Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к плакированному стальному листу для применения в горячем прессовании, который покрыт плакирующим Al-слоем, который главным образом включает Al и который имеет превосходную смазывающую способность в горячем состоянии, адгезию покрытия, пригодность к точечной сварке и коррозионную стойкость покрытого изделия, и к способу горячего прессования такого плакированного стального листа.
Уровень техники
[0002] В недавние годы для защиты окружающей среды и предотвращения глобального потепления возросла потребность в снижении расходования ископаемых топлив. Эта потребность оказала влияние на разнообразные отрасли промышленного производства. Например, нет исключений даже для автомобилей, которые по существу представляют собой транспорт для повседневной жизни и деятельности. Улучшения экономии топлива и т.д. стремятся достигнуть снижением веса кузова. Однако в автомобилях простое сокращение веса кузова непозволительно по соображениям технических характеристики изделия. Необходимо обеспечивать надлежащую безопасность.
[0003] Большинство деталей конструкции автомобиля сформировано из материала на основе железа, в частности, стального листа. Для сокращения веса кузова важным является снижение веса этого стального листа. Однако, как было разъяснено выше, простое снижение веса стального листа непозволительно. Одновременно стремятся обеспечить механическую прочность стального листа. В дополнение к автомобильной промышленности, подобные потребности в отношении стального листа проявляются в разнообразных других отраслях промышленного производства. Соответственно этому, проводятся исследования и разработки стального листа, механическая прочность которого увеличена так, чтобы было возможным сокращение толщины сравнительно с традиционно применяемым стальным листом, в то же время с сохранением или повышением механической прочности.
[0004] Как правило, материал, который имеет высокую механическую прочность, склонен к снижению способности сохранять форму после гибки или другого формования, и создает трудности при переработке в изделия с усложненной формой. В качестве одного подхода к разрешению этой проблемы с формуемостью, может быть упомянут так называемый «метод горячего прессования (также называемый способом горячей штамповки, способом горячего прессования или способом закалки в штампе)». С помощью этого способа горячего прессования формуемый материал однократно нагревают до высокой температуры для размягчения стального листа вследствие нагрева, затем стальной лист подвергают формованию в прессе для придания ему формы, затем охлаждают. Согласно этому способу горячего прессования, материал нагревают однократно до высокой температуры, чтобы сделать его мягким, так что материал может быть легко отформован в прессе. Кроме того, благодаря эффекту закалки, обусловленному охлаждением после формования, может быть повышена механическая прочность материала. Поэтому способ горячего прессования позволяет получить отформованное изделие, которое достигает как хорошей способности фиксировать форму, так и высокой механической прочности.
[0005] Однако, если в этом способе горячего прессования применяют стальной лист, нагрев стального листа до высокой температуры 800°С или более вызывает окисление поверхности стального листа и образование окалины (оксидов). Поэтому после выполнения формования горячим прессованием становится необходимой стадия удаления этой окалины (стадия очистки от окалины) и снижается производительность. Кроме того, в деталях, которые требуют коррозионной стойкости и т.д., поверхности деталей должны быть обработаны, чтобы сделать их не поддающимися ржавлению, или покрытыми металлом после проведения обработки. Становятся необходимыми стадия очистки поверхности и поверхностная обработка, так что производительность снижается еще больше.
[0006] В качестве способа подавления такого снижения производительности может быть упомянут подход, в котором на стальной лист наносят покрытие. В качестве покрытия стального листа, как правило, используют органический материал или неорганический материал, или другие разнообразные материалы. Среди них для автомобильного стального листа широко применяется отожженный оцинкованный стальной лист, в котором проявляется эффект защитной коррозии цинка по отношению к стальному листу, и т.д., из соображений придания противокоррозионных свойств и технологии производства стального листа. Однако температура нагрева (от 700 до 1000°С) при формовании горячим прессованием является более высокой, чем температура разложения органического материала или температура плавления и температура кипения Zn или другого металла. При применении горячего пресса для нагрева поверхностное покрытие и плакирующий слой испаряется, вызывая значительное ухудшение характеристик поверхности.
[0007] Поэтому в отношении стального листа, который используют в способе горячего прессования, выполняемом с нагревом при высокой температуре, желательно применять стальной лист, который снабжен металлическим покрытием на основе Al, который имеет более высокую температуру кипения, чем органический материал покрытия или металлическое покрытие на Zn-основе, или плакированный алюминием (Al) стальной лист. Здесь «плакированный алюминием стальной лист» включает листы, к которым были добавлены иные элементы, нежели Al, для улучшения характеристик плакирующего слоя. Содержание Al в плакирующем слое должно составлять, в % по массе, 50% или более.
[0008] В результате создания металлического покрытия на Al-основе можно предотвратить образование окалины на поверхности стального листа, и поэтому стадии удаления окалины и другие стадии обработки становятся ненужными, так что улучшается производительность изготовления формованного изделия. Кроме того, металлическое покрытие на Al-основе также проявляет эффект защитной коррозии по отношению к стальному листу, поэтому также улучшается коррозионная стойкость. Способ горячего прессования стального листа, который имеет предварительно заданный химический состав и снабжен металлическим покрытием на Al-основе, раскрыт в патентном документе PLT 1.
[0009] Однако, когда создают металлическое покрытие на Al-основе, в зависимости от условий предварительного нагрева перед формованием горячим прессованием, Al покрытие будет плавиться, и тогда Fe будет диффундировать из стального листа и вызывать образование слоя Al-Fe-сплава, и, кроме того, обусловливать рост слоя Al-Fe-сплава, пока поверхность стального листа не станет представлять собой слой Al-Fe-сплава. Этот слой Al-Fe-сплава является исключительно твердым, так что имела место проблема того, что контакт со штамповочной матрицей во время формования прессованием вызывал образование следов обработки на формованном изделии.
[0010] Поверхность слоя Al-Fe-сплава является менее скользкой и проявляет худшую смазывающую способность. Кроме того, этот слой Al-Fe-сплава является твердым и легко растрескивается. Плакирующий слой подвержен растрескиванию и образованию пыли, и т.д., так что ухудшается формуемость. Кроме того, любой отслоившийся слой Al-Fe-сплава прилипает к штамповочной матрице или к поверхности слоя Al-Fe-сплава на стальном листе, сильно истирается и налипает на штамповочную матрицу или Al-Fe-интерметаллические соединения, образованные из слоя Al-Fe-сплава, образуя наслоения на штамповочной матрице и вызывая ухудшение качества формованного изделия. По этой причине необходимо периодически удалять Al-Fe-интерметаллические соединения, которые налипли на штамповочную матрицу. Это становится причиной снижения производительности изготовления формованного изделия или возрастания производственных затрат.
[0011] Кроме того, слой Al-Fe-сплава имеет низкую реакционную способность в отношении обычной фосфатной обработки. Поэтому на поверхности слоя Al-Fe-сплава не может быть сформировано химическое конверсионное покрытие (фосфатное покрытие) в качестве предварительной обработки для окрашивания электрофоретическим осаждением. Даже когда химическое конверсионное покрытие не формируют, то если обеспечивать хорошую адгезию покрытия к материалу, затем проводить осаждение Al в достаточной степени, коррозионная стойкость покрытого изделия также будет становиться превосходной, но если увеличивать количество осаждаемого Al, будет усиливаться налипание Al-Fe-интерметаллических соединений на штамповочную матрицу.
[0012] Налипание Al-Fe-интерметаллических соединений включает ситуацию, где наслаиваются отделившиеся части слоя Al-Fe-сплава, и ситуацию, где поверхность слоя Al-Fe-сплава сильно притирается и осаждается. Когда формуют горячим прессованием стальной лист, который имеет поверхностное покрытие, то при улучшенной смазывающей способности облегчаются истирание и адгезия поверхностью слоя Al-Fe-сплава. Однако улучшение смазывающей способности неэффективно для устранения отложения отслоившихся частей слоя Al-Fe-сплава на штамповочной матрице. Для уменьшения отложений отслоившихся частей слоя Al-Fe-сплава на штамповочной матрице наиболее действенной мерой является сокращение количества осажденного Al на Al-плакирующий слой. Однако при сокращении количества осажденного Al на Al-плакирующий слой ухудшается коррозионная стойкость.
[0013] Поэтому в патентном документе PLT 2 представлен стальной лист, в котором предотвращается образование следов обработки на отформованном изделии. Стальной лист, описанный в патентном документе PLT 2, представляет собой стальной лист, который имеет предварительно заданный химический состав на поверхности, на которую наносят металлическое покрытие на Al-основе, и, кроме того, на поверхности металлического покрытия на Al-основе формируют покрытие из неорганического соединения, покрытие из органического соединения или композитное покрытие из этих соединений, которое содержит по меньшей мере один элемент из Si, Zr, Ti или Р. В стальном листе, который формируют с таким поверхностным покрытием, как подобное раскрытому в патентном документе PLT 2, даже во время формования прессованием после нагрева поверхностное покрытие никогда не будет отслаиваться, и поэтому можно предотвратить образование следов обработки во время штамповки. Однако при поверхностном покрытии, какое описано в патентном документе PLT 2, достаточная смазывающая способность не может быть получена во время формования прессованием, так что требуется улучшение и т.д. смазочного средства.
[0014] Патентный документ PLT 3 представляет способ, которым разрешают проблему повреждения поверхности оцинкованного стального листа вследствие испарения цинкового слоя при горячем прессовании оцинкованного стального листа. То есть, при этом обеспечивают образование слоя оксида цинка (ZnО) с высокой температурой плавления как барьерного слоя на поверхности полученного цинкованием слоя, тем самым предотвращая испарение Zn из плакирующего Zn-слоя как нижележащего слоя. Однако раскрытый в патентном документе PLT 3 способ заявлен для стального листа, имеющего образованный цинкованием слой. Содержание Al в цинковом слое допускается до уровня 0,4%. Однако желательно, чтобы содержание Al было низким. Раскрытый в патентном документе PLT 3 способ рассчитан на предотвращение испарения Zn из цинкового плакирующего слоя. Al входит в состав только случайно. Однако при случайном включении Al в плакирующий Zn-слой невозможно полностью предотвратить испарение Zn из плакирующего Zn-слоя. Поэтому общей практикой является применение плакированного алюминием (Al) стального листа, который имеет основным компонентом Al с высокой температурой кипения.
[0015] Патентный документ PLT 4 представляет способ нанесения соединения типа вюртцита на поверхность Al-плакированного стального листа. Способ, который раскрыт в патентном документе PLT 4, улучшает смазывающую способность в горячем состоянии и пригодность к химической конверсионной обработке, и обеспечивает адгезию поверхностного покрытия перед формованием в условиях горячего прессования добавлением к поверхностному покрытию связующего ингредиента. Однако связующий материал согласно способу, который представлен в патентном документе PLT 4, оказался подверженным разрушению при нагревании во время формования горячим прессованием, и поэтому существовала проблема того, что соединение типа вюртцита снижало адгезию покрытия к стальному листу во время формования.
[0016] Патентный документ PLT 5 раскрывает отожженный оцинкованный стальной лист, который сформирован со слоем поверхностного покрытия, которое содержит гидроксид цинка (Zn) и сульфат цинка. Однако в стальном листе, который представлен в патентном документе PLT 5, формируют поверхностное покрытие на отожженном оцинкованном стальном листе, так что в то время как он имеет превосходную коррозионную стойкость, существовала проблема в том, что цинк в отожженном цинковом слое склонен испаряться во время горячего прессования. Кроме того, обе поверхности стального листа, который раскрыт в патентном документе PLT 5, сформированы с оксидным слоем, который содержит 3Zn(OH)2·ZnSO4·nH2O (n = от 0 до 5). ZnSO4 растворяет плакирующий Al-слой, так что плакированный алюминием стальной лист не мог бы быть использован.
[0017] Патентный документ PLT 6 представляет стальной лист, который состоит из плакированного алюминием стального листа, который сформирован с поверхностным покровным слоем, который содержит соединение цинка (Zn), которое выбрано из сульфата цинка, нитрата цинка и хлорида цинка. Однако водный раствор сульфата цинка, нитрата цинка или хлорида цинка имеет высокое значение рН, так что когда наносят обрабатывающий раствор для формирования поверхностного покровного слоя, он действует так, что растворяет плакированный алюминием стальной лист. В результате этого возникала проблема в том, что ухудшалась коррозионная стойкость. Кроме того, хотя причина и не является бесспорной, имела место проблема в том, что также ухудшалась свариваемость. Эта проблема проявлялась особенно заметно, когда в качестве Zn-соединения присутствовали сульфат цинка и нитрат цинка.
[0018] Патентный документ PLT 7 раскрывает стальной лист, который состоит из плакированного алюминием стального листа, который сформирован с поверхностным покровным слоем, который содержит соединение ванадия, производное фосфорной кислоты и металлическое соединение по меньшей мере одного типа, которое выбирают из Al, Mg и Zn. Однако поверхностный покровный слой стального листа, который описан в патентном документе PLT 7, содержит соединение ванадия, ввиду чего соединения ванадия с различной валентностью вызывают окрашивание разнообразных цветов, и тем самым существовала проблема неоднородного внешнего вида.
Список цитированной литературы
Патентная литература
[0019] Патентный документ PLT 1: Японская патентная публикация № 2000-38640А.
Патентный документ PLT 2: Японская патентная публикация № 2004-211151А.
Патентный документ PLT 3: Японская патентная публикация № 2003-129209А.
Патентный документ PLT 4: WO2009/131233А.
Патентный документ PLT 5: Японская патентная публикация № 2010-077498А.
Патентный документ PLT 6: Японская патентная публикация № 2007-302982А.
Патентный документ PLT 7: Японская патентная публикация № 2005-048200А.
Сущность изобретения
Техническая задача
[0020] Алюминий (Al) имеет высокую температуру кипения и высокую температуру плавления, так что плакированный алюминием стальной лист рассматривается многообещающим в качестве стального листа, который используют в детали, для которой требуется коррозионная стойкость, такой как автомобильный стальной лист. Поэтому были внесены разнообразные предложения в отношении применения плакированного алюминием стального листа для горячего прессования. Однако слой Al-Fe-сплава не может обеспечивать хорошей смазывающей способности при горячем прессовании, и формуемость при штамповке является плохой, и т.д., так что когда используют горячее прессование для получения формованного изделия с усложненной формой, плакированный алюминием стальной лист не применяют. Кроме того, в недавние годы для использования в автомобилях на стальной лист по большей части наносили покрытие после формования. Кроме того, плакированный алюминием стальной лист должен обеспечивать пригодность к химической конверсионной обработке (пригодность к нанесению покрытия) после формования горячим прессованием, и коррозионную стойкость покрытого изделия. Кроме того, стальной лист, который используют для кузова автомобилей, также должен быть пригодным к точечной сварке.
[0021] Настоящее изобретение было выполнено с учетом вышеописанной ситуации. Задача настоящего изобретения состоит в создании плакированного алюминием стального листа для применения в горячем прессовании, который имеет превосходные смазывающую способность в горячем состоянии, адгезию покрытия, пригодность к точечной сварке и коррозионную стойкость покрытого изделия, и способа горячего прессования плакированного алюминием стального листа.
Решение задачи
[0022] Для решения вышеуказанной задачи авторы настоящего изобретения и т.д. занялись обстоятельными исследованиями и в результате обнаружили, что при формировании поверхностного покровного слоя, который содержит соединение, которое содержит Zn на плакирующем Al-слое, который сформирован на одной или обеих поверхностях стального листа, смазывающая способность во время формования горячим прессованием становится лучше, и также значительно улучшается пригодность к химической конверсионной обработке. Кроме того, они обнаружили, что, если не включать соединения ванадия в поверхностный покровный слой, можно предотвратить появление разноцветного окрашивания, обусловленного соединениями ванадия переменной валентности, и можно разрешить проблему неоднородного внешнего вида стального листа. Кроме того, они обнаружили, что, если вводить предварительно заданное количество соединения цинка (Zn) с высокой растворимостью в воде, такого как сульфат цинка или нитрат цинка, становятся худшими способность к осаждению во время нанесения и адгезия покрытия, и пригодность к точечной сварке. На основе этих выявленных фактов, авторы настоящего изобретения и т.д. выполнили настоящее изобретение.
Сущность настоящего изобретения является следующей.
[0023] (1) Плакированный стальной лист для применения в горячем прессовании, отличающийся тем, что представляет собой плакированный стальной лист для применения в горячем прессовании, который содержит стальной лист, плакирующий Al-слой, который сформирован на одной поверхности или на обеих поверхностях стального листа, и
поверхностный покровный слой, который сформирован на плакирующем Al-слое,
причем поверхностный покровный слой содержит по меньшей мере одно соединение цинка, которое выбирают из группы, состоящей из гидроксида цинка, фосфата цинка и соли цинка и органической кислоты.
[0024] (2) Плакированный стальной лист для применения в горячем прессовании согласно пункту (1), отличающийся тем, что количество осажденного соединения цинка в поверхностном покровном слое составляет от 0,5 до 7 г/м2 поверхности в расчете на Zn.
[0025] (3) Плакированный стальной лист для применения в горячем прессовании согласно пункту (2), отличающийся тем, что поверхностное покрытие, в дополнение к соединению цинка, содержит по меньшей мере один компонент из полимерного ингредиента, силанового связывающего агента или оксида кремния, в совокупном количестве от 5 до 30% масс., в расчете на общее количество соединения цинка.
[0026] (4) Плакированный стальной лист для применения в горячем прессовании согласно любому из пунктов (1)-(3), отличающийся тем, что плакирующий Al-слой содержит Si: от 3 до 15%.
[0027] (5) Плакированный стальной лист для применения в горячем прессовании согласно любому из пунктов (1)-(3), отличающийся тем, что допускает, в качестве содержащегося соединения цинка, введение одного или обоих из сульфата цинка и нитрата цинка, в % масс. соответственно 10% или менее.
[0028] (6) Плакированный стальной лист для применения в горячем прессовании согласно пункту (4), отличающийся тем, что допускает, в качестве содержащегося соединения цинка, введение одного или обоих из сульфата цинка и нитрата цинка, в % масс. соответственно 10% или менее.
[0029] (7) Способ горячего прессования плакированного стального листа, отличающийся тем, что изготавливают заготовку плакированного стального листа, который содержит плакирующий Al-слой, который сформирован на одной поверхности указанного стального листа или на обеих поверхностях указанного стального листа, и указанный поверхностный покровный слой, который сформирован на плакирующем Al-слое и который содержит по меньшей мере одно соединение цинка, которое выбирают из группы, состоящей из гидроксида цинка, фосфата цинка и соли цинка и органической кислоты, затем нагревают и проводят прессование нагретого плакированного стального листа.
[0030] (8) Способ горячего прессования плакированного стального листа согласно пункту (7), отличающийся тем, что при нагреве перед прессованием средняя скорость повышения температуры составляет от 10 до 300°С/сек во время, когда плакированный стальной лист нагревают с помощью омического нагрева или индукционного нагрева от температуры 50°С до температуры на 10°С ниже максимальной пиковой температуры.
Преимущественные результаты изобретения
[0031] Согласно настоящему изобретению, возможно создание плакированного стального листа для применения в горячем прессовании, который имеет превосходные смазывающую способность в горячем состоянии, адгезию покрытия, пригодность к точечной сварке и коррозионную стойкость покрытого изделия, и способа горячего прессования, и повышение производительности в стадии горячего прессования.
Краткое описание чертежей
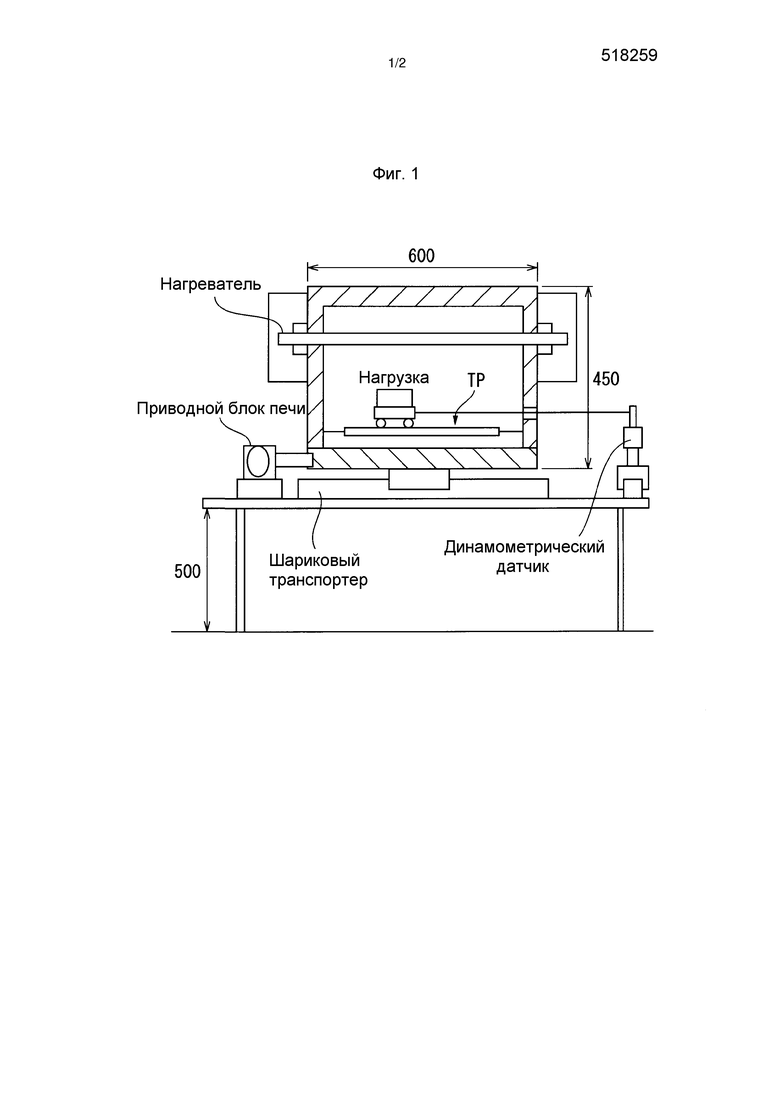
[0032] ФИГ. 1 представляет пояснительный вид, который разъясняет конструкцию устройства для оценки смазывающей способности в горячем состоянии стального листа для применения в горячем прессовании согласно настоящему изобретению.
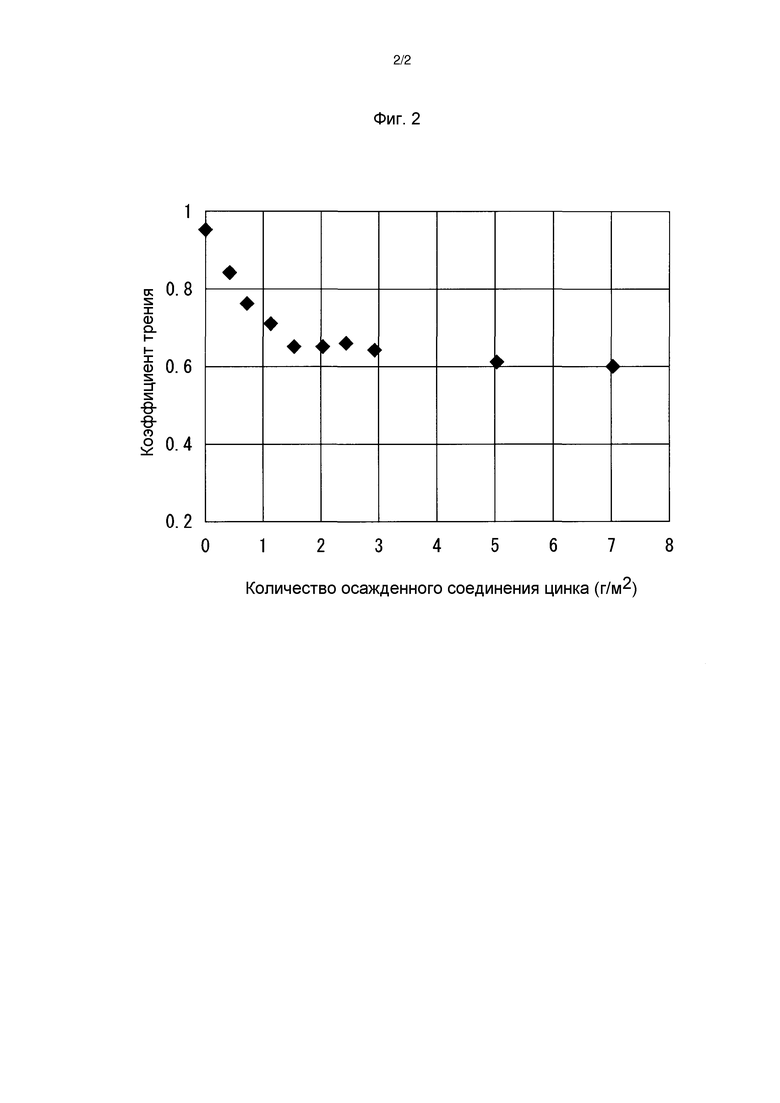
ФИГ. 2 представляет пояснительный вид, который разъясняет смазывающую способность в горячем состоянии стального листа для применения в горячем прессовании согласно настоящему изобретению.
Описание вариантов осуществления изобретения
[0033] Далее настоящее изобретение будет разъяснено подробно.
[0034] Плакированный стальной лист для применения в горячем прессовании
Сначала будет разъяснен плакированный стальной лист для применения в горячем прессовании согласно настоящему изобретению. Стальной лист для применения в горячем прессовании согласно настоящему изобретению состоит из стального листа, на одной или обеих поверхностях которого сформирован плакирующий Al-слой, и на поверхности какового плакирующего Al-слоя дополнительно сформирован поверхностный покровный слой, который содержит соединение цинка.
[0035] Стальной лист до плакирования
В качестве стального листа до плакирования желательно используют стальной лист, который имеет высокую механическую прочность (подразумевающую предел прочности на разрыв, предел текучести, относительное удлинение, способность к вытяжке, твердость, ударную вязкость, усталостную прочность, сопротивление ползучести и прочие характеристики, имеющие отношение к механической деформации и растрескиванию). Далее показан один пример стального листа перед плакированием, который используют в качестве стального листа для применения в горячем прессовании согласно настоящему изобретению.
[0036] Сначала будет разъяснен химический состав. Следует отметить, что символы «%» означают «% масс.», если не оговорено иное. Химический состав стального листа до плакирования предпочтительно содержит, в % масс., С: от 0,1 до 0,4%, Si: от 0,01 до 0,6%, и Mn: от 0,5 до 3%. Кроме того, он предпочтительно содержит по меньшей мере один элемент из Cr: от 0,05 до 3,0, V: от 0,01 до 1,0%, Mo: от 0,01 до 0,3%, Ti: от 0,01 до 0,1%, и В: от 0,0001 до 0,1%. Кроме того, остальное количество составлено Fe и неизбежными загрязняющими примесями.
[0037] Углерод (С) вводят для обеспечения желательной механической прочности. Если содержание С составляет менее 0,1%, достаточная механическая прочность не может быть получена. С другой стороны, если содержание С превышает 0,4%, стальной лист может быть упрочнен, но легко происходит растрескивание расплава. Поэтому содержание С предпочтительно составляет от 0,1 до 0,4%.
[0038] Кремний (Si) представляет собой элемент, который повышает механическую прочность. Подобно углероду, его вводят для обеспечения желательной механической прочности. Если содержание Si составляет менее 0,01%, обеспечить эффект повышения прочности затруднительно, и достаточное улучшение механической прочности не может быть получено. С другой стороны, Si является легко окисляемым элементом. Соответственно этому, если содержание Si превышает 0,6%, то когда проводят нанесение Al-покрытия погружением в горячую ванну, ухудшается смачиваемость, и могут возникать непокрытые участки. Поэтому содержание Si предпочтительно выдерживают от 0,01 до 0,6%.
[0039] Марганец (Mn) представляет собой элемент, который повышает механическую прочность, и также элемент, который улучшает прокаливаемость. Кроме того, Mn эффективно действует для предотвращения теплового охрупчивания, обусловленного серой (S) как неизбежной загрязняющей примесью. Если содержание Mn составляет менее 0,5%, эти эффекты не могут быть получены. С другой стороны, если содержание Mn превышает 3%, остаточные γ-фазы становятся слишком значительными, и вероятно снижение прочности. Поэтому содержание Mn предпочтительно составляет от 0,5 до 3%.
[0040] Хром (Cr), ванадий (V) и молибден (Mo) представляют собой элементы, которые улучшают механические характеристики, и также элементы, которые подавляют образование перлита во время охлаждения от температуры отжига. Эти эффекты не могут быть получены, если содержание Cr составляет менее 0,05%, при содержании V менее 0,1%, или при содержании Mo менее 0,01%. С другой стороны, если превышается содержание Cr: 3,0%, V: 1,0%, или Mo: 0,3%, становится чрезмерной доля площади поверхности твердых фаз, и ухудшается формуемость.
[0041] Титан (Ti) представляет собой элемент, который повышает механическую прочность, и элемент, который улучшает термостойкость плакирующего Al-слоя. Когда содержание Ti составляет менее 0,01%, эффект повышения механической прочности и устойчивости к окислению не может быть получен. С другой стороны, если Ti присутствует в избыточном количестве, образуются карбиды и нитриды, и сталь может становиться более мягкой. В частности, когда содержание Ti превышает 0,1%, желательная механическая прочность не может быть получена. Поэтому содержание Ti предпочтительно поддерживают в пределах от 0,01 до 0,1%.
[0042] Бор (В) представляет собой элемент, действие которого проявляется в повышении прочности во время закалки. Если содержание В составляет менее 0,0001%, такой эффект улучшения прочности не может быть получен. С другой стороны, если содержание В превышает 0,1%, в стальном листе образуются включения, вызывая охрупчивание, и может снижаться усталостная прочность. Поэтому содержание В предпочтительно поддерживают в диапазоне от 0,0001 до 0,1%.
[0043] Следует отметить, что вышеупомянутый химический состав стального листа до плакирования представляет собой один пример. Также возможны другие химические составы. Например, в качестве раскисляющего элемента также может содержаться Al: от 0,001 до 0,08%. Кроме того, также могут присутствовать загрязняющие примеси, которые оказываются неизбежно попадающими в процессе изготовления и т.д.
[0044] Стальной лист до плакирования, который имеет такой химический состав, может быть упрочнен нагреванием в условиях способа горячего прессования и т.д., даже после плакирования так, чтобы обеспечить предел прочности на разрыв приблизительно 1500 МПа или более. Даже стальной лист, который имеет такой высокий предел прочности на разрыв, может быть без труда отформован способом горячего прессования в состоянии размягчения при нагреве. Кроме того, отформованное изделие может иметь высокую механическую прочность и, даже когда сделано тонким для снижения веса, может иметь неизменную или повышенную механическую прочность.
[0045] Плакирующий Al-слой
Плакирующий Al-слой формируют на одной или обеих поверхностях стального листа, не подвергнутого плакированию. Например, плакирующий Al-слой формируют на одной или обеих поверхностях стального листа способом погружения в горячую ванну, но изобретение этим не ограничивается.
[0046] Кроме того, плакирующий Al-слой в химическом составе должен содержать Al: 50% или более. Иные элементы, нежели Al, не являются конкретно ограниченными, но профилактически может быть включен Si по следующим соображениям.
[0047] Если содержится Si, на поверхности раздела между плакирующим покрытием и базовым железом образуется слой Al-Fe-Si-сплава, и поэтому можно подавить образование хрупкого слоя Al-Fe-сплава, который формируется во время нанесения покрытия погружением в горячую ванну. Если содержание Si составляет менее 3%, будет нарастать толстый слой Al-Fe-сплава на стадии выполнения плакирования алюминием, во время обработки будет стимулироваться растрескивание плакирующего слоя, и это может оказывать вредное влияние на коррозионную стойкость. С другой стороны, если содержание Si превышает 15%, напротив, будет возрастать объемная доля слоя, который содержит Si, и могут снижаться обрабатываемость плакирующего слоя или коррозионная стойкость. Поэтому содержание Si в плакирующем Al-слое предпочтительно поддерживают в пределах от 3 до 15%.
[0048] Плакирующий Al-слой предотвращает коррозию стального листа для применения в горячем прессовании согласно настоящему изобретению. Кроме того, когда стальной лист для применения в горячем прессовании согласно настоящему изобретению подвергают обработке способом горячего прессования, то даже если его нагревают до высокой температуры, поверхность никогда не окисляется, и на ней никогда не образуется окалина (оксиды железа). Благодаря применению плакирующего Al-слоя для предотвращения образования окалины можно исключить стадию удаления окалины, стадию очистки поверхности, стадию поверхностной обработки, и т.д., и можно повысить производительность изготовления формованного изделия. Кроме того, плакирующий Al-слой имеет более высокие температуру кипения и температуру плавления, чем плакирующее покрытие, состоящее из органического материала, или плакирующее покрытие, составленное еще одним материалом на основе металла (например, материалом на Zn-основе). Поэтому при использовании способа горячего прессования для формования его покрытие не испаряется, тем самым становится возможным придание формы при высокой температуре, еще более повышается формуемость в горячем прессе и становится возможным легкое формование.
[0049] Нагрев во время нанесения покрытия погружением в горячую ванну и горячего прессования может обусловливать сплавление плакирующего Al-слоя с Fe в стальном листе. Соответственно этому, плакирующий Al-слой не обязательно образуется как одиночный слой с постоянным химическим составом, и будет включать частично легированные слои (слои сплавов).
[0050] Поверхностный покровный слой
Поверхностный покровный слой формируют на поверхности плакирующего Al-слоя. Поверхностный покровный слой включает одно или более соединений цинка (Zn), которые выбирают из группы, состоящей из гидроксида цинка, фосфата цинка и соли цинка и органической кислоты. В качестве соединения цинка в особенности предпочтительны гидроксид цинка и фосфат цинка. В качестве соли цинка и органической кислоты могут быть упомянуты ацетат цинка, цитрат цинка, оксалат цинка, олеат цинка, и другие такие Zn-соли карбоновых кислот и Zn-соли гидроксикислот, глюконат цинка, и т.д. Действие этих соединений проявляется в улучшении смазывающей способности при горячем прессовании или реакционной способности в отношении раствора для химической конверсионной обработки. Гидроксид цинка и фосфат цинка имеют низкую растворимость в воде, так что они применяются в виде суспензий, тогда как ацетат цинка, который имеет высокую растворимость в воде, предпочтительно используется в виде водного раствора. Следует отметить, что эти соединения цинка могут содержать один или оба из сульфата цинка и нитрата цинка, но если их содержание превышает в % масс. 10%, то, как было разъяснено выше, ухудшаются коррозионная стойкость покрытого изделия и свариваемость. Поэтому допустимые величины уровней содержания сульфата цинка и нитрата цинка предпочтительно составляют 10% или менее.
[0051] Далее для разъяснения будет в качестве примера использован случай, где в поверхностном покровном слое содержится гидроксид цинка. Гидроксид цинка разлагается при нагревании с образованием гладкого покрытия и обусловливает лучшую коррозионную стойкость покрытого изделия, чем даже в случае применения ZnО. Следует отметить, что даже когда используют иное соединение цинка, нежели гидроксид цинка, поверхностный покровный слой формируют таким же путем, как в ситуации с гидроксидом цинка, и могут быть получены сходные эффекты.
[0052] Поверхностный покровный слой, который содержит гидроксид цинка, может быть сформирован, например, способом, в котором наносят покрытие, которое содержит гидроксид цинка, и проводят обжиг и высушивание его для отверждения его после нанесения таким образом, чтобы тем самым сформировать покровную пленку на плакирующем Al-слое. В качестве способа нанесения гидроксида цинка, например, может быть упомянут способ, в котором смешивают суспензию, которая содержит гидроксид цинка, и предварительно заданный органический связующий материал, и наносят его на поверхность плакирующего Al-слоя, и способ, в котором наносят порошковое покрытие, и т.д. В качестве предварительно заданного органического связующего материала, например, могут быть упомянуты смола на основе полиуретана, смола на основе сложного полиэфира, смола на акриловой основе, силановый связывающий агент, кремнезем и т.д. Эти органические связующие материалы делают водорастворимыми, чтобы обеспечить смешение с суспензией гидроксида цинка. Полученный таким образом обрабатывающий раствор наносят в виде покрытия на поверхность плакированного алюминием стального листа.
[0053] Гидроксид цинка не является конкретно ограниченным в отношении размера частиц, но желательным является размер от 50 до 1000 нм, или тому подобный. Под размером частиц гидроксида цинка подразумевается величина частиц после термической обработки. То есть, размер частиц после выдерживания при температуре 900°С в печи в течение от 5 до 6 минут, затем быстрого охлаждения в пресс-форме представляет собой такой размер, который определяют наблюдением с использованием электронного микроскопа сканирующего типа (SEM), и т.д.
[0054] Уровни содержания полимерного ингредиента, силанового связывающего агента, кремнезема и прочих связующих ингредиентов в поверхностном покрытии предпочтительно составляют, в массовом отношении к гидроксиду цинка, совместно от 5 до 30%, или тому подобно. Если уровни содержания связующих ингредиентов составляют менее 5%, эффект наслоения достигается в недостаточной мере, и покрытие легко отслаивается. Для стабильного получения эффекта наслоения содержание связующего ингредиента более предпочтительно делают, в массовом отношении, 10% или более. С другой стороны, даже если содержание связующего ингредиента превышает 30%, эффект наслоения становится насыщенным, и становится существенным запах, который возникает во время нагрева, так что это не является предпочтительным. Верхний предел содержания связующего ингредиента более предпочтительно составляет 16%.
[0055] Подтверждено, что поверхностный покровный слой, который содержит соединение цинка согласно настоящему изобретению, имеет более высокую смазывающую способность сравнительно даже с покрытием из неорганического соединения, покрытием из органического соединения или покрытием из композитного соединения, которое содержит по меньшей мере один элемент из Si, Zr, Ti и Р, которые описаны в патентном документе PLT 2. На этом основании дополнительно улучшается формуемость.
[0056] Количество гидроксида цинка, осажденного в составе поверхностного покровного слоя, который формируют на плакированном алюминием стальном листе, предпочтительно составляет от 0,5 до 7 г/м2 поверхности, в расчете на количество Zn. Если количество осажденного гидроксида цинка составляет 0,5 г/м2 или более, в расчете на Zn, то, как показано в ФИГ. 2, улучшается смазывающая способность. Более предпочтительным количеством является 1,5 г/м2 или более. С другой стороны, если количество осажденного гидроксида цинка превышает 7 г/м2, в расчете на Zn, плакирующий Al-слой и поверхностный покровный слой становятся слишком толстыми, и снижаются свариваемость и адгезия красочного покрытия. Поэтому гидроксид цинка предпочтительно осаждают в поверхностном покровном слое в количестве от 0,5 до 7 г/м2 поверхности, в расчете на Zn. Кроме того, если также принимать во внимание свариваемость и адгезию красочного покрытия, количество осажденного гидроксида цинка особенно предпочтительно составляет от 0,5 до 2 г/м2.
[0057] Следует отметить, что в качестве метода измерения количества осажденного гидроксида цинка, например, может быть применен метод рентгеновского флуоресцентного анализа. В методе рентгеновского флуоресцентного анализа используют стандартные образцы нескольких типов с известными количествами осажденного гидроксида цинка, чтобы построить калибровочную линию и преобразовывать интенсивность эмиссии от Zn в измеряемом образце в количество осажденного гидроксида цинка.
[0058] В качестве способа обжига и высушивания после нанесения обрабатывающего раствора, например, возможен способ с использованием печи с горячим воздухом, печи с индукционным нагревом, печи с нагревом инфракрасным излучением и т.д. Кроме того, также возможен способ, в котором используют сочетание этих подходов. В это время, в зависимости от типа связующего материала, который входит в состав обрабатывающего раствора, вместо обжига и высушивания после нанесения, например, также возможно отверждение ультрафиолетовым излучением, электронными пучками и т.д. В качестве органического связующего материала могут быть упомянуты полиуретан или сложный полиэфир, или еще акрил или силановый связывающий агент, и т.д. Однако способ формирования поверхностного покровного слоя на основе гидроксида цинка не ограничивается этими примерами. Для формирования слоя могут быть применены разнообразные способы.
[0059] Следует отметить, что когда связующий материал не используют, то после того, как обрабатывающий раствор наносят на плакирующий Al-слой, поверхностный покровный слой имеет до некоторой степени низкую адгезию перед обработкой для отверждения. Если к нему прилагают значительное усилие, он может частично отслаиваться.
[0060] Если поверхностный покровный слой нагревают только во время формования горячим прессованием, то он проявляет исключительно сильную адгезию. Патентный документ PLT 4 раскрывает подход к улучшению адгезии до формования горячим прессованием, но в настоящем изобретении адгезию повышают после формования горячим прессованием. Улучшение адгезии после формования горячим прессованием не может быть достигнуто, если в поверхностном покрытии присутствует соединение типа вюртцита, которое представлено в патентном документе PLT 4, и это является важной характеристикой настоящего изобретения. В результате того, что гидроксид цинка подвергают нагреванию, предполагается, что он будет дегидратироваться и частично превращаться в оксид цинка, и т.д., и кристаллическая структура будет изменяться. Как представляется, в это время тонкодисперсные частицы легко претерпевают спекание. Как представляется, фосфат цинка и соль цинка и органической кислоты таким же образом также разлагаются при нагревании. Соединение с низкой растворимостью в воде, такое как гидроксид цинка и фосфат цинка, может быть нанесено на плакированный алюминием стальной лист в состоянии раствора. Кроме того, гидроксид цинка, фосфат цинка и соль цинка и органической кислоты, как представляется, образуют осадок как соединения, в стадии обжига после нанесения или в стадии нагревания во время горячей штамповки, но, по сравнению с раствором, диспергированы в воде, и отсутствует вторичная агрегация в воде, и образование осадка происходит в тонкодисперсной форме. Поэтому представляется, что выделившиеся в осадок частицы спекаются, и поэтому может легко поддерживаться прочность покрытия.
[0061] Поверхностный покровный слой улучшает смазывающую способность так, что даже в случае плакированного алюминием стального листа, который имеет плохую формуемость, может быть улучшена формуемость во время формования горячим прессованием. Кроме того, можно иметь превосходную коррозионную стойкость плакированного алюминием стального листа. Кроме того, превосходная смазывающая способность поверхностного покровного слоя подавляет прилипание Al-Fe-интерметаллических соединений к штамповочной матрице. Даже если плакирующий Al-слой истирается в порошок, поверхностный покровный слой, который содержит соединение цинка, может предотвращать налипание порошка (порошкообразного Al-Fe-интерметаллического соединения) на штамповочную матрицу, которую используют для последующего формования горячим прессованием. Соответственно этому, становится ненужной стадия удаления порошкообразного Al-Fe-интерметаллического соединения, который налипает на штамповочную матрицу, и т.д., так что может быть дополнительно увеличена производительность изготовления формованного изделия.
[0062] Кроме того, поверхностный покровный слой может играть роль защитного слоя, который защищает плакирующий Al-слой от повреждений, которые могут происходить во время формования горячим прессованием, и может улучшать формуемость. Кроме того, поверхностный покровный слой не снижает пригодность к точечной сварке и адгезию покрытия или другие аспекты технических характеристик. Если обрабатывающий раствор при формировании поверхностного покровного слоя имеет высокую растворимость в воде, ухудшаются пригодность к точечной сварке и адгезия покрытия. Если обрабатывающий раствор имеет высокую растворимость в воде, нанесенный обрабатывающий раствор легко стекает со стального листа, и ухудшается пригодность к осаждению.
[0063] Кроме того, поверхностный покровный слой может в значительной мере повышать коррозионную стойкость покрытого изделия, и может сокращать количество осаждаемого Al в плакирующем Al-слое по сравнению с имевшей место в прошлом ситуацией. В результате, даже когда формование горячим прессованием выполняют быстро, адгезия может быть снижена, и дополнительно возрастает производительность изготовления формованного изделия.
[0064] Способ горячего прессования
Далее будет разъяснен способ горячего прессования стального листа для горячего прессования согласно настоящему изобретению.
[0065] В способе горячего прессования согласно настоящему изобретению, прежде всего готовят заготовку плакированного стального листа для применения в горячем прессовании, как требуется, затем нагревают до высокой температуры, чтобы сделать мягким плакированный стальной лист для применения в горячем прессовании. Далее, размягченный плакированный стальной лист для применения в горячем прессовании подвергают формованию горячим прессованием для придания ему формы, затем охлаждают. В результате однократного размягчения плакированного стального листа для применения в горячем прессовании этим путем можно легко выполнить последующее формование под давлением. Кроме того, плакированный стальной лист для применения в горячем прессовании согласно настоящему изобретению может быть закален нагревом и охлаждением и может обеспечить высокий предел прочности на разрыв на уровне приблизительно 1500 МПа или более.
[0066] В качестве способа нагрева, в дополнение к обычной электрической печи, могут быть применены печь с радиационными трубами, инфракрасная печь и т.д.
[0067] Плакированный алюминием стальной лист расплавляется, если его нагревают до температуры плавления или выше, и одновременно диффундирует Fe, в результате чего Al-фаза изменяется на фазу Al-Fe-сплава и фазу Al-Fe-Si-сплава. Образуются фазы Al-Fe-сплава и фазы Al-Fe-Si-сплава многообразных типов, и если нагрев проводят при высокой температуре или в течение длительного времени, изменяются на фазу сплава с более высокой концентрацией Fe.
[0068] Состояние поверхности, которое желательно для готового формованного изделия, представляет собой состояние с легированной поверхностью, и состояние, где концентрация Fe в фазе сплава не является высокой. Если остается Al не в составе сплава, то только эта часть быстро корродирует, ухудшается коррозионная стойкость покрытого изделия, и исключительно легко возникают раковины, так что это нежелательно. С другой стороны, если концентрация Fe в фазе сплава становится слишком высокой, снижается коррозионная стойкость самой фазы сплава, коррозионная стойкость покрытого изделия ухудшается, и легко образуются раковины. То есть, коррозионная стойкость фазы сплава зависит от концентрации Al в фазе сплава. Поэтому для повышения коррозионной стойкости покрытого изделия состояние легирования регулируют количеством осаждаемого Al и условиями нагрева.
[0069] В настоящем изобретении среднюю скорость повышения температуры в температурном диапазоне от 50°С до температуры на 10°С ниже, чем максимальная пиковая температура, предпочтительно поддерживают от 10 до 300°С/сек. Средняя скорость повышения температуры влияет на производительность формования прессованием плакированного стального листа для применения в горячем прессовании. Если средняя скорость повышения температуры составляет менее 10°С/сек, то размягчение стального листа для применения в горячем прессовании требует времени. С другой стороны, если превышает 300°С, размягчение происходит быстро, но становится значительным легирование плакирующего слоя, и происходит образование порошка. Как правило, средняя скорость повышения температуры, в случае нагревания в атмосфере, составляет около 5°С/сек. Средняя скорость повышения температуры на уровне 100°С/сек или более может быть достигнута омическим нагревом или высокочастотным индукционным нагревом.
[0070] Плакированный стальной лист для применения в горячем прессовании согласно настоящему изобретению может обеспечивать высокую среднюю скорость повышения температуры, так что может быть улучшена производительность изготовления формованного изделия. Кроме того, средняя скорость повышения температуры оказывает влияние на химический состав и толщину фазы Al-Fe-сплава, что является одним из важных факторов контроля качества плакированного стального листа для применения в горячем прессовании. В случае плакированного стального листа для применения в горячем прессовании согласно настоящему изобретению, скорость повышения температуры может быть повышена до 300°С/сек, так что становится возможным широкой диапазон регулирования качества.
[0071] Что касается максимальной пиковой температуры, то благодаря принципу способа горячего прессования, необходимо проводить нагрев в аустенитной области, так что обычно применяют температуру от 900 до 950°С или подобную. В способе горячего прессования согласно настоящему изобретению максимальная пиковая температура не является конкретно ограниченной, но если составляет менее 850°С, достаточная закалочная твердость не получается, так что это не является предпочтительным. Кроме того, плакирующий Al-слой должен быть превращен в фазу Al-Fe-сплава. Из этих соображений не является предпочтительным делать максимальную пиковую температуру менее 850°С. С другой стороны, если максимальная пиковая температура превышает 1000°С, образование сплава будет происходить в слишком большой степени, концентрация Fe в фазах Al-Fe-сплава будет возрастать, и это будет обусловливать снижение коррозионной стойкости покрытого изделия. Верхний предел максимальной пиковой температуры не может быть определен для всех ситуаций, поскольку он также зависит от скорости повышения температуры и количества осажденного Al, но даже если принимать во внимание экономический аспект, не является предпочтительным делать максимальную пиковую температуру на уровне 1100°С или более.
[0072] Преимущественные эффекты плакированного стального листа для применения в горячем прессовании и способа горячего прессования согласно настоящему изобретению
Плакированный стальной лист для применения в горячем прессовании согласно настоящему изобретению имеет поверхностный покровный слой, который содержит соединение, которое включает Zn, в частности, который содержит гидроксид цинка, так что реализуется высокая смазывающая способность, и улучшается пригодность к химической конверсионной обработке. Кроме того, плакированный стальной лист для применения в горячем прессовании согласно настоящему изобретению устойчив к отслаиванию покрытия после формования. В результате этого предотвращается налипание Al-Fe-интерметаллических соединений на штамповочную матрицу, улучшаются формуемость и производительность во время формования горячим прессованием, и также улучшается пригодность к химической конверсионной обработке после формования горячим прессованием. Кроме того, стальной лист для применения в горячем прессовании согласно настоящему изобретению имеет превосходную адгезию плакирующего Al-слоя и поверхностного покровного слоя после формования, а также превосходную коррозионную стойкость формованного изделия, то есть коррозионную стойкость в покрытом состоянии.
[0073] Причина того, что химическое конверсионное покрытие образуется благодаря соединению цинка, такому как гидроксид цинка, на настоящем этапе не ясна, но реакция химической конверсии протекает, в то же время инициируя реакцию травления кислотой в материале. Поверхность Al-Fe-интерметаллического соединения является исключительно инертной к действию кислоты, так что можно догадываться, что реакция протекает с большим трудом. Соединение цинка является амфотерным соединением и растворяется в кислоте, так что представляется, что оно реагирует с раствором для химической конверсии.
Примеры
[0074] Далее будут показаны примеры, в то же время с дополнительным разъяснением настоящего изобретения. Следует отметить, что настоящее изобретение не ограничивается примерами, которые показаны ниже.
[0075] Пример 1
Использовали холоднокатаный стальной лист с химическим составом, который показан в Таблице 1 (толщина листа 1,4 мм). Этот холоднокатаный стальной лист плакировали алюминием в условиях процесса Сендзимира. Температуру отжига поддерживали около 800°С, ванна для плакирования алюминием содержала Si: 9%, и содержался Fe, который вымывался из холоднокатаного стального листа. Количество осажденного Al после плакирования корректировали методом сдувания струей газа до величины 160 г/м2 на обеих поверхностях. После охлаждения суспензию или водный раствор, который показан в Таблице 2, нанесли в виде покрытия валиковым устройством для нанесения покрытий, и подвергли тепловой обработке при температуре около 80°С для получения испытуемого материала. Следует отметить, что каждый раствор, который показан в Таблице 2, был получен с использованием реагентов и смешением их с дистиллированной водой с образованием суспензии или водного раствора.
[0076] Характеристики полученного таким образом испытуемого материала оценивали следующими методами. Следует отметить, что среднюю скорость повышения температуры при нагревании до температуры 900°С поддерживали при 5°С/сек.
[0077] (1) Смазывающая способность в горячем состоянии
Для оценки смазывающей способности в горячем состоянии использовали устройство, которое показано в ФИГ. 1. Испытуемый материал с размерами 150×200 мм нагревали до температуры 900°С, затем стальной шарик вдавливали в него сверху при температуре 700°С для измерения вдавливающей нагрузки и извлекающей нагрузки. Отношение «(извлекающая нагрузка)/(вдавливающая нагрузка)» рассматривали как динамический коэффициент трения.
[0078] (2) Адгезия покрытия
Испытуемый материал поместили в атмосферном окружении в печь, нагретую до температуры 900°С, на 6 минут, извлекли, затем немедленно зажали в матрице из нержавеющей стали, и быстро охладили. Скорость охлаждения в это время составляла 150°С/сек. Затем испытуемый материал разрезали на фрагменты с размерами 50×50 мм, и использовали для испытания на завивку. Метод состоял в протягивании сетки, к которой прилагалась нагрузка в 2,0 кгс (1 кгс равен 9,8 Н), назад и вперед 10 раз на расстояние 30 мм, измеряли количество осажденного Zn до и после испытания и рассчитывали величину сокращения в %.
[0079] (3) Пригодность к точечной сварке
Испытуемый материал поместили в атмосферном окружении в печь, нагретую до температуры 900°С, на 6 минут, извлекли, затем немедленно зажали в матрице из нержавеющей стали и быстро охладили. Скорость охлаждения в это время составляла 150°С/сек. Затем испытуемый материал разрезали на фрагменты с размерами 30×50 мм и измеряли диапазон подходящей силы тока для точечной сварки (разность между верхним пределом силы тока и нижним пределом силы тока). Условия измерения были следующими: нижний предел силы тока составлял значение силы тока, когда размер ядра сварочной точки на 4t1/2 (t: толщина листа) составлял 4,4 мм, тогда как верхним пределом силы тока считали ток, при котором происходило разбрызгивание.
Электрод: выполненный из хромистой меди, типа DR (размер наконечника 6 мм, форма с радиусом 40R).
Прилагаемое напряжение: 400 кгс (1 кгс равен 9,8 Н).
Продолжительность подведения тока: 12 циклов (60 Гц).
[0080] (4) Коррозионная стойкость покрытого изделия
Испытуемый материал поместили в атмосферном окружении в печь, нагретую до температуры 900°С, на 6 минут, извлекли, затем немедленно зажали в матрице из нержавеющей стали и быстро охладили. Скорость охлаждения в это время составляла 150°С/сек. Затем испытуемый материал разрезали на фрагменты с размерами 70×150 мм и подвергли химической конверсионной обработке с использованием раствора для химической конверсионной обработки (PB-SX35) производства фирмы Japan Parkerizing, затем создали покрытие методом электролитического осаждения (Powernix 110) производства фирмы Nippon Paint и подвергли обжигу при температуре 170°С с образованием покрытия толщиной 20 мкм.
[0081] Коррозионную стойкость покрытого изделия оценивали на основе стандарта JASO M609 от Society of Automotive Engineers of Japan. Покрытие заранее прорезали крест-накрест лезвием и измеряли ширину раковин от пересекающихся прорезей после 180 циклов (60 дней) в коррозионном испытании (максимальное значение на одной стороне). Контрольным материалом был лист из обычной коррозионностойкой стали, включающий отожженный оцинкованный горячим погружным цинкованием стальной лист с удельным весом осажденного цинкового покрытия 45 г/м2 поверхности. Если коррозионная стойкость покрытого изделия является лучшей, чем у контрольного материала, возможно использование его в качестве коррозионностойкого стального листа. Следует отметить, что ширина раковин в контрольном материале составляла 7 мм.
[0082]
[0083]
*2. Количество, когда все покрытие составлено из Zn.
[0084]
покрытия
покрытого изделия
Примечание 2) «A+5 до 15%G» показывает включение G в количестве от 5 до 15% масс. относительно А. Количество осажденного поверхностного покрытия составляло 1 г/м2 в расчете на общее количество Zn.
Примечание 3) «A+5 до 15%Н» показывает включение Н в количестве от 5 до 15% масс. относительно А. Количество осажденного поверхностного покрытия составляло 1 г/м2 в расчете на общее количество Zn.
[0085] Результаты оценки показаны в Таблице 3. Смазывающая способность в горячем состоянии показана на основе измеренного динамического коэффициента трения, адгезия покрытия показана по величине сокращения Zn% до и после нагревания, пригодность к точечной сварке показана по подходящему диапазону силы тока, и коррозионная стойкость покрытого изделия показана по ширине раковин. Следует отметить, что образец № 7 представлял собой плакированный алюминием стальной лист как таковой, без формирования поверхностного покровного слоя.
[0086] По данным Таблицы 3 было подтверждено, что формированием поверхностных покровных слоев, которые содержат соединения цинка от А до Е, можно улучшить смазывающую способность в горячем состоянии, адгезию покрытия и коррозионную стойкость покрытого изделия без ущерба для пригодности к точечной сварке.
[0087] Здесь образец № 6 представляет собой сравнительный пример, где наносили покрытие из обрабатывающего раствора, включающего суспензию ZnО и примешанный связующий материал на основе уретана. В то время как смазывающая способность в горячем состоянии и коррозионная стойкость покрытого изделия были превосходными, адгезия покрытия составляла 25% или была значительно худшей по сравнению с соответствующими изобретению примерами.
[0088] Кроме того, сформированные сравнительные примеры, где поверхностные покровные слои содержали соединения цинка G и Н (№№ 11 и 12), имели худшие адгезию покрытия и пригодность к точечной сварке. Это обусловлено тем, что обрабатывающие растворы, которые содержат соединения G и Н, имеют высокую растворимость в воде, легко стекают, будучи нанесенными на плакированный алюминием стальной лист, и имеют плохую пригодность к нанесению покрытия. Однако, как показано в примерах №№ 8 и 10, если уровни содержания G и Н в поверхностных покровных слоях составляют, в % масс., 10% или менее, было подтверждено, что ухудшение адгезии покрытия и пригодности к точечной сварке проявлялось мало.
[0089] Затем по изменению количества осажденного поверхностного покровного слоя и по оценке смазывающей способности в горячем состоянии определили, до какой степени должно быть сформировано поверхностное покрытие, которое содержит соединение цинка. Количество осажденного поверхностного покрытия оценивали по количеству осажденного Zn в поверхностном покрытии. Использованный обрабатывающий раствор представлял собой раствор, который содержал соединение цинка А из Таблицы 2. Результаты показаны в ФИГ. 2.
[0090] Как ясно из ФИГ. 2, было подтверждено, что смазывающая способность в горячем состоянии может быть улучшена при количестве осажденного Zn 0,5 г/м2 или более, более предпочтительно 1 г/м2 или более. Разнообразные значения из ФИГ. 2 показаны в Таблице 4. Как ясно из Таблицы 4, было подтверждено, что при количестве осажденного Zn 2 г/м2 значение коэффициента трения в горячем состоянии достигает насыщения.
[0091]
[0092] Пример 2
Обрабатывающий раствор приготовили изменением отношения добавляемой (%) уретановой смолы к суспензии, которая содержит соединение цинка А из Таблицы 2, относительно Zn(ОН)2. Его нанесли на плакированный алюминием стальной лист Примера 1 с образованием поверхностного покровного слоя и получили испытуемый материал. Условия обжига были такими же, как в Примере 1. Кроме того, оценивали адгезию этого испытуемого материала. Методы оценки были такими же, как в Примере 1, за исключением того, что оценки проводили до нагревания. То есть, испытуемый материал разрезали на фрагменты с размерами 50×50 мм и подвергали испытанию на завивку. Метод состоял в протягивании сетки, к которой прилагалась нагрузка в 1,5 кгс (1 кгс равен 9,8 Н), назад и вперед 10 раз на расстояние 30 мм, измеряли количество осажденного Zn до и после испытания и рассчитывали величину сокращения в %.
[0093]
[0094] Результаты показаны в Таблице 5. Удалось подтвердить, что адгезия до нагревания улучшалась при добавлении уретановой смолы. Кроме того, удалось подтвердить, что даже если уретановую смолу добавляли в количестве 16% или более, эффект становился насыщенным.
[0095] Пример 3
Использовали стальной лист для применения в горячем прессовании согласно настоящему изобретению, который был сформирован с использованием обрабатывающего раствора, который содержит соединение цинка № 1 в Примере 1. Для нагревания стального листа использовали печь с инфракрасным излучением, при средней скорости нагревания 30°С/секунду, чтобы оценить характеристики испытуемого материала. Методы оценки были подобны методам, которые были показаны в Примере 1, за исключением способа нагревания. Результаты оценки показаны в Таблице 6. В результате, коррозионная стойкость покрытого изделия была превосходной в случае № 1. Удалось подтвердить, что способ быстрого нагрева был эффективным.
[0096]
[0097] Пример 4
Использовали холоднокатаный стальной лист с химическим составом, который показан в Таблице 1 (толщина листа 1,4 мм). Этот холоднокатаный стальной лист плакировали алюминием в условиях процесса Сендзимира. Ванна для плакирования алюминием имела переменную концентрацию Si в 3, 6, 9, 13, 15, 18 и 21%. В дополнение, она содержала Fe, который вымывался из холоднокатаного стального листа. Количество осажденного Al после плакирования корректировали методом сдувания струей газа до величины 160 г/м2 на обеих поверхностях. После охлаждения обрабатывающий раствор, который содержал соединение цинка, которое было показано как «А» в Таблице 2, нанесли в виде покрытия валиковым устройством для нанесения покрытий, и подвергли тепловой обработке при температуре около 80°С для получения испытуемых материалов. Эти испытуемые материалы были оценены для охарактеризования методами, подобными Примеру 1. Следует отметить, что количество осажденного Zn в каждом случае составляло около 1 г/м2. Результаты оценки показаны в Таблице 7. Как ясно из Таблицы 7, удалось показать, что коррозионная стойкость покрытого изделия является в особенности превосходной, когда концентрация Si составляет от 3 до 15%.
[0098]
[0099] Как было разъяснено выше, в то время как были подробно разъяснены предпочтительные варианты осуществления настоящего изобретения, настоящее изобретение не ограничивается этими вариантами осуществления. Любые варианты исполнения, которые находятся в пределах описанной в пунктах патентной формулы области, должны рассматриваться как включенные в настоящее изобретение.
Промышленная применимость
[0100] Согласно настоящему изобретению, при горячем прессовании плакированного алюминием стального листа, поскольку смазывающая способность является хорошей, и обрабатываемость улучшена, может быть сформирована прессованием более усложненная конфигурация формованного изделия, чем раньше. Кроме того, могут быть сэкономлены трудозатраты в техническом обслуживании и обследовании штамповочной матрицы для горячего прессования и может быть повышена производительность изготовления формованного изделия. Формованное изделие после формования горячим прессованием также является хорошим в отношении пригодности к химической конверсионной обработке, так что могут быть также улучшены пригодность к окрашиванию и коррозионная стойкость готового формованного изделия. Таким образом, настоящее изобретение позволяет расширить возможности горячего прессования плакированного алюминием стального листа для автомобильной промышленности и т.д. Поэтому настоящее изобретение имеет большую ценность для применения в промышленности.
Настоящее изобретение относится к плакированному стальному листу для горячего прессования и к способу его горячего прессования. Стальной лист содержит плакирующий Al-слой, который сформирован на одной поверхности или на обеих поверхностях указанного стального листа, и поверхностный покровный слой, который сформирован на указанном плакирующем Al-слое. Указанный поверхностный покровный слой содержит по меньшей мере одно соединение цинка, выбранное из группы, состоящей из гидроксида цинка и соли цинка и органической кислоты. При осуществлении способа горячего прессования упомянутого плакированного стального листа проводят нагрев указанного плакированного стального листа от температуры 50°С до температуры на 10°С ниже максимальной пиковой температуры 850-1000°С и проводят прессование указанного нагретого плакированного стального листа. Обеспечивается плакированный алюминием стальной лист, обладающий улучшенной смазывающей способностью в горячем состоянии, адгезией покрытия, пригодностью к точечной сварке и коррозионной стойкостью. 2 н. и 6 з.п. ф-лы, 2 ил., 7 табл., 4 пр.
1. Плакированный стальной лист для горячего прессования, отличающийся тем, что он содержит плакирующий Al-слой, который сформирован на одной поверхности или на обеих поверхностях указанного стального листа, и поверхностный покровный слой, который сформирован на указанном плакирующем Al-слое, причем указанный поверхностный покровный слой содержит по меньшей мере одно соединение цинка, выбранное из группы, состоящей из гидроксида цинка и соли цинка и органической кислоты.
2. Плакированный стальной лист по п. 1, отличающийся тем, что количество осажденного соединения цинка в указанном поверхностном покровном слое составляет от 0,5 до 7 г/м2 поверхности в расчете на Zn.
3. Плакированный стальной лист по п. 2, отличающийся тем, что указанное поверхностное покрытие, в дополнение к указанному соединению цинка, содержит по меньшей мере один компонент из полимерного ингредиента, силанового связывающего агента или оксида кремния, в суммарном количестве от 5 до 30 мас.% в расчете на общее количество указанного соединения цинка.
4. Плакированный стальной лист по любому из пп. 1-3, отличающийся тем, что указанный плакирующий Al-слой содержит Si от 3 до 15%.
5. Плакированный стальной лист по любому из пп. 1-3, отличающийся тем, что в качестве указанного соединения цинка в упомянутом покровном слое содержится один или оба из сульфата цинка и нитрата цинка соответственно 10 мас.% или менее.
6. Плакированный стальной лист по п. 4, отличающийся тем, что в качестве указанного соединения цинка в упомянутом покровном слое содержится один или оба из сульфата цинка и нитрата цинка соответственно 10 мас.% или менее.
7. Способ горячего прессования плакированного стального листа, отличающийся тем, что изготавливают заготовку плакированного стального листа, который содержит плакирующий Al-слой, который сформирован на одной поверхности указанного стального листа или на обеих поверхностях указанного стального листа, и указанный поверхностный покровный слой, который сформирован на указанном плакирующем Al-слое и который содержит по меньшей мере одно соединение цинка, выбранное из группы, состоящей из гидроксида цинка, фосфата цинка и соли цинка и органической кислоты, затем нагревают указанный плакированный стальной лист от температуры 50°С до температуры на 10°С ниже максимальной пиковой температуры 850-1000°С и проводят прессование указанного нагретого плакированного стального листа.
8. Способ горячего прессования плакированного стального листа по п. 7, отличающийся тем, что при нагреве перед прессованием средняя скорость повышения температуры составляет от 10 до 300°С/сек во время, когда указанный плакированный стальной лист нагревают с помощью омического нагрева или индукционного нагрева.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| СТАЛЬНОЙ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ СТАЛЬНОГО ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2009 |
|
RU2466210C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПОЛУЧЕННОЕ ИЗДЕЛИЕ | 2003 |
|
RU2300579C2 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

