удерживающему устройству служащий для транспортировки поток среды может выпускаться непосредственно на оправку.
Предпочтительно также, если направленное на первое удерживающее устройство направление выпуска второго выпускного отверстия направлено на центр оправки, потому что таким образом может быть также получен еще один встречный поток путем соответствующего перенаправления потока среды на торцевой стороне оправки.
Предпочтительно, если на внутренней боковой поверхности выполненного в виде втулки или кольца второго удерживающего устройства выходит по меньшей мере одно второе отверстие расположенного во втулке или в кольце канала, а этот канал соединен непосредственно с всасывающим входом устройства для создания вакуума. Благодаря этому после произошедшего приема наружной оболочки может обеспечиваться ее фиксация.
Предпочтительно также, если третьи удерживающие устройства выполнены в виде оправок. В этом варианте изобретения внутренние стаканчики в готовом или предварительно подготовленном состоянии доставляются к предлагаемой изобретением машине и там надеваются на оправки с целью их дальнейшей обработки, например для нанесения клея.
Особенно предпочтительно, если первые удерживающие устройства выполнены в виде оправок, вторые удерживающие устройства в виде втулок или колец, а третьи удерживающие устройства в виде оправок. Этот вариант изобретения представляет собой комбинацию трех последних названных вариантов. При этом наружная оболочка формуется на оправке (первое удерживающее устройство) и затем вставляется в кольцо или втулку (второе удерживающее устройство). В это время внутренние стаканчики на оправках (третье удерживающее устройство) подготавливаются и затем вставляются в наружную оболочку. При этом указанная комбинация обеспечивает особенно бесперебойный процесс при изготовлении стаканчика из многослойного материала.
Предпочтительно также, если рабочая станция, служащая для наматывания развертки наружной оболочки на выполненное в виде оправки первое удерживающее устройство, снабжена щетками, которые при вращении первого держателя удерживающих устройств U-образно наматывают развертку на оправку или, соответственно, если рабочая станция, служащая для наматывания развертки наружной оболочки на выполненное в виде оправки первое удерживающее устройство, содержит рычаги, которые полностью наматывают вокруг оправки предварительно согнутую U-образно развертку. При этом развертка наружной оболочки при вращении первого держателя удерживающих устройств предварительно сгибается U-образно расположенными по бокам щетками. Тогда рычаги захватывают еще не согнутые концы развертки, полностью сгибают их вокруг оправки и спрессовывают их. С помощью щеток осуществляется особенно бережное сгибание развертки, благодаря чему предупреждается повреждение часто чувствительных наружных поверхностей наружных оболочек. Щетки предпочтительно неподвижны, но могут также передвигаться. Из этого варианта изобретения, кроме того, ясно, что осуществление одной из технологических операций не обязательно локально ограничено одной рабочей станцией, у которой останавливается первый держатель удерживающих устройств. Более того, технологическая операция, как было изложено, может происходить также во время вращения.
Предпочтительно, если щетки, а также оба рычага неподвижно зафиксированы относительно первого держателя удерживающих устройств на раме машины. Тем самым в определенных местах задаются рабочие станции, в которых выполняются определенные рабочие операции. Благодаря этому можно обойтись меньшим количеством деталей машины.
Предпочтительно, если для каждого из первых удерживающих устройств предусмотрен собственный зажимной рычаг и этот зажимной рычаг установлен на первом держателе удерживающих устройств с возможностью поворота относительно первого удерживающего устройства. Благодаря этому во время дальнейшего вращения держателя удерживающих устройств может осуществляться спрессовывание клеевого шва вплоть до запланированной передачи.
Предпочтительно также, если зажимные рычаги относительно выполненных в виде оправок удерживающих устройств соответственно расположены в задней, если смотреть в направлении вращения первого держателя удерживающих устройств, области периметра оправок и зажимные рычаги своими прижимами могут переставляться из удаленного от оправки положения в прилегающее к оправке положение. Благодаря этому после произошедшего полного наматывания заготовки клеевой шов спрессовывается. До этого момента процесс наматывания может осуществляться беспрепятственно, и для этого не требуются сложные механизмы.
В одном из предпочтительных вариантов изобретения оси первого, и/или второго, и/или третьего удерживающих устройств ориентированы в соответствующем держателе удерживающих устройств звездообразно. Это расположение предоставляет большое пространство для рабочих станций, которые могут ориентироваться по существу радиально к оси вращения держателя удерживающих устройств, в частности тогда, когда удерживающие устройства направлены изнутри наружу. Но в принципе возможно также, чтобы удерживающие устройства были ориентированы снаружи внутрь.
В другом предпочтительном варианте изобретения оси первого, и/или второго, и/или третьего удерживающих устройств ориентированы в соответствующем держателе удерживающих устройств подобно магазину револьвера. Это расположение при известных условиях приводит к более компактной конструкции машины, так как рабочие станции ориентированы по существу параллельно оси держателя удерживающих устройств. Разумеется, звездообразно расположенные удерживающие устройства могут также комбинироваться с удерживающими устройствами, расположенными подобно магазину револьвера.
Предпочтительно также, если станция предварительного сгибания области шва расположена с той стороны подготовительной станции, по которой направляется конец развертки, расположенный у готовой наружной оболочки в области шва внутри. При этом формообразование перемещается на внутреннюю сторону наружной оболочки, благодаря чему может достигаться лучшая округлость наружной оболочки.
Предпочтительно, если подготовительная станция содержит взаимодействующие пары ленточных транспортеров и эти пары, если смотреть в направлении транспортировки, расположены поперек направления транспортировки на расстоянии друг от друга и при этом задают плоскость транспортировки. Тем самым достигается определенное зажатие предназначенных для транспортировки еще плоско лежащих разверток. Так уложенные в штабель и разъединенные развертки надежно и циклично транспортируются к отдельным рабочим станциям.
Предпочтительно, если в подготовительной станции на обращенном к первому держателю удерживающих устройств конце ленточных транспортеров имеются подающие салазки, снабженные средствами для фиксации развертки, предназначенной для образования наружной оболочки и эти подающие салазки из положения приема развертки с ленточных транспортеров могут переставляться в положение подготовки развертки в направлении первого удерживающего устройства первого держателя удерживающих устройств. Тем самым может осуществляться определенное предварительное позиционирование предназначенной для передачи развертки и после ее подготовки она может передаваться в станцию наматывания. Благодаря движению перестановки возможно также и размещение относительно удерживающего устройства, благодаря чему могут просто задаваться соотношения размеров наружной оболочки.
Предпочтительно также, если средства, служащие для фиксации развертки на подающих салазках, образованы расположенными на расстоянии друг от друга в поперечном направлении относительно направления движения подающих салазок опорными поверхностями, в которые выходят всасывающие отверстия, и эти отверстия соединены непосредственно с всасывающим входом устройства для создания вакуума. Тем самым заготовка бережно фиксируется с его внешне привлекательной наружной стороны, при этом не следует опасаться повреждений.
Предпочтительно, если между опорными поверхностями подающих салазок, расположенными на расстоянии друг от друга в поперечном направлении, в этих салазках выполнена выемка, через которую могут продвигаться по меньшей мере первые удерживающие устройства при подготовке развертки, предназначенной для образования наружной оболочки. Благодаря этому возможна определенная предварительно позиционированная фиксация до фиксации развертки в удерживающем устройстве.
Предпочтительно также, если подготовительная станция, служащая для нанесения клея в области шва, содержит по меньшей мере одно обращенное к области шва сопло и это сопло направлено с возможностью перестановки параллельно плоскости транспортировки а также поперек направления транспортировки развертки, или осуществляется поперечная перестановка сопла в перпендикулярном направлении относительно направления транспортировки развертки. Благодаря этому при взаимодействии с заготовкой нанесение клея существенно облегчается.
Предпочтительно также, если поперечная перестановка сопла, служащего для нанесения клея, осуществляется одновременно с движением транспортировки развертки. Благодаря этому относительному движению можно обойтись наименьшей потребной площадью для расположения сопла.
Предпочтительно также, если машина содержит сопло для нанесения клея, которое в положении покоя поддерживается в чистоте посредством увлажненной вращающейся губки. Со временем на сопле для клея могут возникнуть отложения клея, которые ухудшают его правильное функционирование или даже могут приводить к его функциональной непригодности. По этой причине принципиально предпочтительно очищать сопло между нанесениями клея. Особенно предпочтительно при этом, если это осуществляется посредством вращающейся увлажненной губки, которая - как показали опыты - особенно хорошо подходит для этой задачи. В частности, при нанесении клея для холодной или горячей склейки сопло может всегда поддерживаться в чистоте таким образом.
Наконец, предпочтительно, если станция для нанесения клея на область шва расположена с той стороны подготовительной станции, по которой направляется конец развертки, расположенный у готовой наружной оболочки в области шва снаружи. При этом наматывание заготовки может осуществляться просто, без соскабливания при этом нанесенного клея во время процесса наматывания.
Здесь ссылаемся на то, что названные варианты и возможности, касающиеся предлагаемой изобретением машины, а также обеспечиваемые ими преимущества, разумеется, по смыслу относятся также к предлагаемому изобретением способу.
Приведенные выше варианты осуществления и усовершенствования изобретения могут комбинироваться произвольным образом.
Для лучшего понимания изобретения оно поясняется более подробно с помощью приведенных ниже фигур.
Показано соответственно схематично в сильно упрощенном изображении:
фиг.1: стаканчик из многослойного материала по уровню техники;
фиг.2: один из вариантов предлагаемой изобретением машины со звездообразно расположенными удерживающими устройствами;
фиг.3: узел доставки внутренних стаканчиков с помощью ленточного транспортера;
фиг.4: фрагмент узла доставки, показанного на фиг.3;
фиг.5: один из возможных узлов доставки разверток наружных оболочек с помощью ленточного транспортера на виде сбоку;
фиг.6: узел доставки, показанный на фиг.5, на виде сверху;
фиг.7: наматывание развертки, предназначенной для образования наружной оболочки, с помощью щеток в первом положении;
фиг.8: другое положение во время наматывания развертки;
фиг.9: другое продвинутое положение во время наматывания развертки;
фиг.10: намотанная с получением наружной оболочки развертка в первом удерживающем устройстве;
фиг.11: один из вариантов предлагаемой изобретением машины, снабженной удерживающими устройствами, которые расположены подобно магазину револьвера;
фиг.12: один из вариантов предлагаемой изобретением машины, снабженной звездообразно расположенными удерживающими устройствами, а также удерживающими устройствами, которые расположены подобно магазину револьвера;
фиг.13: первое удерживающее устройство в виде оправки с откидывающимися внутрь сегментами;
фиг.14: один из вариантов изобретения, в котором сопло для клея поддерживается в чистоте с помощью вращающейся губки;
фиг.15: другой возможный узел доставки разверток наружных оболочек с помощью ленточных транспортеров на виде сверху;
фиг.16: узел доставки, показанный на фиг.15, на виде сбоку;
фиг.17: один из возможных вариантов осуществления первого удерживающего устройства в виде оправки, на виде сбоку, частично в сечении;
фиг.18: один из возможных вариантов осуществления второго удерживающего устройства в виде кольца или, соответственно, втулки, на виде сбоку в сечении;
фиг.19: другой вариант предлагаемой изобретением машины, снабженной звездообразно расположенными удерживающими устройствами.
Прежде всего, констатируется, что в описанных различным образом вариантах осуществления одинаковые детали снабжаются одинаковыми номерами позиций или, соответственно, одинаковыми наименованиями конструктивных элементов, при этом содержащиеся во всем описании высказывания могут переноситься по смыслу на одинаковые детали с одинаковыми номерами позиций или, соответственно, одинаковыми наименованиями конструктивных элементов. Также выбранные в описании данные положения, как, например, верхнее, нижнее, боковое и т.д., следует относить к непосредственно описанной, а также изображенной фигуре, а при изменении положения переносить по смыслу на новое положение. Кроме того, отдельные признаки или комбинации признаков из показанных и описанных различных примеров осуществления могут также сами по себе являться самостоятельными изобретательскими или предлагаемыми изобретением решениями.
На фиг.2 показан первый вариант предлагаемой изобретением машины 1 в сильно упрощенном изображении. Машина 1 содержит первые удерживающие устройства 2, здесь в виде оправок, которые расположены в первом звездообразном или, соответственно, колесообразном держателе 3 удерживающих устройств. Машина 1 содержит также вторые удерживающие устройства 4, здесь в виде втулок или колец, которые расположены во втором звездообразном или, соответственно, колесообразном держателе 5 удерживающих устройств.
Ниже поясняется часть процесса изготовления стаканчика 100. Однако прежде ссылаемся на то, что необходимые для этого рабочие операции изображены только символично, так как изображение соответственно предусмотренных рабочих станций машины 1 во всех подробностях повредило бы наглядности. Далее ссылаемся только на рабочие операций, но, разумеется, в последующих пояснениях подразумеваются также соответственно предусмотренные, предметные рабочие станции.
Кроме того, ссылаемся на то, что между рабочими станциями первый или, соответственно, второй держатель 3 и 5 удерживающих устройств продолжает вращаться вокруг некоторого положения. То есть вращательное движение является непрерывным. Предпочтительно вращательное движение останавливается каждый раз только на определенный отрезок времени, который соответствует времени, необходимому для наиболее продолжительной рабочей операции. Поэтому также особенно предпочтительно делить продолжительные операции на несколько отдельных операций.
В первой рабочей операции А1 или, соответственно, в соответствующей рабочей станции доставляется и ориентируется развертка или, соответственно, заготовка, предназначенная для образования наружной оболочки 101, которая в области шва смочена клеем, (смотри об этом также фиг.5 и 6). Фиксация развертки на оправке, образующей первое удерживающее устройство 2, осуществляется здесь с помощью зажимной планки (смотри об этом также фиг.7-10). Во второй рабочей операции А2 указанная развертка наматывается вокруг оправки. Для этого могут, например, применяться движущиеся подобно клещам рычаги, которые прижимают развертку к оправке. В одном из особенно предпочтительных вариантов развертка во время вращательного движения первого держателя 3 удерживающих устройств с помощью щеток наматывается вокруг оправки (смотри об этом также фиг.7-10). На этом примере видно, что этапы изготовления могут осуществляться не обязательно только в состоянии покоя одного из держателей 3 и/или 5 удерживающих устройств, но и во время их движения. В третьей рабочей операции A3 шов наружной оболочки 101 спрессовывается. Для этого предусмотрен подвижный прижим, в частности, нагреваемый прижим, который прижимает два конца развертки наружной оболочки 101 друг к другу и к первому удерживающему устройству 2, в частности оправке. Следующие две станции пусты и служат для отверждения клея. Возможно также дооснащение в этих местах опциональными рабочими станциями.
Прижим, если он является частью одной из рабочих станций, может отсоединяться, как только клей приобретет достаточную силу прилипания, чтобы препятствовать распадению наружной оболочки 101. Но прижим может быть также частью одного из первых удерживающих устройств 2. В этом случае он может быть соединен с первым зажимным рычагом 26, который с возможностью перестановки, в частности с возможностью поворота, проведен или, соответственно, установлен на первом держателе 3 удерживающих устройств. Так как зажимной рычаг 26 или, соответственно, прижим движется вместе с удерживающими устройствами 2, он остается закрытым до отверждения клея и прижимает при этом два предназначенных для соединения и перекрывающих друг друга конца развертки друг к другу с целью образования сформированной наружной оболочки 101, а эту оболочку к первому удерживающему устройству 2 или, соответственно, его оправке. Этот вариант предпочтителен, постольку поскольку не происходит ненужного увеличения продолжительностей цикла, обусловленного отверждением клея. В четвертой рабочей операции А4 готовая наружная оболочка 101 передается во второе удерживающее устройство 4. Это устройство может быть образовано кольцом или втулкой. Четвертая рабочая операция А4 одновременно является первой рабочей операцией В1 в области второго держателя 5 удерживающих устройств. Передача может осуществляться, например, посредством передвижного кольца или, соответственно, имеющего форму втулки движка (образует в этом примере передаточную станцию 6), который по меньшей мере отсоединяет или даже соскабливает готовую наружную оболочку 101 с оправки и при необходимости одновременно вдвигает во второе удерживающее устройство 4, в частности кольцо. При этом передача или, соответственно, прием наружной оболочки 101 может также осуществляться посредством направленного потока среды, в частности воздушного потока, как это еще будет описано дополнительно.
При необходимости наружная оболочка 101 может также втягиваться в кольцо с помощью вакуума. Но возможно также, чтобы наружная оболочка 101 снималось с оправки с помощью клещей.
В следующей рабочей операции В2 наружная оболочка 101 поправляется, то есть правильно вставляется в гнездо второго удерживающего устройства 4, в частности кольца, так как ее правильная посадка в передаточной станции 6 может обеспечиваться не всегда. Предпочтительно направляющие тяги 7 препятствуют выпадению наружной оболочки 101, если она неправильно сидит во втором удерживающем устройстве 4 и таким образом препятствует надежной фиксации вакуумом. В следующей рабочей операции В3 предварительно подготовленный внутренний стаканчик 102 вставляется в наружную оболочку 101.
В одном из предпочтительных вариантов внутренний стаканчик 102 для этого с помощью сжатого воздуха выдавливается из трубы и может, таким образом, переноситься в наружную оболочку 101, удерживаемую в предварительно позиционированном положении.
Кроме того, возможно было бы также, чтобы подготовленные к передаче или, соответственно, приему внутренние стаканчики 102 захватывались за их дно и, таким образом, из второго держателя 5 удерживающих устройств втягивались в удерживаемую там наружную оболочку 101. Возможное расположение передаточного средства 41 упрощенно изображено на следующей фиг.18. Так, например, это средство может быть выполнено в виде тяги, при этом на его конце, обращенном к дну внутреннего стаканчика 102, расположен вакуумный фиксатор. Это может быть, например, вакуум-присос, снабженный всасывающим входом вакуумного узла. Так, передаточное средство 41 может перестанавливаться из положения, захватывающего дно стаканчика и при этом проходящего сквозь кольцо второго удерживающего устройства 4, в положение, находящееся внутри второго держателя 5 удерживающих устройств.
В следующей рабочей операции В4 внутренний стаканчик 102 поправляется или, соответственно, вдавливается в наружную оболочку 101 со стопорением, в случае если в ходе процесса вставления еще не произошло полное стопорение между валиком внутреннего стаканчика 102 и обращенной к дну нижней кромкой наружной оболочки 101. При приложении давления или с помощью неизображенного прижима может достигаться выгибание дна внутреннего стаканчика 102, в частности, наружу, и, таким образом, облегчаться стопорение выполненного на внутреннем стаканчике валика, так как при этом наружный размер его сокращается настолько, что не требуется чрезмерно растягивать проходное поперечное сечение в свету на наружной оболочке 101. Опционально или дополнительно внутренний стаканчик 102 может доставляться уже смоченным клеем. При необходимости валик в области дна внутреннего стаканчика 102 может отсутствовать, если клей обеспечивает надежное прилипание наружной оболочки 101 к внутреннему стаканчику 102. Но последнее непредпочтительно, постольку поскольку это затрудняет разделение мусора после употребления стаканчика 100. Опционально поправка может также отсутствовать. То есть рабочие операции В3 и В4 могут быть также объединены, например, если внутренний стаканчик 102 вставляется в наружную оболочку 101 с высокой скоростью.
В другой рабочей операции В5 проверяется, был ли стаканчик 100 изготовлен надлежащим образом (здесь символизируется камерой). Если это не так, стаканчик 100 отправляется в емкость для отходов, например, через систему труб в рабочей операции В6. Если стаканчик 100 в норме, в последней операции В7 он снимается с кольца. Это может осуществляться, например, с помощью толчка сжатого воздуха, который сдувает стаканчик 100, например, в присоединенную транспортировочную трубу. Одна из рабочих станций, здесь в настоящем случае рабочая станция В8, не занята никакой собственной рабочей операцией и поэтому свободна. Но можно было бы также предусмотреть эту свободную станцию в другом месте или, соответственно, при необходимости дополнительной рабочей операции занять ее ей. Эта последовательность выбрана только в качестве примера и может в зависимости от потребности свободно согласовываться с ней.
Как упомянуто, внутренний стаканчик 102 может доставляться уже смоченным клеем. Но эта подготовка может осуществляться и в машине 1. Ниже поясняются необходимые для этого рабочие операции.
В первой рабочей операции С1 доставляемые в штабеле внутренние стаканчики 102 поодиночке надвигаются на третье удерживающее устройство 8, которое расположено в третьем держателе 9 удерживающих устройств. При этом разъединение может происходить с помощью валиков, снабженных спиралеобразным пазом, в который входит в зацепление край стаканчиков (смотри об этом также фиг.3 и 4). Третий держатель 9 удерживающих устройств движется синхронно двум другим держателям 3 и 5 удерживающих устройств и продвигает при этом внутренний стаканчик 102 к следующей рабочей станции. Во второй рабочей операции С2 внутренний стаканчик 102 с помощью сопел смачивается клеем, в частности горячим клеем. Следующая рабочая станция снова изображена пустой. В последней рабочей операции С3 теперь смоченный клеем внутренний стаканчик 102 с третьего удерживающего устройства 8, которое, например, также образовано оправкой, вдвигается в подготовленную наружную оболочку 101. Операция С3 соответствует, таким образом, операции В3.
Как упомянуто, развертка наружной оболочки 101 может также доставляться уже смоченной клеем. Но подготовка развертки может происходить и в машине 1. Ниже поясняются необходимые для этого рабочие операции.
В первой рабочей операции D1 доставляемые в штабеле развертки разъединяются и укладываются на вращающийся стол 10. При этом разъединение может осуществляться путем расположения штабеля веером посредством сжатого воздуха и засасывания крайней нижней развертки. Вращающийся стол 10 движется, в свою очередь, синхронно держателям 3, 5 и 9 удерживающих устройств. Во второй рабочей операции D2 может предварительно сгибаться клапан для склеивания (в частности, клапан, позднее находящийся внутри) так, чтобы наружная поверхность наружной оболочки 101 в области ее перекрытия позднее стала как можно боле ровной в смысле округлости. В следующей рабочей операции D3 развертка нагревается или нагреваются только предназначенные для склеивания клапаны, чтобы ускорить последующий процесс склеивания. Опционально развертка может также подвергаться тиснению. Кроме того, если пресс для тиснения является обогреваемым, специальная операция нагрева может отсутствовать. В четвертой рабочей операции D4 происходит нанесение клея, здесь с помощью сопла. Предпочтительно при этом, если сопло перемещается линейно по области шва, при этом выталкивает клей и в своем положении покоя или парковки с помощью вращающейся, влажной губки очищается и при этом остается открытым (см. об этом также фиг.4). Можно также, конечно, наносить клей, например, с помощью ролика. При необходимости клей наносится также с повышенной температурой. В последней рабочей операции D5 происходит, наконец, передача в область первого держателя 3 удерживающих устройств. Операция D5 соответствует, таким образом, операции A1. Вращающийся стол 10 с этой целью снабжен выемками, сквозь которые могут двигаться оправки.
Здесь следует заметить, что оси вращения держателей 3, 5 и 9 удерживающих устройств, а также вращающегося стола 10 не обязательно - как изображено на фиг.2 - должны быть параллельны. Возможно, например, чтобы ось вращения вращающегося стола 10 была расположена вертикально, а оси вращения держателей 3, 5 и 9 удерживающих устройств горизонтально. Оси вращения держателей 3, 5 и 9 удерживающих устройств, а также вращающегося стола 10 могут также располагаться под любым произвольным углом друг к другу, если необходимо, чтобы оси удерживающих устройств 2, 4 и 8 в передаточных станциях лежали на одной прямой или по меньшей мере были расположены так, чтобы обеспечивалась беспрепятственная передача наружной оболочки 101 или внутреннего стаканчика 102.
На фиг.3 и 4 показано теперь, что смачивание внутреннего стаканчика 102 клеем не обязательно должно осуществляться в держателе 9 удерживающих устройств. Вместо этого может быть, например, предусмотрен ленточный транспортер 11, на который доставляемые в трубе 12 внутренние стаканчики 102 укладываются поодиночке, смачиваются клеем и передаются во второе удерживающее устройство 4 (замечание: второй держатель 5 удерживающих устройств на фиг.3 простоты ради изображен снабженным только одним удерживающим устройством 4). Разъединение может при этом осуществляться с помощью валиков 13 или колес, которые снабжены спиральным пазом, в который входит в зацепление край или, соответственно, фланец крышки внутреннего стаканчика 102 (см. об этом вид фрагмента - фиг.4). При вращении валика 13 крайний нижний внутренний стаканчик 102 отделяется от штабеля до тех пор, пока он, наконец, не выпадет из паза на ленточный транспортер 11. Рабочие операции С1-С3 соответствуют уже рассмотренным рабочим операциям, и поэтому подробнее не поясняются.
На фиг.5 (вид сбоку) и 6 (вид сверху) показано теперь, что подготовка развертки наружной оболочки 101 также не обязательно должна выполняться на вращающемся столе 10. Вместо этого отделенные от штабеля развертки, предназначенные для образования наружной оболочки 101, зажимаются между рабочим столом 14 и ленточным транспортером 15 и таким образом транспортируются. Во время (непрерывного) движения ленточного транспортера 15 развертки предварительно сгибаются, нагреваются, смачиваются клеем и переносятся в передаточную станцию. При этом развертки благодаря их высокой скорости движутся даже не будучи приводимыми в движение посредством ленточного транспортера 15 еще дальше через рабочий стол 14, мягко тормозятся щетинками тормозной щетки 16 и затем с помощью направляющих 17 еще медленно движутся к упорным колодкам 18. Там они фиксируются с помощью вакуума, который воздействует на развертку сквозь отверстия в рабочем столе 14. Из этого положения они забираются первым удерживающим устройством 2, которое продвигается сквозь выемку в рабочем столе 14. Как только развертка наружной оболочки 101 вступает в контакт с первым удерживающим устройством 4, в частности оправкой, она фиксируется на нем с помощью зажимной планки (см. об этом также фиг.7 и 8). Рабочие операции А1-А4 соответствуют уже рассмотренным рабочим операциям, и поэтому подробнее не поясняются. (Замечание: первое удерживающее устройство 3 на фиг.5 и 6 простоты ради, оснащено только одним удерживающим устройством 2.)
На фиг.7-10 показан процесс, когда развертка наружной оболочки 101 с помощью щеток наматывается вокруг образуемого оправкой первого удерживающего устройства 2. (Операция А2). На фиг.7 в этой связи схематично показана оправка и направление ее движения, две предпочтительно неподвижные щетки 19, два рычага 20 в их положении покоя, а также зажимная планка 21, которая прижимает к оправке середину развертки наружной оболочки 101 (здесь на виде сбоку и на фиг.7 изображенную еще плоской). Оправка находится при этом еще в первом положении покоя, то есть непрерывно движущееся первое удерживающее устройство 3 находится здесь еще в остановленном состоянии для процесса передачи подготовленной развертки.
На фиг.8 оправка за счет вращательного движения держателя 3 удерживающих устройств уже несколько продвинулась дальше, так что развертка наружной оболочки 101 в это время вступила в контакт с двумя щетками 19, расположенными по бокам относительно плоскости движения первого держателя 3 удерживающих устройств, и сгибается ими вокруг оправки.
На фиг.9 оправка движется в другое промежуточное положение. За счет относительного движения между держателем 3 удерживающих устройств с его первыми удерживающими устройствами 2 и щетками 19, здесь расположенными неподвижно относительно машины 1, заготовка, начиная от ее концов, укладывается на оправку удерживающего устройства 2. Щетки 19 при этом уже согнули развертку наружной оболочки 101 в этом положении U-образно вокруг оправки. Происходит дальнейшее движение до тех пор, пока не будет достигнуто положение, изображенное на фиг.10, которое представляет собой другое короткое положение покоя движущегося первого держателя 3 удерживающих устройств.
На фиг.10 теперь показано состояние, в котором рычаги 20 также выполнили и закончили свое движение, подобное движению клещей. При этом заготовка или, соответственно, развертка была полностью намотана вокруг первого удерживающего устройства 2. Таким образом, оба конца развертки могут соединяться друг с другом перекрывающимся швом с образованием наружной оболочки 101, взаимодействуя с заранее нанесенным клеем. Прижатие перекрытых концов к первому удерживающему устройству 2, в частности его оправке, происходит посредством описанного выше зажимного рычага 26 или, соответственно, прижима. Отдельные зажимные рычаги 26 расположены относительно выполненных в виде оправок удерживающих устройств 2 в задней, если смотреть в направлении вращения первого держателя 3 удерживающих устройств, области периметра оправок. При необходимости они могут переставляться, в частности поворачиваться, расположенными на них прижимами из удаленного от оправки положения в прилегающее к оправке положение. Когда оба конца развертки зафиксированы таким образом относительно друг друга, два рычага 20 могут переставляться назад в их исходное положение, причем затем происходит дальнейшее движение первого держателя 3 удерживающих устройств в следующее определенное фиксированное положение. Зажимной рычаг 26, при необходимости со своим прижимом, во время дальнейшего движения первого держателя 3 удерживающих устройств также остается в своем прилегающем к оправке положении и движется вместе с первым держателем 3 удерживающих устройств. При этом для каждого из первых удерживающих устройств 2 предусмотрен собственный зажимной рычаг 26 или, соответственно, прижим. Полное отверждение клея может тогда осуществляться во время дальнейшего движения держателя 3 удерживающих устройств.
Как только сила прилипания клея станет достаточной для того, чтобы препятствовать распадению теперь уже готовой наружной оболочки 101 вследствие внутренних напряжений, зажимной рычаг 26 снова может быть передвинут в свое положение покоя. Но это происходит с очень большим запаздыванием, чтобы как можно дольше поддерживать давление сжатия, действующее на перекрывающийся шов. Предпочтительно отпускание происходит незадолго до достижения передаточной станции 6. Рычаги 20 в описанном примере расположены в области рабочей станции, то есть неподвижно. Но альтернативно рычаги 20 могут также быть расположены на первом удерживающем устройстве 2 и двигаться вместе с ним или, соответственно, первым держателем 3 удерживающих устройств. Кроме того, щетки 19 не обязательно должны быть выполнены изогнутыми, а могут быть также прямыми. Наконец, щетки 19 могут также двигаться, чтобы облегчить процесс наматывания. В частности, здесь возможны вращающиеся щетки.
На фиг.11 показано, что изобретение ни в коем случае не ограничено звездообразным расположением удерживающих устройств 2, 4 и 8 в их держателях 3, 5 и 9. Более того, они могут - как это изображено на фиг.11 - также быть расположены подобно магазину револьвера. На фиг.11 в этой связи в качестве примера первые удерживающие устройства 2, выполненные в виде оправок, расположены в первом держателе 3 удерживающих устройств, а также вторые удерживающие устройства 4, выполненные в виде в виде втулок, во втором держателе 5 удерживающих устройств. Второй держатель 5 удерживающих устройств при этом выполнен в виде колеса. Рабочие станции могут быть здесь выполнены аналогично рабочим станциям, изображенным на фиг.2, и поэтому в деталях не изображены. Благодаря измененному положению удерживающих устройств 2, 4, в частности оправок и втулок, при известных обстоятельствах получаются более предпочтительные соотношения площади при расположении рабочих станций, так что машина 1 в целом при известных условиях становится компактнее. Дополнительно к рабочим станциям машина 1 содержит также передаточную станцию, напротив которой находятся оправка или втулка, так что готовая наружная оболочка 101 может вставляться или, соответственно, вдвигаться с оправки во втулку.
Оси оправок на фиг.11 ориентированы параллельно оси вращения первого держателя 3 удерживающих устройств, а оси втулок параллельно оси вращения второго держателя 5 удерживающих устройств. Это не является обязательным условием. Более того, возможно также, чтобы оси были наклонены наружу или внутрь. Впрочем, при этом следует позаботиться о том, чтобы оси оправок и втулок в передаточной станции находились на одной прямой, так чтобы была возможна беспрепятственная передача готовой наружной оболочки 101.
На фиг.12 показан другой пример, аналогичный примерам, изображенным а фиг.2 и фиг.11, в котором, однако, первые удерживающие устройства 2 расположены звездообразно в первом держателе 3 удерживающих устройств, а вторые удерживающие устройства 4 подобно магазину револьвера во втором держателе 5 удерживающих устройств. Оси держателей 3 и 5 удерживающих устройств при этом ориентированы под прямым углом друг к другу. Здесь также первые и вторые удерживающие устройства 2 и 4 могут располагаться наклонно к оси вращения соответствующего держателя 3 и 5 удерживающих устройств. Угол между осями вращения двух держателей 3 и 5 удерживающих устройств должен быть тогда при необходимости согласован так, чтобы оси удерживающих устройств 2 и 4 в передаточной станции находились на одной прямой.
На фиг.13 показана теперь модифицированная форма первого удерживающего устройства 2, выполненного в виде захлопывающейся внутрь оправки. При этом несколько установленных с возможностью вращения сегментов 22 распределены по периметру оправки. В угловом положении сегменты 22 откинуты наружу, так что их огибающая по существу описывает внутреннюю форму наружной оболочки 101. То есть в этом положении может изготавливаться наружная оболочка 101. После того как наружная оболочка 101 готова и прибыла в передаточную станцию, сегменты 22 откидываются внутрь, так что наружная оболочка 101 может перемещаться в направлении стрелки. В передаточной станции наружная оболочка 101 может затем надвигаться на внутренний стаканчик 102, который сидит на втором удерживающем устройстве 4 (здесь оправке).
Поэтому самым существенным отличием от изображенных ранее машин 1 является то, что первое и второе удерживающее устройство 2 и 4 выполнены в виде оправок и наружная оболочка 101 надвигается на внутренний стаканчик 102, а не внутренний стаканчик 102 вдвигается в наружную оболочку 101. Это может иметь технологические преимущества. Например, внутренний стаканчик 102 может при этом с помощью клещеобразного устройства захватываться за край и фиксироваться, так чтобы дно внутреннего стаканчика 102 могло прижиматься с помощью прижима (не изображен) изнутри наружу, чтобы облегчить процесс монтажа наружной оболочки 101.
На фиг.14 показано, наконец, как может поддерживаться в чистоте сопло 23 для нанесения клея (как правило, предпочтительно клея для холодной или горячей склейки) с помощью вращающейся гибки 24, которая погружается в резервуар 25 с водой. После нанесения клея (изображено штриховой линией) сопло 23 снова переезжает в свое положение покоя, в котором с сопла 23 стирается избыточный клей.
На фиг.15 и 16 показан другой и при известных условиях собственно самостоятельный вариант осуществления подготовительной станции, служащей для подготовки развертки, при этом снова для одинаковых деталей применяются одинаковые обозначения позиций или, соответственно, обозначения конструктивных элементов, как на предыдущих фиг.1-14. Во избежание ненужных повторов указываем или, соответственно, ссылаемся на детальное описание на предыдущих фиг.1-14.
Здесь показано аналогичная система, предназначенная для подготовки заготовки, как это уже было показано ранее на фиг.5 и 6. В противоположность описанному ранее изображению здесь заготовка или, соответственно, развертка транспортируется с помощью взаимодействующих пар ленточных транспортеров 15, причем эти пары, если смотреть в направлении транспортировки, расположены поперек этого направления на расстоянии друг от друга и при этом задают между собой плоскость 27 транспортировки заготовки. Отдельные развертки, предназначенные для образования наружной оболочки 101, в первой рабочей операции D1 отделяются от штабеля и, таким образом, передаются на два взаимодействующих ленточных транспортера 15. В другой рабочей станции этой подготовительной станции во второй рабочей операции D2 может предварительно сгибаться клапан для склеивания, в частности клапан, позднее находящийся внутри, как это уже было описано ранее. В той же рабочей станции можно также одновременно с этим выполнять третью рабочую операцию D3, в которой развертка по меньшей мере нагревается. При этом может также нагреваться только тот участок развертки, который образует предназначенные для склеивания клапаны. Станция предварительного сгибания или, соответственно, надлома - D2 - области шва здесь расположена с той стороны подготовительной станции, по которой направляется конец развертки, находящийся у готовой наружной оболочки 101 в области шва внутри. В настоящем примере осуществления станция предварительного сгибания - D2 - расположена на другом конце, чем конец для нанесения клея.
В другой, следующей рабочей станции в четвертой рабочей операции D4 происходит нанесение клея.
В показанном здесь примере осуществления нанесение клея происходит в ходе одновременного движения как сопла 23, так и заготовки или, соответственно, развертки в направлении ее транспортировки посредством ленточных транспортеров 15. Сопло 23 служит для нанесения клея в области шва, при этом оно направлено с возможностью перестановки параллельно плоскости транспортировки, а также поперек направления транспортировки развертки. Поперечная перестановка сопла 23 происходит при этом предпочтительно в перпендикулярном направлении относительно направления транспортировки развертки. Это упрощенно изображено двойной стрелкой. Эта поперечная перестановка сопла 23, служащего для нанесения клея, происходит одновременно и скоординированно с движением транспортировки развертки. Благодаря этому при соответственно согласованных относительных скоростях движения сопла 23 и развертки возможно нанесение предпочтительно сплошного валика 28 клея.
У известных до настоящего времени устройств для нанесения клея дальнейшая транспортировка развертки в области станции для нанесения клея приостанавливалась и путем ориентированного соответственно развертке движения, направленного под углом относительно направления транспортировки, осуществлялось нанесение клея посредством сопла 23.
В настоящем случае теперь можно предусмотреть здесь для первого сопла 23 или, соответственно, расположить непосредственно рядом с ним также другое сопло 29 для нанесения клея, и, таким образом, в одном единственном, общем процессе движения одновременно наносить два таких валика 28 клея в области клапанов, предназначенных для склеивания. Оба валика 28 клея здесь нанесены в области того клапана, который в готовом сформированном состоянии наружной оболочки 101 расположен снаружи. При этом два описанных выше рычага 20 без соскребания клея могут выполнять движение наматывания во время всего процесса наматывания.
После произошедшего нанесения клея развертка посредством взаимодействующих ленточных транспортеров 15 передается в их обращенный к первому держателю 3 удерживающих устройств конец на подающие салазки 30. На этих подающих салазках 30 предпочтительно снова расположены ранее описанные боковые направляющие 17, а также задающие положение в направлении транспортировки упорные колодки 18. Если развертка находится на подающих салазках 30 в предварительно позиционированном положении, на них выполнены средства, служащие для ее фиксации. При этом подающие салазки 30 из положения приема развертки с ленточных транспортеров 15 может переставляться в положение подготовки развертки - A1 - в направлении первого удерживающего устройства 2 первого держателя 3 удерживающих устройств. При этом развертка транспортируется из области ленточных транспортеров 15 в область поворота первых удерживающих устройств 2 в области первого держателя 3 удерживающих устройств. Это положение передачи развертки показано на фиг.16. Подающие салазки 30 здесь обозначены только упрощенно штриховыми линиями.
Описанные ранее средства фиксации развертки на подающих салазках 30 здесь образованы опорными поверхностями 31, находящимися на расстоянии друг от друга в поперечном направлении относительно направления движения подающих салазок 30, в которые входят всасывающие отверстия 32. Эти отверстия соединены непосредственно с не изображенным подробно всасывающим входом устройства, создающего вакуум. За счет создаваемого вакуума транспортируемая ленточными транспортерами 15 развертка забирается и в позиционированном положении фиксируется на подающих салазках 30. В этом предварительно позиционированном и фиксированном положении происходит перестановка подающих салазок 30 в области поворота первого удерживающего устройства 2.
Кроме того, здесь также упрощенно изображено, что между находящимися на расстоянии друг от друга в поперечном направлении опорными поверхностями 31 подающих салазок 30 в них выполнена выемка 33, сквозь которую при подготовке - А1 - развертки, предназначенной для образования наружной оболочки 101, могут продвигаться по меньшей мере первые удерживающие устройства 2. При этом для передачи развертки с подающих салазок 30 в первое удерживающее устройство 2 развертки удерживаются до тех пор, пока не произойдет их прием первым удерживающим устройством 2, как это уже было описано ранее. Непосредственно после приема развертки с подающих салазок 30 в первое удерживающее устройство 2 происходит формообразование заготовки с получением готовой свернутой наружной оболочки 101, как это уже было описано ранее на фиг.7-10.
В противоположность описанной ранее фиксации развертки на первом удерживающем устройстве 2, в частности оправке, посредством зажимной планки 21 здесь фиксация развертки на оправке происходит с помощью по меньшей мере одного отверстия 34, выходящего в области периметра первого удерживающего устройства 2. Однако предпочтительно предусмотрено несколько таких отверстий 34, которые находятся в гидравлическом соединении с расположенным в оправке каналом 35. Этот канал 35 и вместе с тем отверстия 34 также соединены непосредственно с всасывающим входом не изображенного подробно устройства для создания вакуума. Имеющиеся в оправке отверстия 34 расположены при этом на первых удерживающих устройствах 2, соответственно, если смотреть в направлении вращения первого держателя 3 удерживающих устройств, в передней области периметра. На этом участке происходит также первое укладывание развертки на удерживающее устройство 2.
На фиг.17 показан другой и при известных условиях собственно самостоятельный вариант осуществления первого удерживающего устройства 2, в частности оправки, в области первого держателя 3 удерживающих устройств, причем снова для одинаковых деталей применяются одинаковые обозначения позиций или, соответственно, обозначения конструктивных элементов, как на предыдущих фиг.1-16. Во избежание ненужных повторов указываем или, соответственно, ссылаемся на детальное описание на предыдущих фиг.1-16.
Как ранее описано на фиг.2, в области передаточной станции А4, В1 между первым держателем 3 удерживающих устройств и вторым держателем 5 удерживающих устройств предусмотрена передаточная станция 6. В настоящем примере осуществления в выполненном в виде оправки первом удерживающем устройстве 2 соответственно в его концевой области, расположенной ближе к держателю 3 удерживающих устройств, расположена втулка 36, установленная с возможностью поворота в осевом направлении относительно оправки. Эта втулка 36 может в соответствии с изображенной двойной стрелкой перестанавливаться в осевом направлении относительно оправки. Это может осуществляться предпочтительно с целью отсоединения образованной из заготовки наружной оболочки 101 от служащей для наматывания оправки. При этом процессе отсоединения благодаря конусности служащей для наматывания оправки между внутренней стороной наружной оболочки 101 и оправкой создается свободное пространство, и, таким образом, в области передачи - А4, В1 - может осуществляться передача во второй держатель 5 удерживающих устройств, в частности выполненного в виде кольца, второго удерживающего устройства 4.
Для облегчения передачи готовой намотанной наружной оболочки 101 предпочтительно, если на выполненном в виде оправки первом удерживающем устройстве 2 соответственно по его периметру выходит по меньшей мере одно первое выпускное отверстие 37 и это отверстие соединено непосредственно с не изображенным здесь подробнее устройством для создания давления, в частности, сжатого воздуха. Чтобы достичь более равномерной передачи, предпочтительно, если в направлении взгляда по периметру выполненных в виде оправок первых удерживающих устройств предусмотрены или, соответственно, расположены несколько такого рода выпускных отверстий 37. Особенно предпочтительно в области первого выпускного отверстия 37 или, соответственно, первых выпускных отверстий 37 может быть расположен проходящий по периметру канал 38 в выполненном в виде оправки первом удерживающем устройстве 2. При этом первое выпускное отверстие 37, соответственно, выпускные отверстия 37 выходят в канал 38. Чтобы достичь направленной передачи из первого удерживающего устройства 2 во второе удерживающее устройство 4, предпочтительно, если первое выпускное отверстие 37 и/или канал 38 ориентирован так, что их направление выпуска направлено в сторону, обращенную от центра первого держателя 3 удерживающих устройств. Благодаря этому становится возможной передача намотанной развертки 101 в гнездо второго удерживающего устройства 4.
На фиг.18 показан другой и при известных условиях собственно самостоятельный вариант осуществления второго удерживающего устройства 4, в частности кольца или, соответственно, полой оправки, при этом снова для одинаковых деталей применяются одинаковые обозначения позиций или, соответственно, обозначения конструктивных элементов, как на предыдущих фиг.1-17. Во избежание ненужных повторов указываем или, соответственно, ссылаемся на детальное описание на предыдущих фиг.1-17.
Выполненное здесь в виде кольца второе удерживающее устройство 4 служит для помещения намотанной в первой рабочей станции наружной оболочки 101 и для вставления затем внутреннего стаканчика 102 с целью комплектации стаканчика 100.
Чтобы облегчить передачу или, соответственно, прием наружной оболочки 101 из первого удерживающего устройства 2, предпочтительно расположить или, соответственно, предусмотреть на внутренней боковой поверхности выполненного здесь в виде втулки или кольца второго удерживающего устройства 4 по меньшей мере одно второе выпускное отверстие 39. Предпочтительно несколько такого рода вторых выпускных отверстий 39 располагаются, будучи равномерно распределены по периметру, и могут быть непосредственно соединены посредством распределительного канала с устройством для создания давления, в частности, сжатого воздуха.
Вторые выпускные отверстия 39 ориентированы таким образом, что направление выпуска каждого из них указывает в направлении первого удерживающего устройства 2 первого держателя 3 удерживающих устройств. Предпочтительно, однако, если направление выпуска направлено на центр оправки. Путем соответствующего управления потоком среды, выходящим из второго выпускного отверстия 39 к оправке 2, и изменения его направления происходит подобная движению противотока передача наружной оболочки 101 во второе удерживающее устройство 4.
Кроме того, здесь изображено также, что на внутренней боковой поверхности выполненного в виде втулки или кольца второго удерживающего устройства 4 выходит по меньшей мере одно второе выпускное отверстие 40, которое при необходимости промежуточным распределительным каналом соединено непосредственно с всасывающим входом устройства для создания вакуума. Благодаря этому вставленная во второе удерживающее устройство 4 наружная оболочка 101 может удерживаться, будучи зафиксированной по своему наружному периметру. Эта передача или, соответственно, прием наружной оболочки 101 из первого удерживающего устройства 2 во второе удерживающее устройство 4 происходит в месте присоединения рабочих станций А4, В1. Описанное ранее поправление наружной оболочки 101 или, соответственно, ее позиционирование во втором удерживающем устройстве 4, а также другие последующие рабочие операции могут выполняться аналогично описанию, приведенному ранее в деталях.
При описанной выше передаче заготовки или, соответственно, развертки с подающих салазок 30 в первое удерживающее устройство 2 может в зависимости от выбранного конечного положения подающих салазок 30 относительно оправки первого удерживающего устройства 2 задаваться соотношение размеров подлежащей изготовлению наружной оболочки 101. Чем дальше подающие салазки 30 переставляются в направлении центра первого удерживающего устройства 3, тем с большим размером по периметру, в частности диаметром, изготавливается наружная оболочка 101. Если происходит перестановка не на очень большое расстояние, размер по периметру соответственно уменьшается. Зная об этой возможности, можно не только варьировать процесс стыкования внутреннего стаканчика 102 и наружной оболочки 101, но и задавать усилие зажима наружной оболочки 101 на внутреннем стаканчике 102. Чем уже или, соответственно, меньше изготавливаемая наружная оболочка 101, тем прочнее она сидит на внутреннем стаканчике 102.
На фиг.10 показан другой и при известных условиях собственно самостоятельный вариант осуществления машины 1, при этом снова для одинаковых деталей применяются одинаковые обозначения позиций или, соответственно, обозначения конструктивных элементов, как на предыдущих фиг.1-18. Во избежание ненужных повторов указываем или, соответственно, ссылаемся на детальное описание на предыдущих фиг.1-18.
Держатель 3 удерживающих устройств с расположенными на нем для изготовления наружных оболочек 101 из разверток первыми удерживающими устройствами 2 может быть выполнен аналогично тому, как это уже было описано на фиг.2. При этом ось вращения первого держателя 3 удерживающих устройств расположена предпочтительно горизонтально.
Второй держатель 5 удерживающих устройств со своими вторыми выполненными в виде втулок или, соответственно, колец вторыми удерживающими устройствами также имеет предпочтительно расположенную горизонтально ось вращения. В противоположность описанному ранее примеру осуществления, хотя две оси вращения первого и второго держателей 3, 5 удерживающих устройств ориентированы параллельно друг другу, однако в области передаточной станции 6 - А4, В1 - продольные оси двух удерживающих устройств 2, 4 ориентированы перекрещиваясь друг с другом, в частности, под прямым углом.
Передача происходит посредством собственного передаточного устройства 42, которое, например, образовано подъемно-поворотным механизмом. Передаточное устройство 42 содержит, например, вакуумно-отсосное приспособление и с его помощью стягивает готовую наружную оболочку 101 с первого удерживающего устройства 2 в осевом направлении до тех пор, когда сможет осуществляться поворотное движение на угол, равный, например, 90°. При этом в настоящем варианте осуществления достигается угол поворота, который соответствует относительной ориентации второго удерживающего устройства 4 с его продольной или, соответственно, приемной осью. При другом угле наклона двух продольных осей первого удерживающего устройства 2 или, соответственно, второго удерживающего устройства 4 относительно друг друга, угол осуществляемого поворота должен соответственно согласовываться с ним.
В положении наружной оболочки 101, предназначенном для приема во второе удерживающее устройство 4, она охватывается схематично упрощенно изображенным клещевым захватом 43 по своему наружному периметру. Так как наружная оболочка 101 образована из относительно нестабильного по периметру материала, дополнительно она может еще подпираться изнутри с помощью переставляемой вторым удерживающим устройством 4 в ее осевом направлении зажимной цанги 44, которая захватывает наружную оболочку 101, прилегая к ее внутренней стороне. Тогда посредством этой зажимной цанги 44 зафиксированная клещевым захватом 43 в предварительно позиционированном положении наружная оболочка 101 принимается и вставляется или, соответственно, втягивается во второе удерживающее устройство 4. Следом за этим процессом вставления может, в свою очередь, осуществляться вдавливание в предварительно позиционированном положении в самой рабочей станции, как это было описано ранее для рабочей станции В2. После этого может осуществляться вставление внутреннего стаканчика 102 в предварительно позиционированную наружную оболочку 101. Это может осуществляться посредством третьего держателя 9 удерживающих устройств и расположенных на нем третьих удерживающих устройств 8, как это также было описано ранее на фиг.2. Эта передаточная станция обозначена позициями В3, С3. Комплектование третьих удерживающих устройств 8 внутренними стаканчиками 102 может происходить аналогично тому, как это уже было детально описано ранее.
Примеры осуществления показывают возможные варианты осуществления предлагаемой изобретением машины, причем здесь следует заметить, что изобретение не ограничено отдельно изображенными вариантами его осуществления, а более того, возможны также различные комбинации отдельных вариантов осуществления друг с другом, и эта возможность варьирования, основанная на учении о техническом использовании предметного изобретения, доступна специалисту, работающему в этой технической области. То есть в объем охраны одновременно включены все возможные варианты осуществления, которые могут быть получены путем комбинирования отдельных деталей изображенного и описанного варианта осуществления.
Порядка ради, в заключение следует указать, что для лучшего понимания конструкции машины 1 она или, соответственно, ее составные части частично были показаны без соблюдения масштаба, и/или в увеличенном, и/или в уменьшенном изображении.
Задача, лежащая в основе самостоятельных решений изобретения, указана в описании.
Прежде всего, отдельные изображенные на фиг.2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19 варианты осуществления могут являться предметом самостоятельных решений, предлагаемых изобретением. Соответствующие задачи и решения изобретения содержатся в детальных описаниях этих фигур.
Перечень ссылочных позиций
1 Машина
2 Первое удерживающее устройство
3 Первый держатель удерживающих устройств
4 Второе удерживающее устройство
5 Второй держатель удерживающих устройств
6 Передаточная станция
7 Направляющая штанга
8 Третье удерживающее устройство
9 Третий держатель удерживающих устройств
10 Вращающийся стол
11 Ленточный транспортер
12 Труба
13 Валик
14 Рабочий стол
15 Ленточный транспортер
16 Тормозная щетка
17 Направляющая
18 Упорная колодка
19 Щетка
20 Рычаг
21 Зажимная планка
22 Сегмент
23 Сопло
24 Губка
25 Резервуар с водой
26 Зажимной рычаг
27 Плоскость транспортировки
28 Валик клея
29 Сопло
30 Подающие салазки
31 Опорная поверхность
32 Всасывающее отверстие
33 Выемка
34 Первое отверстие
35 Трубопровод
36 Втулка
37 Первое выпускное отверстие
38 Канал
39 Второе выпускное отверстие
40 Второе отверстие
41 Передаточные средства
42 Передаточное устройство
43 Клещевой захват
44 Зажимная цанга
100 Стаканчик
101 Наружная оболочка
12 Внутренний стаканчик
А1…А4 Первые рабочие станции
В1…В7 Вторые рабочие станции
С1…С3 Третьи рабочие станции
D1…D5 Четвертые рабочие станции
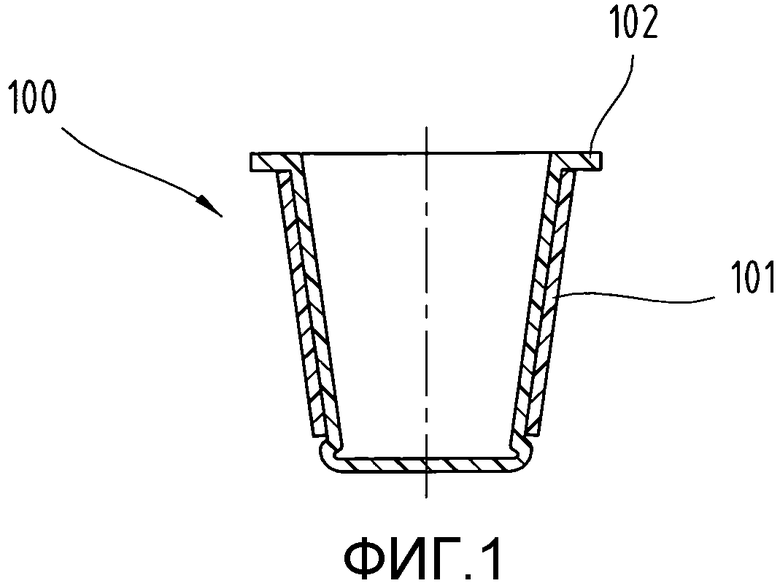
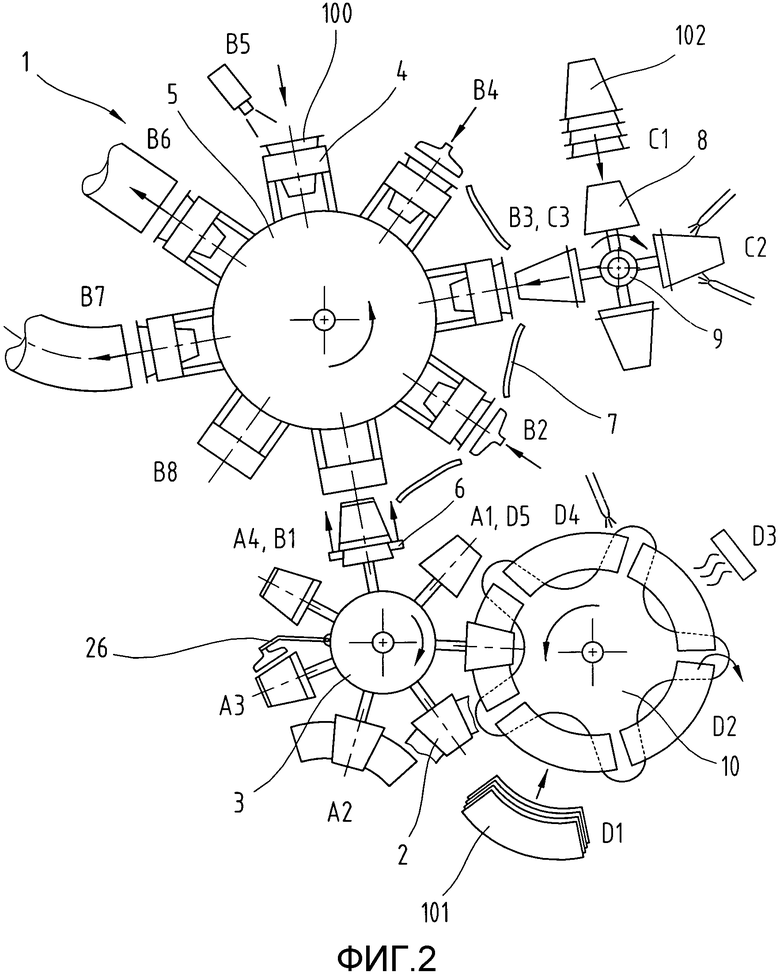
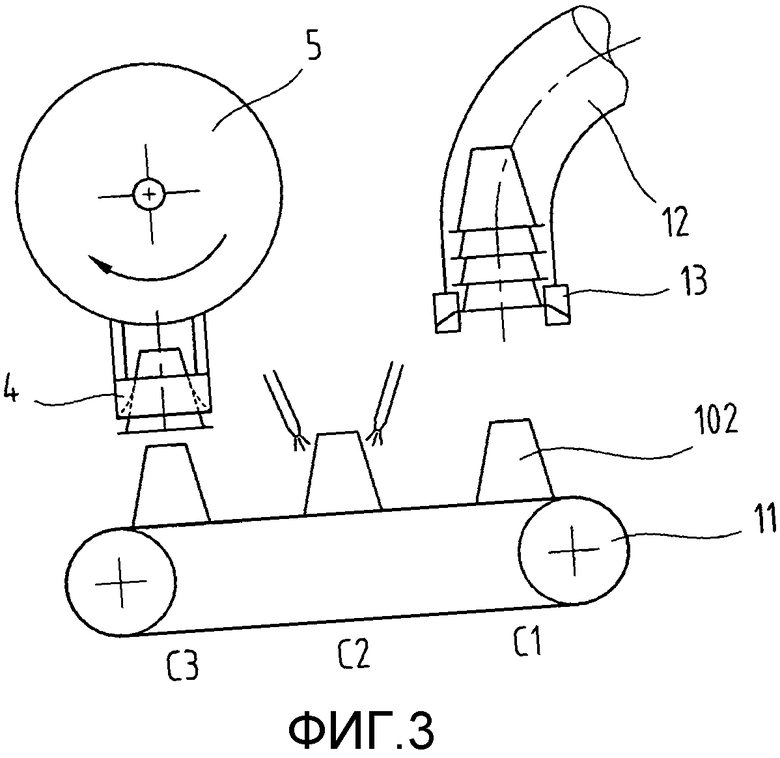
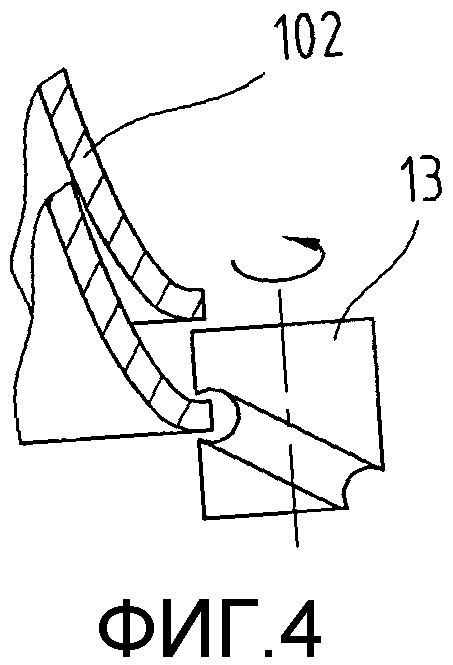
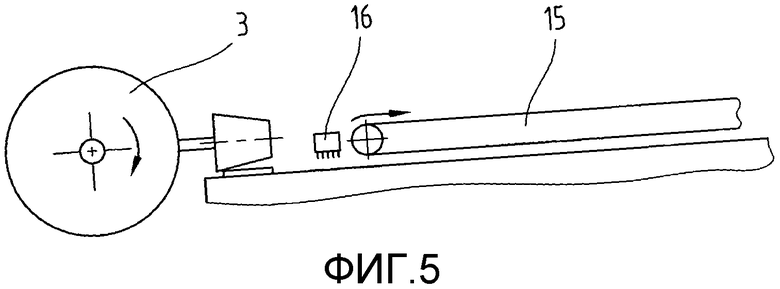
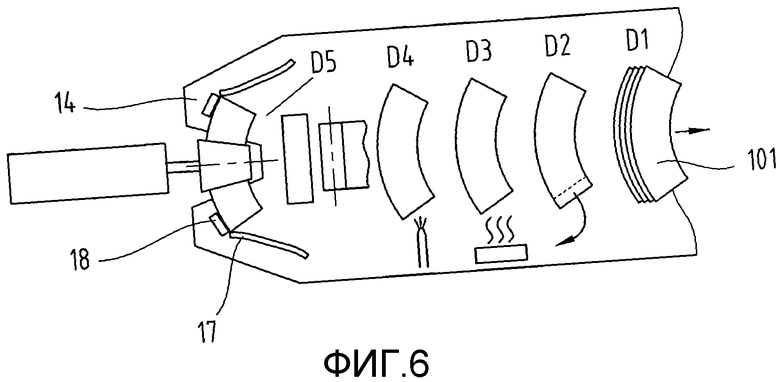
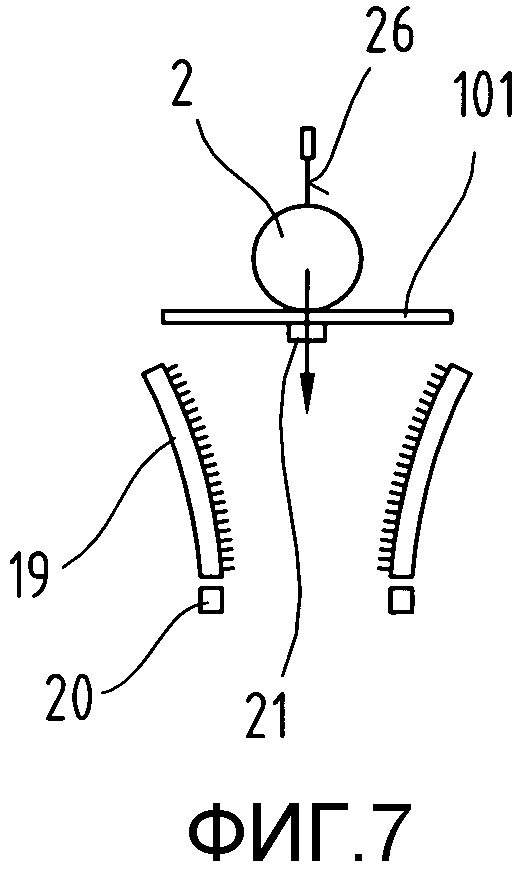
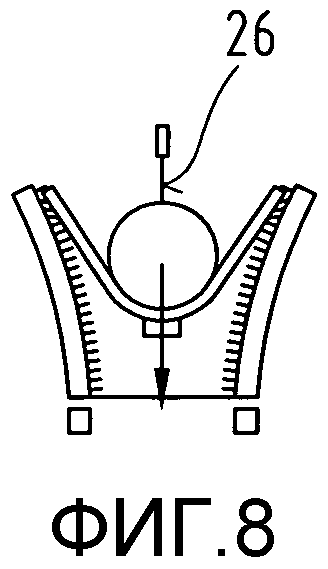
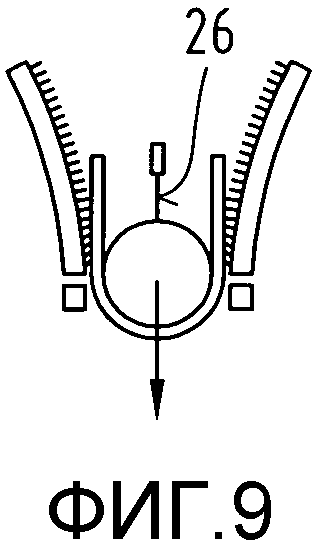
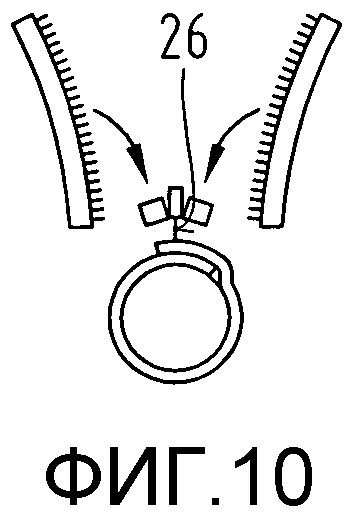
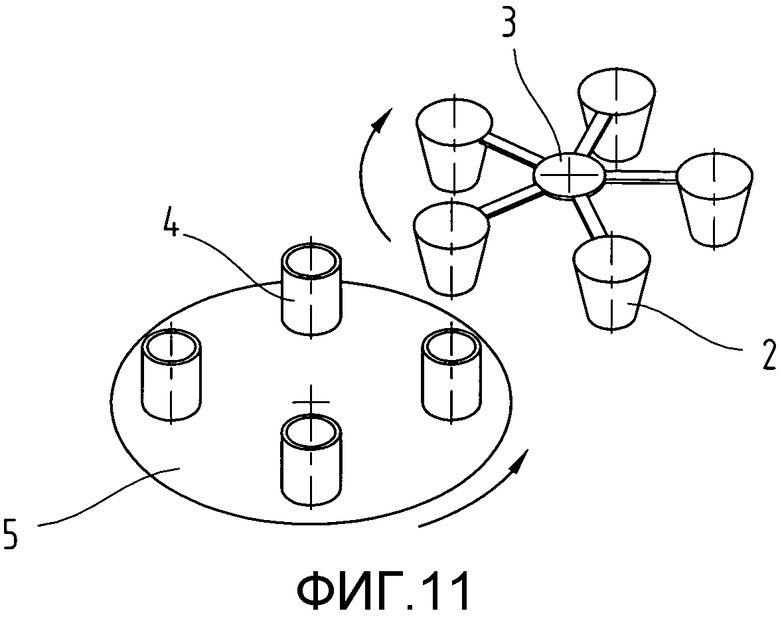
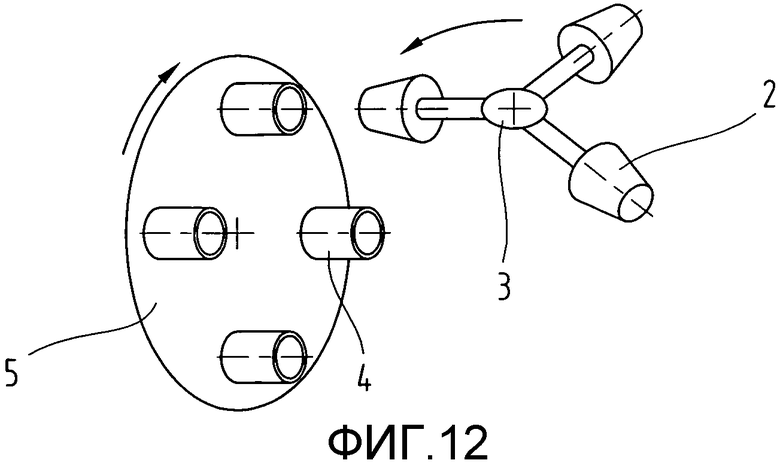
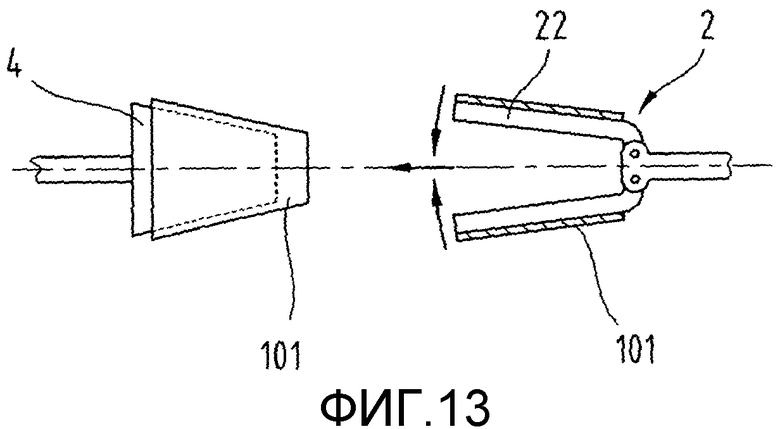
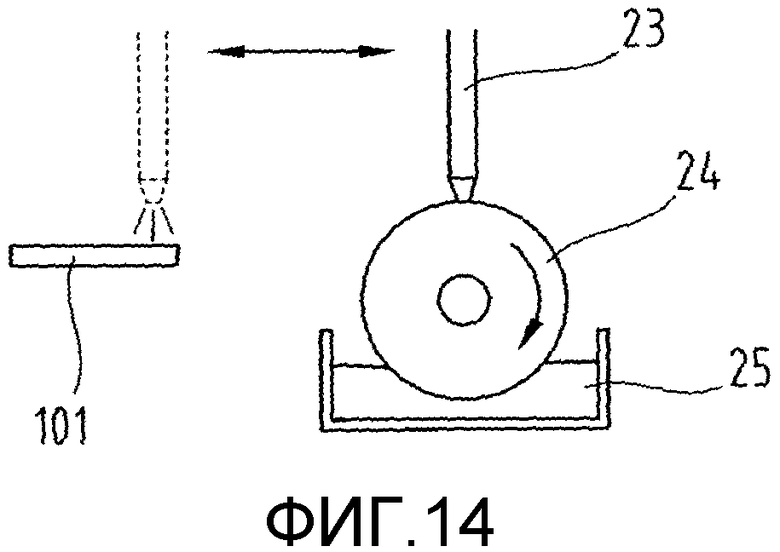
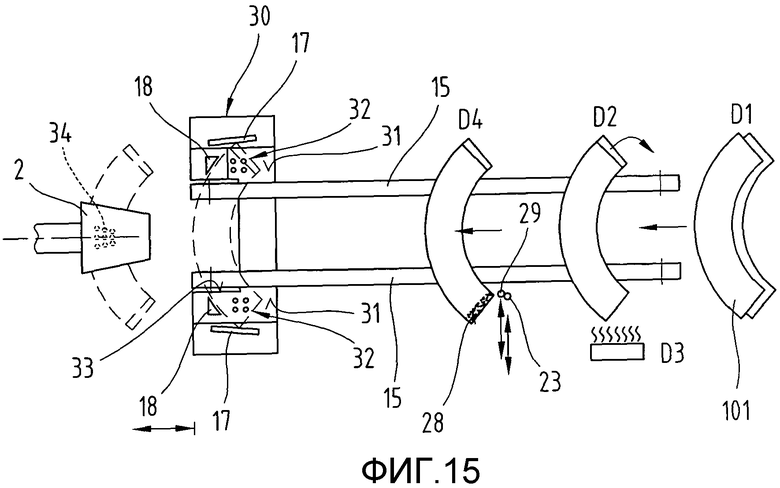
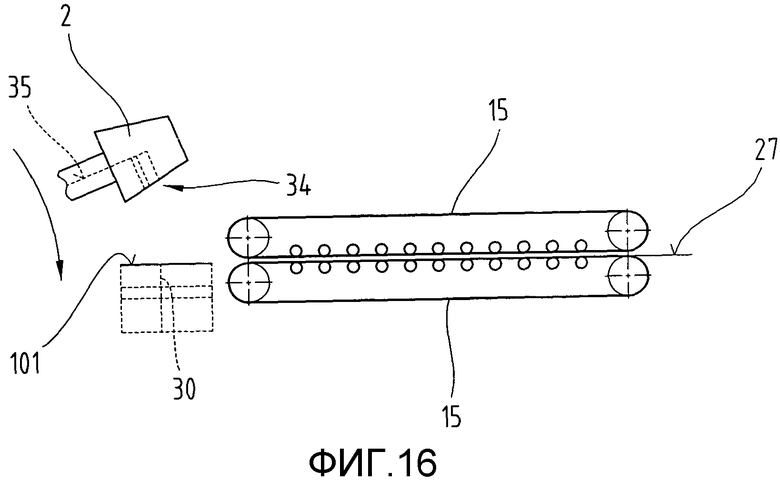

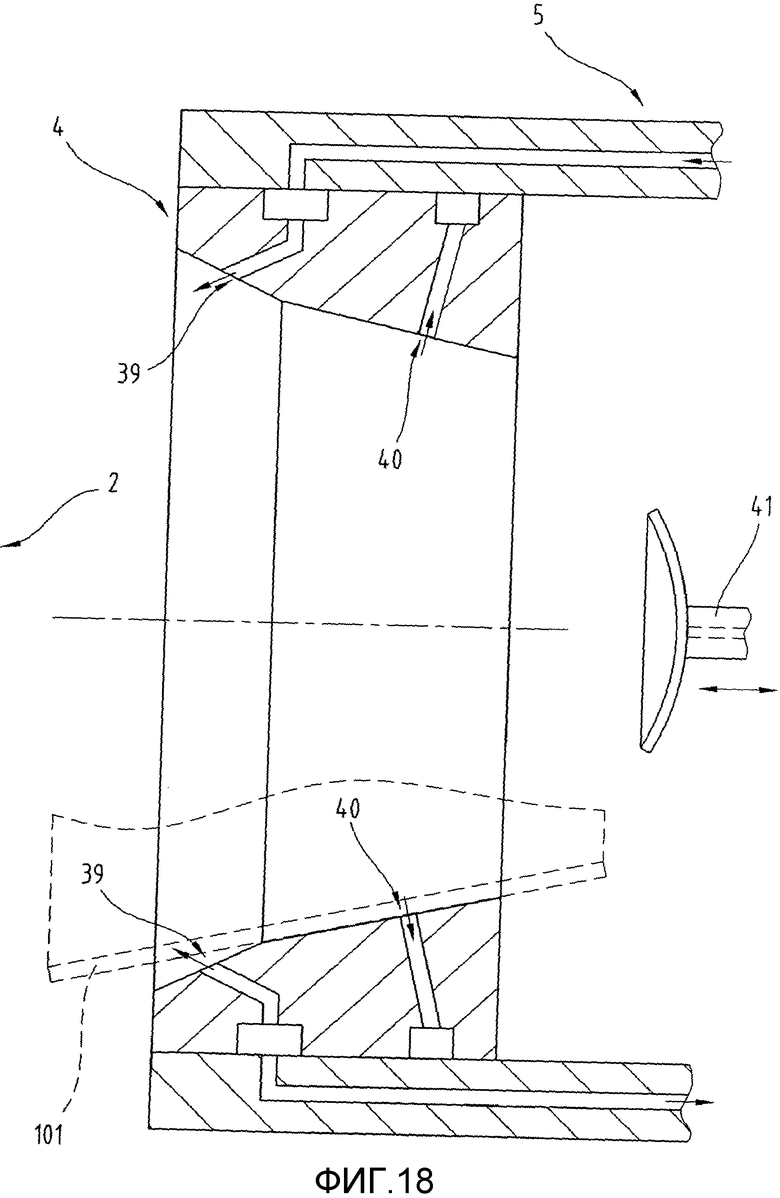
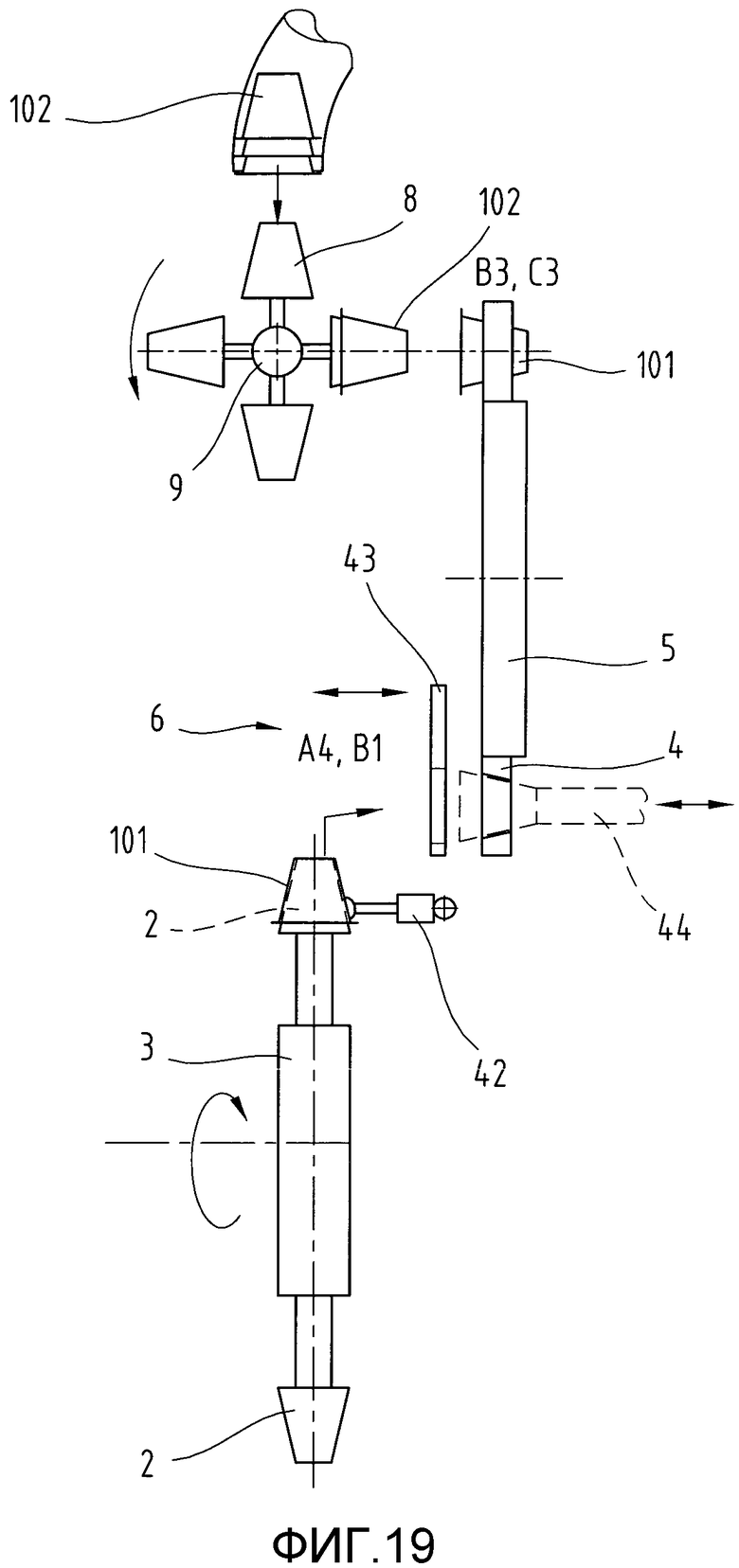
Изобретение касается машины и способа для изготовления стаканчика из наружной оболочки и внутреннего стаканчика. Машина содержит несколько первых удерживающих устройств, которые расположены в первом звездообразном или колесообразном держателе удерживающих устройств, установленном с возможностью вращения, и несколько вторых удерживающих устройств, которые расположены во втором звездообразном или колесообразном держателе удерживающих устройств, установленном с возможностью вращения. Кроме того, предусмотрена по меньшей мере одна расположенная в области первых удерживающих устройств первая рабочая станция, служащая для осуществления рабочих операций, и по меньшей мере одна расположенная в области вторых удерживающих устройств вторая рабочая станция, служащая для осуществления рабочих операций. Машина содержит передаточную станцию, служащую для передачи готовой наружной оболочки из первого удерживающего устройства во второе удерживающее устройство. Машина содержит также подготовительную станцию, которая служит для выполнения по меньшей мере одной операции перед подготовкой развертки наружной оболочки: отделение развертки одной наружной оболочки из стапеля, предварительное сгибание одного конца этой развертки для образования клапана для склеивания области шва, нагрев области шва или всей развертки, нанесение клея в области шва. Предложенная машина сокращает продолжительность циклов изготовления стаканчиков. 2 н. и 31 з.п. ф-лы, 19 ил.
1. Машина (1) для изготовления стаканчика (100) из многослойного материала, а именно из наружной оболочки (101) и внутреннего стаканчика (102), содержащая
- несколько первых удерживающих устройств (2), которые расположены в первом звездообразном или колесообразном держателе (3) удерживающих устройств, установленном с возможностью вращения,
- несколько вторых удерживающих устройств (4), которые расположены во втором звездообразном или колесообразном держателе (5) удерживающих устройств, установленном с возможностью вращения,
- по меньшей мере одну расположенную в области первых удерживающих устройств (2) первую рабочую станцию, служащую для осуществления по меньшей мере одной из следующих операций: подготовка (А1) развертки, предназначенной для образования наружной оболочки (101), наматывание (А2) развертки на первое удерживающее устройство (2) или внутрь него, спрессовывание и/или склеивание (A3) концов развертки, намотанной на первое удерживающее устройство (2) или внутрь него, с образованием области шва,
- передаточную станцию (6), служащую для передачи (А4, В1) готовой наружной оболочки (101) из первого удерживающего устройства (2) во второе удерживающее устройство (4),
- по меньшей мере одну расположенную в области вторых удерживающих устройств (4) вторую рабочую станцию, служащую для осуществления по меньшей мере одной из следующих операций: вдавливание (В2) наружной оболочки (101) внутрь или надевание под нажимом внутреннего стаканчика (102) на второе удерживающее устройство (4), вдавливание (В3, В4) готового внутреннего стаканчика (102) в готовую наружную оболочку (101) или надевание под нажимом готовой наружной оболочки (101) на готовый внутренний стаканчик (102), контроль (В5) готовых стаканчиков, отсортировка (В6) бракованных стаканчиков (100), извлечение (В7) готового стаканчика (100) из второго удерживающего устройства (4), и
- подготовительную станцию, служащую для осуществления по меньшей мере одной операции перед подготовкой развертки наружной оболочки (101) - отделение (D1) одной развертки одной наружной оболочки (101) от штабеля,
отличающаяся тем, что подготовительная станция выполнена с возможностью осуществления по меньшей мере одной из следующих операций после выполнения операции отделения (D1) одной развертки одной наружной оболочки (101): предварительное сгибание (D2) одного конца развертки для образования клапана для склеивания области шва, нагрев (D3) области шва или всей развертки, нанесение (D4) клея в области шва.
2. Машина (1) по п.1, отличающаяся тем, что содержит
- несколько третьих удерживающих устройств (8), которые расположены в третьем звездообразном или колесообразном держателе (9) удерживающих устройств, установленном с возможностью вращения,
- по меньшей мере одну расположенную в области третьих удерживающих устройств (8) третью рабочую станцию, служащую для осуществления по меньшей мере одной из следующих операций: отделение (С1) готовых внутренних стаканчиков (102) от штабеля, нанесение (С2) клея на наружную сторону внутреннего стаканчика (102) и
- передаточную станцию, служащую для передачи готового внутреннего стаканчика (102) из третьего удерживающего устройства (8) во второе удерживающее устройство (4).
3. Машина (1) по п.1, отличающаяся тем, что первые удерживающие устройства (2) выполнены в виде оправок.
4. Машина (1) по п.3, отличающаяся тем, что у каждого из выполненных в виде оправок первых удерживающих устройств (2) в передней, если смотреть в направлении вращения первого держателя (3) удерживающих устройств, области периметра выходит по меньшей мере одно первое отверстие (34) расположенного в оправке канала (35), а этот канал соединен непосредственно с всасывающим входом устройства для создания вакуума.
5. Машина (1) по п.3 или 4, отличающаяся тем, что у каждого выполненного в виде оправки первого удерживающего устройства (2) в его концевой области, расположенной ближе к держателю (3) удерживающих устройств, расположена втулка (36), установленная с возможностью перемещения в осевом направлении относительно оправки, для отсоединения от оправки намотанной на оправку наружной оболочки (101) и передачи (А4, В1) ее в передаточной станции (6).
6. Машина (1) по п.3, отличающаяся тем, что у каждого из выполненных в виде оправки первых удерживающих устройств (2) на их периметр выходит по меньшей мере одно первое выпускное отверстие (37) и это отверстие соединено непосредственно с устройством для создания давления, в частности с источником сжатого воздуха.
7. Машина (1) по п.6, отличающаяся тем, что по периметру выполненных в виде оправок удерживающих устройств (2) расположено несколько первых выпускных отверстий (37).
8. Машина (1) по п.6, отличающаяся тем, что в области первого выпускного отверстия (37), соответственно первых выпускных отверстий, (37) расположен проходящий по периметру канал (38) в выполненном в виде оправки удерживающем устройстве (2) и первое выпускное отверстие (37) выходит в этот канал (38).
9. Машина (1) по п.6 или 8, отличающаяся тем, что первое выпускное отверстие (37) и/или канал (38) ориентированы таким образом, что их направление выпуска направлено в сторону, обращенную от центра первого держателя (3) удерживающих устройств.
10. Машина (1) по п.1, отличающаяся тем, что вторые удерживающие устройства (4) выполнены в виде втулок или колец.
11. Машина (1) по п.10, отличающаяся тем, что на внутренней боковой поверхности выполненного в виде втулки или кольца второго удерживающего устройства (4) расположено по меньшей мере одно выпускное отверстие (39).
12. Машина (1) по п.11, отличающаяся тем, что второе выпускное отверстие (39) ориентировано таким образом, что его направление выпуска указывает в направлении первого удерживающего устройства (2) первого держателя (3) удерживающих устройств.
13. Машина (1) по п.12, отличающаяся тем, что направленное на первое удерживающее устройство (2) направление выпуска второго выпускного отверстия (39) направлено на центр оправки.
14. Машина (1) по п.10, отличающаяся тем, что на внутренней боковой поверхности выполненного в виде втулки или кольца второго удерживающего устройства (4) выходит по меньшей мере одно второе отверстие (40) расположенного во втулке или в кольце канала, а этот канал соединен непосредственно с всасывающим входом устройства для создания вакуума.
15. Машина (1) по п.2, отличающаяся тем, что третьи удерживающие устройства (8) выполнены в виде оправок.
16. Машина (1) по п.3, отличающаяся тем, что рабочая станция, служащая для наматывания (А2) развертки наружной оболочки (101) на выполненное в виде оправки первое удерживающее устройство (2), снабжена щетками (19), которые при вращении первого держателя (3) удерживающих устройств U-образно наматывают развертку на оправку.
17. Машина (1) по п.3, отличающаяся тем, что рабочая станция, служащая для наматывания (А2) развертки наружной оболочки (101) на выполненное в виде оправки первое удерживающее устройство (2), содержит рычаги (20), которые полностью наматывают вокруг оправки предварительно U-образно согнутую развертку.
18. Машина (1) по п.16 или 17, отличающаяся тем, что щетки (19), а также оба рычага (20) неподвижно зафиксированы относительно первого держателя (3) удерживающих устройств на раме машины (1).
19. Машина (1) по п.1, отличающаяся тем, что для каждого из первых удерживающих устройств (2) предусмотрен собственный зажимной рычаг (26) и этот зажимной рычаг (26) установлен на первом держателе (3) удерживающих устройств с возможностью поворота относительно первого удерживающего устройства (2).
20. Машина (1) по п.19, отличающаяся тем, что зажимные рычаги (26) соответственно расположены относительно выполненных в виде оправок удерживающих устройств (2) в задней, если смотреть в направлении вращения первого держателя (3) удерживающих устройств, области периметра оправок и зажимные рычаги своими прижимами могут переставляться из удаленного от оправки положения в прилегающее к оправке положение.
21. Машина (1) по п.1 или 2, отличающаяся тем, что оси первого, и/или второго, и/или третьего удерживающих устройств (2, 4, 8) ориентированы в соответствующем держателе (3, 5, 9) удерживающих устройств звездообразно.
22. Машина (1) по п.1 или 2, отличающаяся тем, что оси первого, и/или второго, и/или третьего удерживающих устройств (2, 4, 8) ориентированы в соответствующем держателе (3, 5, 9) удерживающих устройств подобно магазину револьвера.
23. Машина (1) по п.1, отличающаяся тем, что станция предварительного сгибания (D2) области шва расположена с той стороны подготовительной станции, по которой направляется конец развертки, расположенный у готовой наружной оболочки (101) в области шва внутри.
24. Машина (1) по п.1, отличающаяся тем, что подготовительная станция содержит взаимодействующие пары ленточных транспортеров (15) и эти пары, если смотреть в направлении транспортировки, расположены поперек направления транспортировки на расстоянии друг от друга и при этом задают плоскость (27) транспортировки.
25. Машина (1) по п.24, отличающаяся тем, что в подготовительной станции на обращенном к первому держателю (3) удерживающих устройств конце ленточных транспортеров (15) имеются подающие салазки (30), снабженные средствами для фиксации развертки, которая предназначена для образования наружной оболочки (101), и эти подающие салазки (30) из положения, в котором развертка забирается с ленточных транспортеров (15), могут переставляться в положение подготовки (А1) развертки в первое удерживающее устройство (2) первого держателя (3) удерживающих устройств.
26. Машина (1) по п.25, отличающаяся тем, что средства для фиксации развертки на подающих салазках (30) образованы расположенными на расстоянии друг от друга в поперечном направлении относительно направления движения подающих салазок (30) опорными поверхностями (31), в которые выходят всасывающие отверстия (32), и эти отверстия соединены непосредственно с всасывающим входом устройства для создания вакуума.
27. Машина (1) по п.26, отличающаяся тем, что между опорными поверхностями (31) подающих салазок (30), расположенными на расстоянии друг от друга в поперечном направлении, в этих салазках выполнена выемка (33), через которую могут продвигаться по меньшей мере первые удерживающие устройства (2) при подготовке (А1) развертки с целью образования наружной оболочки (101).
28. Машина (1) по п.1, отличающаяся тем, что станция, служащая для нанесения (D4) клея в области шва, содержит по меньшей мере одно обращенное к области шва сопло (23) и это сопло установлено с возможностью перестановки параллельно плоскости (27) транспортировки, а также поперек направления транспортировки развертки.
29. Машина (1) по п.28, отличающаяся тем, что поперечная перестановка сопла (23) осуществляется в направлении, перпендикулярном направлению транспортировки развертки.
30. Машина (1) по п.28 или 29, отличающаяся тем, что поперечная перестановка сопла (23), служащего для нанесения клея, осуществляется одновременно с движением транспортировки развертки.
31. Машина (1) по п.28 или 29, отличающаяся тем, что сопло (23) в положении покоя поддерживается в чистоте посредством увлажненной вращающейся губки (24).
32. Машина (1) по п.1, отличающаяся тем, что станция для нанесения (D4) клея на область шва расположена с той стороны подготовительной станции, по которой направляется конец развертки, расположенный у готовой наружной оболочки (101) в области шва снаружи.
33. Способ изготовления стаканчика (100) из многослойного материала, а именно из наружной оболочки (101), состоящей из первого материала, и внутреннего стаканчика (102), состоящего из второго материала, содержащий следующие этапы:
- осуществление по меньшей мере одной из следующих операций: подготовка (А1) развертки наружной оболочки (101), наматывание (А2) развертки на первое удерживающее устройство (2) или внутрь него, спрессовывание и/или склеивание (A3) концов развертки, намотанной на первое удерживающее устройство (2) или внутрь него, с образованием области шва, по меньшей мере в одной первой рабочей станции, расположенной в области первого удерживающего устройства (2), которое находится в первом установленном с возможностью вращения звездообразном или колесообразном держателе (3) удерживающих устройств,
- передача (А4, В1) готовой наружной оболочки (101) из первого удерживающего устройства (2) во второе удерживающее устройство (4), которое находится во втором установленном с возможностью вращения звездообразном или колесообразном держателе (5) удерживающих устройств, в области передаточной станции (6),
- осуществление по меньшей мере одной из следующих операций: вдавливание (В2) наружной оболочки (101) во второе удерживающее устройство (4) или надевание под нажимом внутреннего стаканчика (102) на второе удерживающее устройство (4), вдавливание (В3, В4) готового внутреннего стаканчика (102) в готовую наружную оболочку (101) или надевание под нажимом готовой наружной оболочки (101) на готовый внутренний стаканчик (102), контроль (В5) готовых стаканчиков, отсортировка (В6) бракованных стаканчиков (100), извлечение (В7) готового стаканчика (100) из второго удерживающего устройства (4) по меньшей мере в одной расположенной в области второго удерживающего устройства (4) второй рабочей станции, и
- осуществление по меньшей мере одной операции перед подготовкой развертки наружной оболочки (101) - отделение (D1) одной развертки одной наружной оболочки (101) от штабеля,
отличающийся тем, что после выполнения операции отделения (D1) одной развертки одной наружной оболочки (101) осуществляют по меньшей мере одну из следующих операций на подготовительной станции: предварительное сгибание (D2) одного конца развертки для образования клапана для склеивания области шва, нагрев (D3) области шва или всей развертки, нанесение (D4) клея в области шва.
| EP 1990184 A1, 12.11.2008 | |||
| DE 19517394 A1, 14.11.1996 | |||
| US 4452596 A, 05.06.1984 | |||
| DE 1159255 B, 12.12.1963 |

