Область техники, к которой относится изобретение
Настоящее изобретение относится к плакированной алюминием высокопрочной детали, имеющей превосходное антикоррозийное свойство после окрашивания, которую изготавливают штамповкой при высокой температуре, то есть посредством горячей штамповки, и пригодна для элементов, в которых требуется прочность, таких как автомобильные детали и другие конструктивные элементы, а более конкретно, к высокопрочной детали, которая формуется посредством горячей объемной штамповки, в которой подавляется распространение трещин, которые образуются в плакирующем слое из алюминия при горячей объемной штамповке плакированного алюминием высокопрочного стального листа, и имеет превосходное антикоррозийное свойство после окрашивания, а также - к способу ее изготовления.
Уровень техники
В последнее время в применениях стального листа для автомобильного использования (например, стойки для автомобиля, усилительные дверные балки, буферные брусья и т.д.) и подобного был необходим стальной лист, в котором достигаются и высокая прочность, и высокая формуемость. В качестве одного средства, чтобы справляться с этим, существует ТРИП-сталь с пластичностью, обусловленной используемым мартенситным превращением остаточного аустенита. Используя эту ТРИП-сталь, можно производить высокопрочный стальной лист, имеющий превосходную формуемость и класс 1000 МПа или такую прочность, но затруднено сохранение формуемости с очень высокопрочным стальным листом более высокой прочности, например, 1500 МПа или более.
Принимая во внимание эту ситуацию, совсем недавно сосредоточились на способе формовки, как способе для сохранения высокой прочности и высокой формуемости, и высокая формуемость была горячей объемной штамповкой (также называемой горячим прессованием, горячей объемной штамповкой, закалкой в штампе, закалкой под прессом и т.д.). Эта горячая объемная штамповка нагревает стальной лист до 800°C или выше, затем образует его аустенитную область посредством штампа, когда он горячий, чтобы таким образом улучшить формуемость высокопрочного стального листа, и после его формования охлаждают для его закалки в прессующем штампе, и чтобы, таким образом, получить фасонную деталь требуемого качества.
Горячая объемная штамповка является многообещающей в качестве метода формования очень высокопрочных элементов, но обычно включает в себя этап нагревания стального листа в атмосфере. В это же время образуются оксиды (окалина) на поверхности стального листа, таким образом, становится необходимым этап удаления окалины. В этом смысле, на таком последующем этапе была проблема потребности в критериях с точки зрения возможности удаления окалины и нагрузки от воздействия окружающей среды.
Как способ для облегчения этой проблемы был предложен способ использования плакированного алюминием стального листа в качестве применения стального листа для горячештампованного элемента, для того, чтобы подавить образование окалины во время нагревания (например, см. PLTs 1 и 2).
Плакированный алюминием стальной лист является эффективным для эффективного изготовления высокопрочной фасонной детали горячей штамповкой. Плакированный алюминием стальной лист формируется штампованием, затем окрашивается. Плакирующий слой из алюминия после нагревания во время горячей объемной штамповки меняется на интерметаллическое соединение вплоть до поверхности. Это соединение чрезвычайно хрупко. Будучи подвергнутым жесткой операции формования посредством горячей объемной штамповки, плакирующий слой из алюминия легко растрескивается. Кроме того, фазы этого интерметаллического соединения имеют более электроположительный потенциал, чем матричный стальной лист, таким образом, была проблема, что коррозия стального листового материала начинается от трещин как отправных точек, а антикоррозийное свойство после окрашивания ухудшается.
Чрезвычайно эффективным является добавление Mn к этому интерметаллическому соединению, чтобы исключить падение в антикоррозийном свойстве после окрашивания из-за образования трещин в плакирующем слое из алюминия, таким образом, был предложен плакированный алюминием стальной лист, который улучшен по антикоррозийному свойству последующей окраской путем добавления 0,1% или более Mn в плакирующий слой из алюминия (например, см. PLT 3).
Способ, который описан в PLT 3, добавляет специальные составляющие элементы в плакирующий слой из алюминия для предотвращения образования трещин в плакирующем слое из алюминия, но не является способом, который предотвращает образование трещин в плакирующем слое из алюминия без добавления специальных компонентов в плакирующий слой из алюминия.
Кроме того, был предложен плакированный алюминием стальной лист, где при добавлении элементов к матричной стали плакированного алюминием стального листа, чтобы получить Ti+0,1Mn+0,1Si+0,1Cr>0,25, эти элементы промотируют диффузию между Al-Fe, так что, даже если образуются трещины в плакированном слое из алюминия, Fe-Al реакция протекает вокруг них, и поэтому стальной листовой материал предохраняется от его незащищенности, а коррозионная стойкость улучшается (например, см. PLT 4).
Однако способ, который описан в PLT 4, не пытается предотвратить трещины от формования в плакирующем слое из алюминия.
Перечень ссылочных документов
Патентная литература
PLT 1: Публикация патента в Японии № 2003-181549A
PLT 2: Публикация патента в Японии № 2003-49256A
PLT 3: Публикация патента в Японии № 2003-34855A
PLT 4: Публикация патента в Японии № 2003-34846A
Раскрытие изобретения
Техническая проблема
Настоящее изобретение было сделано, учитывая эту ситуацию, и его задачей является создание горячештампованной высокопрочной детали, в которой распространение трещин, которые образуются в плакирующем слое из алюминия при горячей объемной штамповке плакированного алюминием стального листа, подавляется и антикоррозийное свойство после окрашивания является превосходным даже без добавления специальных компонентов, которые подавляют образование трещин в плакирующем слое из алюминия. Кроме того, задачей изобретения является образование смазочной пленки на поверхности плакирующего слоя из алюминия для улучшения формуемости во время горячей объемной штамповки плакированного алюминием стального листа и подавление образования трещин в плакирующем слое из алюминия. Кроме того, задачей изобретения является создание способа изготовления горячештампованной высокопрочной детали.
Решение проблемы
Авторы изобретения занимались интенсивным исследованием, чтобы решить вышеприведенные проблемы и завершили настоящее изобретение. Вообще, плакированный алюминием стальной лист для использования горячештампованного элемента формуют с плакирующим слоем из алюминия на одной или обеих поверхностях стального листа путем плакирования погружением в горячий расплав и т.д. Плакирующий слой из алюминия может содержать в % по массе Si: 2-7%, в соответствии с необходимостью, и состоит из Al - остальное и неизбежных примесей.
Когда плакирующий слой из алюминия плакированного алюминием стального листа перед горячей объемной штамповкой содержит кремний, то он состоит из слоя Al-Si и слоя Fe-Al-Si из поверхностного слоя. Для горячей объемной штамповки плакированного алюминием стального листа, во-первых, плакированный алюминием лист нагревают до высокой температуры, чтобы сделать стальной лист аустенитной фазой. Кроме того, плакированный алюминием стальной лист, который превращают в аустенит, штампуется горячим, затем фасонный, плакированный алюминием стальной лист охлаждается. Плакированный алюминием стальной лист может быть изготовлен (с использованием) высокой температуры для его однократного размягчения и содействия последующей штамповке. Кроме того, стальной лист могут нагревать и охлаждать, так что он закаляется, и реализуется приблизительно 1500 МПа или высокая механическая прочность.
На этапе нагревания этого плакированного алюминием стального листа для использования горячештампованного элемента внутри плакирующего слоя из алюминия (при включении Si) Al-Si и Fe из стального листа сообща диффундируют, таким образом, изменяясь как целое до Al-Fe соединения (интерметаллическое соединение). В это же время в Al-Fe соединении тоже частично образуется фаза, которая содержит кремний. Это соединение (интерметаллическое соединение) является чрезвычайно хрупким. При фасонировании его в жестких условиях в горячем объемном прессовании будут образовываться трещины в плакирующем слое из алюминия. Кроме того, эти фазы имеют потенциал более электроположительный, чем матричный стальной лист, таким образом, коррозия материала стального листа будет начинаться от трещин как исходных точек, и фасонированная деталь будет уменьшаться по антикоррозийному свойству после окрашивания. Поэтому подавление трещин, которые образуются в плакирующем слое из алюминия после горячей объемной штамповки, улучшает антикоррозийное свойство после окрашивания детали, которая формуется посредством горячей объемной штамповки.
В горячей объемной штамповке не является возможным избежать образования трещин в плакирующем слое из алюминия, но авторы изобретения обратили внимание на факт, что если было возможным приостановить распространение трещин плакирующего слоя из алюминия, которые образовались при горячей объемной штамповке внутри плакирующего слоя из алюминия, то трещины не достигли бы матричного стального листа. Они обнаружили, что это сделало бы возможным предотвращение коррозии материала стального листа и предотвращение отрицательного воздействия на антикоррозийное свойство после окрашивания горячештампованной детали. Авторы изобретения занимались интенсивным исследованием по приостановлению распространения трещин в плакирующем слое из алюминия для трещин, которые образовались в плакирующем слое из алюминия. В результате, они обнаружили, что если регулировать среднюю длину отсекаемых отрезков кристаллических зерен фазы интерметаллического соединения, которая содержит Al в пределах 40-65% среди кристаллических зерен множества фаз интерметаллических соединений на основе Al-Fe, которые образуются на поверхности стального листа (ниже иногда просто называют как «Средняя линейная длина отсекаемых отрезков») до 3-20 мкм, возможно приостановить распространение трещин, которые образуются в плакирующем слое из алюминия. Кроме того, они обнаружили, что дополнительное образование смазывающей пленки, которая содержит ZnO на поверхности плакирующего слоя из алюминия, обеспечивает смазывающую способность во время горячей объемной штамповки и предотвращение поверхностных дефектов и образования трещин. Кроме этого, они обнаружили состав стального листа, который подходит для горячей объемной штамповки.
Кроме этого, авторы изобретения обнаружили, что толщина плакирующего слоя из сплава Al-Fe имеет влияние на состояние разбрызгивания во время точечной сварки, и обнаружили, что для получения стабильной свариваемости методом точечной сварки важно уменьшать отклонение толщины плакирования (стандартное отклонение), делать среднюю величину толщины плакирующего слоя из сплава Al-Fe 10-50 мкм, а также делать отношение средней величины толщины к стандартному отклонению толщины (стандартное отклонение толщины/средняя величина толщины) 0,15 или менее.
Настоящее изобретение завершали на основе этих открытий и имеет своей сущностью следующее:
(1) горячештампованная высокопрочная деталь, имеющая превосходное антикоррозийное свойство после окрашивания, содержит плакирующий слой из сплава, включающий в себя фазу интерметаллического соединения Al-Fe на поверхности стального листа,
плакирующий слой из сплава состоит из фаз из множества интерметаллических соединений,
средняя линейная длина отсекаемых отрезков кристаллических зерен фазы, содержащей Al: 40-65% масс. среди фаз множества интерметаллических соединений, составляет 3-20 мкм,
средняя величина толщины плакирующего слоя из сплава Al-Fe составляет 10-50 мкм, и
отношение средней величины толщины к стандартному отклонению толщины плакирующего слоя из сплава Al-Fe удовлетворяет следующей зависимости:
0<стандартное отклонение толщины/среднее значение толщины ≤0,15.
(2) Горячештампованная высокопрочная деталь, которая является превосходной по антикоррозионному свойству после окрашивания, как изложено в вышеприведенном (1), характеризуется тем, что отношение среднего значения толщины к стандартному отклонению толщины составляет 0,1 или менее.
(3) Горячештампованная высокопрочная деталь, которая является превосходной по антикоррозионному свойству после окрашивания, как изложено в вышеприведенных (1) или (2), характеризуется тем, что плакирующий слой из сплава Al-Fe содержит в % по массе Si: 2-7%.
(4) Горячештампованная высокопрочная деталь, которая является превосходной по антикоррозионному свойству после окрашивания, как изложено в вышеприведенных (1) или (2), характеризуется тем, что обеспечивают поверхностный пленочный слой, который содержит ZnO, на поверхности плакирующего слоя из сплава Al-Fe.
(5) Горячештампованная высокопрочная деталь, которая является превосходной по антикоррозионному свойству после окрашивания, как изложено в вышеприведенном (4), характеризуется тем, что содержание ZnO поверхностного пленочного слоя составляет, в пересчете на массу Zn, 0,3-7 г/м2 на сторону.
(6) Горячештампованная высокопрочная деталь, которая является превосходной по антикоррозионному свойству после окрашивания, как изложено в вышеприведенных (1) или (2), характеризуется тем, что стальной лист состоит из химических компонентов, которые содержат в качестве компонентов в % по массе
C: 0,1-0,5%,
Si: 0,01-0,7%,
Mn: 0,2-2,5%,
Al: 0,01-0,5%,
P: 0,001-0,1%,
S: 0,001-0,1%,
N: 0,0010%-0,05% и
остальное - Fe и неизбежные примеси.
(7) Горячештампованная высокопрочная деталь, которая является превосходной по антикоррозионному свойству после окрашивания, как изложено в вышеприведенном (6), характеризуется тем, что стальной лист дополнительно содержит в % по массе один или более элементов, выбранных из
Cr: более 0,4-3%,
Mo: 0,005-0,5%,
B: 0,0001-0,01%,
W: 0,01-3%,
V: 0,01-2%,
Ti: 0,005-0,5%,
Nb: 0,01-1%
Ni: 0,01-5%,
Cu: 0,1-3%,
Sn: 0,005%-0,1% и
Sb: 0,005%-0,1%.
(8) Способ изготовления плакированного алюминием стального листа для горячештампованной высокопрочной детали, включающий этапы:
обеспечения плакированного алюминием стального листа, полученного характеризующийся
горячей прокаткой стали, которая включает химические компоненты, которые содержат в % по массе
C: 0,1-0,5%,
Si: 0,01-0,7%,
Mn: 0,2-2,5%,
Al: 0,01-0,5%,
P: 0,001-0,1%,
S: 0,001-0,1%,
N: 0,0010%-0,05%, и
остальное - Fe и неизбежные примеси,
холодной прокаткой указанной горячекатаной стали для получения холоднокатаного стального листа,
нагреванием указанного холоднокатаного стального листа на линии плакирования погружением в горячий расплав до температуры отжига 670-760°C,
выдержкой указанного нагретого стального листа в печи с восстановительной атмосферой в течение 60 с или менее, и
плакированием указанного стального листа алюминием; и
дрессировкой указанного плакированного алюминием стального листа для придания скорости прокатки 0,5-2%;
повышением температуры указанного дрессированного плакированного алюминием стального листа со скоростью повышения температуры 3-200°C/с;
горячей штамповкой плакированного алюминием стального листа в условиях параметра Ларсон-Миллера (LMP), выраженного следующей формулой:
LMP=T (20+logt)
(где T: температура нагрева плакированного алюминием стального листа (абсолютная температура K), t: время выдержки в нагревательной печи после достижения целевой температуры (ч)) 20000-23000; и
закалкой указанного плакированного алюминием стального листа после горячей объемной штамповки со скоростью охлаждения 20-500°C/с в штампе.
(9) Способ изготовления плакированного алюминием стального листа для горячештампованной высокопрочной детали, как изложено в вышеприведенном (8), характеризующийся тем, что сталь дополнительно содержит в % по массе один или более элементов, выбранных из
Cr: более 0,4-3%,
Mo: 0,005-0,5%,
B: 0,0001-0,01%,
W: 0,01-3%,
V: 0,01-2%,
Ti: 0,005-0,5%,
Nb: 0,01-1%,
Ni: 0,01-5%,
Cu: 0,1-3%,
Sn: 0,005%-0,1% и
Sb: 0,005%-0,1%.
(10) Способ изготовления плакированного алюминием стального листа для горячештампованной высокопрочной детали, как изложено в вышеприведенном (8) или (9), характеризующийся тем, что на этапе горячей объемной штамповки скорость повышения температуры составляет 4-200°C/с.
(11) Способ изготовления плакированного алюминием стального листа для горячештампованной высокопрочной детали, как изложено в вышеприведенных (8)-(9), характеризующийся тем, что на этапе получения плакированного алюминием стального листа плакирующая ванна для плакирования алюминием содержит Si в количестве 7-15%, и температура ванны или температура листа на входе в ванну составляет 650°C или менее.
Преимущества изобретения
Согласно настоящему изобретению, можно приостановить трещины, которые образовались в плакирующем слое (легированном слое) плакированного алюминием стального листа во время горячей объемной штамповки без допускания распространения на границах кристаллических зерен плакирующего слоя. По этой причине трещины не достигают поверхности горячештампованной высокопрочной детали, и горячештампованная высокопрочная деталь может быть улучшена по антикоррозийному свойству после окрашивания. Кроме того, в настоящем изобретении поверхность плакирующего слоя плакированного алюминием стального листа дополнительно образуется со смазывающим поверхностным пленочным слоем, который содержит ZnO, и затем лист штампуется в горячем состоянии для получения фасонной детали. Благодаря этому возможно улучшить обрабатываемость во время горячей объемной штамповки и возможно подавить образование трещин, таким образом, может быть повышена производительность. Более того, уменьшением отклонения толщины плакирования может быть стабилизирована свариваемость методом точечной сварки. Кроме того, использованием стального листа, имеющего стальные компоненты по настоящему изобретению, возможно получить горячештампованную высокопрочную деталь, которая имеет предел прочности при растяжении 1000 МПа и выше.
Краткое описание чертежей
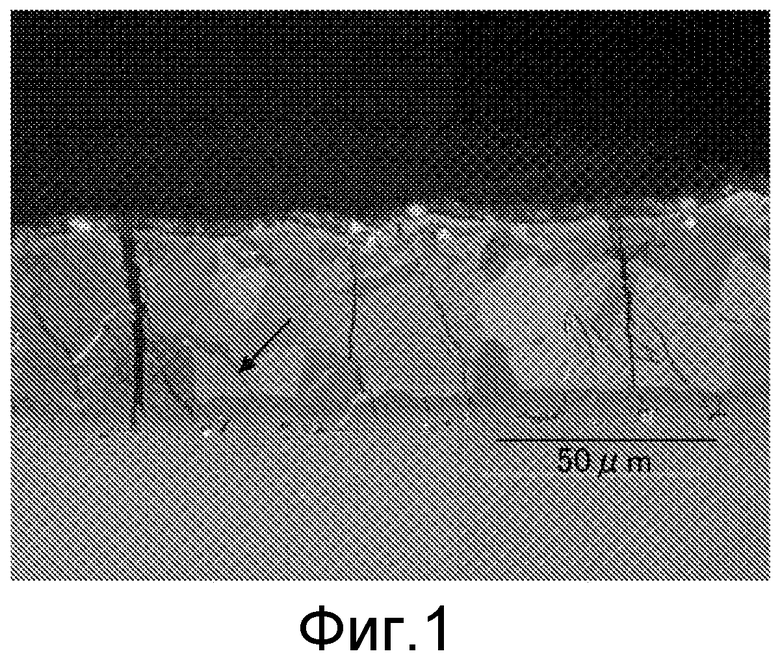
Фиг.1 представляет собой поляризационную микрофотографию структуры плакирующего слоя из алюминия в поперечном сечении горячештампованной детали.
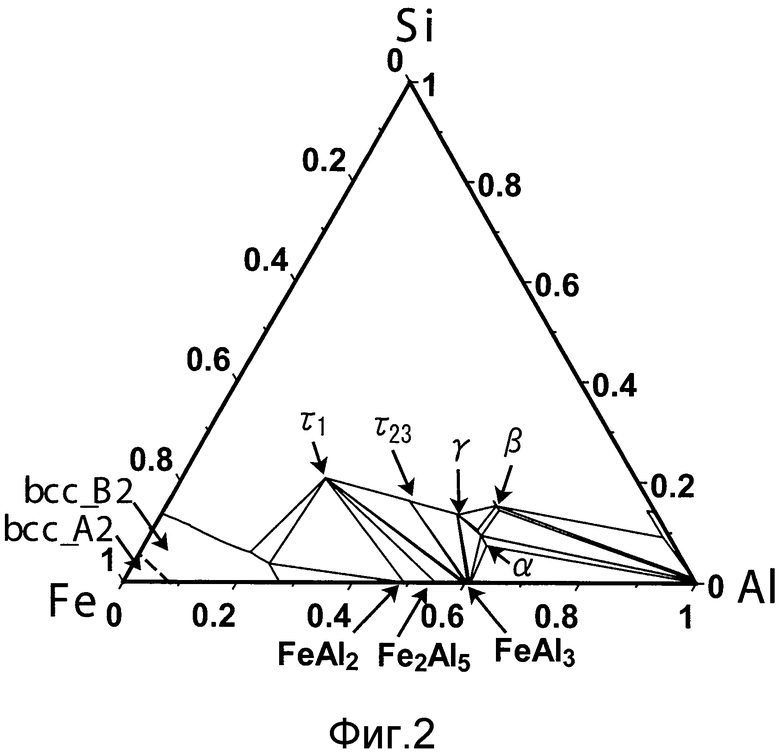
Фиг.2 представляет собой трехфазную диаграмму (изотерма 650°C).
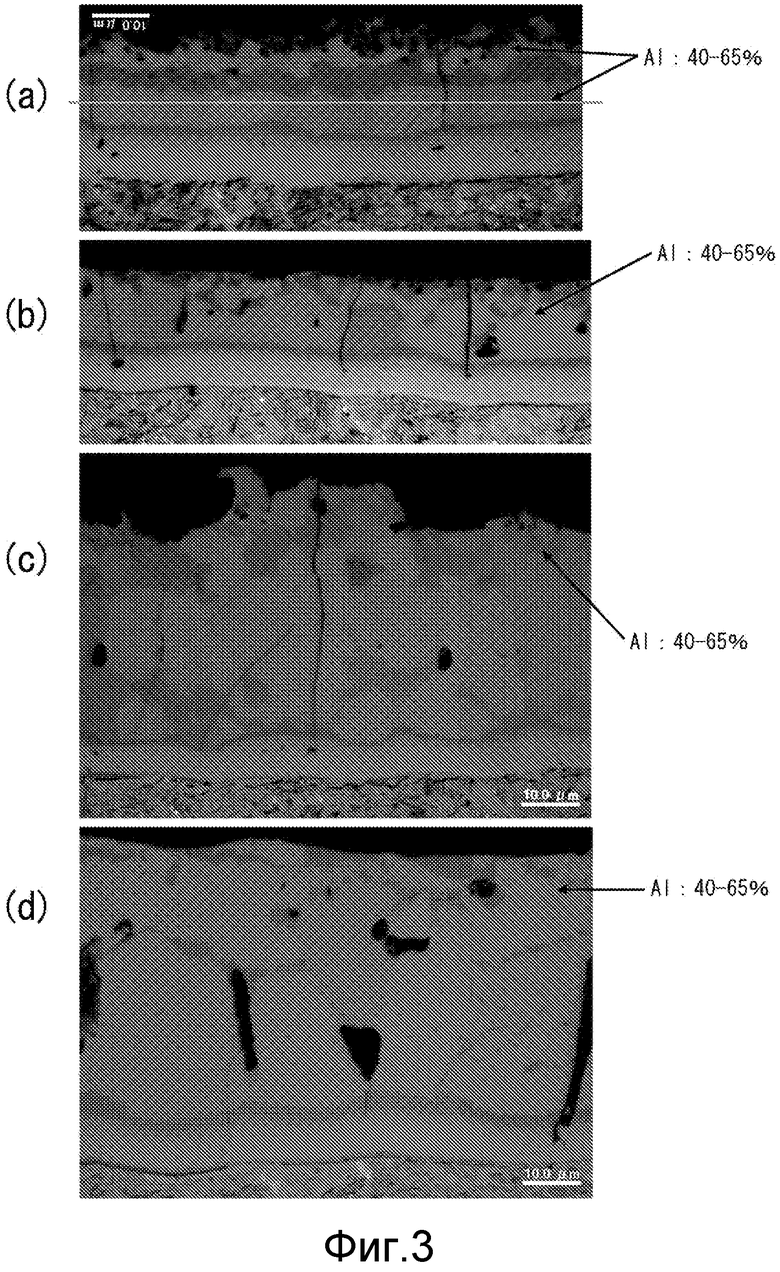
Фиг.3(a)-(d) представляют собой поляризационные микрофотографии структуры плакирующего слоя из алюминия, (a) показывает случай толщины плакирования 40 г/м на сторону и скорости повышения температуры при горячей объемной штамповке 5°C. (b) показывает случай толщины плакирования толщины плакирования 40 г/м на сторону и скорости повышения температуры при горячей объемной штамповке 20°C. (c) показывает случай толщины плакирования толщины плакирования 80 г/м на сторону и скорости повышения температуры при горячей объемной штамповке 5°C. (d) показывает случай толщины плакирования толщины плакирования 80 г/м на сторону и скорости повышения температуры при горячей объемной штамповке 20°C. Кроме того, (a) представляет собой изображение, которое показывает способ нахождения средней длины отсекаемых отрезков кристаллических зерен линейным сегментным методом. Это изображение, которое показывает среднюю длину отсекаемых отрезков, найденную вычерчиванием линии, параллельной поверхности плакирующего слоя, подсчетом числа границ зерен, которые пересекаются этой линией, и делением измеренной длины на число границ зерен. В (a) средняя линейная длина отсекаемых отрезков была 12,3 мкм.
Фиг.4 представляет собой изображение, которое показывает влияния условий плакирования алюминием и условий нагревания во время горячей объемной штамповки на среднюю длину отсекаемых отрезков фазы интерметаллического соединения, которая содержит Al: 40-65%. Абсцисса показывает параметр Ларсона-Миллера (LMP) условий нагревания во время горячей объемной штамповки.
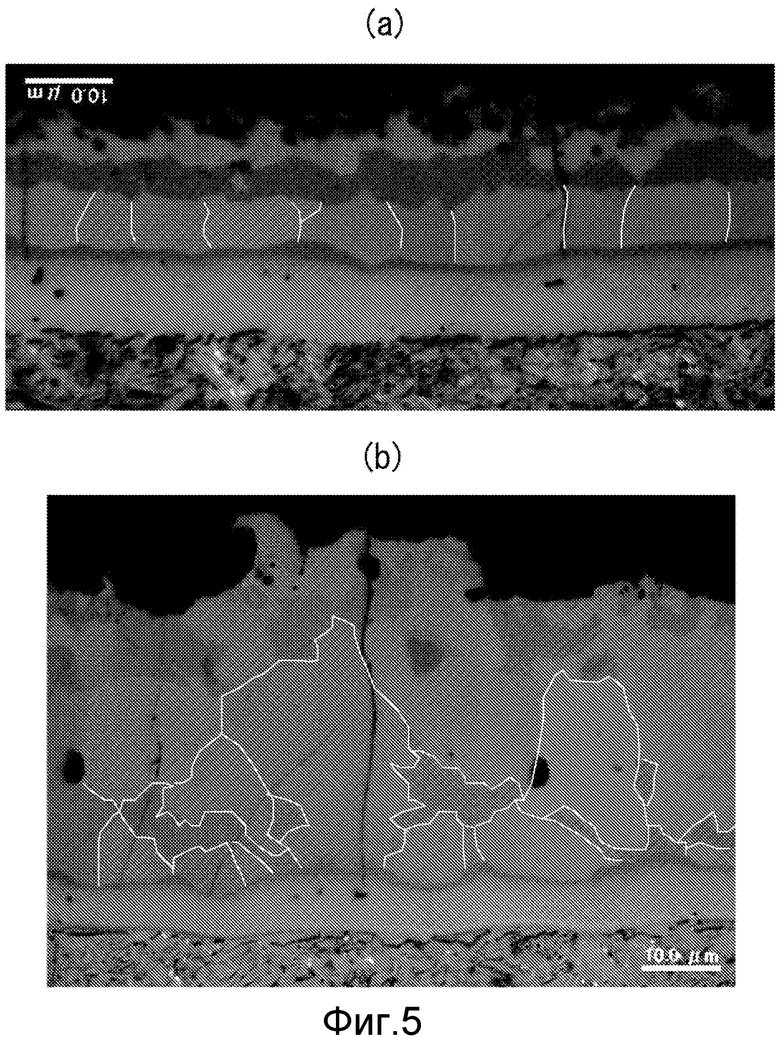
Фиг.5 представляет собой поляризационную микрофотографию структуры плакирующего слоя из алюминия из фиг.3, на которой границы зерна кристаллических зерен очерчены, чтобы ясно показать их.
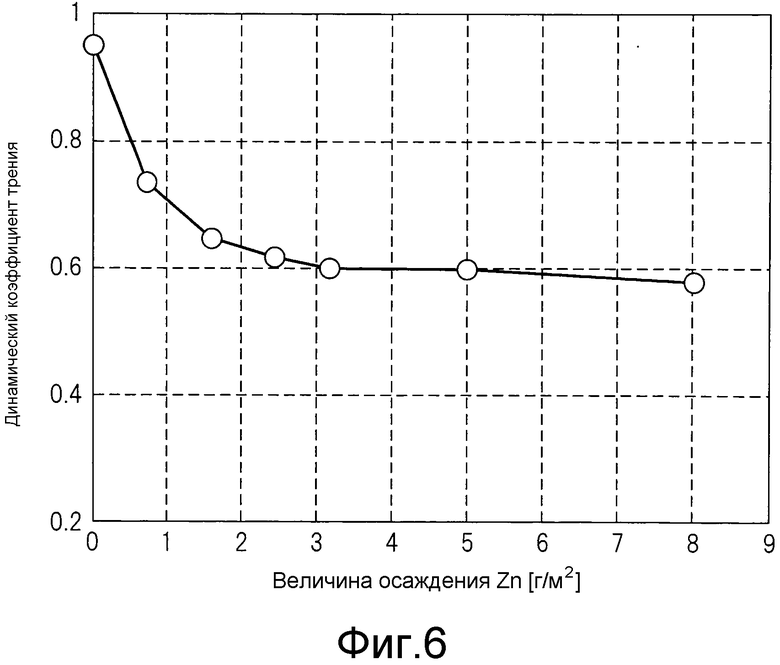
Фиг.6 представляет собой изображение, которое показывает взаимосвязь между величиной осаждения Zn на поверхность плакированного алюминием стального листа и динамическим коэффициентом трения.
Описание вариантов осуществления
Горячештампованной деталью по настоящему изобретению является изготовленная высокопрочная деталь, изготовленная посредством плакирования поверхности стального листа алюминием, термообработки полученного плакированного алюминием стального листа, чтобы позволить плакирующему слою из алюминия образовать сплав на поверхности, и затем его горячей объемной штамповки.
Способ плакирования алюминием в плакированном алюминием стальном листе для применения горячештампованного элемента, который используется в настоящем изобретении, не является особенно ограниченным. Например, могут использоваться способ плакирования погружением в горячий расплав - первое и самое главное, а также способ электролитического осаждения, способ вакуумного осаждения, способ плакирования и т.д., но наиболее распространенным в промышленности способом плакирования является способ плакирования погружением в расплав. Этот метод является желательным. Обычно при плакировании алюминием стального листа может использоваться ванна алюминирования, которая содержит Si 7-15% масс., но необходимый Si не содержится обязательно. Si действует для подавления роста легированного плакирующего слоя из алюминия во время плакирования. Ограничиваясь применениями горячей штамповки, существует небольшая необходимость подавлять рост легированного слоя, но в способе плакирования погружением в горячий расплав используется единственная ванна для получения продуктов для различных применений, таким образом, в применениях, где требуется обрабатываемость покрытия из алюминия, рост легированного слоя должен быть подавлен, так что Si обычно содержится. В настоящем изобретении количество Si, которое содержится в плакирующем слое из алюминия перед нанесением слоя алюминия становится легирующим, как объясняется далее, является фактором, который обуславливает среднюю длину отсекаемых отрезков в сплаве Al-Fe. В настоящем изобретении ванна алюминирования предпочтительно включает в себя Si: 7-15%. Посредством нагревания плакирующий слой из алюминия вынужден становиться легированным во время горячей объемной штамповки, Fe диффундирует из материала стального листа внутрь плакирующего слоя и концентрация Si в Al-Fe падает по сравнению с внутренней частью плакирующего слоя из алюминия перед горячей объемной штамповкой. Если ванна алюминирования содержит 7-15% Si, то слой из сплава Al-Fe после горячей объемной штамповки содержит Si в количестве 2-7%.
Стальной лист в горячештампованной высокопрочной детали по настоящему изобретению имеет слой Al-Fe, образованный легированием покрытия из алюминия на поверхности благодаря отжигу во время горячей объемной штамповки. Этот слой из сплава Al-Fe имеет среднюю величину толщины 10-50 мкм. Если толщина этого слоя из сплава Al-Fe составляет 10 мкм или более, после этапа нагревания плакированным алюминием стальным листом не может сохраняться достаточное антикоррозийное свойство для применения как быстро нагретого горячештампованного элемента. Чем больше толщина, тем лучше в смысле коррозионной стойкости, но чем больше толщина легированного слоя Fe-Al, тем легче для поверхностного слоя осыпаться во время горячей штамповки, так что верхний предел средней величины толщины делается 50 мкм или менее.
Кроме того, отклонение в толщине слоя из сплава Al-Fe горячештампованной высокопрочной детали влияет на стабильность свариваемости методом точечной сварки. Согласно исследованиям авторов изобретения, толщина слоя из сплава Al-Fe оказывает влияние на величину тока разбрызгивания. Чем меньше отклонение в толщине, тем меньше ток разбрызгивания, как общая тенденция. По этой причине, если отклонение в толщине слоя из сплава Al-Fe является большим, то величина тока разбрызгивания легко варьируется и, в результате, интервал, пригодный для сварочного тока, становится меньше. Поэтому необходимо соответствующим образом регулировать отклонение в толщине слоя из сплава Al-Fe. Было обнаружено, что необходимо было сделать отношение средней величины толщины к стандартному отклонению толщины (стандартное отклонение толщины/среднее значение толщины) плакирующего слоя из сплава Al-Fe 0,15 или менее. Более предпочтительно отношение составляет 0,1 или менее. Делая это, получают стабильную свариваемость методом точечной сварки.
Толщину плакирующего слоя из сплава Al-Fe горячештампованной высокопрочной детали измеряли и рассчитывали стандартное отклонение толщины следующим порядком. Первое - сталь прокатывали в горячем состоянии, затем прокатывали в холодном состоянии и плакировали Al (алюминием) с помощью линии плакирования погружением в горячий расплав.
Полную ширину стального листа нагревали и закаляли. После чего в местах 50 мм от двух кромок в поперечном направлении, середины ширины, а также в промежуточных местах от мест 50 мм от двух кромок и середины, всего пять местоположений, отбирали опытные образцы 20×0 мм. Опытные образцы разрезали, исследовали поперечные сечения и измеряли толщину спереди и сзади. В поперечных сечениях опытных образцов в любых 10 точках измеряли толщину. Рассчитывали среднее значение толщины и стандартное отклонение толщины. В измерении толщины, в это же время, каждое поперечное сечение полировали, затем травили 2-3%-ным ниталем для осветления поверхности раздела между легированным Al-Fe слоем и стальным листом и измеряли толщину легированного плакирующего слоя.
Если плакирующий слой из алюминия плакированного алюминием стального листа перед горячей объемной штамповкой содержит Si, то слой состоит из двух слоев - слоя Al-Si и слоя Fe-Al-Si в порядке от поверхностного слоя. Если этот слой Al-Si нагревается на этапе горячей объемной штамповки до 900°C или до такой степени, железо диффундирует из стального листа, плакирующий слой в целом изменяется до слоя Al-Fe соединения, а также образуется слой, который частично содержит Si в соединении Al-Fe.
Известно, что когда нагревают плакированный алюминием стальной лист, чтобы легировать плакирующий слой из алюминия перед горячей объемной штамповкой, легированный Fe-Al слой вообще обычно имеет пятислойную структуру. Среди этих пяти слоев, в порядке от поверхностного слоя плакированного стального листа, первый слой и третий слой главным образом содержат Fe2Al5 и FeAl2. В этих слоях концентрации Al составляют приблизительно 50% масс. Концентрация Al во втором слое составляет приблизительно 30% масс. Четвертый слой и пятый слой, как можно судить, являются слоями, соответствующими FeAl и αFe. Концентрации Al в четвертом слое и в пятом слое составляют соответственно 15-30% масс. и 1-15% масс., то есть широкие интервалы по составам. Остальное было Fe и Si в каждом слое. Эти легированные слои имели коррозионные стойкости, по существу зависимые от содержания Al. Чем выше содержание Al, тем лучше коррозионная стойкость. Поэтому первый слой и третий слой являются наилучшими по коррозионной стойкости. Необходимо отметить, что ниже пятого слоя находится мартенсит стального листа. Это является упрочненной структурой, в основном состоящей из мартенсита. Кроме того, второй слой является слоем, который содержит Si, который не может быть объяснен из Fe-Al бинарной фазовой диаграммы. Полный состав не ясен. Авторы изобретения считают, что это фаза, где соединения Fe2Al5 и Fe-Al-Si являются перемешанными.
При быстром нагревании и горячей объемной штамповке такого плакированного алюминием стального листа структура получающегося слоя из сплава Al-Fe, несмотря на то, что зависит от условий нагревания во время горячей штамповки, не представляет такую очевидную пятислойную структуру. Это, как считают, из-за того, что поскольку привлекается быстрое нагревание, уровень диффузии Fe внутрь плакирующего слоя является небольшим.
Слой из сплава Al-Fe образуется посредством диффузии Fe в материале стального листа внутрь покрытия из алюминия, именно так имеет распределение концентрации, где концентрация Fe является высокой и концентрация Al является низкой на стороне стального листа с плакирующим слоем из алюминия, и, кроме того, концентрация Fe падает, а концентрация Al растет по направлению к поверхностной стороне плакирующего слоя.
Если исследовать плакирующий слой из алюминия горячештампованной детали, поскольку фаза сплава Al-Fe является твердой и хрупкой, трещины образуются в плакирующем слое горячештампованной детали. Фиг.1 представляет собой поляризационную микрофотографию структуры плакирующего слоя из алюминия в поперечном сечении горячештампованной детали. Как показано на фигуре 1, найдено, что большие трещины проходят через кристаллические зерна и достигают матрицы, таким образом, небольшие трещины приостанавливаются на границах кристаллических зерен (показано стрелкой).
Поэтому авторы изобретения обращали внимание на явление трещин, которые были приостановлены на границах кристаллических зерен, и изучали по глубине приостановление распространения трещин, которые образуются в плакирующем слое из алюминия. В результате, они обнаружили, что путем регулирования среди кристаллических зерен множества интерметаллических соединений слои, главным образом, состоящие из Al-Fe, которые образуются на поверхности стали, среднего отсекающего слоя кристаллических зерен слоя интерметаллических соединений, который содержит Al:40-65%, в интервале 3-20 мкм, возможно приостановить распространение трещин, которые образуются в плакирующем слое из алюминия. Как объяснено ниже, «средняя линейная длина отсекаемых отрезков», на которую здесь ссылаются, означает длину, измеренную в направлении, параллельном поверхности стального листа. Здесь, плакирующий слой из сплава из алюминия, естественно, в основном состоит из Al и Fe, но покрытие из алюминия также содержит Si, таким образом, он в основном состоит из Al-Fe и содержит небольшое количество Al-Fe-Si.
Авторы изобретения изучали управляющие факторы, которые влияют на среднюю длину отсекаемых отрезков фазы, которая содержит Al: 40-65%, после чего они обнаружили, что на среднюю длину отсекаемых отрезков фазы, которая содержит Al: 40-65%, сильно влияют толщина плакирования, характер протекания нагрева (скорость повышения температуры и время выдержки), условия плакирования алюминия (количество Si, температура ванны, а также температура листа при погружении), и другие условия изготовления горячештампованных высокопрочных деталей. Точнее говоря, влияние типа легированного слоя после плакирования алюминия является особенно большим. Характер протекания нагрева может регулироваться путем использования параметра Ларсона-Миллера (LMP), которое объясняется ниже.
Чтобы уменьшить среднюю длину отсекаемых отрезков фазы, которая содержит Al: 40-65%, после легирования до более мелких 3-20 мкм, предпочтительно образовать β-AlFeSi в качестве первоначального легирующего слоя во время плакирования алюминия. β-AlFeSi является соединением, которое имеет моноклинную кристаллическую структуру и, как также указанно, имеет состав Al5FeSi. Более того, чтобы образовать β-AlFeSi как слой сплава после плакирования алюминия, эффективно делать количество Si в ванне 7-15% и температуру ванны 650°C или менее, или делать температуру ванны 650-680°C и температуру листа на входе 650°C или менее. Причина состоит в концентрации Si и температуре этой области, β-AlFeSi становится стабильной фазой.
Причина, почему средняя линейная длина отсекаемых отрезков фазы Al: 40-65% становится небольшой при образовании β-AlFeSi как легированного слоя после плакирования алюминия, может быть установлена из Al-Fe-Si тройной фазовой диаграммы, которая показана на фигуре 2. Как полагают, фазой, которая содержит Al: 40-65%, является фаза, которая в основном содержит Fe2Al5. Фазой соединения в легированном слое, который образуется посредством плакирования алюминия, является фаза, которая находится в равновесии с жидкой фазой Al-Si и может иметь три формы - α-фазу, β-фазу и FeAl3-фазу. Например, когда образуется FeAl3-фаза, если Fe диффундирует в это соединение, полагают, что FeAl3-фаза превращается в фазу Fe2Al5. В противоположность этому, для β-фазы, чтобы трансформироваться в фазу до Fe2Al5, необходимо проходить через многочисленные превращения, такие как β-фаза -> α-фаза -> FeAl3 -> Fe2Al5 фаза. С помощью прохождения через превращения кристаллические зерна образуются опять, таким образом, чем больше превращений, через которые они проходят, тем меньше становится средняя линейная длина отсекаемых отрезков. То есть средняя линейная длина отсекаемых отрезков становится меньше с α-фазой, чем FeAl3-фазой, и с β-фазой, чем α-фазой.
Способ измерения средней длины отсекаемых отрезков легированного плакирующего слоя заключается в том, чтобы полировать какое-либо поперечное сечение горячештампованной детали, затем травить его 2-3%-ным по объему ниталем и исследовать результат с помощью микроскопа. Для исследования используют поляризационный микроскоп. Поляризационный угол регулируют таким образом, что контрастность кристаллических зерен становится наилучшей. В это же время слой соединения, чья контрастность кажется светлой на стороне поверхности слоя, последовательно от слоя соединения, чей контраст кажется темным, является фазой Al: 40-65%. Эта фаза является фазой, которая имеет свойство приостановления распространения трещин, и является фазой, которая влияет на антикоррозийное свойство после окрашивания и обрабатываемость покрытия. Как показано на фиг.3(a)-(b), в частности, когда толщина покрытия является тонкой (40 г/м2 на сторону), из-за влияния темной контрастной фазы среднюю длину отсекаемых отрезков фазы Al: 40-65% трудно измерять. Поэтому в этом описании среднюю длину отсекаемых отрезков кристаллических зерен в легированном плакирующем слое определяют как среднюю длину отсекаемых отрезков, которую измеряют в направлении, параллельном поверхности стального листа. Среднюю длину отсекаемых отрезков находят линейным сегментным методом. Как показано на фигуре 3(a) среднюю длину отсекаемых отрезков находят проведением линии, параллельной поверхности стального листа в плакирующем слое, считая число границ зерен, через которые проходит эта линия, и деля измеренную длину на число границ зерен. Возможно рассчитать размер зерна из этой средней длины отсекаемых отрезков, но расчет размера зерна требует, чтобы была известна форма зерен. В стальном листе, как может предполагаться, зерна кристаллов являются сферическими, но у интерметаллических соединений, которые образуются на поверхности, как в настоящем изобретении, неизвестна форма кристаллических зерен, таким образом, использовали среднюю линейную длину отсекаемых отрезков.
Необходимо отметить, что в фактическом измерении в поляризационных микрофотографиях из фиг.3(a)-(d) границы зерен являются неясными, так, как показано на фиг.5(a) и (b), границы кристаллических зерен очерчивали в поляризационных микрофотографиях из фигур 3(a) и (c), чтобы сделать ясными границы кристаллических зерен.
Причина для ограничения средней длины отсекаемых отрезков фазы, которая содержит Al: 40-65%, после того, как плакирующий слой из алюминия легируется до 3-20 мкм, будет объяснена. Небольшой размер зерна является предпочтительным как свойство приостановления распространения трещин фазы, которая содержит Al: 40-65%, но стальной лист для применения горячештампованного элемента должен быть нагрет единожды до аустенитной области. По этой причине этот стальной лист обычно нагревают до 850°C или более, таким образом, плакирующий слой из алюминия, который легируется на этом этапе нагревания, оканчивается ростом кристаллических зерен до 3 мкм или более. Поэтому обычно получение размера кристаллических зерен менее чем 3 мкм чрезвычайно затруднено. Если средняя линейная длина отсекаемых отрезков превышает 20 мкм и размер зерна становится больше, плакирующий слой из алюминия теряет в обрабатываемости и явление превращения в порошок становится больше. Более того, свойство фазы, которая содержит Al: 40-65%, приостанавливать распространение трещин, больше не функционирует, и трещины не могут больше приостанавливаться зернами кристаллов.
Поэтому в настоящем изобретении среднее значение отсекаемых отрезков фазы, которая содержит Al: 40-65%, ограничивали до 3-20 мкм, предпочтительно это составляет 5-17 мкм.
Далее будут объяснены влияния условий плакирования алюминия и условий нагревания во время горячей объемной штамповки на среднюю длину отсекаемых отрезков.
Фиг.4 представляет собой изображение, которое показывает влияния условий плакирования алюминия и условий нагревания во время горячей объемной штамповки на среднюю длину отсекаемых отрезков. На фигуре 4 абсцисса показывает параметр Ларсона-Миллера (LMP) условий нагревания во время горячей объемной штамповки.
Параметр Ларсона-Миллера (LMP) выражается
LMP=T(20+logt)
(где T: абсолютная температура (K), t: время (ч)).
Здесь T является температурой нагрева стального листа, в то время как «t» является временем выдержки в нагревательной печи после достижения целевой температуры. LMP является индикатором, который используется обычно для обработки температуры и времени единым способом в термообработке и явлении, таком как скольжение, где температура и время имеют влияние. Этот параметр может также использоваться для роста кристаллических зерен. В настоящем изобретении LMP суммирует влияния температуры и времени на среднюю длину отсекаемых отрезков кристаллических зерен, таким образом, условия термообработки во время горячей объемной штамповки могут быть описаны как раз этим параметром.
Обозначения, которые изображены на фигуре 4, будут объяснены. A и В показывают условия плакирования алюминия. A означает ванну с 7% Si при температуре ванны 660°C, наряду с тем, что В означает ванну с 11% Si при температуре ванны 640°C. Они являются типичными условиями, посредством чего α-AlFeSi фаза и β-AlFeSi фаза получаются во время плакирования алюминия. Кроме того, «5°C/с» и «50°C/с» означают скорости повышения температуры во время горячей объемной штамповки. 5°C/с соответствует обычному печному нагреву наряду с тем, что 50°C/с соответствует инфракрасному нагреву, омическому нагреву и другому быстрому нагреву. Здесь «скорость повышения температуры» означает среднюю скорость повышения температуры от начала повышения температуры до температуры на 10°C ниже, чем целевая температура. Если сравнить условия A и B плакирования алюминия, тенденцией является то, что образование α-AlFeSi фазы во время условий A, то есть плакирования алюминия, дает среднюю длину отсекаемых отрезков больше, чем условия B. Выяснили, что необходимо ограничивать интервал условий нагрева во время горячей объемной штамповки до узкого интервала (LMP=20000-23000). Если LMP составляет менее чем 20000, то диффузия плакирующего слоя Al-Si со стальным листом является недостаточной и нелегированный Al-Si слой остается, таким образом, это не является предпочтительным. Кроме того, в условиях А плакирования по фиг.4, сравнивая скорости повышения температуры повышения 5°C/с и 50°C/с, показано, что даже с таким узким интервалом, если повышается скорость повышения температуры при горячей объемной штамповке, структура становится более мелкозернистой. Скорость повышения температуры заключается предпочтительно в пределах 4-200 °C/с. Если скорость повышения температуры медленнее, чем 4°C/с, это означает, что этап нагревания требует времени и означает, что горячая объемная штамповка теряет в производительности. Кроме того, если быстрее, чем 200°C/с, то регулирование температурного распределения в стальном листе становится трудным. И то, и другое не является предпочтительным. Установление подходящих условий плакирования алюминия и условий горячей объемной штамповки делают возможным то, что средняя линейная длина отсекаемых отрезков делается 3-20 мкм.
Как объяснено выше, если делать среднюю длину отсекаемых отрезков кристаллических зерен фазы, содержащей A1: 40-65% в слое интерметаллических соединений, главным образом, состоящих из Al-Fe, который образуется на поверхности стали, 3-20 мкм, то возможно приостановить распространение трещин, которые образуются на плакирующем слое из-за горячей объемной штамповки, внутри плакирующего слоя. Благодаря этому возможно подавить коррозию матрицы стального листа из-за трещин в плакирующем слое и возможно получить высокопрочные автомобильные детали, которые являются превосходными по антикоррозийному свойству после окрашивания, и другие горячештампованные детали.
Горячештампованные высокопрочные детали по настоящему изобретению дополнительно могут иметь поверхностную пленку, которая содержит ZnO на поверхности легированного плакирующего слоя, главным образом, состоящего из Al-Fe.
Горячештампованная высокопрочная деталь по настоящему изобретению имеет чрезвычайно твердые Al-Fe интерметаллические соединения, образующиеся в плакирующем слое поверхности стального листа во время горячей штамповки. По этой причине образуются дефекты обработки на поверхности фасонной детали из-за контакта с пресс-формой во время штамповки при горячей объемной штамповке. Проблема в том, что эти дефекты обработки - по причине трещин в плакирующем слое. Авторы изобретения обнаружили, что путем образования поверхностной пленки, которая имеет превосходную смазывающую способность на поверхности плакирующего слоя из алюминия, возможно подавить дефекты обработки фасонной детали и появление трещин в плакирующем слое, и обнаружили, что возможно улучшить формуемость во время горячей объемной штамповки и коррозионную стойкость фасонной детали.
Авторы изобретения занимались интенсивными исследованиями поверхностной пленки, которая имеет смазывающую способность, которая подходит для горячей штамповки и, в результате, обнаружили, что обеспечение поверхности плакирующего слоя из алюминия со смазывающим поверхностным пленочным слоем, который содержит ZnO (оксид цинка), возможно эффективно предотвращает дефекты обработки поверхности фасонной детали и трещины в плакирующем слое.
ZnO содержится в поверхностном пленочном слое на одной стороне плакированного алюминием стального листа в количестве, в пересчете на массу Zn, 0,3-7 г/м2. Более предпочтительно, он заключается в 0,5-4 г/м2. Если содержание ZnO составляет, в пересчете на массу Zn, 0,1 г/м2 или более, эффект улучшения смазывающей способности и эффект предотвращения сегрегации (эффект создания возможности равномерной толщины плакирующего слоя из алюминия) и т.д. могут быть эффективно проявлены. С другой стороны, когда содержание ZnO выходит за предел, в пересчете на массу Zn, 7 г/м2, общая толщина плакирующего слоя из алюминия и поверхностного пленочного слоя становится слишком толстой и свариваемость или адгезия окрашивания ухудшается.
Фиг.6 представляет собой изображение, которое показывает взаимосвязь между количеством осаждения Zn на поверхности плакированного алюминием стального листа и коэффициентом динамического трения. Содержание ZnO в слое поверхностной пленки изменяли, чтобы оценить смазывающую способность во время горячей объемной штамповки. Эта смазывающая способность была оценена с помощью следующего испытания. Первое - различные испытываемые материалы плакированного алюминием стального листа (150х200 мм), который имеет пленочный слой ZnO, нагревали до 900°C, затем остывали до 700°C. Испытываемые материалы подвергали воздействию нагрузок от вышеуказанного посредством стальных шариков. Кроме того, стальные шарики соскальзывали по испытываемым материалам. В это же время измеряли нагрузку отрыва силоизмерительным устройством. Отношение нагрузки отрыва/нагрузка вставки с нажатием составило коэффициент динамического трения. Результаты показаны на фигуре 6. Если коэффициент динамического трения меньше 0,65, это оценивается как хорошо. Найдено, что в области, где величина осаждения Zn составляет обычно 0,7 г/м2 или более, коэффициент динамического трения фактически держится низким и смазывающая способность в горячем состоянии может улучшиться.
Поверхностный пленочный слой, который содержит ZnO, может быть образован, например, нанесением краски, которая содержит ZnO, и обжигом, или сушкой его после нанесения для отвердевания, для того, чтобы делать возможным образование поверх плакирующего слоя из алюминия. В качестве способа нанесения ZnO-смазки (краски) могут быть указаны, например, способ смешивания заданного органического связующего и дисперсии ZnO-порошка, и нанесения его на поверхность плакирующего слоя из алюминия, способ окрашивания порошковой окраской и т.д. В качестве способа обжига и сушки после нанесения могут быть указаны, например, канальная печь, индукционная нагревательная печь, печь, работающая в ближней инфракрасной области спектра, или другой способ, или способ, комбинирующий то же самое. В это же время в зависимости от типа связующего, которое используют для нанесения, вместо обжига и сушки после нанесения, например, возможно отверждение с помощью ультрафиолетовых лучей или электронных пучков и т.д. В качестве заданного органического связующего, например, могут быть указаны полиуретановая смола или полиэфирная смола и т.д. Однако способ образования поверхностного пленочного слоя ZnO не ограничивается этими примерами и может формироваться различными способами.
Такой поверхностный пленочный слой, который содержит ZnO, может улучшать смазывающую способность плакированного алюминием стального листа во время горячей объемной штамповки, таким образом, могут подавляться дефекты обработки плакирующего слоя и трещины в плакирующем слое на поверхности фасонной детали.
ZnO имеет температуру плавления приблизительно 1975°C или выше по сравнению с плакирующим слоем из алюминия (температура плавления алюминия составляет приблизительно 660°C) и т.д. Поэтому даже при обработке стального листа при, например, 800°C или более такой, как при обработке способом горячей объемной штамповки плакированного стального листа и т.д., поверхностный пленочный слой, который содержит этот ZnO, не будет плавиться. Следовательно, даже если нагревание плакированного алюминием стального листа вынуждает плакирующий слой из алюминия плавиться, то состояние, где поверхностный пленочный слой ZnO покрывает плакирующий слой из алюминия, должно поддерживаться, таким образом, возможно предотвратить то, что толщина расплавленного плакирующего слоя из алюминия станет неровной. Необходимо отметить, что неровная толщина плакирующего слоя из алюминия горячештампованной высокопрочной детали легко имеет место, например, в случае нагревания посредством печи, где заготовка устанавливается вертикально относительно направления силы тяжести, или в случае нагревания путем омического нагрева или индукционного нагрева. Однако этот поверхностный пленочный слой может предотвратить неровную толщину плакирующего слоя из алюминия при осуществлении такого нагревания и делает возможным образование более толстого плакирующего слоя из алюминия.
Таким способом поверхностный пленочный слой ZnO показывает эффекты улучшения смазывающей способности и получения слоя равномерной толщины плакирования из алюминия и т.д., таким образом, может улучшить формуемость во время штамповки при горячей объемной штамповке и коррозийную стойкость после штамповки. Кроме того, плакирующий слой из алюминия может быть изготовлен равномерным по толщине, таким образом, может быть быстро нагрет путем омического нагрева или индукционного нагрева, делающих возможным более высокую скорость повышения температуры. Это эффективно для получения средней длины отсекаемых отрезков кристаллических зерен фазы интерметаллических соединений, которая содержит Al: 40-65% масс., 3-20 мкм.
Кроме того, этот поверхностный пленочный слой ZnO никогда не вызывает снижение свариваемости методом точечной сварки, адгезии краски, антикоррозийного свойства последующего покрытия, а также других эксплуатационных качеств. Антикоррозийное свойство последующего покрытия, скорее, еще улучшается посредством обеспечения поверхностным пленочным слоем.
Далее, авторы изобретения изучали состав компонентов для стального листа для получения плакированного алюминием стального листа для использования как быстро нагреваемого горячештампованного элемента, обеспеченным и превосходной коррозионной стойкостью, и превосходной производительностью. В результате, поскольку горячую объемную штамповку осуществляли прессованием и закалкой одновременно посредством пресс-формы, они получали компоненты для стального листа, которые объясняются ниже, с точки зрения плакированного алюминием листа для использования как горячештампованный элемент, содержащем компоненты, делающие возможным легкую закалку, и, таким образом, давая горячештампованные детали, которые имеют 1000 МПа или более высокую прочность после горячей объемной штамповки.
Ниже будут объяснены причины для ограничения компонентов стального листа по настоящему изобретению. Необходимо отметить, что % компонентов означает % масс.
C: 0,1-0,5%
Настоящее изобретение обеспечивает горячештампованную деталь, которая имеет 1000 МПа или более высокую прочность после формообразования. Чтобы получить высокую прочность, стальной лист должен быть быстро охлажден после горячей объемной штамповки для превращения его в основном в структуру мартенсита. С точки зрения улучшения прокаливаемости количество C, по меньшей мере, 0,1% является необходимым. С другой стороны, если количество C является слишком большим, вязкость стального листа необыкновенно падает, таким образом, ухудшается обрабатываемость.
Si: 0,01-0,7%
Si промотирует реакцию между A1 и Fe в покрытии и имеет эффект возрастания термостойкости плакированного алюминием стального листа. Однако Si образует стабильную оксидную пленку во время рекристаллизационного отжига холоднокатаного стального листа на поверхности стального листа, таким образом, является элементом, который блокирует свойства покрытия из алюминия. С этой точки зрения верхний предел количества Si делают 0,7%. Однако, если делать количество Si менее 0,01%, то ухудшается усталостное свойство, таким образом, это не является предпочтительным. Поэтому количество Si составляет 0,01-0,7%.
Mn: 0,2-2,5%
Mn общеизвестен как элемент, который повышает прокаливаемость стального листа. Кроме того, он также является элементом, который необходим для предотвращения охрупчивания в горячем состоянии из-за неизбежного проникновения S. По этой причине следует добавлять 0,2% или более. Кроме того, Mn повышает термостойкость стального листа после плакирования алюминия. Однако, если добавляют Mn более 2,5 %, то деталь, которую штампуют в горячем состоянии, после закалки ухудшается по ударным свойствам, таким образом, верхним пределом делают 2,5%.
Al: 0,01-0,5%
Al подходит в качестве раскисляющего элемента, таким образом, может содержаться 0,01% или более. Однако, если содержится большое количество, образуются крупнозернистые оксиды и ухудшаются механические свойства стального листа, таким образом, верхним пределом делают 0,5%.
P: 0,001-0,1%
P является примесным элементом, который неизбежно содержится в стальном листе. Однако P является упрочняющим раствор элементом. Он может повышать прочность стального листа сравнительно недорого, таким образом, нижним пределом количества фосфора делали 0,001%. Однако при неосторожном увеличении количества добавки вязкость высокопрочного материала снижается и появляются другие вредные эффекты, таким образом, нижний предел количества P делали 0,1%.
S: 0,001-0,1%
S является неизбежно содержащимся элементом. Он образует включения MnS в стали. Если MnS составляет большое количество, то MnS образует исходные точки разрушения, препятствует пластичности и вязкости металла и становится причиной ухудшения обрабатываемости. Поэтому количество серы является предпочтительно как можно более низким. Верхний предел количества серы делали 0,1 % или менее, но уменьшение количества серы более необходимого не является предпочтительным с точки производственных затрат, таким образом, нижний предел делали 0,001%.
N: 0,0010 %-0,05%
N легко соединяется с Ti или B, таким образом, и должен регулироваться, чтобы не снижать эффекты, задаваемые этими элементами. Количество азота 0,05% или менее является допустимым. Предпочтительно, количество азота составляет 0,01% или менее. С другой стороны, уменьшение более чем необходимо дает массивную нагрузку на сталеплавильном этапе, таким образом, 0,0010% должно быть сделано для нижнего предела количества азота.
Далее будут объяснены компоненты, которые могут селективно содержаться в стали.
Cr: более 0,4%-3%
Cr является также элементом, который обычно повышает прокаливаемость. Он используется таким же способом, как Mn, но также имеет отдельный эффект при нанесении плакирующего слоя из алюминия на стальной лист. Если Cr присутствует, например, при ящичном отжиге стали после нанесения плакирующего слоя из алюминия, чтобы легировать плакирующий слой из алюминия, плакирующий слой и матрица стального листа легко легируют друг друга. При ящичном отжиге плакированного алюминием листа образуется AlN в плакирующем слое из алюминия.
AlN подавляет легирование плакирующего слоя из алюминия и ведет к отслаиванию покрытия, но добавление Cr затрудняет образование AlN и облегчает легирование плакирующего слоя из алюминия. Для получения этих эффектов количество Cr составляет более 0,4%. Однако, даже если добавляют Cr в количестве более 3%, то эффект достигает предела. Кроме того, стоимость также возрастает. Вдобавок, свойство покрытия из алюминия ухудшается. Поэтому верхний предел количества Cr составляет 3%.
Mo: 0,005-0,5%
Mo, подобно Cr, имеет эффект подавления образования A1N, который вызывает отслоение плакирующего слоя, образованного на поверхности раздела плакирующего слоя и матрицы стального листа при ящичном отжиге плакирующего слоя из алюминия. Более того, он является полезным элементом с точки зрения прокаливаемости стального листа. Для получения этих эффектов количество Mo 0,005% является необходимым. Однако даже при добавлении более 0,5% эффект достигает предела, таким образом, верхний предел Mo составляет 0,5%.
B: 0,0001-0,01%
B также является полезным элементом с точки зрения прокаливаемости стального листа и показывает свой эффект при 0,0001% или более. Однако даже при добавлениии более 0,01% эффект достигает предела и, кроме того, имеют место дефекты отливки и растрескивание стального листа во время горячей прокатки и т.д., и технологичность в других отношениях снижается, таким образом, верхний предел количества B составляет 0,01%. Предпочтительно, количество B составляет 0,0003-0,005%.
W: 0,01-3%
W является полезным элементом с точки зрения прокаливаемости стального листа и показывает свой эффект при 0,01% или более. Однако, даже если добавляют более 3%, эффект достигает предела и, кроме того, стоимость также возрастает, таким образом, верхний предел количества W составляет 3%.
V: 0,01-2%
V, подобно W, является полезным элементом с точки зрения прокаливаемости стального листа и показывает свой эффект при 0,01% или более. Однако даже если V добавляют в количестве более 3%, то эффект достигает предела и, кроме того, стоимость также возрастает, таким образом, верхний предел количества V составляет 2%.
Ti: 0,005-0,5%
Ti может быть добавлен с точки зрения фиксирования N. Ti в % по массе следует добавлять в количестве приблизительно в 3,4 раза больше количества N, но N, даже уменьшенный, присутствует как 10 млн-1 или до такой степени, таким образом, нижний предел количества Ti делали 0,005%. Более того, даже если добавляют Ti избыточно, прокаливаемость стального листа также вынуждена падать или прочность вынуждена падать, таким образом, верхний предел количества Ti составляет 0,5%.
Nb: 0,01-1%
Nb, подобно Ti, может быть добавлен, с точки зрения фиксирования N. Nb в % по массе следует добавлять в количестве в 6,6 раз больше, чем количество N, но N, даже уменьшенный, присутствует как 10 млн-1 или до такой степени, таким образом, нижний предел количества Nb делали 0,01%. Кроме того, даже если добавляют Nb избыточно, то прокаливаемость стального листа вынуждена падать или прочность также вынуждена падать, таким образом, верхний предел количества Nb составляет 1%, предпочтительно 0,5%.
Кроме того, даже если еще содержатся Ni, Cu, Sn, Sb как компоненты стального листа, то эффект настоящего изобретения не блокируется. Ni является полезным элементом с точки зрения не только прокаливаемости стального листа, но также низкотемпературной вязкости, которая, в свою очередь, ведет к улучшению ударной вязкости. Он показывает этот эффект при 0,01% Ni или более. Однако, даже если добавляют Ni более 5%, то эффект достигает предела и стоимость возрастает, таким образом, Ni может добавляться в пределах 0,01-5%. Cu также является полезным элементом с точки зрения не только прокаливаемости стального листа, но также вязкости. Она показывает этот эффект при 0,1% Cu или более. Однако даже при добавлении Cu более 3% эффект достигает предела и стоимость возрастает. Не только потому, что вызываются ухудшение свойств сляба и трещины, и дефекты в стальном листе во время горячей прокатки, так Cu должна добавляться в пределах 0,01-3%. Более того, Sn и Sb - оба являются элементами, которые эффективны для улучшения смачивающей способности и способности к сцеплению покрытия относительно стального листа. Может добавляться количество 0,005 %-0,1%. Если для обоих количество составляет менее чем 0,005, то никакого эффекта не может быть распознано, наряду с тем, что если добавляют более 0,1%, то дефекты порождаются во время изготовления и, кроме того, вызывается снижение вязкости, таким образом, верхние пределы количества Sn и количества Sb составляют 0,1%.
Кроме того, другие компоненты не особенно предписываются. Иногда Zr, As и другие элементы поступают из железного лома, но если в обычном диапазоне, они не влияют на свойства стали, которая используется для настоящего изобретения.
Далее будет объяснен способ изготовления горячештампованной высокопрочной детали.
Плакированный алюминием стальной лист для применения как горячештампованного элемента, который используют в настоящем изобретении, изготавливают путем взятия холоднокатаного листа, который получили посредством стали горячей прокатки, затем прокатывая его в холодном состоянии и нанося на него покрытие на линии плакирования погружением в горячий расплав с температурой отжига 670-760°C и печным временем в печи с восстановительной атмосферой 60 сек или менее, чтобы обработать стальной лист нанесением покрытия из алюминия, которое содержит Si: 7-15%. Это является эффективным, чтобы делать скорость дрессировки после плакирования алюминия 0,1-0,5%.
Температура отжига линии плакирования погружением в горячий расплав имеет влияние на форму стального листа. Если температура отжига возрастает, стальной лист легко деформируется в направлении С. В результате, во время плакирования алюминия (алюминирования) разница в величинах осаждающегося покрытия в центральной части стального листа в поперечном направлении и вблизи кромок будет легко становиться больше. С этой точки зрения температура отжига составляет предпочтительно 760°C или менее. Кроме того, если температура отжига слишком низкая, температура листа при его погружении в ванну алюминирования падает слишком и легко вызываются дефекты дросса, таким образом, нижний предел температуры отжига составляет 670°C.
Время в печи с восстановительной атмосферой влияет на свойства покрытия из алюминия. Si, Cr, Al, а также другие элементы, которые окисляются более легко, чем Fe, легко окисляются в печи с восстановительной атмосферой на поверхности стального листа и блокируют реакцию между ванной алюминирования и стальным листом. В частности, если время в печи с восстановительной атмосферой является длительным, то этот эффект становится удивительным, таким образом, печное время составляет предпочтительно 60 с или менее. Необходимо отметить, что нижний предел печного времени детально не определяется, но предпочтительным является 30 с или более.
После плакирования алюминия для корректировки формы и т.д. лист прокатывают посредством дрессировки, но скорость прокатки в это время влияет на легирование плакирующего слоя из алюминия во время горячей объемной штамповки. Из-за прокатки напряжение вводится в стальной лист и плакирующий слой. Это, как полагают, является результатом этого. Если скорость прокатки высокая, то легированный слой после горячей объемной штамповки стремится стать меньше по размеру кристаллических зерен, но это не является предпочтительным, если скорость прокатки делают слишком низкой, поскольку легированному слою, который получается, свойственны трещины. По этой причине скорость прокатки делают предпочтительно 0,1-0,5%.
Более того, после плакирования алюминия может проводиться ящичный отжиг, чтобы заставить легироваться плакирующий слой из алюминия. В это же время, чтобы промотировать легирование, сталь предпочтительно делают, чтобы она содержала Cr, Mo и т.д. Ящичный отжиг осуществляют, например, при 650°C в течение 10 часов или подобным образом.
Таким образом, полученный, плакированный алюминием стальной лист может быть легко нагрет на последующем этапе горячей объемной штамповки со скоростью повышения температуры 50°C/с. Кроме того, быстрое нагревание является эффективным для создания средней длины отсекаемых отрезков кристаллических зерен в фазе, содержащей Al: 40-65% в легированном слое Al-Fe, 3-20 мкм. Нагревательная система особенно не ограничивается. Могут использоваться обычное печное нагревание или инфракрасный тип нагревательной системы, использующие тепловое излучение. Кроме того, возможно использовать омический нагрев или высокочастотный индукционный нагрев или другую нагревательную систему, используя электричество, которое делает возможным быстрый нагрев со скоростью повышения температуры 50°C/с или более.
Верхний предел скорости повышения температуры не особенно ограничивается, но при использовании вышеуказанного омического нагрева или высокочастотного индукционного нагрева или других нагревательных систем из-за эксплуатационных характеристик систем верхним пределом становится 300°C/с или до такой степени.
Кроме того, на этом этапе нагревания максимальная температура листа составляет предпочтительно 850°C или более. Максимальную температуру листа делают 850°C или более, для того, чтобы нагревать стальной лист до аустенитной области и промотировать достаточное легирование плакирующего слоя из алюминия вплоть до поверхности.
Далее, плакированный алюминием стальной лист в нагретом состоянии штампуют до заданной формы между парой верхнего и нижнего формообразующих штампов. После формования его выдерживают неподвижным в нижней мертвой точке пресса в течение нескольких секунд для закалки его охлаждением посредством контакта с формообразующими штампами и, таким образом, получают горячештампованную высокопрочную деталь по настоящему изобретению.
Горячештампованную деталь сваривали, химически преобразовывали, окрашивали путем электроосаждения и т.д. для получения конечного продукта. Обычно используют окраску путем катионного электроосаждения. Толщина пленки становится 1-30 мкм или до такой степени. После окрашивания методом электроосаждения иногда используют промежуточную окраску, кроющую окраску и другую окраску.
Примеры
Ниже примеры будут использованы для объяснения настоящего изобретения более подробно.
Пример 1
После этапа обычной горячей прокатки и холодной прокатки холоднокатаный стальной лист с компонентами стали, такими, как показано в таблице 1 (толщина листа 1,4 мм), плакировали погружением в горячий расплав алюминия, содержащий Si. Для плакирования погружением в горячий расплав алюминия использовали тип линии с печью с неокислительной атмосферой - печью с восстановительной атмосферой. После плакирования использовали струйное регулирование для регулирования величины осаждения при нанесении гальванического покрытия до суммарного для двух сторон - 160 г/м2, затем лист охлаждали. В это время в качестве состава плакирующей ванны были: (A): Al-7%Si-2%Fe, температура ванны 660°C, и (B): Al-ll%Si-2%Fe, температура ванны 640°C. Условия плакирующей ванны соответствуют фазам в условиях A и B алюминирования из фиг.4. Следует отметить, что Fe в ванне является неизбежным Fe, который попадает из оборудования для нанесения покрытий и штрипсов в ванне. Кроме того, температуру отжига делали 720°C и время в печи с восстановительной атмосферой делали 45 с. Плакированный алюминием стальной лист был, как правило, хорошим без дефектов непокрытия и т.д.
Таким образом, приготовленный опытный образец оценивали по антикоррозийному свойству после окрашивания. Горячую объемную штамповку осуществляли, используя обычные средства печного нагревания. Скорость повышения температуры плакированного алюминием стального листа составляла приблизительно 5°C/с. Большой опытный образец 250×300 мм нагревали в воздухе. Температуру образца поднимали приблизительно 3 минуты, затем выдерживали приблизительно 1 минуту, затем удаляли из печи и он остывал до 700°C по температуре, превращенный в форму шляпы, и охлаждался в штампе. В это же время скорость охлаждения составляла приблизительно 200°C/с. Как показано в таблице 2, температуру нагрева опытного образца изменяли различными способами для управления структурой плакирующего слоя из алюминия после легирования.
Часть вертикальной стенки шляпообразной детали вырезали до 50×100 мм и оценивали по антикоррозийному свойству последующего покрытия. Раствор PB-SX35 для химического преобразования, осуществленного паркеризацией, использовали для химического преобразования, затем окрашивали краской Powernix 110 для катионного электроосаждения, изготовленной компанией Nippon Paint, чтобы получить 20 мкм толщины. Затем использовали резец, чтобы сделать перекрестные насечки на этой пленке, затем проводили коррозионное испытание композита, определенное Society of Automobile Engineers of Japan (стандарт JASO (Japanese Automotive Standards Organization- Японская организация стандартизации автомобилей) M610-92), в течение 180 циклов (60 дней). Измеряли степень вспучивания от перекрестной насечки (максимум вспучивания в перекрестной насечке (максимальная ширина пузыря на одной стороне). В это же время ширина пузыря листа нержавеющей стали, то есть GA (отожженного и оцинкованного стального листа плакированного погружением в горячий расплав (величина осаждения 45 г/м2 на одной стороне) составляла 5 мм.
Антикоррозийное свойство оценивали как «очень хорошее» с шириной пузыря 4 мм или менее, как «хорошее» с шириной от более 4 мм до 6 мм, и как «плохое» с шириной пузыря более 6 мм.
Что касается оценки свариваемости методом точечной сварки, то это должно выполняться с помощью плоского листа, таким образом, использовали штамп пластинчатой формы 400×500 мм. Использовали обычные средства печного нагрева, плакированный алюминием стальной лист 400×500 мм нагревали со скоростью повышения температуры приблизительно 5°C/с в воздухе, поднимали температуру листа приблизительно 3 минуты, затем выдерживали приблизительно 1 минуту, затем вынимали из печи, оставляли остывать в воздухе до температуры приблизительно 700°C, затем закаляли в штампе. Отрезали в поперечном направлении 30 мм от двух кромок плакированного алюминием стального листа, плакированного Al на линии плакирования погружением в горячий расплав. Остальное использовали для испытаний. После горячей объемной штамповки деталь закаляли, затем вырезали образец 30×50 мм для испытания сварного соединения и измеряли для подходящего диапазона токов сварки при давлении 500 кг-сила и электризации в течение 10 циклов (60 Гц). В это же время предельный нижний ток делали 4√t («t» - толщина листа), наряду с тем, что предельный верхний ток давал разбрызгивание. Величина предельного нижнего тока - величина предельного верхнего тока составляли подходящий диапазон токов сварки.
Свариваемость методом точечной сварки оценивали как «хорошее» по подходящему диапазону тока сварки более 2 kA и «плохое» для пригодного диапазона тока сварки 2 kA или менее.
Более того, после травления ниталем опытный образец исследовали в поперечном сечении и находили среднюю величину толщины, стандартное отклонение толщины (отклонение в толщине покрытия), и отношение средней величины толщины к стандартному отклонению толщины (стандартное отклонение/среднее) для толщины плакирования. Кроме того, исследовали структуру легированного слоя и измеряли среднюю длину отсекаемых отрезков кристаллических зерен фазы, которая содержит Al: 40-65% масс. В это же время опытный образец отрезали от загнутой кромочной части с небольшой деформацией в шляпообразной детали.
Необходимо отметить, что среднюю величину толщины плакирования и стандартное отклонение толщины плакирования определяли посредством отбора опытных образцов 20×30 мм в местах 50 мм от двух кромок стального листа в поперечном направлении, в центре и в промежуточных местах между местами 50 мм от двух кромок и центром, то есть всего пять позиций. Опытные образцы отрезали, исследовали в поперечном сечении, рассчитывали толщину спереди и сзади, измеренную для толщины в 10 точках, и рассчитывали среднюю величину толщины и стандартное отклонение.
Условия плакирования алюминия, условия горячей штамповки, средняя линейная длина отсекаемых отрезков, средняя величина толщины и результаты оценки антикоррозийного свойства после окрашивания и свариваемости даны подробно в таблице 2.
Кроме того, одновременно, твердость, относящуюся к поперечному сечению, измеряли устройством для измерения твердости по Виккерсу (нагрузка 1 кг-сила), а величины твердости 420 или более получали во всех измеряемых позициях.
Выдержки (с)
средняя
(мкм)
среднее
(мкм)
пример
пример
пример
Как показывают результаты оценки из таблицы 2, опытные образцы условий A и В плакирования алюминия были и те, и другие, отштампованы в горячем состоянии при таких же условиях, но наблюдалась разница в структурах полученных легированных слоев (средняя линейная длина отсекаемых отрезков). Примеры с большой средней длиной отсекаемых отрезков ухудшались по антикоррозийному свойству после окрашивания. Причиной, как полагают, являются трещины
То есть примеры изобретения были все превосходными по антикоррозийному свойству после окрашивания и свариваемости методом точечной сварки, но в сравнительных примерах, где средняя линейная длина отсекаемых отрезков была не в состоянии удовлетворять требованиям настоящего изобретения (№№ 4, 5, 10), антикоррозийное свойство после окрашивания было худшее. Образцы, плакированные Al в условиях A, использовали для быстрого нагревания и закалки в плоском пластинчатом штампе. Способ нагревания использовал печь с нагреванием тепловым излучением в ИК области спектра. Скорость повышения температуры в это же время составляла 50°C/с. Максимальная температура листа и условия выдержки также изменяли для исследования структур слоев покрытия в это же время. Результаты и результаты из таблицы 2 суммированы на фигуре 4. Показано, что средняя линейная длина отсекаемых отрезков зависит от условий плакирования и условий нагрева.
Пример 2
Холоднокатаные стальные листы из стали с различными компонентами (A-I), которые показаны в таблице 3 (толщина листа 1-2 мм), использовали для плакирования алюминия тем же способом, как в примере 1. В этом примере температура отжига и время в печи с восстановительной атмосферой менялись в это же время. В качестве состава ванны алюминирования в % по массе содержались Si: 9% и Fe: 2%. Температура ванны составляла 660°C и осаждение после плакирования корректировали газоструйным методом в целом для двух поверхностей до 160 г/м2.
После этого использовали способ, подобный примеру 1, чтобы сделать температуру нагрева во время горячей штамповки 950°C для закалки. Затем оценивали антикоррозийное свойство после окрашивания и свариваемость методом точечной сварки. Способ оценки был таким же, как в примере 1. Твердость по Виккерсу составляла 420 или более во всех случаях.
Sb: 0,01
(мм)
отжига
(°C)
(с)
(мкм)
стандартное
отклонение
среднее
(мкм)
В примере 2 изменяли компоненты используемой стали, толщину листа и компоненты ванны алюминирования. Как показывают результаты оценки из таблицы 4, тенденцию наблюдали там, где если толщина листа становится больше, то стандартное отклонение толщины плакирования становится больше и, кроме того, если температура отжига становится выше, то стандартное отклонение толщины плакирования становится больше. Если стандартное отклонение большое, то подходящий интервал токов сварки является узким и легко получается разбрызгивание в точечной сварке. Кроме того, в системе компонентов с высоким Si, такой как компоненты стали G, если время в печи с восстановительной атмосферой является длительным (65 с), дефекты непокрытия, как полагают, имеют место, и антикоррозийное свойство после окрашивания ухудшается.
То есть, как показано результатами оценки из таблицы 4, примеры изобретения были превосходными по антикоррозийному свойству после окрашивания и свариваемости методом точечной сварки, но в сравнительном примере, где отношение средней величины толщины к стандартному отклонению толщины (стандартное отклонение/среднее) превышает 0,15 (№ 4), свариваемость методом точечной сварки была худшей. Кроме того, в сравнительном примере, где время в печи с восстановительной атмосферой было длительным и стандартное отклонение/среднее превышало 0,15 (№ 10), и антикоррозийное свойство после окрашивания и свариваемость методом точечной сварки были худшими.
Пример 3
Плакированные алюминием стальные листы №№ 2 и 5 из таблицы 4 примера 2 отжигали в ящиках, чтобы легировать плакирующие слои из алюминия. В это же время № 2 соответствовал компонентам стали A и № 5 - компонентам стали B. Они отличались по количествам Cr в стали. В то же время в № 2 (компоненты стали A) во время ящичного отжига образовывался A1N вблизи поверхности раздела плакирующего слоя из алюминия и стальным листом, и плакирующий слой из алюминия не мог легироваться в достаточной мере. В № 5 (компоненты стали B) легирование было возможно. Используя № 5, средства омического нагрева использовали для повышения температуры со скоростью повышения температуры 200°C/с вплоть до 950°C, затем листы закалялись без выдержки. Ящичный отжиг вынуждал плакирующий слой из алюминия становиться легированным, таким образом, даже после омического нагрева толщина слоя из сплава Al-Fe была постоянной. Антикоррозийное свойство после окрашивания и свариваемость методом точечной сварки оценивали методами, подобными примеру 1, после чего антикоррозийное свойство после окрашивания оценивали как являющееся «очень хорошим», и свариваемость методом точечной сварки как являющуюся «хорошей», то есть были показаны превосходные свойства. Твердость по Виккерсу, как было показано, составляет 482.
Пример 4
Сталь из таблицы 1 примера 1 использовали для плакирования алюминия в условиях В плакирования алюминия примера 1. В это же время величину осаждения гальванического покрытия корректировали до суммы для двух сторон 80-160 г/м2. Более того, после плакирования алюминия смесью из водного раствора мелкодисперсного ZnO (Nanotech Slurry - изготовлено компанией C.I. Kasei) и полиуретановой водорастворимой смолы плакировали с помощью покрывного валка и сушили при 80°C. В то же время величины осаждения пленки ZnO составляли, в переводе на Zn, 0,5-3 г/м2. Эти опытные образцы штамповали в горячем состоянии и закаляли.
В качестве условий горячей объемной штамповки в то же время, вдобавок к печному нагреванию, которые показаны в примере 1, также использовали печь с инфракрасным нагревом. Время выдержки в случае печного нагрева составляло 60 с, наряду с тем, что в случае инфракрасного нагрева тоже составляло 60 с. Необходимо отметить, что скорость повышения температуры в инфракрасном нагреве составляла приблизительно 19°C/с. Таким образом приготовленный опытный образец оценивали тем же методом, как в примере 1. Результаты оценки в то же время показаны в таблице 5. Твердость по Виккерсу составляла 420 или более во всех случаях.
осаждения
покрытия
(г/м2))
нагревания(°C)
покрытия
средняя
(мкм)
покрытия
стандартное
отклонение
отклонение/
среднее
Опытные образцы с пленкой ZnO показали превосходное антикоррозийное свойство после окрашивания даже с маленькой величиной осаждения. Кроме того, свариваемость методом точечной сварки была также превосходной.

Изобретение относится к области металлургии, а именно к получению горячештампованной высокопрочной детали. Горячештампованная высокопрочная деталь имеет плакирующий слой из алюминиевого сплава на основе Al-Fe, содержащий фазу интерметаллического соединения Al-Fe на поверхности стального листа. Средняя линейная длина отсекаемых отрезков кристаллических зерен фазы, содержащей Al 40-65 мас.% среди указанных фаз, составляет 3-20 мкм. Средняя величина толщины плакирующего слоя из сплава Al-Fe составляет 10-50 мкм. Отношение средней величины толщины к стандартному отклонению толщины плакирующего слоя из сплава Al-Fe удовлетворяет следующей зависимости: 0< стандартное отклонение толщины/средняя величина толщины ≤0,15. Обеспечивается подавление распространения трещин, образующихся в плакирующем слое во время горячей объемной штамповки, и повышаются антикоррозийные свойства после окрашивания. 2 н. и 10 з.п. ф-лы, 6 ил., 5 табл., 4 пр.
1. Горячештампованная высокопрочная деталь, содержащая плакирующий слой из алюминиевого сплава на основе Al-Fe, содержащий фазу интерметаллического соединения Al-Fe на поверхности стального листа,
указанный плакирующий слой из сплава состоит из множества фаз из указанных интерметаллических соединений,
средняя линейная длина отсекаемых отрезков кристаллических зерен фазы, содержащей Al 40-65 мас.% среди указанного множества фаз из интерметаллических соединений, составляет 3-20 мкм,
средняя величина толщины указанного плакирующего слоя из сплава Al-Fe составляет 10-50 мкм, и
отношение средней величины толщины к стандартному отклонению толщины указанного плакирующего слоя из сплава Al-Fe удовлетворяет следующей зависимости:
0< стандартное отклонение толщины/средняя величина толщины ≤0,15.
2. Горячештампованная высокопрочная деталь по п.1, отличающаяся тем, что указанное отношение средней величины толщины к стандартному отклонению толщины составляет 0,1 или менее.
3. Горячештампованная высокопрочная деталь по п.1 или 2, отличающаяся тем, что указанный плакирующий слой из сплава Al-Fe содержит Si 2-7 мас.%.
4. Горячештампованная высокопрочная деталь по п.1 или 2, отличающаяся тем, что поверхностный пленочный слой, который содержит ZnO, нанесен на поверхность указанного плакирующего слоя из сплава Al-Fe.
5. Горячештампованная высокопрочная деталь по п.4, отличающаяся тем, что содержание ZnO указанного поверхностного пленочного слоя составляет, в пересчете на массу Zn, 0,3-7 г/м2 на сторону.
6. Горячештампованная высокопрочная деталь по п.1 или 2, отличающаяся тем, что указанный стальной лист представляет собой стальной лист из химических компонентов, который содержит в качестве компонентов, мас.%:
C: 0,1-0,5,
Si: 0,01-0,7,
Mn: 0,2-2,5,
Al: 0,01-0,5,
P: 0,001-0,1,
S: 0,001-0,1,
N: 0,0010-0,05, а
остальное - Fe и неизбежные примеси.
7. Горячештампованная высокопрочная деталь по п.6, отличающаяся тем, что указанный стальной лист дополнительно содержит, мас.%, один или более элементов, выбранных из:
Cr: более 0,4-3,
Mo: 0,005-0,5,
B: 0,0001-0,01,
W: 0,01-3,
V: 0,01-2,
Ti: 0,005-0,5,
Nb: 0,01-1,
Ni: 0,01-5,
Cu: 0,1-3,
Sn: 0,005-0,1 и
Sb: 0,005-0,1.
8. Способ изготовления горячештампованной высокопрочной детали из плакированного алюминием стального листа, включающий:
обеспечение плакированного алюминием стального листа,
горячую прокатку стали, которая содержит химические компоненты, мас.%:
С: 0,1-0,5,
Si: 0,01-0,7,
Mn: 0,2-2,5,
Al: 0,01-0,5,
P: 0,001-0,1,
S: 0,001-0,1,
N: 0,0010-0,05, а
остальное - Fe и неизбежные примеси,
холодную прокатку указанной горячекатаной стали для получения холоднокатаного стального листа,
нагревание указанного холоднокатаного листа на линии плакирования погружением в горячий расплав до температуры отжига 670-760°C,
выдержку указанного холоднокатаного стального листа в печи с восстановительной атмосферой в течение 60 с или менее, и
плакирование указанного стального листа алюминием; и
дрессировку указанного плакированного алюминием стального листа для придания скорости прокатки 0,5-2%;
повышение температуры указанного дрессированного плакированного алюминием стального листа со скоростью повышения температуры 3-200°C/с;
горячую объемную штамповку плакированного алюминием стального листа в условиях параметра Ларсона-Миллера (LMP), выраженного следующей формулой:
LMP=T(20+logt)
(где T: температура нагрева плакированного алюминием стального листа (абсолютная температура K), t: время выдержки в нагревательной печи после достижения целевой температуры (ч)) 20000-23000; и
закалку указанного плакированного алюминием стального листа после горячей объемной штамповки со скоростью охлаждения 20-500°C/с в штампе.
9. Способ изготовления горячештампованной высокопрочной детали из плакированного алюминием стального листа по п.8, отличающийся тем, что указанная сталь дополнительно содержит, мас.%, один или более элементов, выбранных из:
Cr: более 0,4-3,
Mo: 0,005-0,5,
В: 0,0001-0,01,
W: 0,01-3,
V: 0,01-2,
Ti: 0,005-0,5,
Nb: 0,01-1,
Ni: 0,01-5,
Cu: 0,1-3,
Sn: 0,005-0,1 и
Sb: 0,005-0,1.
10. Способ изготовления горячештампованной высокопрочной детали из плакированного алюминием стального листа по п.8 или 9, характеризующийся тем, что скорость повышения температуры на указанном этапе горячей объемной штамповки составляет 4-200°C/с.
11. Способ изготовления горячештампованной высокопрочной детали из плакированного алюминием стального листа по п.8 или 9, характеризующийся тем, что на этапе изготовления указанного плакированного алюминием стального листа плакирующая ванна для плакирования алюминия содержит Si в количестве 7-15% и температура ванны или температура листа на входе в ванну составляет 650°C или менее.
12. Способ изготовления горячештампованной высокопрочной детали из плакированного алюминием стального листа по п.10, характеризующийся тем, что на этапе изготовления указанного плакированного алюминием стального листа плакирующая ванна для плакирования алюминия содержит Si в количестве 7-15% и температура ванны или температура листа на входе в ванну составляет 650°C или менее.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ПОКРЫТЫЕ СТАЛЬНЫЕ ПОЛОСЫ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБЫ ИХ ПРИМЕНЕНИЯ, ШТАМПОВАННЫЕ ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, И ПРОМЫШЛЕННЫЕ ТОВАРЫ, СОДЕРЖАЩИЕ ТАКОЕ ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2006 |
|
RU2395593C1 |
| СПОСОБ И АППАРАТ ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2004 |
|
RU2360037C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

