Изобретение относится к машиностроению, а именно к многослойным, в том числе и конвейерным, лентам.
Известны многослойные конвейерные ленты, содержащие несущие слои в виде тканевых прокладок, соединенные по всей длине межслойным материалом, защитные обкладки и борта. В качестве межслойного материала используется прослоечная резина, полимерные материалы на основе поливинилхлорида. Защитные обкладки и борта изготавливают из резины и других полимерных материалов [1].
Для соединения многослойных, например, конвейерных лент их концы обрабатывают различными способами так, чтобы были образованы ступени, или продольные полосы, или расслоение [2]. Поэтому подготовка концов многослойных конвейерных лент для соединения требует больших трудозатрат, использование специального оборудования и инструмента.
Недостатком многослойных лент является большая трудоемкость подготовки их концов к соединению.
Задачей предлагаемого изобретения является повышение эффективности соединения концов многослойных лент.
Многослойная лента, включающая среднюю часть и концы, несущие слои, соединенные межслойным материалом, защитные обкладки и борта.
Согласно изобретению на концах ленты защитные обкладки и борта отсутствуют, а несущие слои концов ленты отделены друг от друга.
На концах ленты межслойный материал отсутствует.
На концах ленты несущие слои отделены друг от друга пленкой и закрыты пленкой снаружи.
На концах ленты несущие слои соединены с невулканизированным межслойным материалом, отделены друг от друга пленкой и закрыты пленкой снаружи.
При осуществлении изобретения может быть получен технический результат, заключающийся в повышении эффективности соединения концов многослойных лент.
Указанный технический результат достигается тем, что время и трудозатраты на подготовку концов ленты к соединению уменьшены, поскольку несущие слои концов ленты не требуют специального расслоения, так как отделены друг от друга. Кроме того, при подготовке концов ленты к соединению не требуется оборудование для разделения несущих слоев.
На фиг.1 изображена многослойная лента (продольный разрез в изометрии. Несущие слои на концах ленты условно раздвинуты);
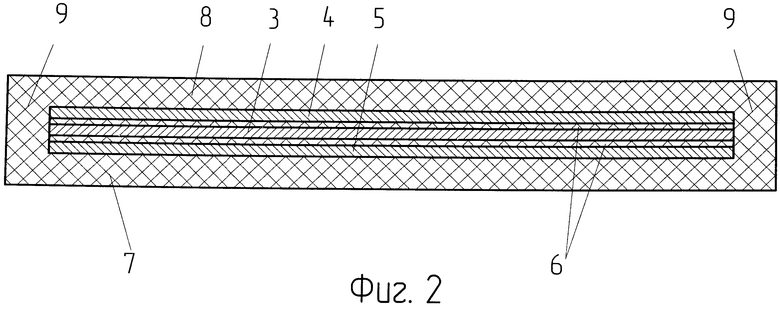
на фиг.2 - многослойная лента (поперечный разрез средней части ленты);
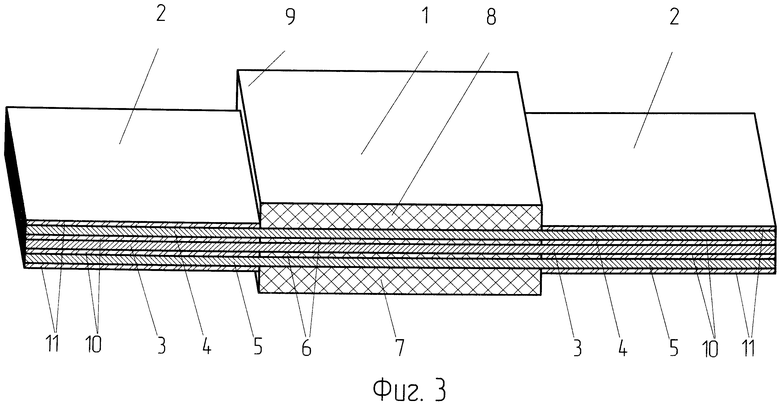
на фиг, 3 - многослойная лента, на концах которой несущие слои отделены друг от друга пленкой и закрыты пленкой снаружи (продольный разрез в изометрии);
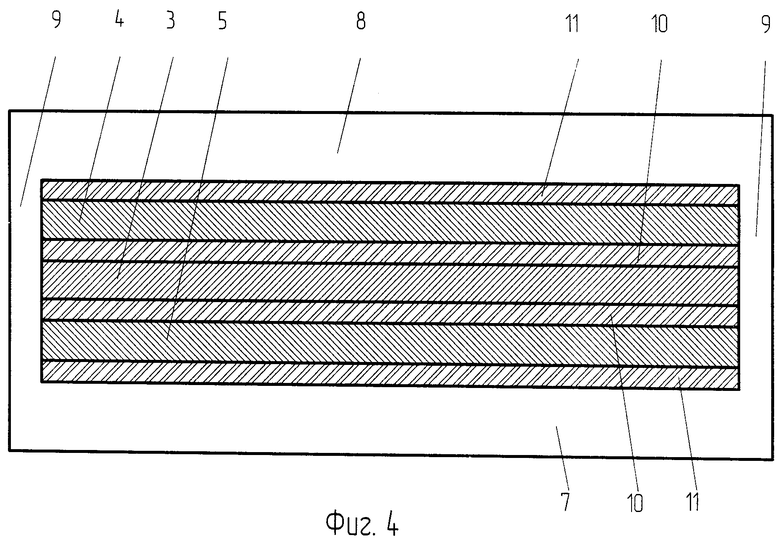
на фиг, 4 - многослойная лента, на концах которой несущие слои отделены друг от друга пленкой и закрыты пленкой снаружи (поперечный разрез конца ленты. Увеличено);
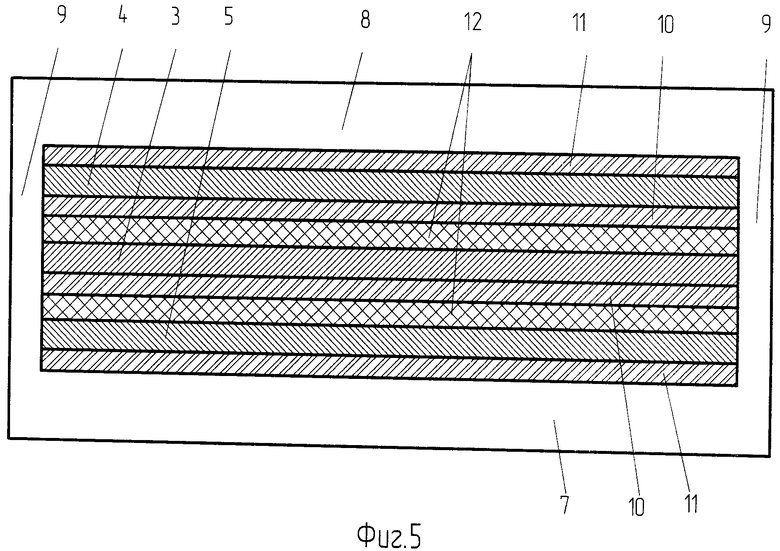
на фиг.5 - многослойная лента, на концах которой несущие слои с невулканизированным межслойным материалом отделены друг от друга пленкой и закрыты пленкой снаружи (поперечный разрез конца ленты. Увеличено);
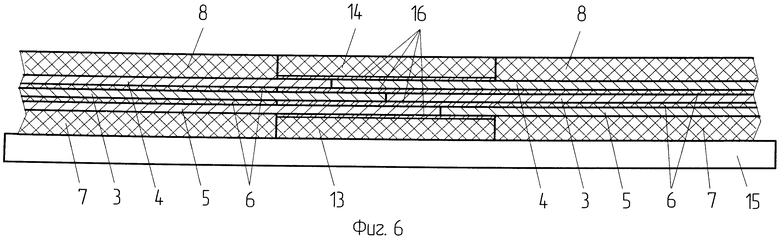
на фиг.6 - ступенчатое соединение концов многослойной ленты холодной вулканизацией (продольный разрез);
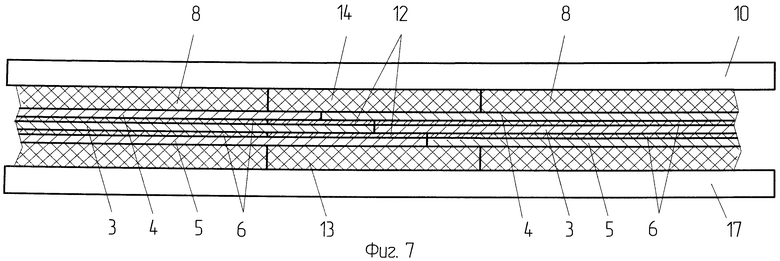
на фиг.7 - ступенчатое соединение концов многослойной ленты горячей вулканизацией (продольный разрез).
Многослойная лента включает среднюю часть 1 и концы 2, несущие
слои 3, 4 и 5, соединенные межслойным материалом 6, защитные обкладки 7, 8 и борта 9.
В средней части 1 наружные несущие слои 4, 5 соединены межслойным материалом 6 с внутренним несущим слоем 3. К наружным несущим слоям 4, 5 присоединены, например привулканизированы, защитные обкладки 7, 8. Борта 9 соединены, например привулканизированы, с защитными обкладками 7, 8 и несущими слоями 3, 4, 5.
На концах 2 несущие слои 3, 4 и 5 отделены друг от друга, например, путем отрыва по межслойному материалу 6, а защитные обкладки 7, 8 и борта 9 отсутствуют (фиг.1, фиг.2).
Возможен вариант 1 конструкции многослойной ленты, в средней части 1 которой наружные несущие слои 4, 5 соединены межслойным материалом 6 с внутренним несущим слоем 3. К наружным несущим слоям 4, 5 присоединены, например привулканизированы, защитные обкладки 7, 8. Борта 9 соединены, например привулканизированы, с защитными обкладками 7, 8 и несущими слоями 3, 4, 5.
На концах 2 межслойный материал 6, защитные обкладки 7, 8 и борта 9 отсутствуют, а для защиты от влаги и загрязнения несущие слои 3, 4 и 5 отделены друг от друга пленкой 10, и наружные поверхности наружных несущих слоев 4, 5 также закрыты пленкой 11 (фиг.3, фиг.4).
Возможен вариант 2 конструкции многослойной ленты, в средней части 1 которой наружные несущие слои 4, 5 соединены межслойным материалом 6 с внутренним несущим слоем 3. К наружным несущим слоям 4, 5 присоединены, например привулканизированы, защитные обкладки 7, 8. Борта 9 соединены, например привулканизированы, с защитными обкладками 7, 8 и несущими слоями 3, 4, 5.
На концах 2 защитные обкладки 7, 8 и борта 9 отсутствуют, а внутренний несущий слой 3 и наружный несущий слой 5 с одной стороны соединены с невулканизированным межслойным материалом 12, а с другой стороны закрыты пленками 10 и 11. Поверхности наружного несущего слоя 4 также закрыты пленками 10, 11 (фиг.5).
Для использования в ленточных конвейерах концы 2 многослойной ленты или нескольких многослойных лент соединяют с образованием замкнутого ленточного контура.
При изготовлении ступенчатого соединения концов 2 многослойной ленты несущие слои 3, 4 и 5 на концах 2 обрезают на нужную длину согласно схеме соединения [3], заготавливают нижнюю накладку 13 и верхнюю накладку 14.
При использовании технологии холодной вулканизации на столе 15 размещают нижнюю накладку 13. Соединяемые поверхности нижней накладки 13, несущих слоев 3, 4, 5 и верхней накладки 14 очищают и дважды промазывают клеем 16.
Сверху нижней накладки 13 укладывают несущие слои 3, 4 и 5 концов 2 согласно схеме соединения. Сверху наружного несущего слоя 4 укладывают верхнюю накладку 14 (фиг.6). Собранное соединение прикатывают роликом (на чертежах не показан), сжимают и выдерживают до полимеризации клея.
При изготовлении ступенчатого соединения варианта 1 конструкции многослойной ленты несущие слои 3, 4 и 5 концов 2 сначала освобождают от пленок 10 и 11, а затем обрезают на нужную длину согласно схеме соединения. На столе 15 размещают нижнюю накладку 13. Соединяемые поверхности нижней накладки 13, несущих слоев 3, 4, 5 и верхней накладки 14 очищают и дважды промазывают клеем 16.
Сверху нижней накладки 13 укладывают несущие слои 3, 4 и 5 концов 2 согласно схеме соединения. Сверху наружного несущего слоя 4 укладывают верхнюю накладку 14 (фиг.6). Собранное соединение прикатывают роликом (на чертежах не показан), сжимают и выдерживают до полимеризации клея.
Удаление пленок 10 и 11 непосредственно перед нанесением клея 16 защищает соединяемые поверхности от влаги и загрязнения, повышает таким образом качество соединения.
Вариант 2 конструкции многослойной ленты используют при технологии горячей вулканизации соединения концов 2. Несущие слои 3, 4 и 5 концов 2 сначала освобождают от пленок 10 и 11, а затем вместе с невулканизированным межслойным материалом 12 обрезают на нужную длину согласно схеме соединения.
На нижней плите 17 вулканизационного пресса размещают нижнюю накладку 13. Соединяемые поверхности нижней накладки 13, несущих слоев 3, 4, 5, невулканизированного межслойного материала 12 и верхней накладки 14 промазывают клеем (на фиг.7 не показан).
Сверху нижней накладки 13 укладывают несущие слои 3, 4 и 5 концов 2 вместе с невулканизированным межслойным материалом 12 согласно схеме соединения. Сверху наружного несущего слоя 4 укладывают верхнюю накладку 14 и верхнюю плиту 18 вулканизационного пресса (фиг.7). Собранное соединение сжимают и вулканизируют.
Удаление пленок 10 и 11 непосредственно перед нанесением клея защищает соединяемые поверхности от влаги и загрязнения, повышая таким образом качество соединения.
Наличие невулканизированного межслойного материала 1.2 на поверхности несущих слоев 3 и 5 сокращает время и трудозатраты на сборку соединения.
Технико-экономическое преимущество заявляемого изобретения заключается в повышении эффективности соединения концов многослойных лент за счет сокращения времени и трудозатрат на сборку соединения, достигаемого тем, что подготовка концов для соединения не требует удаления защитных обкладок и бортов, расслоения несущих слоев, использования специального оборудования и инструмента.
Кроме того, пленка защищает соединяемые поверхности от влаги и загрязнения. Это повышает прочность соединения поверхностей и качество соединения концов многослойных лент в целом.
Источники информации, используемые при составлении заявки
1. Конвейерные ленты / Ф.А.Махлис, И.И.Леонов, О.Г.Карбасов, В.В.Никитин. М.: Химия, 1991. - с.47-76.
2. Реутов А.А. Конструкции и расчет соединений резинотканевых конвейерных лент. Брянск: БГТУ, 1997. - с.4-7, 27-31.
3. Руководство по выбору и эксплуатации конвейерных лент. Курск: ЗАО «Курскрезинотехника», 2004. - с.56-67.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗИНОТКАНЕВАЯ ЗАГОТОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КОНВЕЙЕРНОЙ ЛЕНТЫ | 2014 |
|
RU2563700C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ | 2014 |
|
RU2568043C1 |
| РЕЗИНОТРОСОВАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2518517C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ ЛЕНТ | 1994 |
|
RU2083893C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТКАНЕВЫХ ЛЕНТ | 2013 |
|
RU2544072C1 |
| ЛЕНТА ИЗОГНУТОГО КОНВЕЙЕРА | 2014 |
|
RU2538490C1 |
| ТЕХНОЛОГИЧЕСКОЕ ПОЛОТНО | 2014 |
|
RU2561156C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛЕНТ | 2013 |
|
RU2520862C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛЕНТ | 2012 |
|
RU2526018C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ КОНЦА ЛЕНТЫ | 2006 |
|
RU2310782C1 |
Многослойная лента включает среднюю часть и концы, несущие слои, соединенные межслойным материалом, защитные обкладки и борта. На концах ленты защитные обкладки и борта отсутствуют. Несущие слои концов ленты отделены друг от друга пленкой и закрыты пленкой снаружи. Межслойный материал на концах ленты невулканизирован или отсутствует. Повышается эффективность соединения концов многослойных лент. 7 ил.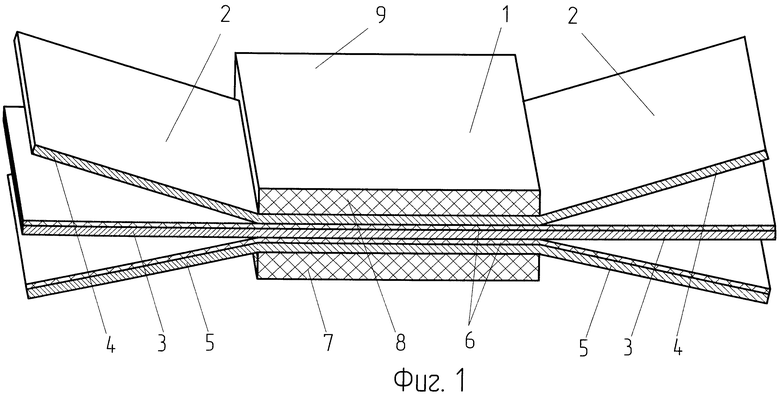
Многослойная лента, включающая среднюю часть и концы, несущие слои, соединенные межслойным материалом, защитные обкладки и борта, на концах ленты защитные обкладки и борта отсутствуют, а несущие слои концов ленты отделены друг от друга, отличающаяся тем, что несущие слои на концах ленты отделены друг от друга пленкой и закрыты пленкой снаружи, а межслойный материал на концах ленты невулканизирован или отсутствует.
| DE 3512321 A1, 16.10.1986 | |||
| GB 1399943 A, 02.07.1975; | |||
| Способ соединения концов конвейерной ленты | 1984 |
|
SU1177214A1 |
| РЕУТОВ А.А | |||
| Конструкция и расчет соединений резинотканевых конвейерных лент | |||
| -Брянск, БГТУ, 1997 | |||
| ЗЕНКОВ Р.Л., ИВАШКОВ И.И., КОЛОБОВ Л.Н | |||
| Машины непрерывного транспорта | |||
| -М.: Машиностроение, 1987, стр.94 | |||

