Предлагаемые способ и устройство позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия СОП-листы могут быть использованы при изготовлении контрольных образцов (КО) согласно ГОСТ 22727-88 «Прокат листовой. Методы ультразвукового контроля» для настройки чувствительности при контроле листового проката. Устройство может быть использовано для фрезерования поверхности СОП-листов с заданной точностью, выполнения пазов большой длины шириной до 300 мм на поверхности СОП-листов, а также для фрезеровки плоскодонных отверстий различных диаметров с точностью 0,05 мм.
Известен фрезерный и сверлильный станок, который содержит обрабатывающий агрегат, который под действием электродвигателя подвижен по двум координатным осям и содержит вращательно подвижный шпиндель со сменными инструментами. Перед станиной станка в направлении по меньшей мере одной координатной оси имеется подвижный стол, на котором закреплена обрабатываемая деталь [1].
Известно изобретение, в котором с целью повышения производительности станка и надежности его работы механизмы перемещения стола и фрезерной головки снабжены индивидуальными приводами, смонтированными с возможностью их синхронного действия, а механизм перемещения стола выполнен в виде установленных с возможностью вращения, кинематически связанных между собой через делительный диск, снабженный реверсивным устройством с приводом, звездочек, находящихся в зацеплении с соответствующими для каждой звездочки неподвижно закрепленными пальцами, которыми снабжен стол [2]. К общему недостатку известных изобретений относится невозможность обработки торцов плоских листов большой длины и обеспечение точности обработки из-за отсутствия в конструкции станков дополнительных настроек для более тонкого позиционирования инструмента.
Известны способ и устройство позиционирования плоских листовых элементов для сварки встык, принятые нами за прототип, согласно которым листовые элементы размещают на двух столах, установленных с возможностью их взаимного перемещения в направлении друг к другу и друг от друга, листовые элементы позиционируют в продольном направлении и приводят в соприкосновение в соприкосновение с базисным средством позиционирования, выдвинутым вперед и выше противолежащих краев столов для позиционирования указанных листовых элементов, фиксируют установленные листовые элементы на столах, затем отводят базисное средство позиционирования и перемещают столы друг к другу до приведения в соприкосновение друг с другом противоположных краев листовых элементов для формирования линии сварного шва. Имеется соответствующее устройство, реализующее известный способ [3].
К недостаткам известного устройства, если использовать одну его половину симметрии для установки инструмента, например фрезы, следует отнести сложность его конструкции, а также невозможность точной установки инструмента относительно криволинейной поверхности по торцу СОП-листа ввиду отсутствия в нем механизмов и автоматики для слежения отклонений инструмента от заданной траектории, а также обработку СОП-листов большой длины по всему сортаменту по ГОСТ.
Целью изобретения является создание способа и устройства позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (СОП)-листы, при которых инструмент можно позиционировать с высокой степенью точности для выполнения широких и длинных пазов на поверхности СОП-листа, а также для фрезеровки в нем плоскодонных отверстий различных диаметров.
Описание конструкции устройства позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (СОП)-листы.
I. Обозначения рисунков
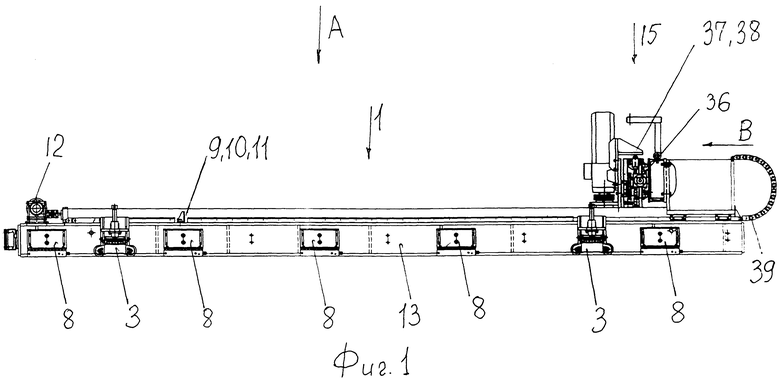
Фиг. 1. Устройство позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (СОП)-листы, - вид спереди.
Фиг. 2, вид А - Устройство позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (СОП)-листы, - вид в плане.
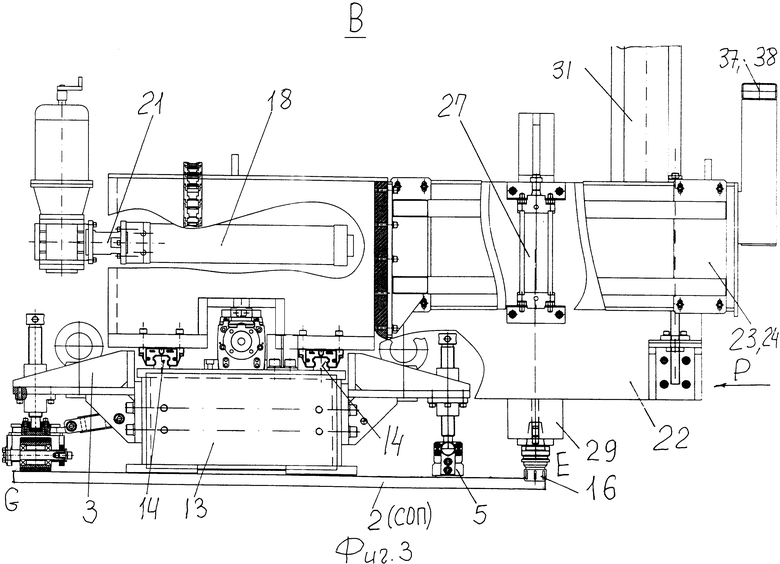
Фиг. 3, вид В - Устройство позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (СОП)-листы, - вид сбоку.
Фиг. 4 Кинематическая схема устройства.
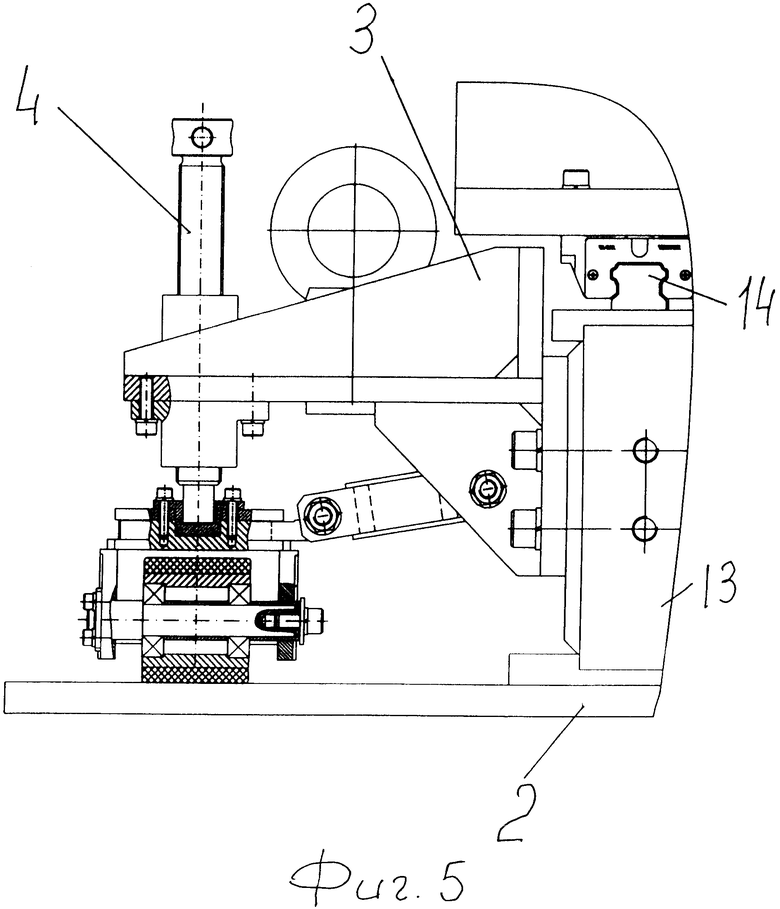
Фиг. 5. Подвижная опора устройства позиционирования инструмента.
Фиг. 6. Неподвижная опора устройства позиционирования инструмента.
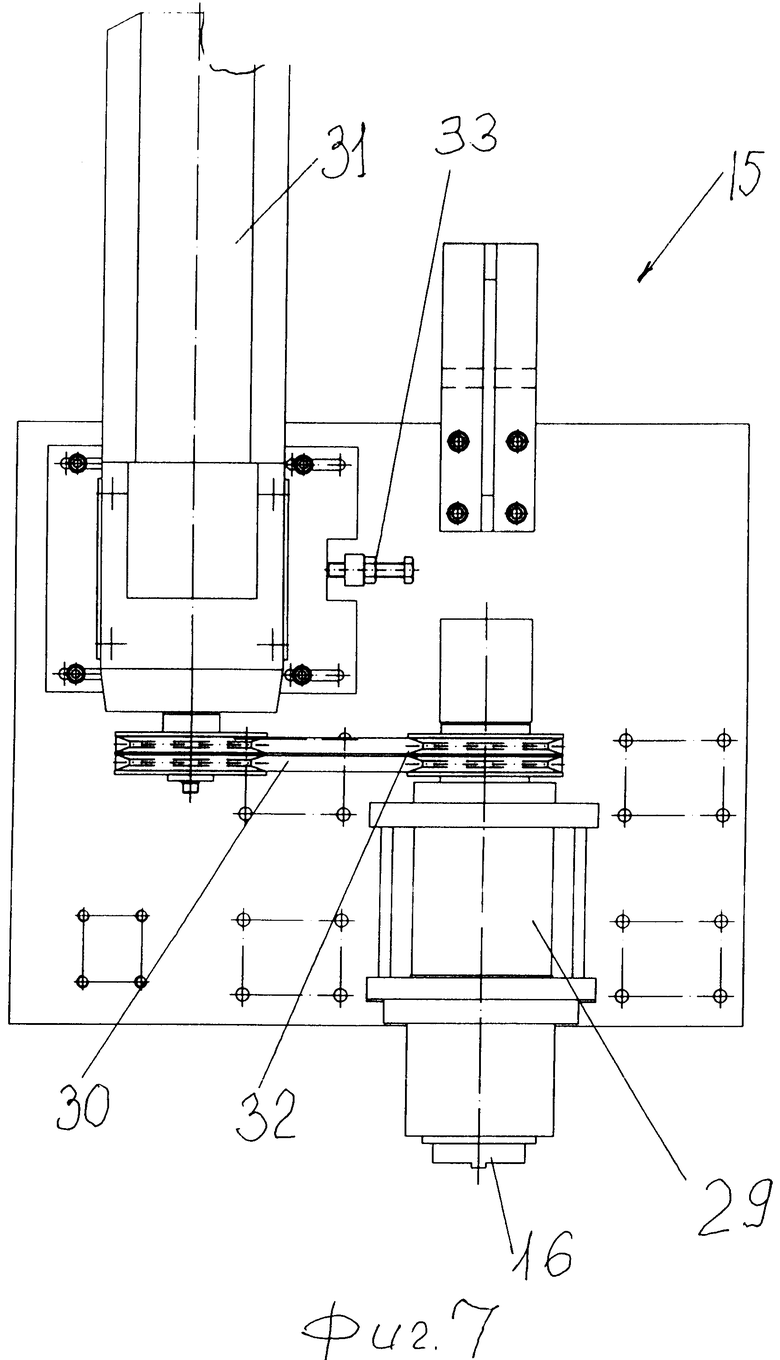
Фиг. 7. Привод механизма вертикальной подачи суппорта.
II. Раскрытие изобретения
В предлагаемом способе позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (СОП)-листы, помещают устройство на СОП-лист, последовательно перемещают устройство к месту обработки при помощи подвижных опор, устройство вдоль СОП-листа перемещают при помощи механизма продольной подачи, суппорт с инструментом поперек СОП-листа перемещают при помощи механизма поперечной подачи, суппорт с инструментом по вертикали перемещают при помощи механизма вертикальной подачи, перемещение устройства от одной кромки СОП-листа к другой или по диагонали осуществляют при помощи винтов, установленных на подвижных опорах, приподнимают устройство над поверхностью СОП-листа с приложением усилия для его смещения, для более точного позиционирования инструмента относительно того места, где будет производиться фрезеровка поверхности, совместно с подвижными опорами используют неподвижные опоры со снятием подвижных опор с противоположной стороны искусственного дефекта, устанавливают на их место неподвижные опоры, поднимают устройство на некоторое расстояние от поверхности СОП-листа винтами на неподвижных опорах, перемещают суппорт с инструментом в зону обработки при помощи дополнительных винтов в заданном направлении, закрепляют устройство на СОП-листе при помощи электромагнитов или постоянных магнитов по всему периметру устройства, контроль за малейшими отклонениями инструмента от заданной траектории осуществляют при помощи дополнительных механизмов, датчиков продольного, поперечного и вертикального перемещения суппорта с инструментом и системы автоматики с выводом информации на сенсорный экран.
Устройство позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия СОП-листы содержит раму с подвижными и неподвижными опорами, оборудованными винтами, суппорт с инструментом, механизм продольной подачи устройства для перемещения вдоль поверхности СОП-листа, механизм поперечной подачи суппорта с инструментом поперек поверхности СОП-листа, механизм вертикальной подачи суппорта с инструментом, для перемещения устройства от одной кромки СОП-листа к другой или по диагонали на подвижных опорах установлены винты, позволяющие приподнимать устройство над поверхностью СОП-листа с приложением усилия для его смещения, для более точного позиционирования инструмента относительно того места, где будет производиться фрезеровка поверхности, неподвижные опоры снабжены винтами с возможностью приподнимания устройства на некоторое расстояние от поверхности СОП-листа, и перемещения суппорта с инструментом в зону обработки при помощи дополнительных винтов в заданном направлении, для закрепления устройства на поверхности СОП-листа устройство снабжено электромагнитами или постоянными магнитами по всему периметру устройства, для контроля за малейшими отклонениями инструмента от заданной траектории предусмотрены дополнительные механизмы, датчики продольного, поперечного и вертикального перемещения суппорта с инструментом и система автоматики с выводом информации на сенсорный экран, привод механизма продольной подачи устройства выполнен, например, в виде актуатора, содержащего винтовую пару и мотор-редуктор, установленные на несущую раму с возможностью перемещения по рельсовым направляющим, расположенным вдоль всей длины хода актуатора, привод суппорта с инструментом в поперечном направлении происходит при помощи механизма поперечной подачи, выполненного в виде, например, актуатора с шарико-винтовой передачей и мотор-редуктора, шток актуатора подсоединяется к плите суппорта, при этом плита суппорта перемещается по рельсовым направляющим, привод механизма вертикальной подачи инструмента осуществляется при помощи винта, для устранения возможных зазоров в резьбе винта, используется пневмоцилиндр.
III. Описание работы устройства
Конструкция предлагаемого устройства 1 выполнена таким образом, что позволяет обрабатывать поверхность и торцы СОП-листа 2, как в продольном С, так и в поперечном направлении D.
Размещение устройства 1 на поверхности листа 2 осуществляется при помощи, например, кран-балки (условно не показана).
Перемещение устройства 1 по поверхности листа 2 возможно при использовании подвижных опор 3.
Для того чтобы произвести перемещение устройства 1, например, от одной кромки Ε листа 2 к другой G или произвести перемещение по диагонали, достаточно при помощи винтов 4 приподнять устройство 1 во всех 4 точках a, b, c, d и приложить усилие Ρ для его смещения.
Для более точного позиционирования устройства 1 относительно того места, где будет выполняться фрезеровка поверхности СОП-листа 2, необходимо совместно с подвижными опорами 3, использовать также неподвижные опоры 5. С противоположной стороны G выполняемого дефекта снимаются подвижные опоры 3, затем на их место устанавливаются неподвижные опоры 5. Винтами 6 устройство 1 приподнимают на некоторое расстояние от поверхности листа 2 и при помощи дополнительных винтов 7 устройство 1 перемещается в заданном направлении J.
Неподвижное положение в процессе работы устройства 1 обеспечивают электромагниты (постоянные магниты) 8, установленные по всему периметру устройства 1.
Привод механизма продольной подачи 9 осуществляется при помощи актуатора 10, выполненного, например, в виде винтовой пары 11 и мотор-редуктора 12, установленных на несущую раму 13. Перемещение происходит по рельсовым направляющим 14, расположенным вдоль всей длины хода актуатора 10. Перемещение суппорта 15 с инструментом 16 в поперечном направлении D происходит при помощи механизма поперечной подачи 17, выполненного в виде, например, актуатора 18 с шарико-винтовой передачей 19 и мотор-редуктора 20. Шток 21 актуатора 18 подсоединяется к плите 22 суппорта 15. Плита 22 суппорта 15 перемещается по рельсовым направляющим 23, установленным на стрелу 24. Привод механизма вертикальной подачи 25 инструмента 16 осуществляется при помощи винта 26. Для устранения возможных зазоров в резьбе винта 26 (для того, чтобы не «било» инструмент 16 в процессе фрезеровки) используется пневмоцилиндр 27. Для поддержания постоянного давления в пневмоцилиндре 27 в устройстве 1 дополнительно установлен промышленный ресивер 28. Шпиндель 29 инструмента 16 приводится в действие при помощи ременной передачи 30 и электродвигателя 31. Натяжение ремня 32 осуществляется при помощи винта 33.
Малейшие отклонения инструмента 16 от заданной траектории своевременно контролируются при помощи механизмов (условно не показаны) и датчиков 34 продольного перемещения, датчиков 35 поперечного перемещения, датчиков 36 вертикального перемещения инструмента и системы автоматики 37. Вся информация выводится на сенсорный экран 38.
В прочее оборудование устройства 1 включен трак 39, который предназначен для подвода энергоносителей и трубок подачи воздуха, силовых и сигнальных кабелей на движущиеся части, не допуская переломов кабелей и шлангов, а также пневмооборудование.
Предлагаемое устройство позволяет позиционирование инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (СОП)-листы с высокой степенью точности при выполнении широких и длинных пазов на поверхности СОП-листа, а также фрезеровку в нем плоскодонных отверстий различных диаметров и значительно повышает качество ультразвукового контроля листового проката за счет повышения чувствительности контроля, определяемой параметрами регистрации чувствительности.
Источники информации
1. Патент США №7645103.
2. А.С. №737138.
3. Патент РФ №2440225.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ, ПРЕИМУЩЕСТВЕННО ПОЛУЧЕННОГО СПОСОБОМ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2748861C1 |
| УСТРОЙСТВО СТЫКОВОГО СОЕДИНЕНИЯ СВАРКОЙ ПОЛОС ЛИСТОВОГО ПРОКАТА | 2007 |
|
RU2436662C2 |
| СТАНОК ДЛЯ ВЫРЕЗКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2023 |
|
RU2819670C1 |
| Способ разделения листового проката и установка для его осуществления | 1983 |
|
SU1373305A3 |
| КОМБИНИРОВАННОЕ ЗАХВАТНОЕ УСТРОЙСТВО РОБОТА-МАНИПУЛЯТОРА | 2019 |
|
RU2730343C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАДНЕЙ КРОМКИ ЛОПАТКИ ТУРБОМАШИНЫ | 2013 |
|
RU2628453C2 |
| СПОСОБ И УСТРОЙСТВО ХОНИНГОВАНИЯ НЕПРЕРЫВНО ДВИЖУЩИХСЯ МЕТАЛЛИЧЕСКИХ ПОЛОС ПРОИЗВОЛЬНОЙ ШИРИНЫ | 2008 |
|
RU2492039C2 |
| КРЕСЛО ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА С ОПОРНО-ПОВОРОТНЫМ МЕХАНИЗМОМ | 2020 |
|
RU2752434C1 |
| Устройство для неразрушающего контроля металлопроката | 2021 |
|
RU2762521C1 |



Устройство для позиционирования средства для нанесения искусственных дефектов на листовой прокат содержит суппорт с инструментом, раму с подвижными и неподвижными опорами, оборудованными винтами, механизм продольной подачи для перемещения упомянутого средства вдоль поверхности листа, механизм поперечной подачи суппорта с инструментом поперек поверхности листа, механизм вертикальной подачи суппорта с инструментом, для перемещения упомянутого средства от одной кромки листа к другой или по диагонали на подвижных опорах винты позволяют приподнимать упомянутое средство над поверхностью листа с приложением усилия для его смещения с целью позиционирования инструмента относительно места, в котором производится фрезеровка поверхности. На неподвижных опорах винты обеспечивают приподнимание упомянутого средства на расстояние от поверхности листа и перемещение суппорта с инструментом в зону обработки при помощи дополнительных винтов в заданном направлении. Для закрепления упомянутого средства на поверхности листа оно снабжено электромагнитами или постоянными магнитами по всему периметру, а для контроля инструмента за отклонениями от заданной траектории упомянутое средство снабжено дополнительными датчиками продольного, поперечного и вертикального перемещения суппорта с инструментом и системой автоматики, выполненной с выводом информации на сенсорный экран. Также предлагается способ позиционирования средства для нанесения искусственных дефектов на листовой прокат. Достигается высокая степень точности выполнения широких и длинных пазов на листовом прокате и фрезеровка плоскодонных отверстий различных диаметров, а также повышается качество ультразвукового контроля. 2 н. и 3 з.п. ф-лы, 7 ил.
1. Устройство для позиционирования средства для нанесения искусственных дефектов на листовой прокат, содержащего суппорт с инструментом, отличающееся тем, что оно содержит раму с подвижными и неподвижными опорами, оборудованными винтами, механизм продольной подачи для перемещения упомянутого средства вдоль поверхности листа, механизм поперечной подачи суппорта с инструментом поперек поверхности листа, механизм вертикальной подачи суппорта с инструментом, причем винты на подвижных опорах обеспечивают приподнимание упомянутого средства над поверхностью листа для перемещения от одной кромки листа к другой или по диагонали листа и позиционирования инструмента относительно места, в котором производится фрезеровка поверхности, а винты на неподвижных опорах обеспечивают приподнимание упомянутого средства на расстояние от поверхности листа и при помощи дополнительных винтов перемещение суппорта с инструментом в зону обработки в заданном направлении, при этом для закрепления упомянутого средства на поверхности листа оно снабжено электромагнитами или постоянными магнитами по всему периметру, а для контроля инструмента за отклонениями от заданной траектории упомянутое средство снабжено дополнительными датчиками продольного, поперечного и вертикального перемещения суппорта с инструментом и системой автоматики, выполненной с выводом информации на сенсорный экран.
2. Устройство по п.1, отличающееся тем, что привод механизма продольной подачи выполнен в виде актуатора, содержащего винтовую пару и мотор-редуктор, которые установлены на несущую раму с возможностью перемещения по рельсовым направляющим, расположенным вдоль всей длины хода актуатора.
3. Устройство по п.1, отличающееся тем, что привод суппорта с инструментом в поперечном направлении снабжен механизмом поперечной подачи, выполненным в виде актуатора с шарико-винтовой передачей и мотор-редуктора, причем шток актуатора присоединен к плите суппорта, при этом плита суппорта перемещается по рельсовым направляющим.
4. Устройство п.1, отличающееся тем, что механизм вертикальной подачи инструмента снабжен винтом, а для устранения возможных зазоров в резьбе винта используют пневмоцилиндр.
5. Способ позиционирования средства для нанесения искусственных дефектов на листовой прокат, отличающийся тем, что используют устройство по одному из пп.1-4, при этом средство для нанесения искусственных дефектов последовательно перемещают к месту обработки листа при помощи подвижных опор и механизма продольной подачи упомянутого устройства, причем суппорт с инструментом перемещают поперек листа при помощи механизма поперечной подачи, а по вертикали перемещают при помощи механизма вертикальной подачи, перемещают упомянутое средство от одной кромки листа к другой или по диагонали, при помощи винтов на подвижных опорах приподнимают упомянутое средство над поверхностью листа с приложением усилия для его смещения для позиционирования инструмента относительно места, в котором производят фрезеровку поверхности, при этом с противоположной стороны нанесения искусственного дефекта подвижные опоры снимают и на их место устанавливают неподвижные опоры, поднимают упомянутое средство на расстояние от поверхности листа винтами на неподвижных опорах, перемещают суппорт с инструментом в зону обработки при помощи дополнительных винтов в заданном направлении, закрепляют упомянутое средство на листе при помощи электромагнитов или постоянных магнитов, осуществляют контроль за отклонениями инструмента от заданной траектории при помощи дополнительных датчиков продольного, поперечного и вертикального перемещения суппорта с инструментом и системы автоматики, выполненной с выводом информации на сенсорный экран.
| СПОСОБ И УСТРОЙСТВО ПОЗИЦИОНИРОВАНИЯ ЛИСТОВЫХ ЭЛЕМЕНТОВ ДЛЯ СВАРКИ ВСТЫК | 2005 |
|
RU2440225C2 |

