Изобретение относится к машиностроению, а именно к производству многослойных, в том числе и конвейерных, лент.
Известны многослойные конвейерные ленты, содержащие несущие слои в виде тканевых прокладок, соединенные по всей длине межслойным материалом, защитные обкладки и борта. В качестве межслойного материала используется прослоенная резина, полимерные материалы на основе поливинилхлорида. Защитные обкладки и борта изготавливают из резины и других полимерных материалов [1].
Для соединения многослойных, например конвейерных лент, их концы обрабатывают различными способами так, чтобы были образованы ступени, или продольные полосы, или расслоение [2]. Поэтому подготовка концов многослойных конвейерных лент для соединения требует больших трудозатрат, использования специального оборудования и инструмента. Недостатком многослойных конвейерных лент является большая трудоемкость подготовки их концов к соединению.
Наиболее близким техническим решением к заявляемой резинотканевой заготовке является многослойная лента, включающая среднюю часть и концы, несущие слои, соединенные межслойным материалом, защитные обкладки и борта. На концах ленты защитные обкладки и борта отсутствуют, а несущие слои отделены друг от друга пленкой и закрыты пленкой снаружи. Межслойный материал на концах ленты невулканизирован или отсутствует [3].
Соединение концов этой ленты экономит время и трудозатраты на сборку соединения, так как не требует удаления защитных обкладок и бортов, расслоения несущих слоев. Поскольку пленка защищает соединяемые поверхности от влаги и загрязнения, то повышается прочность и качество соединения концов ленты в целом. Однако изготовление ступенчатого соединения концов этой многослойной ленты сопряжено с обрезанием несущих слоев по схеме ступенчатого соединения и удалением отрезанных частей. Имеет место бесполезный расход отрезанных частей несущих слоев, повышенный расход пленки и соединительного материала, например прослоенной резины, необходимой для соединения несущих слоев концов ленты. Таким образом, отделение несущих слоев друг от друга пленкой на одинаковом расстоянии от поперечной кромки конца ленты неэффективно при изготовлении ступенчатого соединения концов.
Известен способ изготовления многослойной ленты, включающий соединение межслойного материала с тканевыми прокладками, наложение и соединение движущихся несущих слоев друг с другом с образованием многослойного каркаса, наложение на движущийся многослойный каркас защитных обкладок и бортов, вулканизацию, разрезание многослойной ленты на отрезки и их упаковку [4].
Недостатком данного способа является большая сложность и трудоемкость подготовки концов отрезков к соединению, так как после вулканизации тканевые прокладки, защитные обкладки и борта прочно соединены воедино.
Задачей предлагаемого изобретения является повышение эффективности изготовления и использования отрезков многослойных резинотканевых конвейерных лент, на концах которых тканевые прокладки отделены друг от друга пленкой.
Резинотканевая заготовка конвейерной ленты содержит тканевые прокладки, между которыми размещен межслойный материал, куски пленки, или бумаги, или разделительной ткани одинаковой или разной длины, размещенные между тканевыми прокладками, а также сверху верхней и снизу нижней тканевых прокладок, защитные обкладки и борта
Согласно изобретению куски пленки, или бумаги, или разделительной ткани размещены группами, в каждой из которых между тканевыми прокладками размещены по два куска пленки, или бумаги, или разделительной ткани, один из которых прикреплен к вышележащей тканевой прокладке, другой - к нижележащей тканевой прокладке, при этом соседние куски пленки, расположенные по разные стороны тканевой прокладки, смещены относительно друг друга в продольном направлении с перекрытием поперечных кромок.
Куски пленки, или бумаги, или разделительной ткани, размещенные сверху верхней и снизу нижней тканевых прокладок, имеют большую длину, чем куски пленки, или бумаги, или разделительной ткани, размещенные между тканевыми прокладками.
Способ изготовления резинотканевой заготовки конвейерной ленты, включающий промазывание тканевых прокладок межслойным материалом или соединение тканевых прокладок с прослойками межслойного материала, размещение кусков пленки, или бумаги, или разделительной ткани между тканевыми прокладками, а также сверху верхней и снизу нижней тканевых прокладок, наложение и соединение движущихся тканевых прокладок друг с другом с образованием многослойного каркаса, наложение на движущийся многослойный каркас защитных обкладок и бортов.
Согласно изобретению куски пленки, или бумаги, или разделительной ткани размещают группами, в каждой из которых между тканевыми прокладками размещают по два куска пленки, или бумаги, или разделительной ткани, один из которых прикрепляют к вышележащей тканевой прокладке, другой - к нижележащей тканевой прокладке, при этом соседние куски пленки, или бумаги, или разделительной ткани, расположенные по разные стороны тканевой прокладки, размещают со смещением относительно друг друга в продольном направлении и с перекрытием поперечных кромок.
Между тканевыми прокладками размещают куски двухслойной пленки, или бумаги, или разделительной ткани, один из слоев которой прикрепляют к вышележащей тканевой прокладке, другой - к нижележащей тканевой прокладке, затем слои разделяют.
Способ изготовления отрезков конвейерной ленты, включающий вулканизацию резинотканевой заготовки конвейерной ленты, содержащей тканевые прокладки, межслойный материал, куски пленки, или бумаги, или разделительной ткани, верхнюю и нижнюю защитные обкладки и борта, разрезание конвейерной ленты на отрезки и их упаковку.
Согласно изобретению защитные обкладки и тканевые прокладки разрезают по ширине поочередно сверху или снизу так, что линия реза проходит через поперечную границу куска пленки, или бумаги, или разделительной ткани, прилегающего к тканевой прокладке снизу, отгибая при этом часть верхней или нижней защитной обкладки и тканевых прокладок, затем отрезанные полоски кусков пленки, или бумаги, или разделительной ткани удаляют.
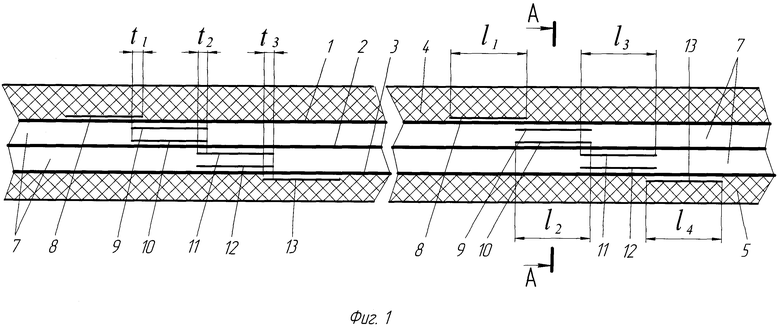
На фиг. 1 изображена резинотканевая заготовка конвейерной ленты (продольный разрез);
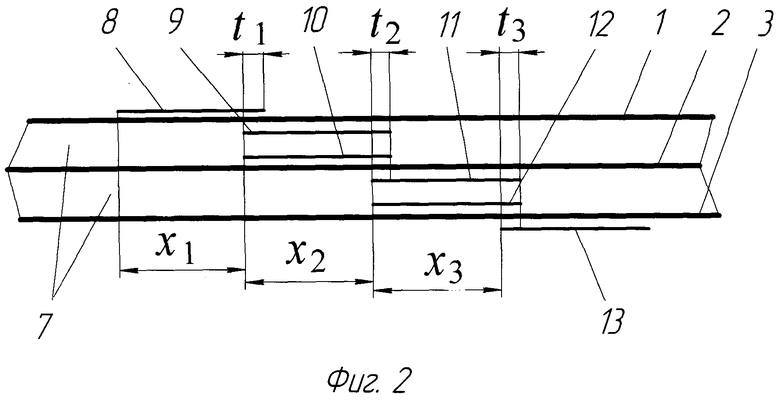
на фиг. 2 - фрагмент продольного разреза резинотканевой заготовки конвейерной ленты;
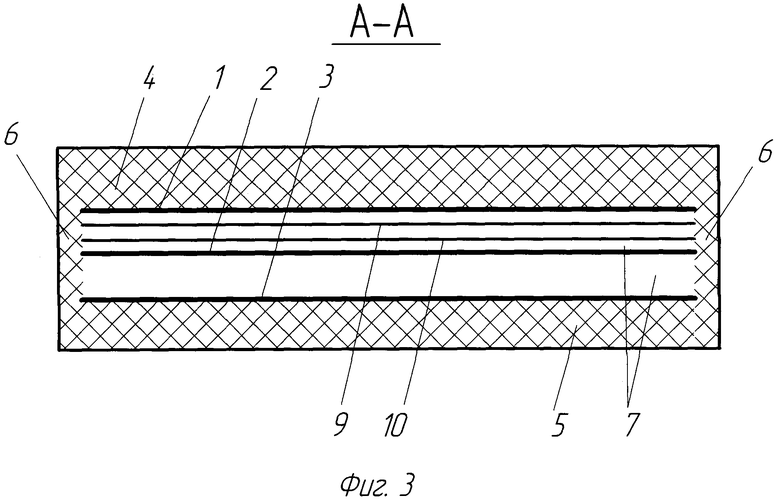
на фиг. 3 - поперечное сечение А-А фиг. 1;
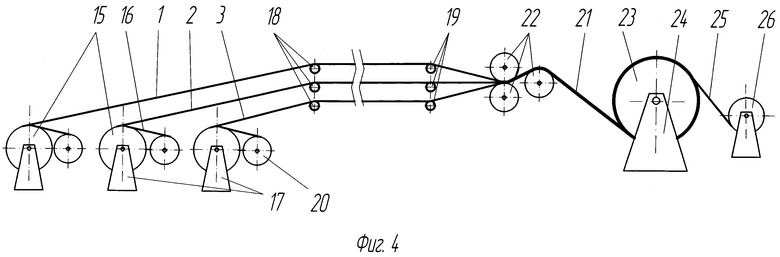
на фиг. 4 - схема оборудования для изготовления резинотканевой заготовки до размещения и крепления кусков пленки к тканевым прокладкам;
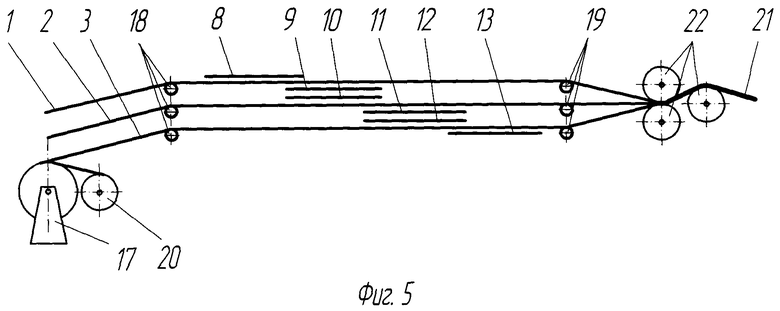
на фиг. 5 - схема размещения кусков пленки между тканевыми прокладками, а также сверху верхней и снизу нижней тканевых прокладок;
на фиг. 6 - фрагмент схемы оборудования для изготовления резинотканевой заготовки (вид сверху);
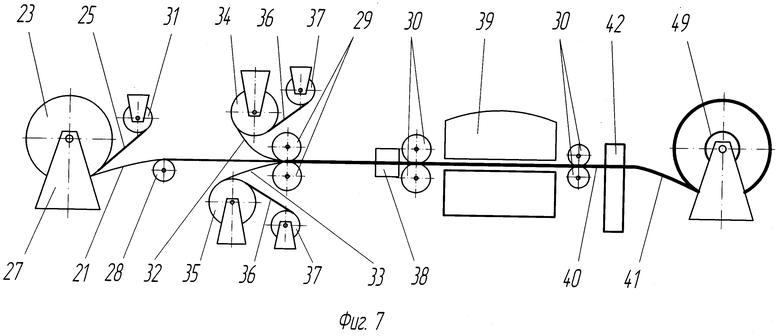
на фиг. 7 - схема размещения оборудования для наложения защитных обкладок и вулканизации резинотканевой заготовки;
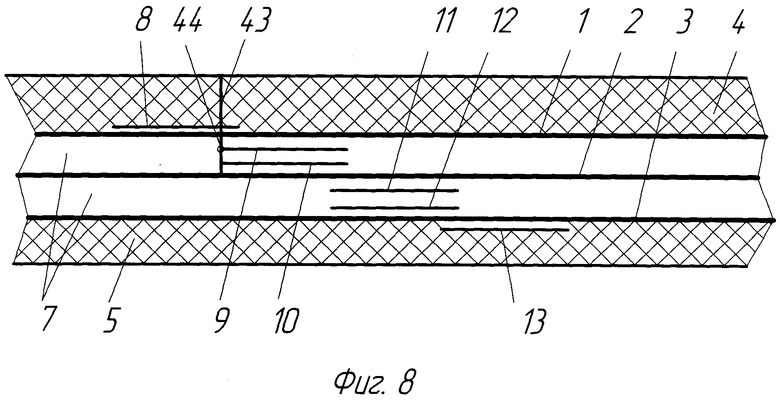
на фиг. 8 - схема разреза верхней защитной обкладки и верхней тканевой прокладки конвейерной ленты (продольный разрез);
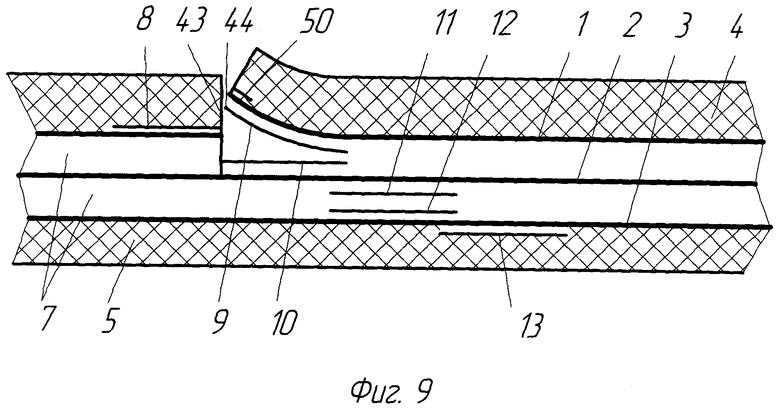
на фиг. 9 - то же;
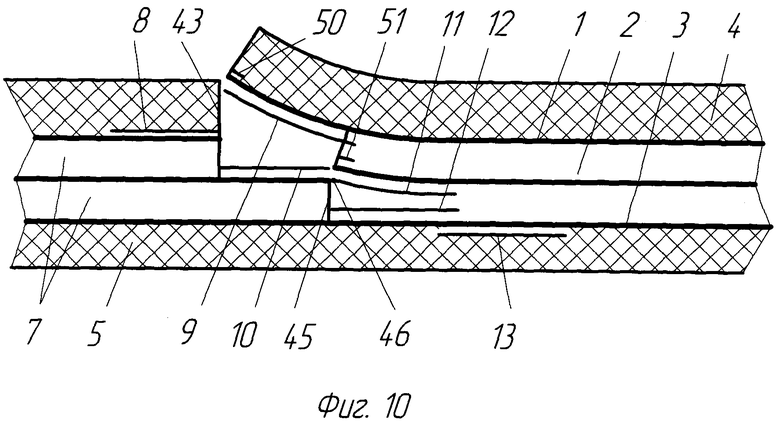
на фиг. 10 - схема разреза средней тканевой прокладки конвейерной ленты (продольный разрез);
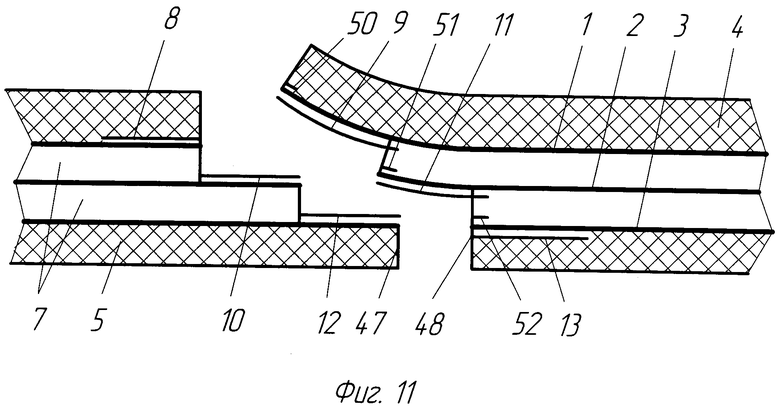
на фиг. 11 - схема разреза нижней тканевой прокладки и нижней защитной обкладки конвейерной ленты (продольный разрез);
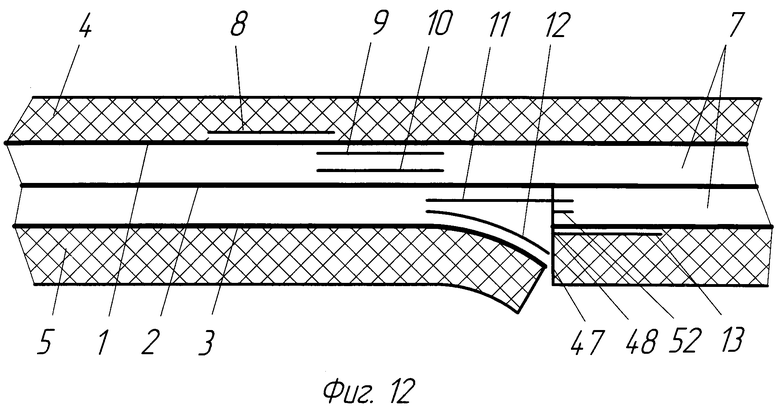
на фиг. 12 - схема разреза нижней тканевой прокладки с отгибанием нижней защитной обкладки вниз (продольный разрез);
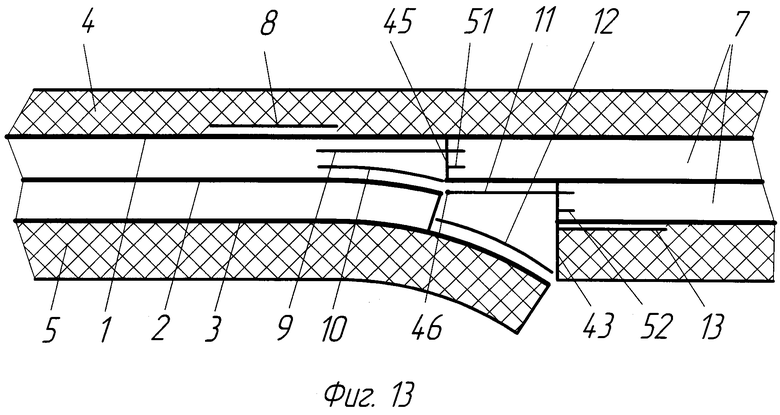
на фиг. 13 - схема разреза средней тканевой прокладки с отгибанием нижней защитной обкладки вниз (продольный разрез);
на фиг. 14 - отрезок конвейерной ленты (продольный разрез в изометрии);
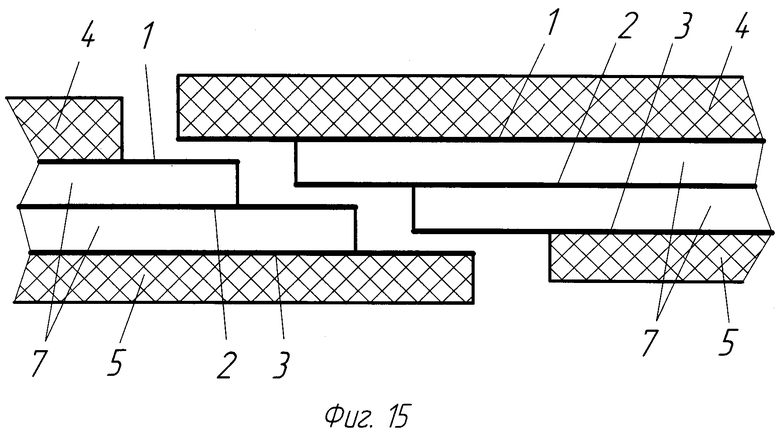
на фиг. 15 - схема совмещения концов при соединении отрезков конвейерной ленты (продольный разрез).
Резинотканевая заготовка конвейерной ленты содержит тканевые прокладки 1, 2 и 3, защитные обкладки 4, 5 и борта 6. Между тканевыми прокладками 1 и 2, 2 и 3 размещен межслойный материал 7 и группы кусков пленки 8-13.
На фиг. 2 показан фрагмент резинотканевой заготовки конвейерной ленты, включающий одну группу из шести кусков пленки 8-13.
На фиг. 1 изображена резинотканевая заготовка конвейерной ленты, включающая две группы по шесть кусков пленки 8-13.
В каждой группе кусков пленки 8-13 между тканевыми прокладками 1 и 2, 2 и 3 размещено по два куска пленки 9 и 10, 11 и 12. Кусок пленки 8 размещен сверху верхней тканевой прокладки 1, кусок пленки 13 размещен снизу нижней тканевой прокладки 3 (фиг. 1).
Куски пленки 8, 13 закреплены соответственно на тканевых прокладках 1 и 3, например, скобами 14. Куски пленки 9 и 11 прикреплены соответственно к вышележащим тканевым прокладкам 1 и 2, например, скобами 14.
Куски пленки 10 и 12 прикреплены соответственно к нижележащим тканевым прокладкам 2 и 3, например, скобами 14.
Соседние куски пленки 8 и 9, расположенные по разные стороны тканевой прокладки 1, смещены относительно друг друга в продольном направлении на расстояние x1 с перекрытием поперечных кромок на величину t1.
Аналогично соседние куски пленки 10 и 11, 12 и 13, расположенные по разные стороны тканевых прокладок 2 и 3 соответственно, смещены относительно друг друга в продольном направлении на расстояние x2 и x3 с перекрытием поперечных кромок на величину t2 и t3 (фиг. 2).
Длина резинотканевой заготовки, количество групп кусков пленки, длины кусков пленки 8-13 l1-l4, величины смещения x1-x3 и перекрытия t1-t3 определяются техническими требованиями и возможностями технологического оборудования. Признаком принадлежности кусков пленки к одной группе является наличие перекрытия их поперечных кромок.
Куски пленки 8 и 13, размещенные сверху верхней 1 и снизу нижней 3 тканевых прокладок, имеют длины l1 и l4, большие, чем длины l2 и l3 кусков пленки 9-12, размещенных между тканевыми прокладками 1 и 2, 2 и 3.
Ширина кусков пленки 8-13 В равна ширине тканевых прокладок 1-3 (фиг. 6). Возможно использование кусков пленки 8-13 с шириной больше ширины тканевых прокладок 1-3.
Способ изготовления резинотканевой заготовки конвейерной ленты осуществляют следующим образом. Каждую тканевую прокладку 1, 2 и 3 после термообработки, пропитки адгезионным составом и сушки соединяют с межслойным материалом 7 путем промазки с обеих сторон тканевых прокладок 1, 2 и 3 или наложения тонкой прослойки межслойного материала 7 на обе стороны каждой тканевой прокладки 1, 2 и 3 (на чертежах не показано). Промазку тканевых прокладок резиновой смесью или наложение резиновых прослоек на тканевые прокладки производят на каландровых агрегатах [4].
Затем каждую тканевую прокладку 1, 2 и 3 с межслойным материалом 7 сворачивают в рулон 15 с размещением прокладочного холста 16 между соседними витками тканевой прокладки 1, 2 и 3 (на чертежах не показано).
Рулоны 15 устанавливают на раскаточных стойках 17 с тормозами. Каждую тканевую прокладку 1, 2 и 3 с межслойным материалом 7 разматывают из рулона 15 и протягивают через направляющие валки 18 и 19 (фиг. 4). Прокладочные холсты 16 сматывают в рулоны 20. Тормозы раскатанных стоек 17 поддерживают необходимое натяжение тканевых прокладок 1, 2 и 3.
Из тканевых прокладок 1, 2 и 3, покрытых межслойным материалом 7, собирают многослойный каркас 21 путем одновременного наложения (дублирования) и протягивания через валки 22 каландра.
Для размещения группы кусков пленки 8-13 движение тканевых прокладок 1, 2 и 3, а также многослойного каркаса 21 останавливают. Заготовленные заранее куски пленки 8-13 одинаковой или разной длины размещают между тканевых прокладок 1 и 2, 2 и 3, а также сверху верхней 1 и снизу нижней 3 тканевых прокладок.
Кусок пленки 8 размещают сверху верхней тканевой прокладки 1 и закрепляют на ней, например, скобами 14.
Куски пленки 9 и 10 размещают между тканевых прокладок 1 и 2 с одинаковым смещением в продольном направлении на расстояние x1 относительно куска пленки 8. При этом обеспечивают перекрытие поперечных кромок соседних кусков пленки 8 и 9, 10 в продольном направлении на величину t1 (фиг. 2). Кусок пленки 9 закрепляют на вышележащей тканевой прокладке 1, например, скобами 14, а кусок пленки 10 закрепляют на нижележащей тканевой прокладке 2 также скобами 14.
Аналогично куски пленки 11 и 12 размещают между тканевых прокладок 2 и 3 с одинаковым смещением в продольном направлении на расстояние x2 относительно куска пленки 10. При этом обеспечивают перекрытие поперечных кромок соседних кусков пленки 10 и 11, 12 в продольном направлении на величину t2. Кусок пленки И закрепляют на вышележащей тканевой прокладке 2, например, скобами 14, а кусок пленки 12 закрепляют на нижележащей тканевой прокладке 3 также скобами 14.
Кусок пленки 13 размещают снизу нижней тканевой прокладки 3 со смещением в продольном направлении на расстояние x3 относительно куска пленки 12 и с перекрытием поперечных кромок соседних кусков пленки 12 и 13 в продольном направлении на величину t3. Кусок пленки 13 закрепляют на тканевой прокладке 3, например, скобами 14.
Вместо заготовленных заранее кусков пленки 8-13 возможно использование рулона пленки. В этом случае пленку разматывают из рулона и протягивают между тканевыми прокладками 1 и 2, 2 и 3, а также сверху верхней 1 и снизу нижней 2 тканевых прокладок (на чертежах не показано).
Пленку обрезают, например, по ширине тканевых прокладок 1, 2 и 3 и образовавшиеся куски пленки 8-13 закрепляют на тканевых прокладках 1-3 скобами 14.
Между тканевыми прокладками 1 и 2, 2 и 3 возможно размещение кусков двухслойной пленки, или бумаги, или разделительной ткани, один из слоев которой прикрепляют к вышележащей тканевой прокладке 1 или 2, другой - к нижележащей тканевой прокладке 2 или 3. Затем слои разделяют на отдельные куски пленки 9-12 (на чертежах не показано).
После закрепления групп кусков пленки 8-13 на тканевых прокладках 1-3 тканевые прокладки 1-3 и многослойный каркас 21 приводят в движение и продолжают сборку многослойного каркаса 21. Резаки обрезают неровности продольных кромок многослойного каркаса 21 (на чертежах не показано). Затем многослойный каркас 21 сворачивают в рулон 23 на закаточном устройстве 24 с размещением прокладочного холста 25, разматываемого из рулона 26, между соседними витками многослойного каркаса 21 (фиг. 4).
Затем рулон 23 устанавливают на раскаточной стойке 27 с тормозом. Многослойный каркас 21 разматывают из рулона 23 сверху поддерживающего ролика 28 и протягивают через валки 29 и 30 (фиг. 7). Прокладочный холст 25 сматывают в рулон 31. Тормоз раскаточной стойки 27 поддерживает необходимое натяжение многослойного каркаса 21.
Сверху и снизу на многослойный каркас 21 накладывают верхнюю 32 и нижнюю 33 защитные обкладки, разматываемые из рулонов 34 и 35. При этом прокладочные холсты 36 сматывают в рулоны 37.
Продольные края защитных обкладок 32 и 33 подворачивают направляющими 38 и формируют борта 6 резинотканевой заготовки конвейерной ленты.
После наложения на многослойный каркас 21 защитных обкладок 4 и 5, формирования бортов 6 получается резинотканевая заготовка конвейерной ленты с размещенными внутри группами кусков пленки 8-13.
Способ изготовления отрезков конвейерной ленты включает размещение резинотканевой заготовки конвейерной ленты между плитами вулканизатора 39 и вулканизацию. Параметры режима вулканизации приведены в [1, 4]. После вулканизации из резинотканевой заготовки получается конвейерная лента 40, которую разрезают на отрезки 41 нужной длины на отрезном станке 42.
Защитные обкладки 4, 5 и тканевые прокладки 1-3 разрезают по ширине поочередно вместе с бортами 6, начиная сверху вниз.
Вначале разрезают верхнюю защитную обкладку 4 и верхнюю тканевую прокладку 1 так, что линия реза 43 проходит через поперечную границу 44 куска пленки 9, прилегающего к верхней тканевой прокладке 1 снизу. При этом отгибают часть верхней защитной обкладки 4 с верхней тканевой прокладкой 1, чтобы они не мешали резанию (фиг. 8, 9).
Затем разрезают среднюю тканевую прокладку 2 так, что линия реза 45 проходит через поперечную границу 46 куска пленки 11, прилегающего к средней тканевой прокладке 2 снизу. При этом отгибают часть верхней защитной обкладки 4 с тканевыми прокладками 1 и 2, чтобы они не мешали резанию (фиг. 10).
После этого разрезают нижнюю тканевую прокладку 3 и нижнюю защитную обкладку 5 так, что линия реза 47 проходит через поперечную границу 48 куска пленки 13, прилегающего к нижней тканевой прокладке 3 снизу. При этом отгибают часть верхней защитной обкладки 4 с тканевыми прокладками 1 и 2, чтобы они не мешали резанию (фиг. 11).
Размещение соседних кусков пленки 8 и 9, 10 и 11, 12 и 13 (расположенных по разные стороны тканевых прокладок 1, 2 и 3 соответственно) со смещением в продольном направлении x1-x3 и с перекрытием поперечных кромок t1-t3 облегчает разрезание защитных обкладок 4, 5 и тканевых прокладок 1-3, так как позволяет больше отогнуть часть верхней защитной обкладки 4 с тканевыми прокладками 1, 2.
Возможно разрезание защитных обкладок 4, 5 и тканевых прокладок 1-3 по ширине поочередно вместе с бортами 6, начиная снизу вверх. Вначале разрезают нижнюю защитную обкладку 5 и нижнюю тканевую прокладку 3 так, что линия реза 47 проходит через поперечную границу 48 куска пленки 13. При этом отгибают часть нижней защитной обкладки 5 с нижней тканевой прокладкой 3, чтобы они не мешали резанию (фиг. 12). Затем разрезают среднюю тканевую прокладку 2 так, что линия реза 45 проходит через поперечную границу 46 куска пленки 11. При этом отгибают часть нижней защитной обкладки 5 с тканевыми прокладками 2 и 3, чтобы они не мешали резанию (фиг. 13). После этого разрезают верхнюю тканевую прокладку 1 и верхнюю защитную обкладку 4 так, что линия реза 43 проходит через поперечную границу 44 куска пленки 9. При этом отгибают часть нижней защитной обкладки 5 с тканевыми прокладками 2 и 3, чтобы они не мешали резанию.
После разрезания всех тканевых прокладок 1-3 и защитных обкладок 4, 5 образуется отрезок конвейерной ленты 41, на концах которого тканевые прокладки 1-3 образуют ступени, закрытые кусками пленки 8-13 (фиг. 14). Часть защитной обкладки 4 над куском пленки 8, а также часть защитной обкладки 5 под куском пленки 13 удаляют после разрезания резинотканевой заготовки либо перед соединением отрезков конвейерной ленты 41.
Отрезки конвейерной ленты 41 наматывают на бобину 49 и упаковывают.
При разрезании защитных обкладок 4, 5 и тканевых прокладок 1-3 вследствие разрезания кусков пленки 8, 10 и 12 образуются полоски пленки 50-52 длиной t1-t3 (фиг. 9-13), которые удаляют либо непосредственно после разрезания резинотканевой заготовки, либо перед соединением отрезков конвейерной ленты 41 на конвейере.
Для использования в ленточных конвейерах концы одного или нескольких отрезков 41 конвейерной ленты соединяют с образованием замкнутого ленточного контура. Совмещение концов отрезков 41 конвейерной ленты по схеме, показанной на фиг. 15, позволяет изготавливать ступенчатое соединение с использованием технологии горячей или холодной вулканизации [2]. Удаление пленок 8-13 непосредственно перед соединением концов защищает соединяемые поверхности от влаги и загрязнения, повышает качество соединения.
Технико-экономическое преимущество заявляемого изобретения заключается в повышении эффективности изготовления и использования отрезков многослойных резинотканевых конвейерных лент со ступенчатыми соединениями концов за счет исключения бесполезной потери отрезанных частей тканевых прокладок, сокращения расхода пленки и соединительного материала, сокращения времени и трудозатрат на подготовку и сборку соединений.
Подготовка концов отрезков конвейерной ленты к соединению не требует расслоения тканевых прокладок, использования специального оборудования и инструмента. Куски пленки защищают соединяемые поверхности от влаги и загрязнения, что повышает прочность и качество соединения концов отрезков в целом.
Источники информации
1. Конвейерные ленты / Ф.А. Махлис, И.И. Леонов, О.Г. Карбасов, В.В. Никитин. - М.: Химия, 1991. С. 47-76.
2. Реутов А.А. Конструкции и расчет соединений резинотканевых конвейерных лент. - Брянск: БГТУ, 1997. - С. 27-31.
3. Патент РФ №2520264, опубл. 20.06.2014.
4. Машины и аппараты резинового производства / Под ред. Д.М. Барскова. - М.: Химия. 1975. С. 436-441.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ | 2014 |
|
RU2568043C1 |
| МНОГОСЛОЙНАЯ ЛЕНТА | 2012 |
|
RU2520264C1 |
| РЕЗИНОТРОСОВАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2518517C1 |
| ТЕХНОЛОГИЧЕСКОЕ ПОЛОТНО | 2014 |
|
RU2561156C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТКАНЕВЫХ ЛЕНТ | 2013 |
|
RU2544072C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛЕНТ | 2012 |
|
RU2526018C2 |
| ЛЕНТА ИЗОГНУТОГО КОНВЕЙЕРА | 2014 |
|
RU2538490C1 |
| Стыковое соединение конвейерных лент | 1990 |
|
SU1810369A1 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 1994 |
|
RU2109636C1 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 2010 |
|
RU2436674C2 |

Резинотканевая заготовка конвейерной ленты содержит тканевые прокладки, между которыми размещен межслойный материал, куски материала (КМ) в виде пленки, или бумаги, или разделительной ткани одинаковой или разной длины, размещенные между тканевыми прокладками, а также сверху верхней и снизу нижней тканевых прокладок, защитные обкладки и борта. КМ размещены группами, в каждой из которых между тканевыми прокладками размещены по два КМ, прикрепленные соответственно к вышележащей и нижележащей тканевым прокладкам. Соседние КМ, расположенные по разные стороны тканевой прокладки, смещены относительно друг друга в продольном направлении с перекрытием поперечных кромок. Способ изготовления отрезков конвейерной ленты, включает вулканизацию резинотканевой заготовки, разрезание конвейерной ленты на отрезки и их упаковку. Защитные обкладки и тканевые прокладки разрезают по ширине поочередно сверху или снизу так, что линия реза проходит через поперечную границу КМ, прилегающего к тканевой прокладке снизу, отгибая при этом часть верхней или нижней защитной обкладки и тканевых прокладок, затем отрезанные полоски КМ удаляют. Повышается эффективность изготовления конвейерных лент. 3 н. и 2 з.п. ф-лы, 15 ил.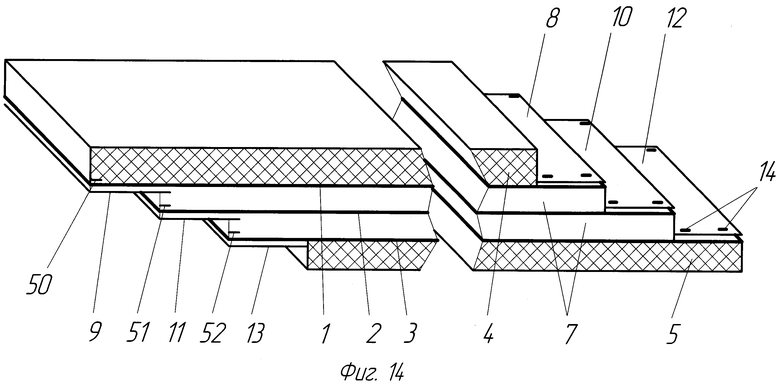
1. Резинотканевая заготовка конвейерной ленты, содержащая тканевые прокладки, между которыми размещен межслойный материал, куски пленки, или бумаги, или разделительной ткани одинаковой или разной длины, размещенные между тканевыми прокладками, а также сверху верхней и снизу нижней тканевых прокладок, защитные обкладки и борта, отличающаяся тем, что куски пленки, или бумаги, или разделительной ткани размещены группами, в каждой из которых между тканевыми прокладками размещены по два куска пленки, или бумаги, или разделительной ткани, один из которых прикреплен к вышележащей тканевой прокладке, другой - к нижележащей тканевой прокладке, при этом соседние куски пленки, или бумаги, или разделительной ткани, расположенные по разные стороны тканевой прокладки, смещены относительно друг друга в продольном направлении с перекрытием поперечных кромок.
2. Резинотканевая заготовка конвейерной ленты по п. 1, отличающаяся тем, что куски пленки, или бумаги, или разделительной ткани, размещенные сверху верхней и снизу нижней тканевых прокладок, имеют большую длину, чем куски пленки, или бумаги, или разделительной ткани, размещенные между тканевыми прокладками.
3. Способ изготовления резинотканевой заготовки конвейерной ленты, включающий промазывание тканевых прокладок межслойным материалом или соединение тканевых прокладок с прослойками межслойного материала, размещение кусков пленки, или бумаги, или разделительной ткани между тканевыми прокладками, а также сверху верхней и снизу нижней тканевых прокладок, наложение и соединение движущихся тканевых прокладок друг с другом с образованием многослойного каркаса, наложение на движущийся многослойный каркас защитных обкладок и бортов, отличающийся тем, что куски пленки, или бумаги, или разделительной ткани размещают группами, в каждой из которых между тканевыми прокладками размещают по два куска пленки, или бумаги, или разделительной ткани, один из которых прикрепляют к вышележащей тканевой прокладке, другой - к нижележащей тканевой прокладке, при этом соседние куски пленки, или бумаги, или разделительной ткани, расположенные по разные стороны тканевой прокладки, размещают со смещением относительно друг друга в продольном направлении и с перекрытием поперечных кромок.
4. Способ изготовления резинотканевой заготовки конвейерной ленты по п. 3, отличающийся тем, что между тканевыми прокладками размещают куски двухслойной пленки, или бумаги, или разделительной ткани, один из слоев которой прикрепляют к вышележащей тканевой прокладке, другой - к нижележащей тканевой прокладке, затем слои разделяют.
5. Способ изготовления отрезков конвейерной ленты, включающий вулканизацию резинотканевой заготовки конвейерной ленты, содержащей тканевые прокладки, межслойный материал, куски пленки, или бумаги, или разделительной ткани, верхнюю и нижнюю защитные обкладки и борта, разрезание конвейерной ленты на отрезки и их упаковку, отличающийся тем, что защитные обкладки и тканевые прокладки разрезают по ширине поочередно сверху или снизу так, что линия реза проходит через поперечную границу куска пленки, или бумаги, или разделительной ткани, прилегающего к тканевой прокладке снизу, отгибая при этом часть верхней или нижней защитной обкладки и тканевых прокладок, затем отрезанные полоски кусков пленки, или бумаги, или разделительной ткани удаляют.
| МНОГОСЛОЙНАЯ ЛЕНТА | 2012 |
|
RU2520264C1 |
| US 20140021021 A1, 23.01.2014; | |||
| РЕЗИНОТРОСОВАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2518517C1 |

