Изобретение относится к конвейерному транспорту и может быть использовано при стыковке многослойных лент.
Целью изобретения является повышение долговечности стыкового соединения многослойныхжонвейерных лент,
Указанная цель достигается тем, что крайние концевые ступеньки на длине, равной 7-15 толщин обкладки от конца ступени, разделаны по резиновой обкладке.
Это позволяет во раз уменьшить напряжение сдвига в клеевом шве на конце стыка из-за того, что ступенька из резины практически не нагружена растягивающими усилиями, исключена концентрация напряжений, а также снижены раздирающие напряжения при изгибе стыка на барабанах и роликах. ,.;: . :. ;;:; :;:,..:::3; ;;
; Умвньшвйи напряжений сдвига и раз- дира ё. || Ш Х;;4ёчёиивх (на его конЛ4ах)/;Щ| ;: :в;;е б1| $ст;ь начала вШя - з йпаса
его .п;р. :$&Шё ЙЩШ&тся ytrieffify / Щ Т- с - нйя;х|эЩу11«11| н я4)
,у ;тв с| 0| 3 У Ш ;: . : Кроме $$| ; ленты гт6 1| 1 ; -фй| ёр ч йых полосах шириной, равной длине концевой ступеньки по резимоШ1 ЩслайЙв. на величину, равную тйл иаи -т н й ад ки, позволяет уменьши ь вероятность зацепа этой
О
со
о
45
ступеньки на очистителях, остановившихся роликах и др.
Снижение напряжений сдвига и разди- ра в клеевом шве на концах стыка по сравнению с действующими здесь в стыках 5 применяемой конструкции является одним из существенных признаков, обеспечивает положительный эффект путем повышения долговечности.
Длина концевой ступеньки по резине- Ю вой обкладке выбирается таким образом, чтобы при изгибе на барабанах эта ступенька воспринимала не более 3%5% от общего натяжения ленты.
В зависимости от твердости обкладоч- 15 ных резин, рекомендуемых на лентах отечественного и зарубежного производства, и применяемых диаметров барабанов при среднем числе прокладок в резинотканееых лентах получают- рациональное значение 20 длины концевой ступеньки по резиновой обкладке 7-15 толщин этих обкладок.
Толщина резиновых обкяадрк на выпускаемых в настоящее время лентах составляет 2 мм нерабочей обкладки и 4-8 мм 25 рабочей. При этом минимальная длина ступеньки по резине с нерабочей стороны составит 14 мм, а максимальная на рабочей стороне составит 120 мм.
При меньшем значении длимы ступень- 30 ки по резиновой прокладке, чем семь толщин обкладки, мы получаем еще ощутимые значения концентраций напряжений в клеевом шве, а следовательно и напряжения сдвига на конце ступени уже с одной ткане- 35 вой прокладкой.
При длине концевой резиновой ступеньки более 15 толщин обкладки мы просто увеличиваем расход конвейерной ленты, не получая практически снижения 40 напряжений в клеевом шве.
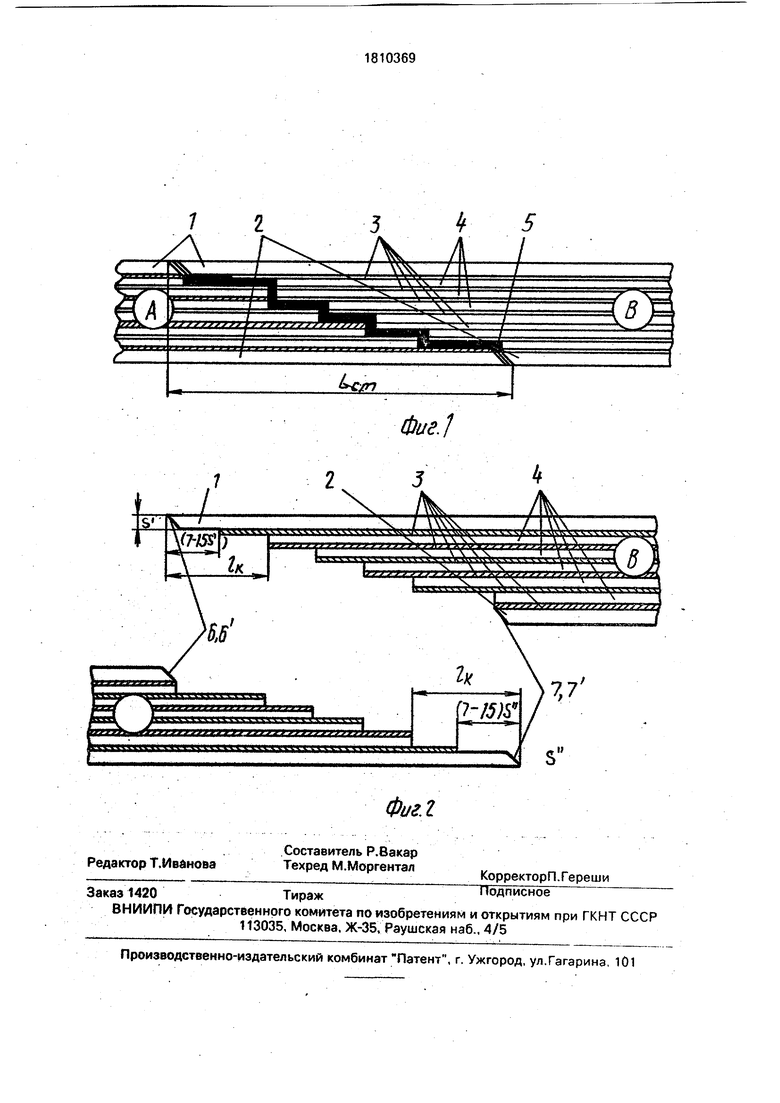
На фиг.1 приведен продольный разрез собранного соединения; на фиг.2 - продольный разрез ступенчато разделанных концов ленты под соединение.45
Стыковое соединение концов ленты А и В состоит из верхней резиновой обкладки 1, нижней защитной нерабочей обкладки 2, тканевых прокладок 3, разделанных на ступеньки, прослоек резины между прокладка- 50 ми 4, клеевого слоя 5. На концах стыков на резиновых обкладках расположены фаски 6 и б на рабочей обкладке и 7 и 7 на нерабочей, причем в собранном стыке фаски, примыкая друг к другу, образуют цельную 55 обкладку. Длина стыкового соединения Цт-, толщина резиновых S -верхней и 8 -нижней обкладок, Концевая ступенька IK на длине
(7-15)5 выполнена только из резины обкладки.
Изготовление стыкового соединения конвейерных лент производят следующим образом. Размечают ступеньки на одном конце ленты, при этом учитывают увеличение длины концевой ступеньки на длину 7- 15 толщин обкладки с учетом длины фаски на этой же резиновой обкладке. Накладывают внахлестку на второй конец ленты и переносят метки на борта.
По размеченным ступеням производят отслоение прокладок сначала верхней с прилегающей обкладкой, затем второй, третьей и наконец самой нижней на конце, где остается только резиновая обкладка. Срезают фаски на обкладках.
Поверхности ступеней, резиновых бортов и фасок шерохуют, обезжиривают растворителем и высушивают до исчезновения запаха. Дважды промазывают клеем и просушивают, при этом после первой промазки до исчезновения запаха, а после второй -до отлипа. :. ;
Подготовленные концы накладывают друг на друга так, чтобы совпадали соответствующие элементы стыка (фаски, ступени, борта и продольные оси концов).
Для обеспечения полного контакта склеиваемых поверхностей собранный стык прикатывают двойным роликом от середины ширины к бортам ленты тек, чтобы удалить все воздушные линзы.,
Стыковое соединение после выдержки для вулканизации клеевого шва готово для пуска в работу под нагрузкой.
Отличие в изготовлении предлагаемого стыкового соединения заключается в том, что при разметке концевые ступени увеличивают на длину ступеньки по резиновой обкладке, равной 7-15 толщинам этой обкладки, снимают самую нижнюю прокладку на концевой ступеньке. Остальные операции (и параметры) такие же, как и в применяемых стыках.
Формул а изобретения Стыковое соединение конвейерных лент из чередующихся тканевых и резиновых прокладок с наружными резиновыми обкладками, состоящее из ступенчато разделанных по тканевым прокладкам кон цов фасок на резиновых обкладках и клеевого слоя, о т л и ч а ю щ е е с я тем, что, с целью повышения долговечности, крайние концевые ступеньки на длине, равной 7-15 толщин обкладки от конца ступени, разделаны по резиновой обкладке,
Фие.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Стыковое соединение конвейерной ленты | 1991 |
|
SU1831462A3 |
| Способ стыковки конвейерных лент | 1991 |
|
SU1803357A1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Способ стыковки лент с тканевыми прокладками | 1982 |
|
SU1087361A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ стыковки конвейерных лент | 1984 |
|
SU1240614A1 |
| Способ соединения конвейерных лент | 1988 |
|
SU1502402A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ стыковки резинотканевых конвейерных лент | 1981 |
|
SU1004147A1 |
| Способ стыковки многослойных конвейерных лент | 1985 |
|
SU1328618A1 |
Сущность изобретения: стыковое соединение конвейерных лент из чередующихся тканевых и резиновых прокладок с наружными резиновыми обкладками состоит из ступенчато разделанных по тканевым прокладкам концов, фасок на резиновых об- кладках и клеевого слоя, причем крайние концевые ступеньки на длине, равной 7-15 толщин обкладок от конца ступени, разделаны по резиновой обкладке. 2 ил.
г
2
IS V
§
WB
KSudMA
-ч -У-уь-У.-ур.-цугч7У%- хл-.... .. , J ,, Л .У f fuLjJ wm , г г , . , у г г г , г г г , г г /УХ УЛ
у г г г гг гг г г f rr ity гV V f f . . 1 У /
i, 11 X /Г УЧ
S °Sf.f /Лг.л Vr.
ttg -j r JfcTV CT lLJ Vy-:-LI4.i.-у.- .-L-.t 11.. - 4Ly 3gSrJ
l
/
§
/1
-ч -У-уь-У.-ур.-цугч7У
ч ,, Л .У f fuLjJ , г г /УХ У
г г f rr ity гV V f f . . 1 У
| Высочий Е.М., Завгородний Е.Х., 3 арен- ков В.И | |||
| Стыковка и ремонт конвейерных лент на предприятиях черной металлургйи.- М.: Металлургия, 1989, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Костин В.М., Коннов И.Н- Стыковка и ремонт резинотканёвых транспортёрных лент | |||
| - М.: Химия, 1968, с.27,28,3|., Костин В.М | |||
| Коннов И.Н | |||
| Стыковка и ремонт резиноткайевых транспортных лент | |||
| -М.: Химия, 1968, с.80, рис.2.10. | |||
