Перекрестная ссылка на родственные патентные заявки
[0001] Настоящая заявка испрашивает приоритет на предварительную заявку на патент США №62/802,381, поданную 7 февраля 2019 г., озаглавленную "Стеклянный контейнер с защитой от открытия детьми", на предварительную заявку на патент США №62/825,976, поданную 29 марта 2019 г., озаглавленную "Стеклянный контейнер с защитой от открытия детьми" и на предварительную заявку на патент США №62/839,326, поданную 26 апреля 2019 г. и озаглавленную "Способы и компоненты для изготовления стеклянных контейнеров с защитой от открытия детьми", все содержание которых включается в данное описание посредством ссылки.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение относится к способам и составам для изготовления изделий из формованного стекла, а именно, стеклянных контейнеров, включая стеклянные контейнеры с защитой от открытия детьми.
Уровень техники
[0003] Машины, формующие стеклянные контейнеры, известны в профессиональных кругах как секционные стеклоформующие машины или СС машины, используемые во всем мире для изготовления стеклянных контейнеров. СС машины показаны и описаны, например, в патентах США №№1,843,160, 1,911,119, и 2,289,046. СС машины позволяют изготавливать стеклянные контейнеры, в частности, бутылки для пива и других напитков, способом выдувного формования. Альтернативный способ, используемый в СС машинах, известен как прессовыдувное формование и описан, в частности, в патентах США №№2,289,046 и 3,024,571.
[0004] Изготовители стеклоизделий в течение многих лет производят стеклянные бутылки круглой и цилиндрической формы (например, бутылки для пива и других напитков), используя процессы выдувного и прессовыдувного формования, однако, при этом сохраняется потребность массового производства квадратных стеклянных контейнеров, имеющих горловину по существу квадратной формы. Кроме того, сохраняется потребность массового производства квадратных стеклянных контейнеров, которые также обеспечивают защиту от открытия детьми.
Раскрытие сущности изобретения
[0005] Настоящее изобретение относится к способам и компонентам для изготовления стеклянных контейнеров по существу квадратной формы. Такие стеклянные контейнеры имеют по существу квадратную горловину контейнера. Горловина содержит один или более удерживающих элементов, которые позволяют присоединять по существу квадратную крышку контейнера. Такие элементы включают в себя элементы защиты от открытия детьми. Компоненты для изготовления стеклоизделий включают плунжер, черновую форму, горловое кольцо, пробку, чистовую (выдувную) форму и другие компоненты, необходимые для производства по существу квадратных стеклянных контейнеров. Плунжер обычно имеет многоугольную форму, например, в общем или по существу форму квадрата, прямоугольника, ромба, четырехугольника или параллелограмма. Плунжер может иметь, например, закругленные углы. Черновые и/или чистовые формы имеют полости, которые также являются по существу многоугольными. Таким образом, плунжер, черновая форма и/или чистовая форма позволяют изготавливать стеклянный контейнер, который в общем или по существу имеет многоугольную форму, например, в общем, форму квадрата, прямоугольника, ромба, четырехугольника или параллелограмма. При помощи горлового кольца и других компонентов можно получать стеклянный контейнер с характеристиками, которые позволяют сопрягать контейнер с крышкой контейнера и обеспечивать защиту от открытия детьми.
[0006] Согласно одному аспекту плунжер, имеющий по существу квадратную форму, выдвигается в полость черновой формы, содержащей горловое кольцо, которое прижимает каплю расплавленной стекломассы к стенкам полости черновой формы и к выдвинутому плунжеру, образуя заготовку для выдувания. После перемещения заготовки для выдувания в чистовую форму через горловину заготовки для выдувания подается сжатый воздух, чтобы расширить заготовку для выдувания по форме полости чистовой формы, определяемой чистовой формой. Черновая форма, горловое кольцо, чистовая форма и плунжер используются для получения стеклянных контейнеров, которые являются по существу квадратными.
[0007] В одном варианте осуществления компоненты, используемые для формования стеклянного контейнера, включают в себя черновую форму, содержащую отверстие на верхнем конце для приема капли расплавленной стекломассы и отверстие на нижнем конце, при этом черновая форма образует полость черновой формы. Указанные компоненты включают в себя также плунжер, расположенный рядом с нижним концом черновой формы и установленный с возможностью перемещения между положением, убранным из черновой формы, и положением, выдвинутым в полость черновой формы, а также чистовую форму, содержащую полость чистовой формы и выполненную с возможностью приема заготовки для выдувания.
[0008] В другом варианте осуществления полость черновой формы, плунжер, полость чистовой формы, горловое кольцо или их комбинация имеют по существу квадратную форму поперечного сечения. В некоторых вариантах осуществления плунжер имеет закругленные углы. В некоторых вариантах осуществления черновая форма, чистовая форма, горловое кольцо или их комбинация образуют полости, которые формуют стеклянные контейнеры по существу многоугольной формы (например, по существу квадратной формы). В одном варианте осуществления контейнер по существу многоугольной формы имеет закругленные углы.
[0009] В другом варианте осуществления компоненты, используемые для формования стеклянного контейнера, включают в себя горловое кольцо, содержащее первую форму элемента защиты от открытия детьми на первой стороне и вторую форму элемента защиты от открытия детьми на второй стороне. В одном варианте осуществления первая форма элемента защиты от открытия детьми и вторая форма элемента защиты от открытия детьми расположены на противоположных сторонах горлового кольца. В некоторых вариантах осуществления горловое кольцо формует один или более удерживающих элементов на горловине заготовки для выдувания и/или контейнере. В некоторых вариантах осуществления удерживающий элемент формуется на всех сторонах горловины контейнера. В других вариантах осуществления удерживающий элемент формуется на одной стороне горловины контейнера. Удерживающие элементы позволяют сопрягать основание контейнера с крышкой контейнера. В некоторых случаях удерживающие элементы обеспечивают защиту от открытия детьми.
[0010] В некоторых вариантах осуществления компоненты выполнены с возможностью формования стеклянного контейнера, имеющего полный объем для хранения от 1 мл до 2000 мл. В одном варианте осуществления полный объем для хранения составляет от 2 мл до 1000 мл. В одном варианте осуществления полный объем для хранения составляет от 3 мл до 500 мл. В одном варианте осуществления полный объем для хранения составляет от 4 мл до 100 мл. В одном варианте осуществления полный объем для хранения составляет от 5 мл до 50 мл. В некоторых вариантах осуществления полный объем для хранения составляет примерно 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 230, 240, 250, 260, 270, 280, 290, 300, 310, 320, 330, 340, 350, 360, 370, 380, 390, 400, 410, 420, 430, 440, 450, 460, 470, 480, 490, 500, 510, 520, 530, 540, 550, 560, 570, 580, 590, 600, 625, 650, 675, 700, 725, 750, 775, 800, 825, 850, 875, 900, 925, 950, 975, 1000, 1100, 1200, 1300, 1400, 1500, 1600, 1700, 1800, 1900 или 2000 мл.
[0011] Другой аспект включает в себя компонент или компоненты для формования стеклянного контейнера, представляющие собой черновую форму, содержащую отверстие на верхнем конце для приема капли расплавленной стекломассы и отверстие на нижнем конце для приема горлового кольца, при этом черновая форма образует полость черновой формы, плунжер, расположенный рядом с нижним концом черновой формы и установленный с возможностью перемещения между положением, убранным из черновой формы, и положением, выдвинутым в полость формы, и чистовую форму, содержащую полость чистовой формы и выполненную с возможностью приема заготовки для выдувания.
[0012] В одном варианте осуществления полость черновой формы, плунжер, полость чистовой формы или их комбинация имеют по существу квадратную форму поперечного сечения. В некоторых вариантах осуществления черновая форма, плунжер, чистовая форма или их комбинация выполнены с возможностью изготовления контейнера по существу квадратной формы. В одном варианте осуществления контейнер по существу квадратной формы имеет закругленные углы.
[0013] В другом варианте осуществления горловое кольцо имеет по существу квадратную форму поперечного сечения и выполнено с возможностью изготовления по существу квадратной горловины контейнера. В одном варианте осуществления горловое кольцо выполнено с возможностью изготовления удерживающего элемента на горловине контейнера. В некоторых вариантах осуществления удерживающий элемент представляет собой элемент защиты от открытия детьми. В одном варианте осуществления элемент защиты от открытия детьми выполнен на первой боковой стороне контейнера и второй боковой стороне контейнера.
[0014] В некоторых вариантах осуществления указанный компонент выполнен с возможностью формования стеклянного контейнера, имеющего объем для хранения от 1 мл до 2000 мл. В одном варианте осуществления объем для хранения составляет от 4 мл до 100 мл.
[0015] В некоторых вариантах осуществления указанный компонент или указанные компоненты являются частью секционной стеклоформующей машины.
[0016] Другой аспект включает в себя способ изготовления стеклянного контейнера, содержащий ввод капли стекломассы предварительно заданной величины в полость черновой формы, образованную черновой формой, перемещение плунжера по существу квадратной формы из убранного положения в выдвинутое положение в полость черновой формы, формование заготовки для выдувания при помощи плунжера из капли предварительно заданной величины в полости формы, вывод плунжера из полости черновой формы в убранное положение, перемещение заготовки для выдувания из черновой формы в чистовую форму, подача сжатого газа через горловину заготовки для выдувания, чтобы расширить заготовку для выдувания до размеров стеклянного контейнера по существу квадратной формы, определяемой чистовой формой, и отделение стеклянного контейнера по существу квадратной формы от чистовой формы.
[0017] В одном варианте осуществления стеклянный контейнер содержит удерживающий элемент на горловине стеклянного контейнера. В некоторых вариантах осуществления удерживающий элемент представляет собой элемент защиты от открытия детьми. В некоторых вариантах осуществления удерживающий элемент расположен на одной или более сторонах горловины стеклянного контейнера. В одном варианте осуществления удерживающий элемент расположен на противоположных сторонах горловины стеклянного контейнера. В одном варианте осуществления удерживающий элемент расположен на всех сторонах горловины стеклянного контейнера. В другом варианте осуществления удерживающий элемент находится на другой части основания контейнера.
[0018] В некоторых вариантах осуществления стеклянные контейнеры изготавливают с производительностью примерно от пятидесяти (50) до примерно девятисот (900) штук в минуту. В других вариантах осуществления стеклянные контейнеры изготавливают с производительностью примерно от ста (100) до примерно пятисот (500) штук в минуту.
[0019] В некоторых вариантах осуществления удерживающий элемент (например, элемент защиты от открытия детьми) формуют на горловине заготовки для выдувания и/или на основании контейнера.
[0020] Другой аспект включает в себя способ изготовления стеклянного контейнера, содержащий ввод капли стекломассы предварительно заданной величины в полость черновой формы, образованную формой, перемещение плунжера из убранного положения в выдвинутое положение через горловое кольцо в полость формы, формование стеклянного контейнера по существу квадратной формы, определяемого горловым кольцом и формой, и отделение стеклянного контейнера по существу квадратной формы, имеющего по существу квадратную горловину, от горлового кольца и формы.
[0021] В некоторых вариантах осуществления горловое кольцо формует один или более удерживающих элементов на горловине по существу квадратного стеклянного контейнера. В других вариантах осуществления каждый из одного или более удерживающих элементов образует элемент защиты от открытия детьми.
[0022] Дополнительные аспекты изобретения частично изложены в приведенном далее описании. Достоинства изобретения реализованы и достигнуты с помощью элементов и комбинаций, указанных, в частности, в прилагаемой формуле изобретения. При этом следует понимать, что, как приведенное выше общее описание, так и следующее подробное описание представлены только в качестве примеров и пояснений и не ограничивают заявленное изобретение.
Краткое описание чертежей
[0023] Комплект материалов патента или заявки на патент содержит по меньшей мере один чертеж, выполненный в цвете. Копии публикации этого патента или заявки на патент с цветным чертежом (чертежами) предоставляются Ведомством после получения запроса и оплаты обязательной пошлины.
[0024] Характеристики и достоинства заявленного предмета изобретения будут очевидными из следующего описания соответствующих вариантов осуществления, которое следует рассматривать вместе с прилагаемыми чертежами, на которых показаны:
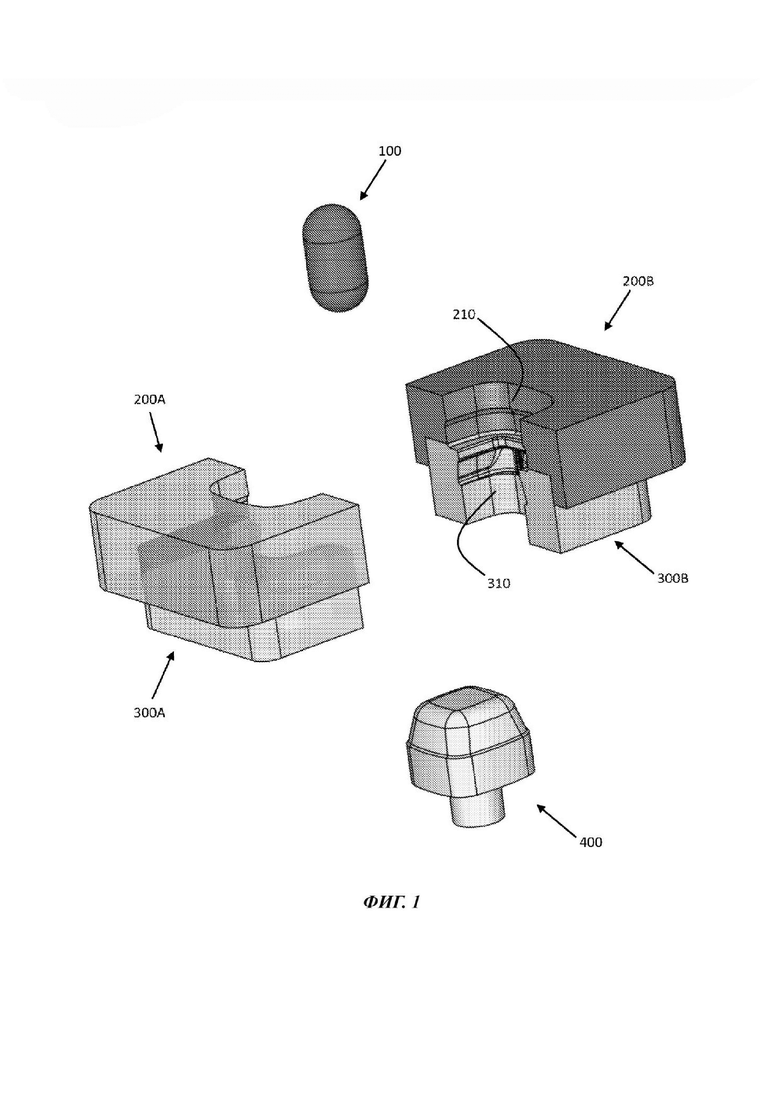
[0025] ФИГ. 1 - разнесенный покомпонентный вид варианта осуществления капли стекломассы, формы, горлового кольца и плунжера,
[0026] ФИГ. 2А - вид сбоку в аксонометрии варианта осуществления капли стекломассы, формы, горлового кольца и плунжера,
[0027] ФИГ. 2В - вид в поперечном разрезе варианта осуществления капли стекломассы, формы, горлового кольца и плунжера с ФИГ. 2А,
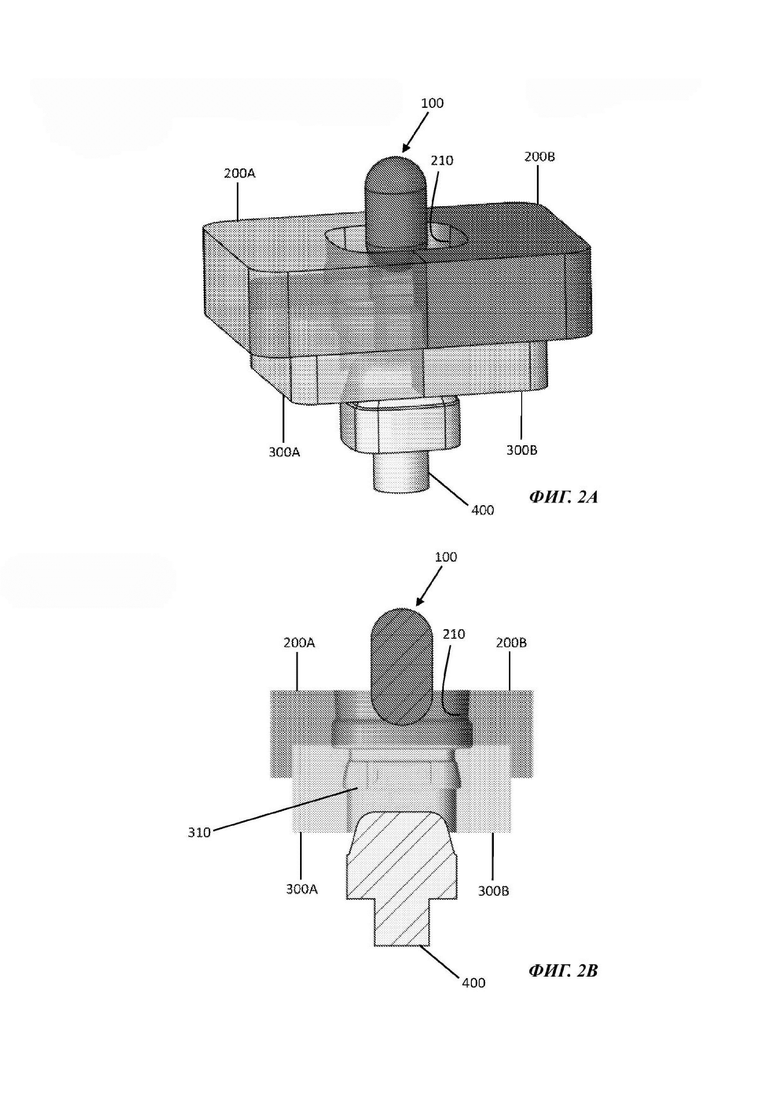
[0028] ФИГ. 3 - разнесенный покомпонентный вид варианта осуществления пробки, частично сжатой капли, формы, горлового кольца и плунжера,
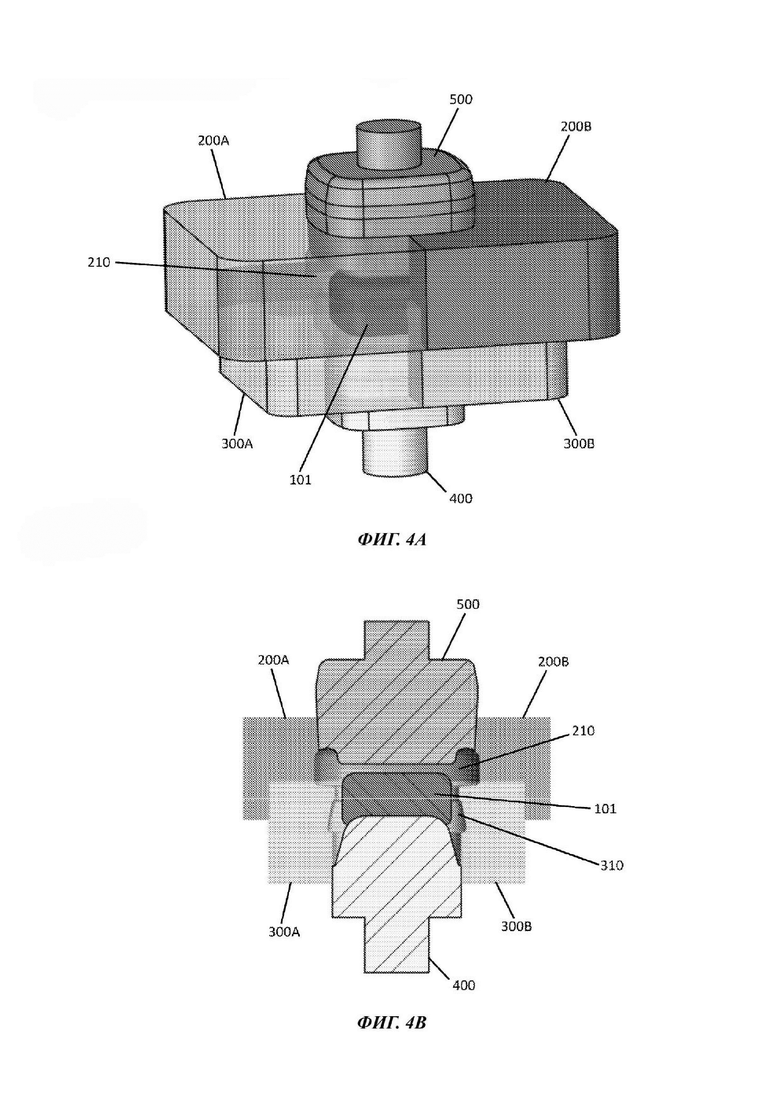
[0029] ФИГ. 4А - вид сбоку в аксонометрии варианта осуществления пробки, частично сжатой капли, формы, горлового кольца и плунжера,
[0030] ФИГ. 4В - вид в поперечном разрезе варианта осуществления пробки, частично сжатой капли, формы, горлового кольца и плунжера с ФИГ. 4А,
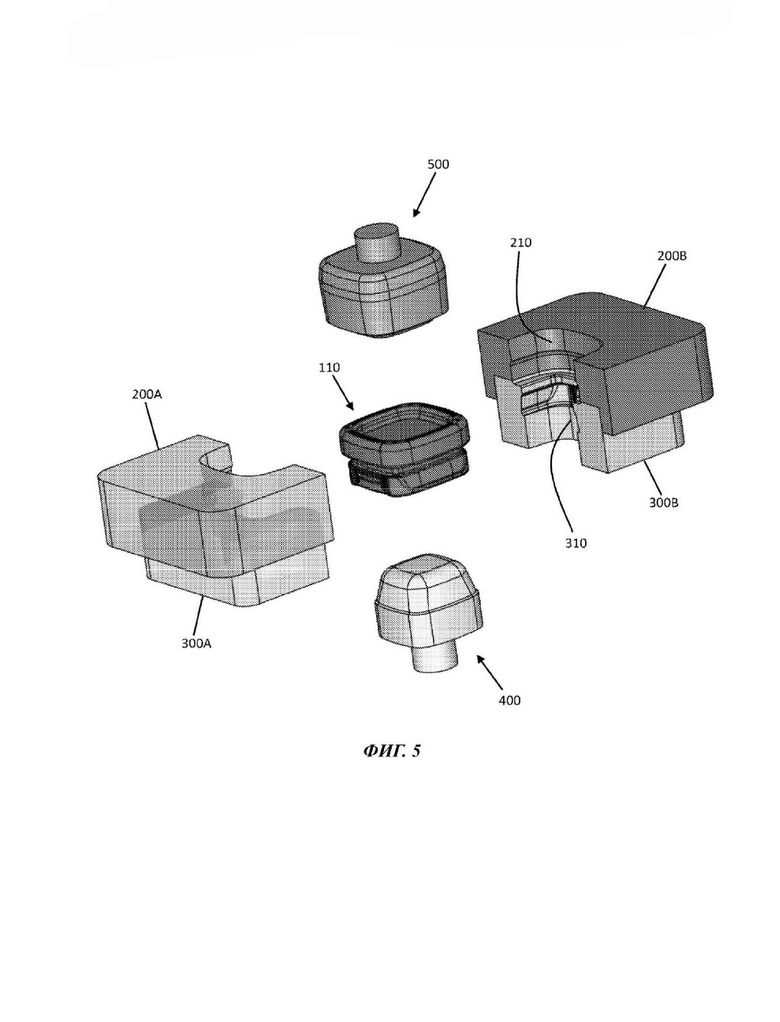
[0031] ФИГ. 5 - разнесенный покомпонентный вид варианта осуществления пробки, стеклянного контейнера, формы, горлового кольца и плунжера,
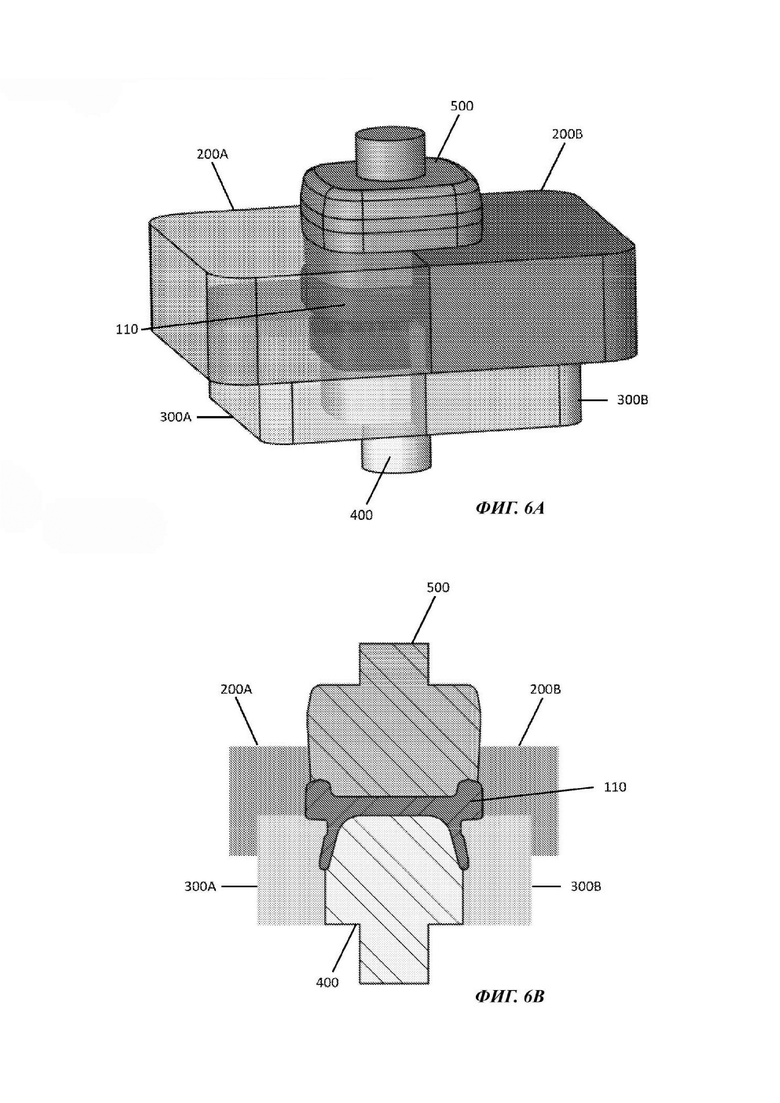
[0032] ФИГ. 6А - вид сбоку в аксонометрии варианта осуществления пробки, стеклянного контейнера, формы, горлового кольца и плунжера,
[0033] ФИГ. 6В - вид в поперечном разрезе варианта осуществления пробки, стеклянного контейнера, формы, горлового кольца и плунжера с ФИГ. 6А,
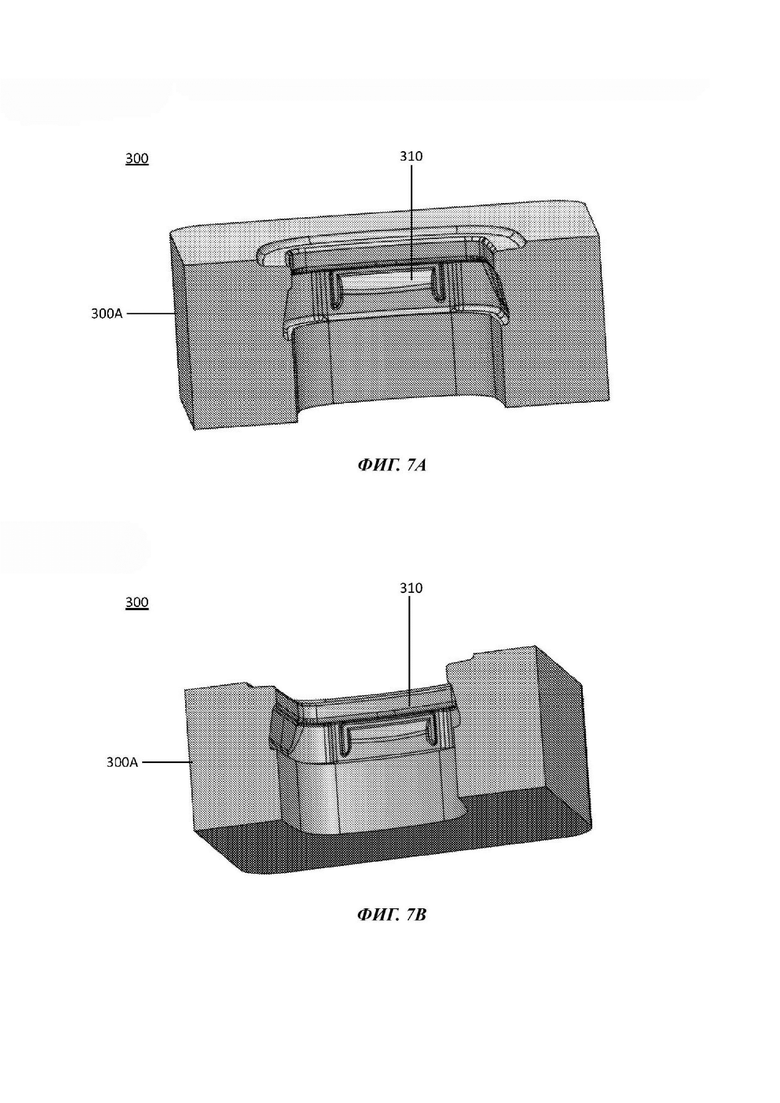
[0034] ФИГ. 7А - вид сбоку в аксонометрии варианта осуществления горлового кольца,
[0035] ФИГ. 7В - другой вид сбоку в аксонометрии варианта осуществления горлового кольца с ФИГ. 7А,
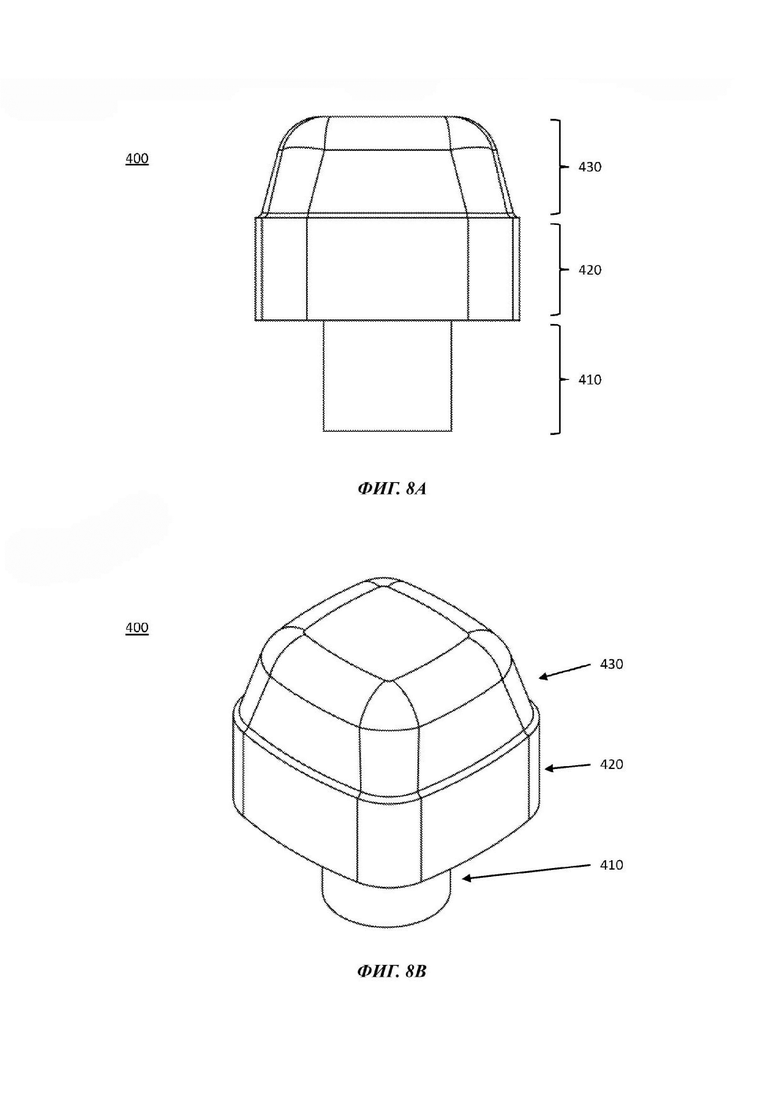
[0036] ФИГ. 8А - вид сбоку варианта осуществления плунжера,
[0037] ФИГ. 8В - вид в аксонометрии варианта осуществления плунжера с ФИГ. 8А,
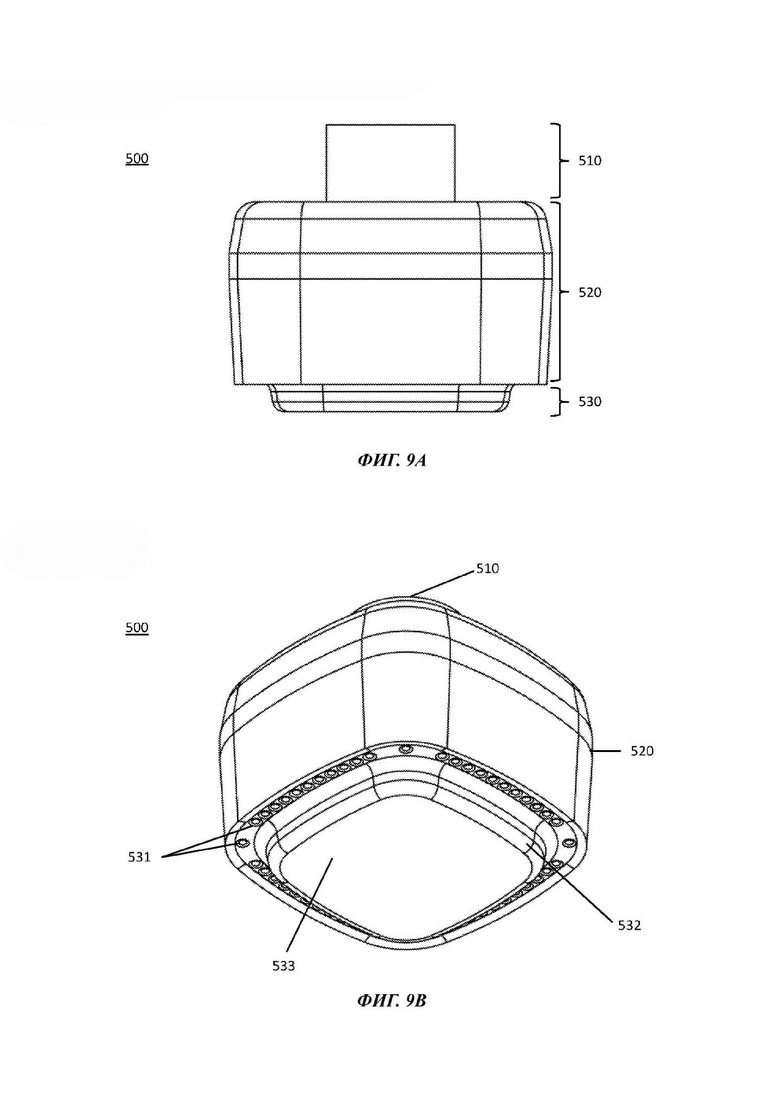
[0038] ФИГ. 9А - вид сбоку варианта осуществления пробки,
[0039] ФИГ. 9В - вид в аксонометрии варианта осуществления пробки с ФИГ. 9А,
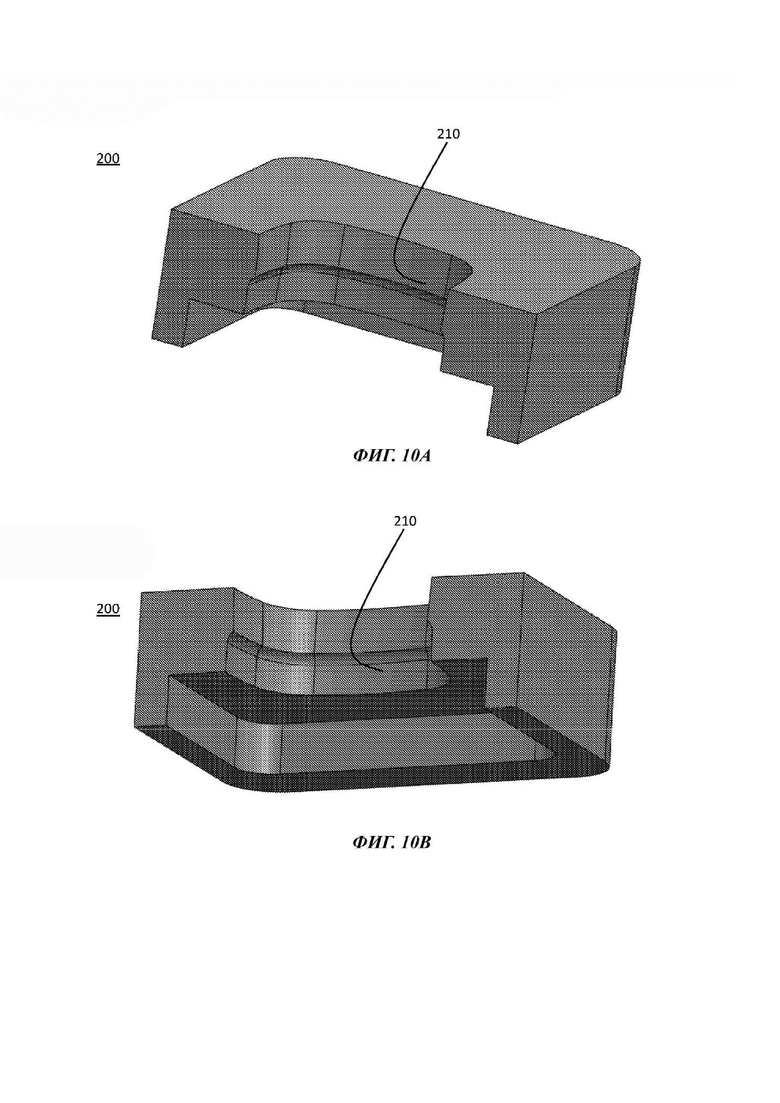
[0040] ФИГ. 10А - вид сбоку в аксонометрии варианта осуществления формы,
[0041] ФИГ. 10В - другой вид сбоку в аксонометрии варианта осуществления формы с ФИГ. 10А,
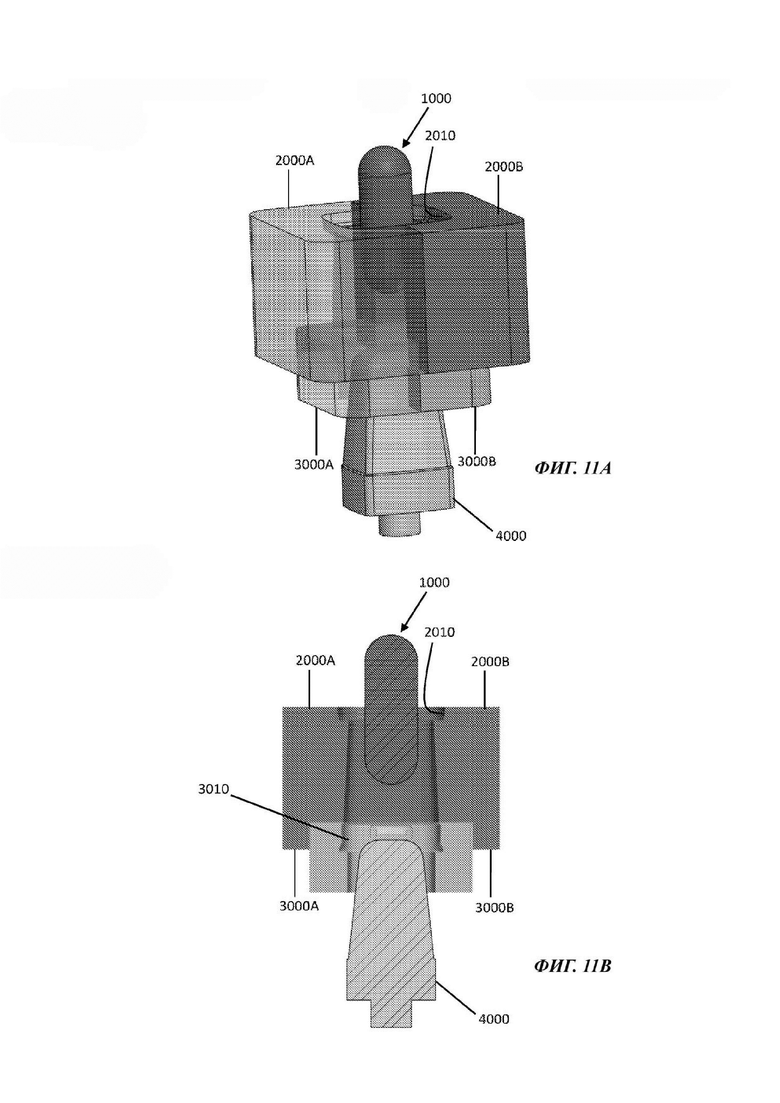
[0042] ФИГ. 11А - вид сбоку в аксонометрии варианта осуществления капли стекломассы, черновой формы, горлового кольца и плунжера,
[0043] ФИГ. 11В - вид в поперечном разрезе варианта осуществления капли стекломассы, черновой формы, горлового кольца и плунжера с ФИГ. 11А,
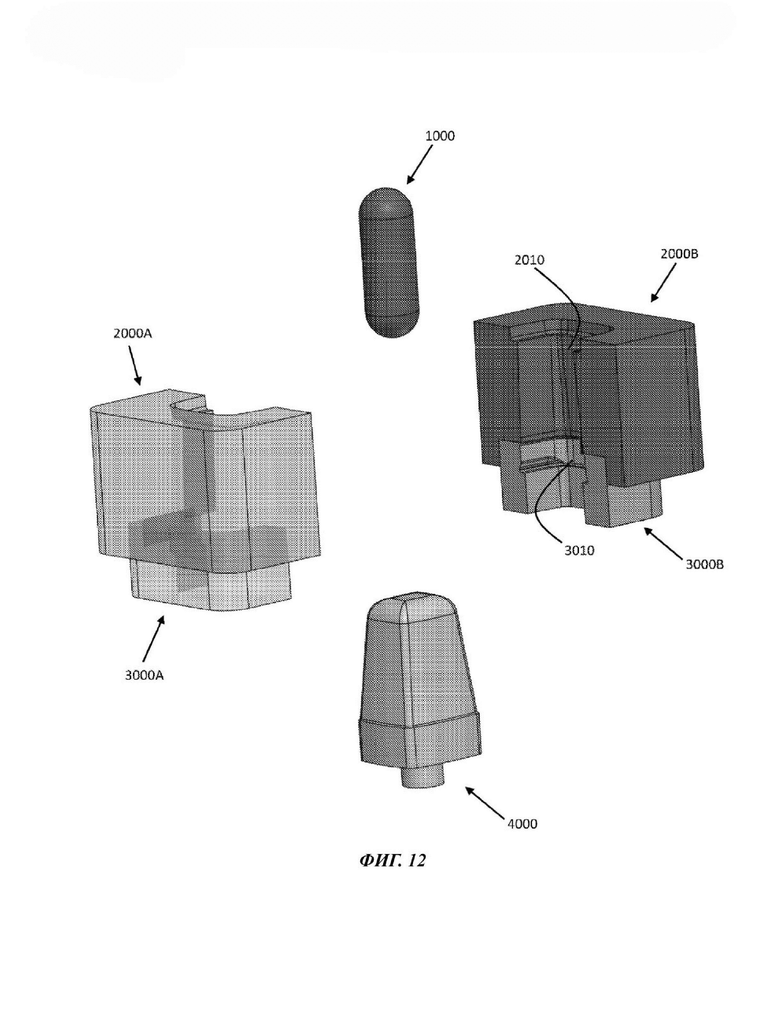
[0044] ФИГ. 12 - разнесенный покомпонентный вид варианта осуществления капли стекломассы, черновой формы, горлового кольца и плунжера,
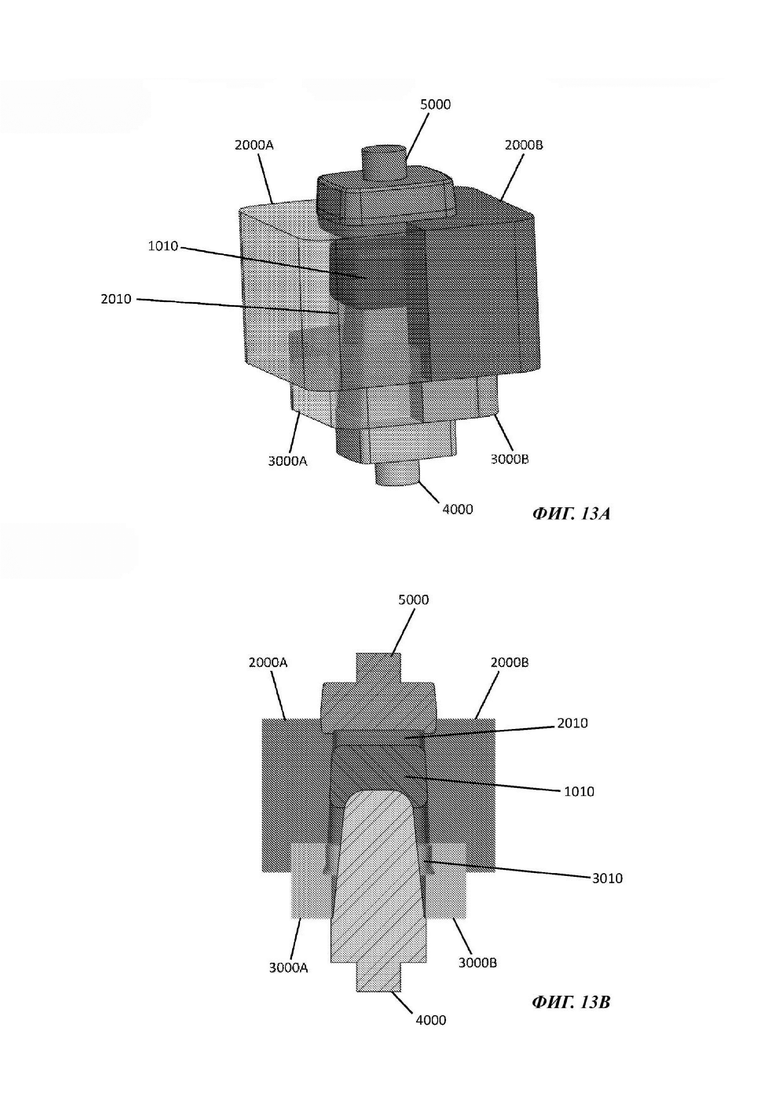
[0045] ФИГ. 13А - вид сбоку в аксонометрии варианта осуществления пробки, частично сжатой капли стекломассы, черновой формы, горлового кольца и плунжера,
[0046] ФИГ. 13В - вид в поперечном разрезе варианта осуществления пробки, частично сжатой капли стекломассы, черновой формы, горлового кольца и плунжера с ФИГ. 13А.
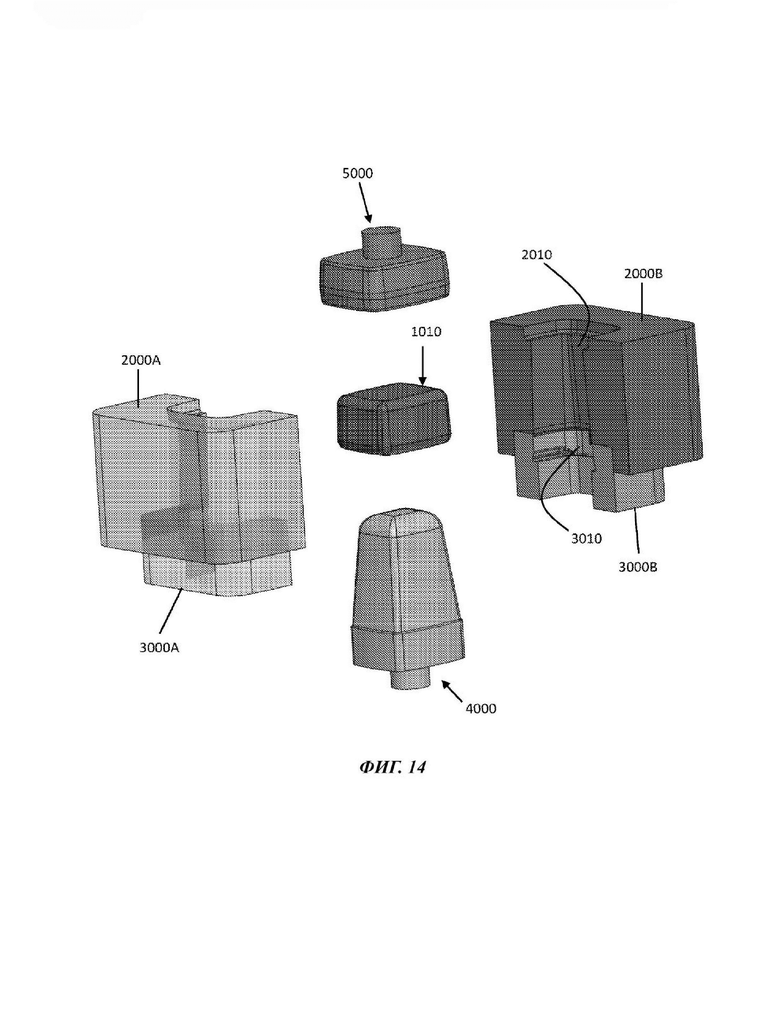
[0047] ФИГ. 14 - разнесенный покомпонентный вид варианта осуществления пробки, частично сжатой капли стекломассы, черновой формы, горлового кольца и плунжера.
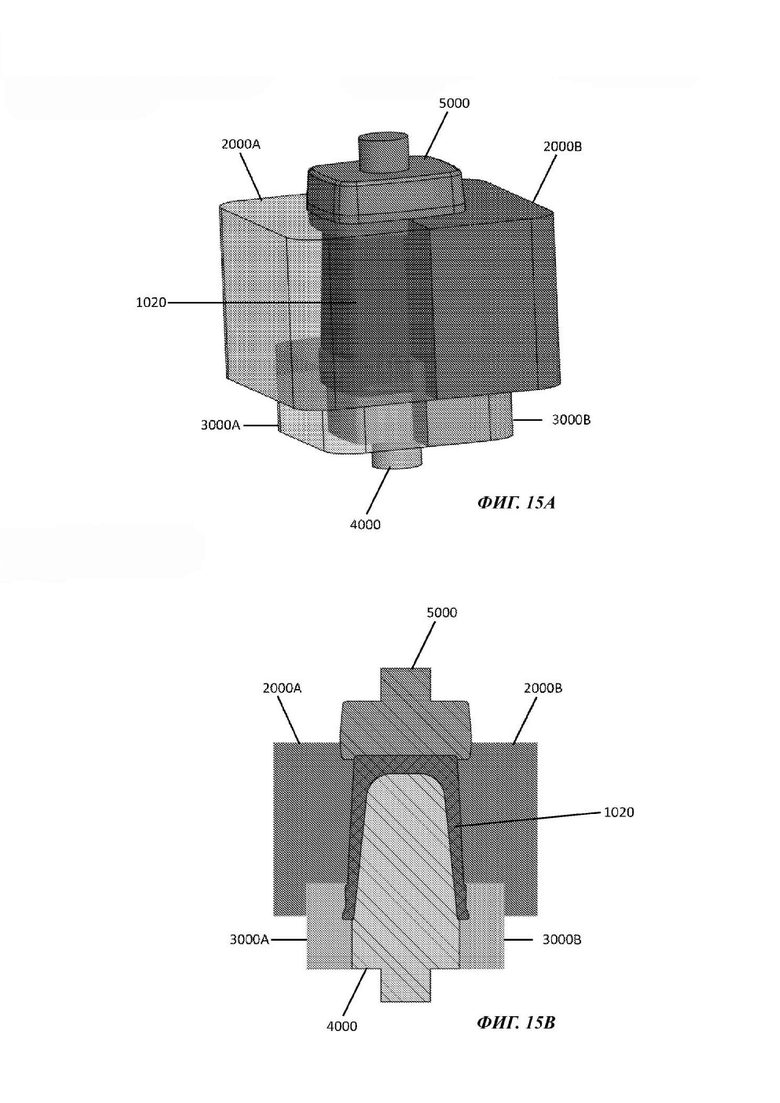
[0048] ФИГ. 15А - вид сбоку в аксонометрии варианта осуществления пробки, заготовки для выдувания, черновой формы, горлового кольца и плунжера.
[0049] ФИГ. 15В - вид в поперечном разрезе варианта осуществления пробки, заготовки для выдувания, черновой формы, горлового кольца и плунжера с ФИГ. 15А.
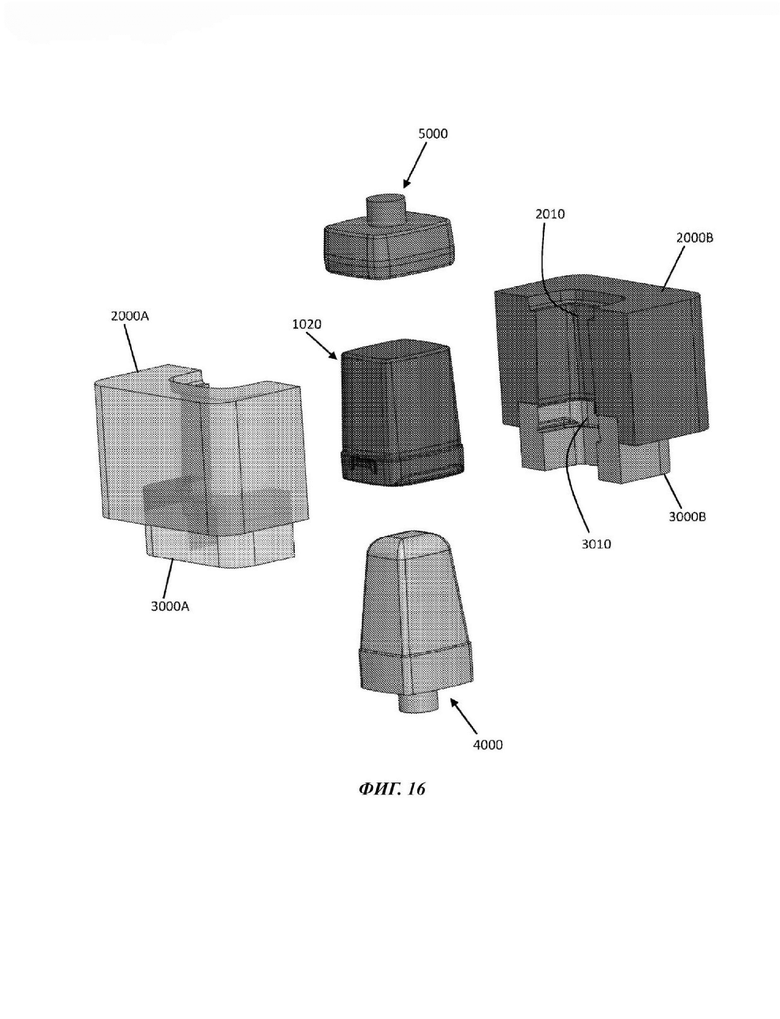
[0050] ФИГ. 16 - разнесенный покомпонентный вид варианта осуществления пробки, заготовки для выдувания, черновой формы, горлового кольца и плунжера,
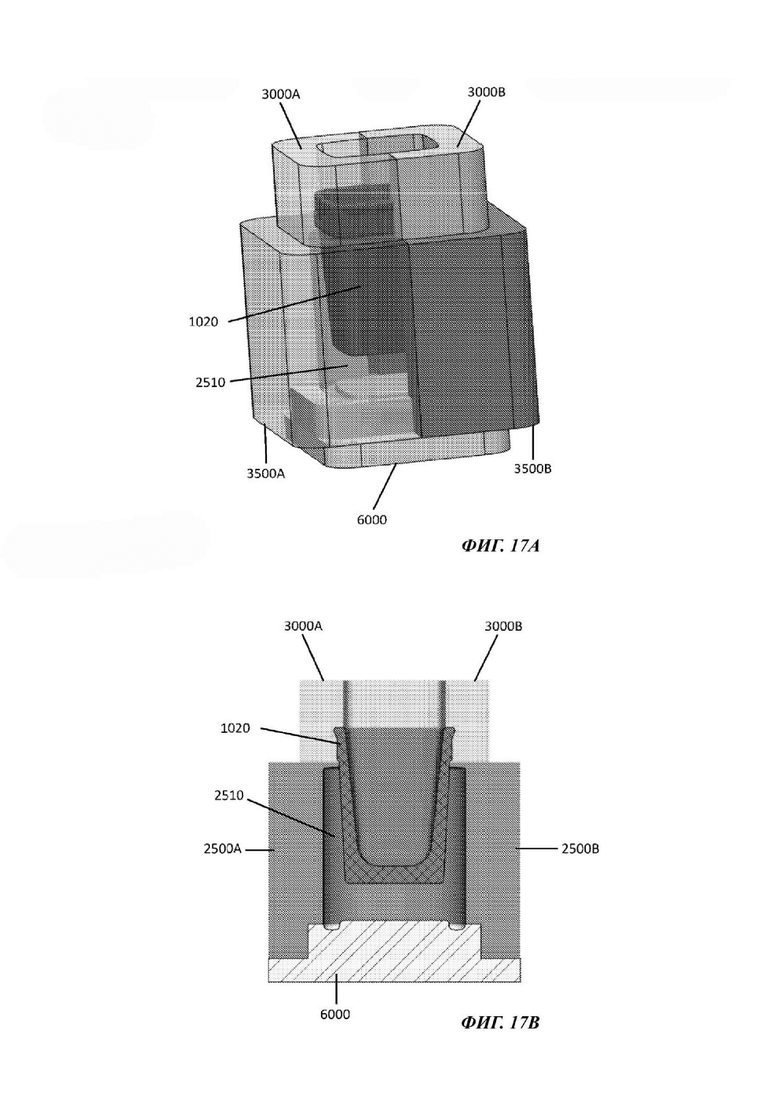
[0051] ФИГ. 17А - вид сбоку в аксонометрии варианта осуществления заготовки для выдувания, горлового кольца, чистовой формы и днища,
[0052] ФИГ. 17В - вид в поперечном разрезе варианта осуществления заготовки для выдувания, горлового кольца, чистовой формы и днища с ФИГ. 17А,
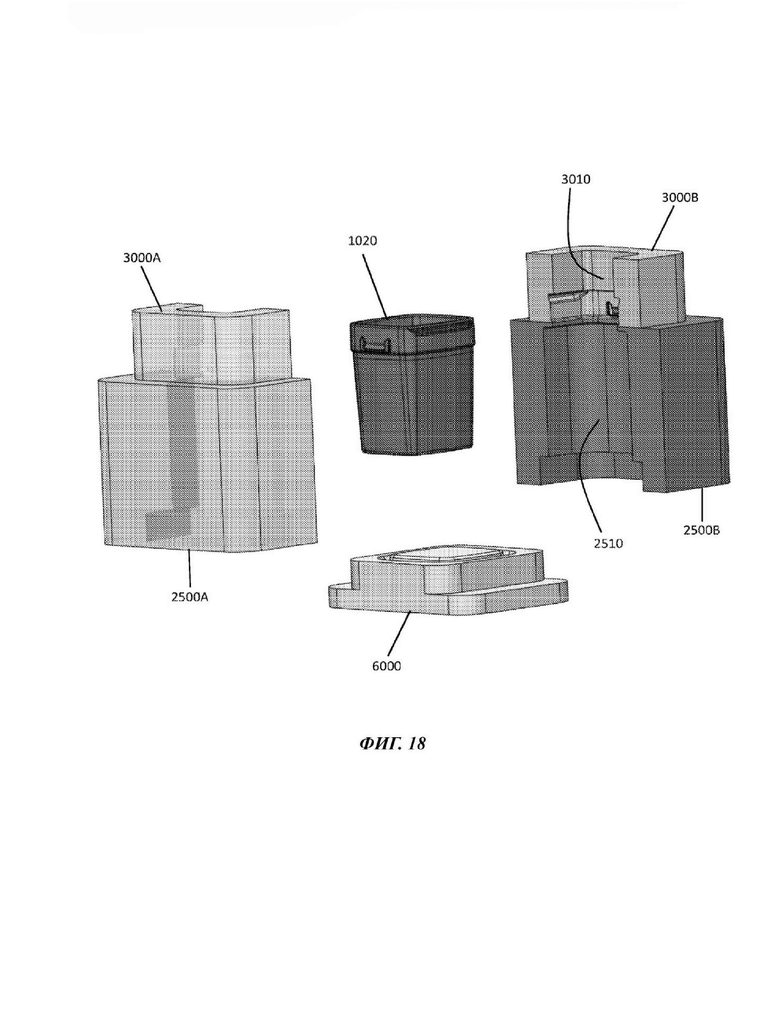
[0053] ФИГ. 18 - разнесенный покомпонентный вид варианта осуществления заготовки для выдувания, горлового кольца, чистовой формы и днища,
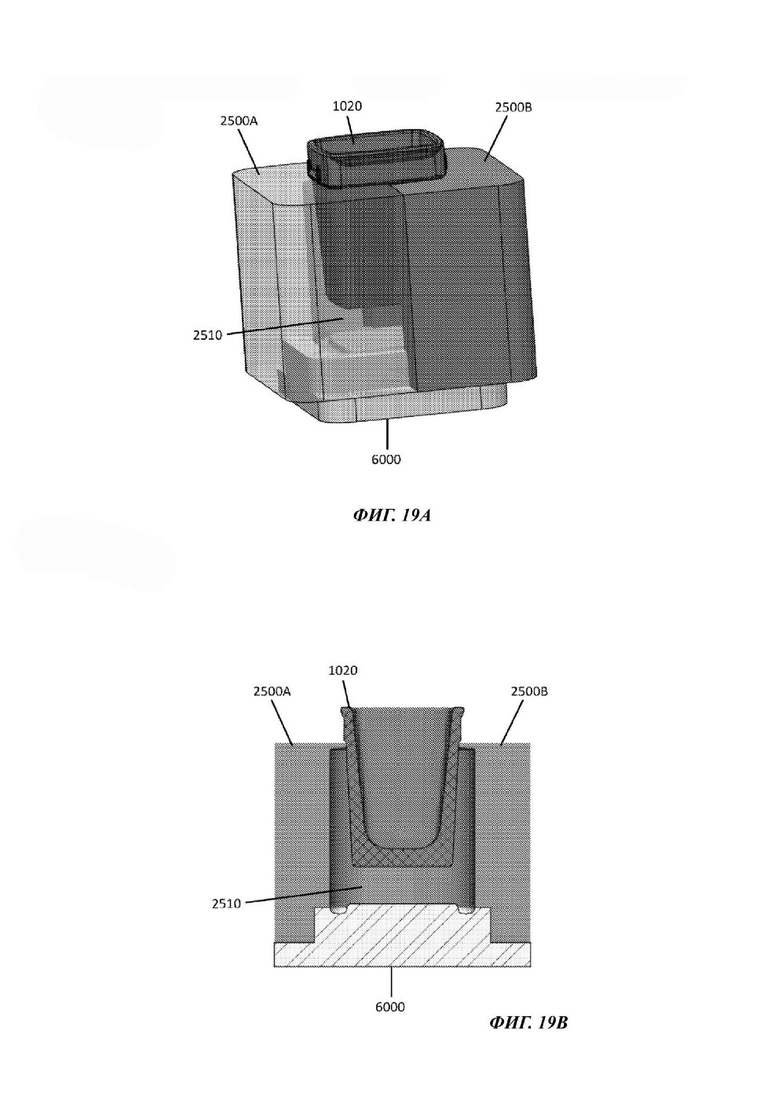
[0054] ФИГ. 19А - вид сбоку в аксонометрии варианта осуществления чистовой формы, заготовки для выдувания и днища,
[0055] ФИГ. 19В - вид в поперечном разрезе варианта осуществления чистовой формы, заготовки для выдувания и днища с ФИГ. 19А,
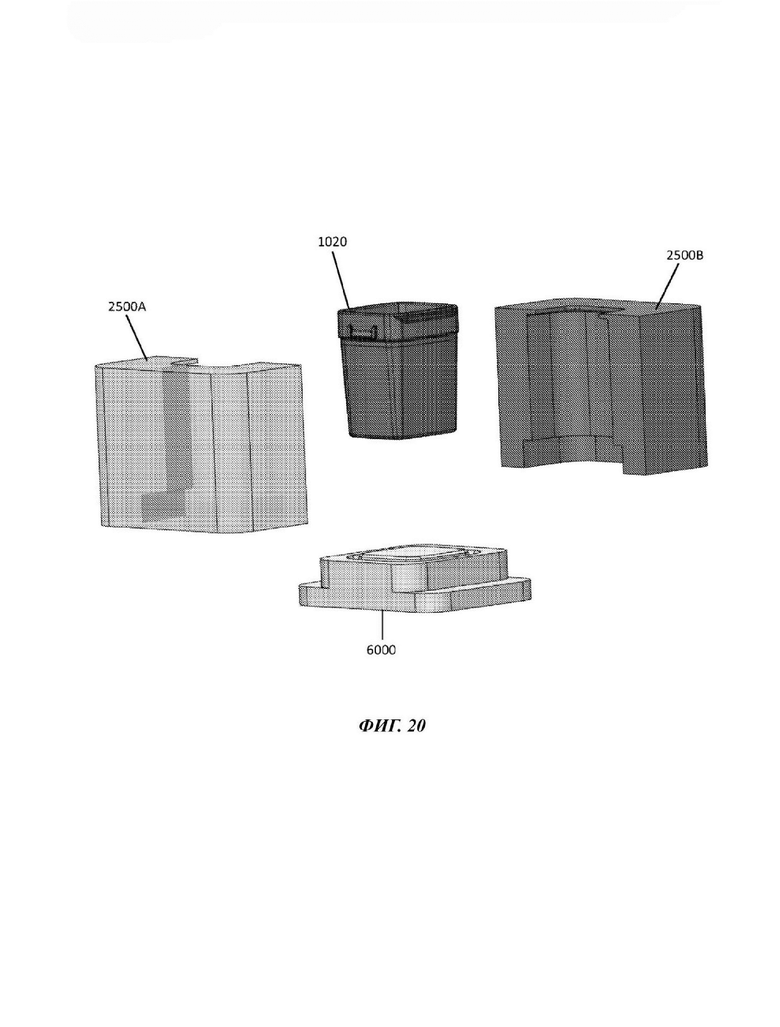
[0056] ФИГ. 20 - разнесенный покомпонентный вид варианта осуществления чистовой формы, заготовки для выдувания и днища,
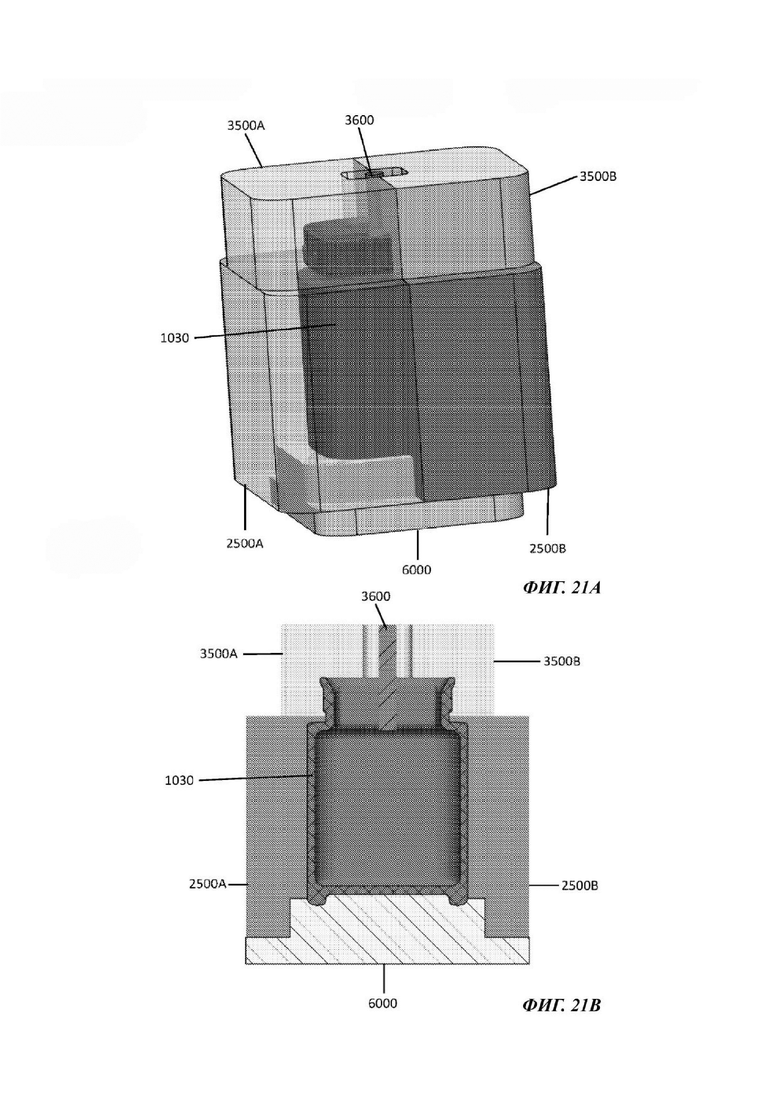
[0057] ФИГ. 21А - вид сбоку в аксонометрии варианта осуществления чистовой формы, дутьевой головки, дутьевой трубки, стеклянного контейнера и днища,
[0058] ФИГ. 21В - вид в поперечном разрезе варианта осуществления чистовой формы, дутьевой головки, дутьевой трубки, стеклянного контейнера и днища с ФИГ. 21А,
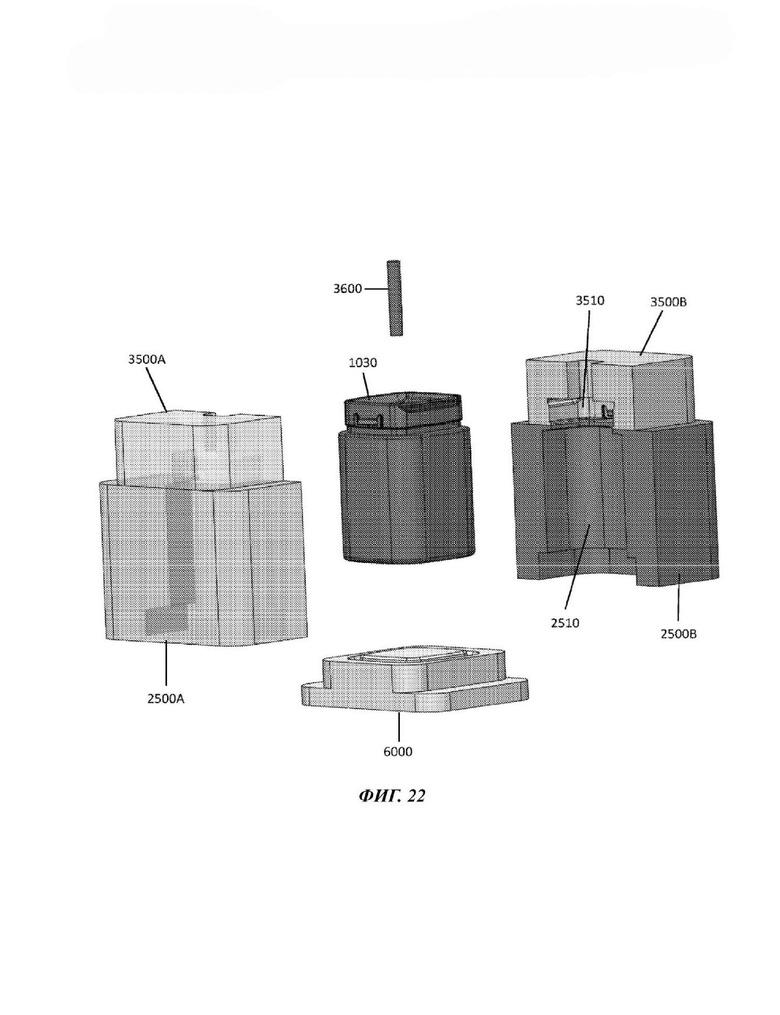
[0059] ФИГ. 22 - разнесенный покомпонентный вид чистовой формы, дутьевой головки, дутьевой трубки, стеклянного контейнера и днища,
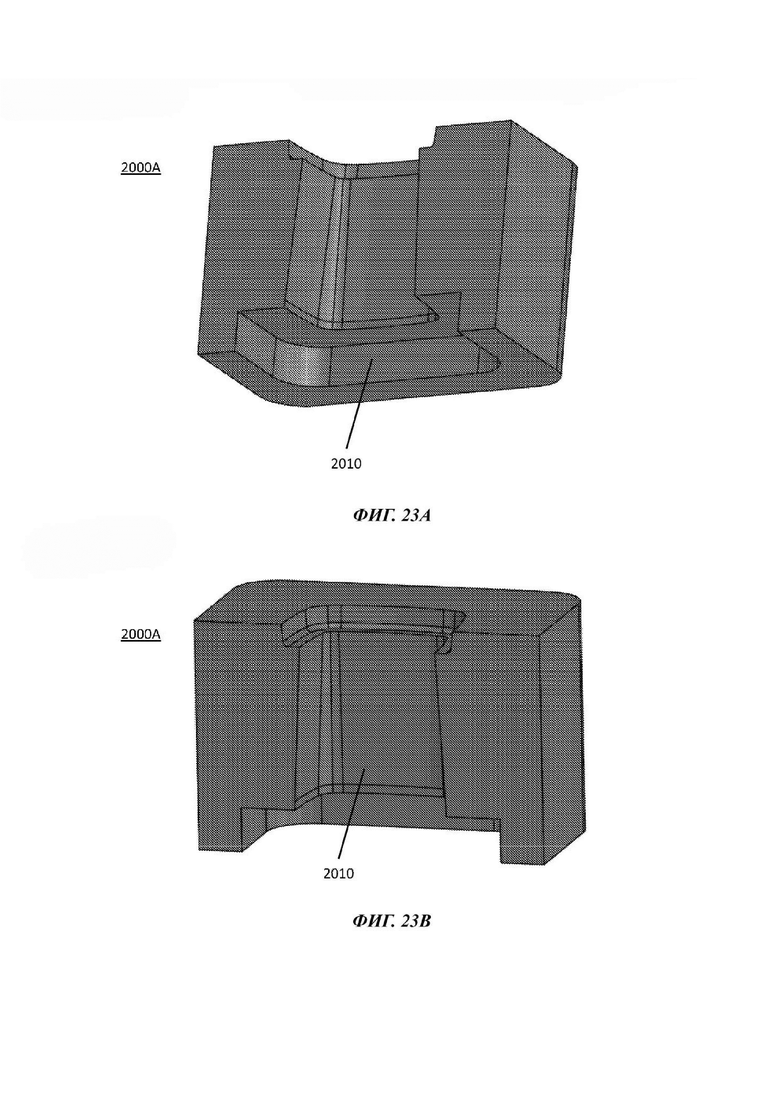
[0060] ФИГ. 23А - вид снизу в аксонометрии варианта осуществления черновой формы,
[0061] ФИГ. 23В - вид сбоку в аксонометрии варианта осуществления черновой формы с ФИГ. 23А,
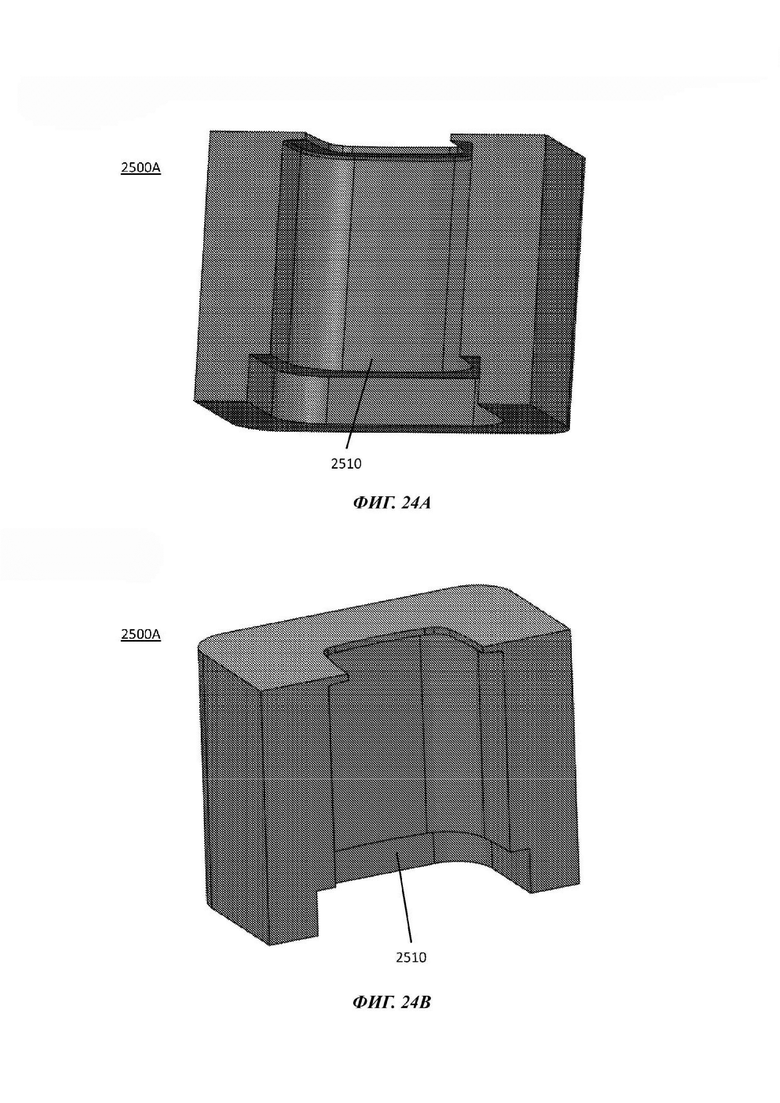
[0062] ФИГ. 24А - вид сбоку в аксонометрии варианта осуществления чистовой формы,
[0063] ФИГ. 24В - другой вид сбоку в аксонометрии варианта осуществления чистовой формы с ФИГ. 24А,
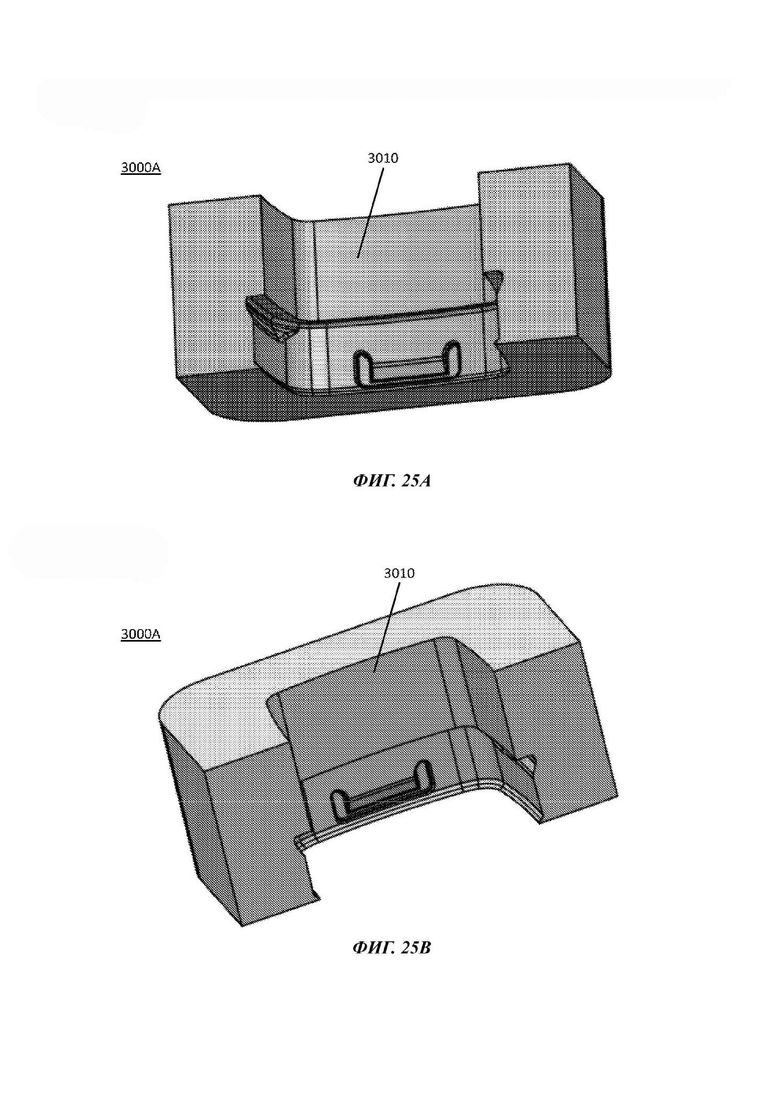
[0064] ФИГ. 25А - вид сбоку в аксонометрии варианта осуществления горлового кольца,
[0065] ФИГ. 25В - другой вид сбоку в аксонометрии варианта осуществления горлового кольца с ФИГ. 25А,
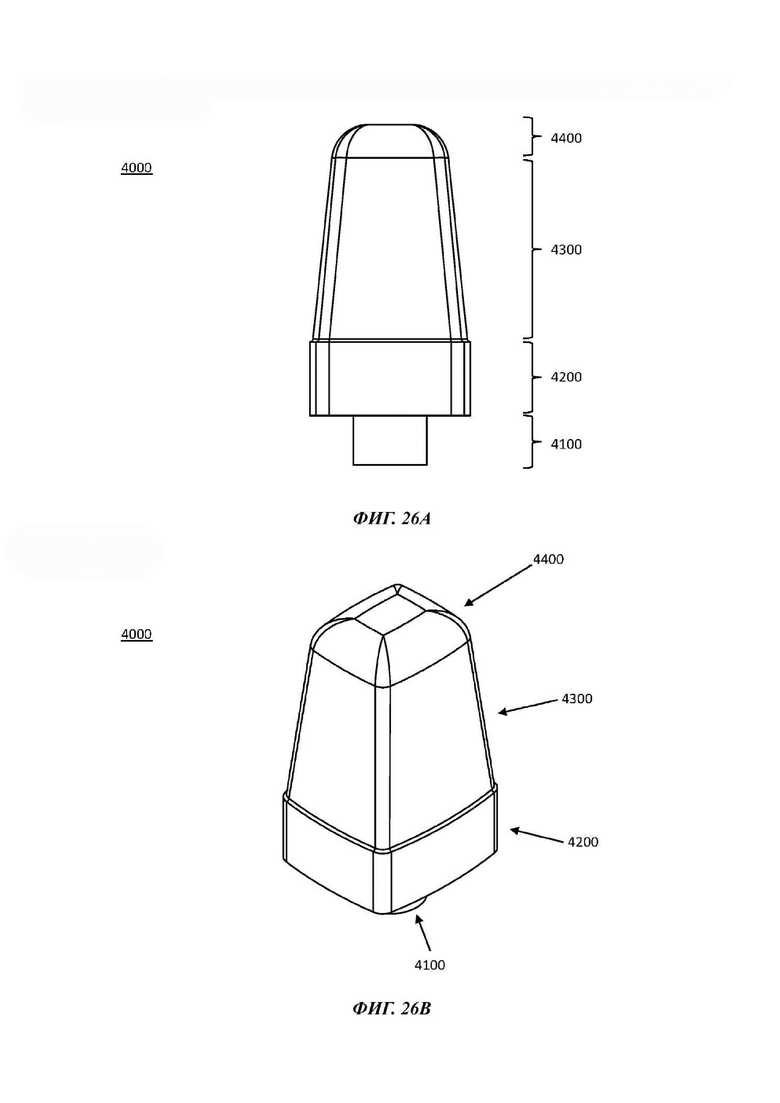
[0066] ФИГ. 26А - вид сбоку варианта осуществления плунжера,
[0067] ФИГ. 26В - вид в аксонометрии варианта осуществления плунжера с ФИГ. 26А,
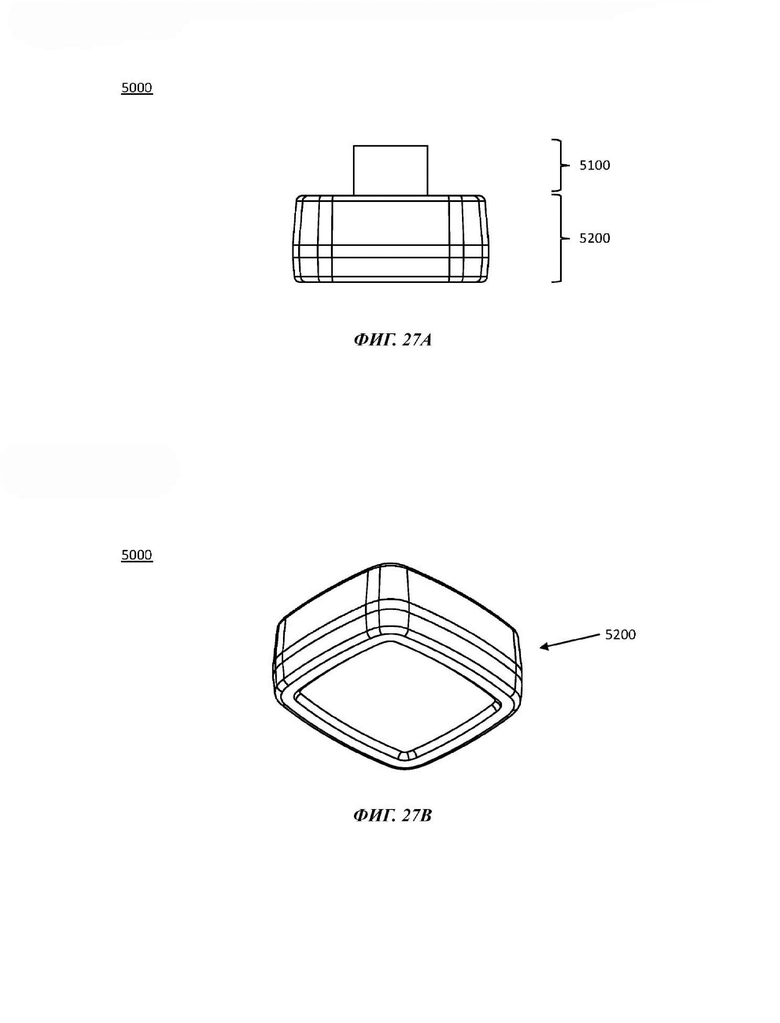
[0068] ФИГ. 27А - вид сбоку варианта осуществления пробки,
[0069] ФИГ. 27В - вид в аксонометрии варианта осуществления пробки с ФИГ. 26В,
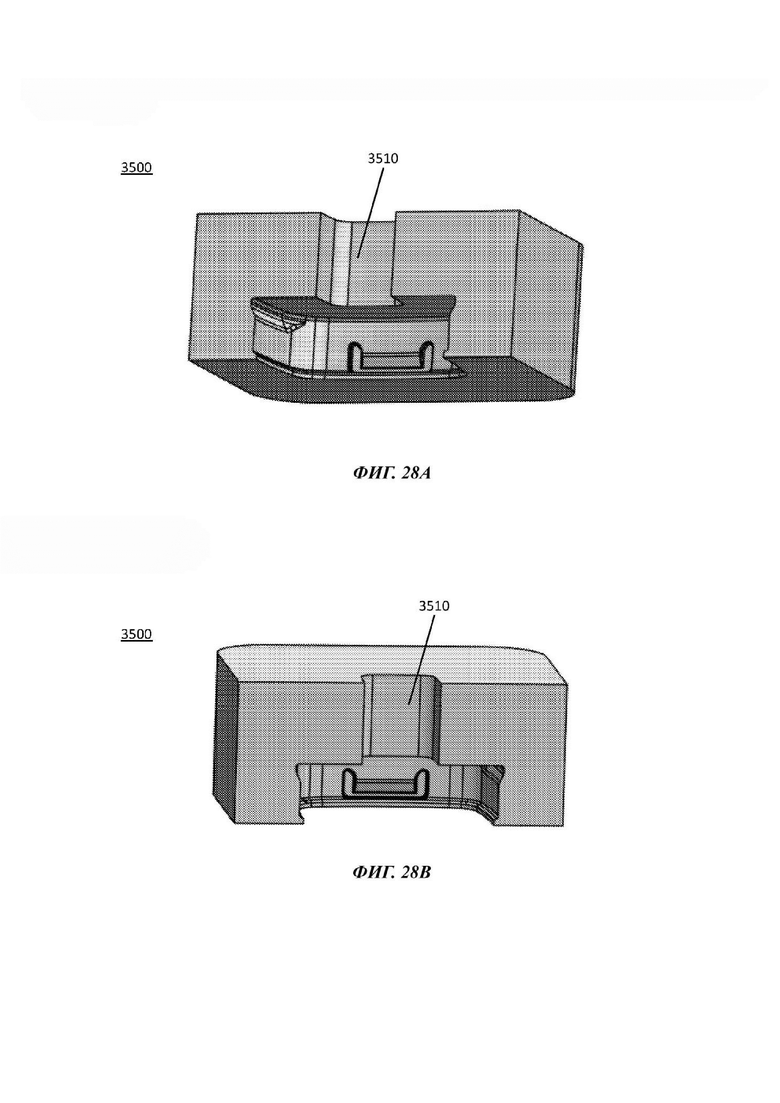
[0070] ФИГ. 28А - вид сбоку в аксонометрии варианта осуществления дутьевой головки,
[0071] ФИГ. 28В - другой вид сбоку в аксонометрии варианта осуществления дутьевой головки с ФИГ. 28А,
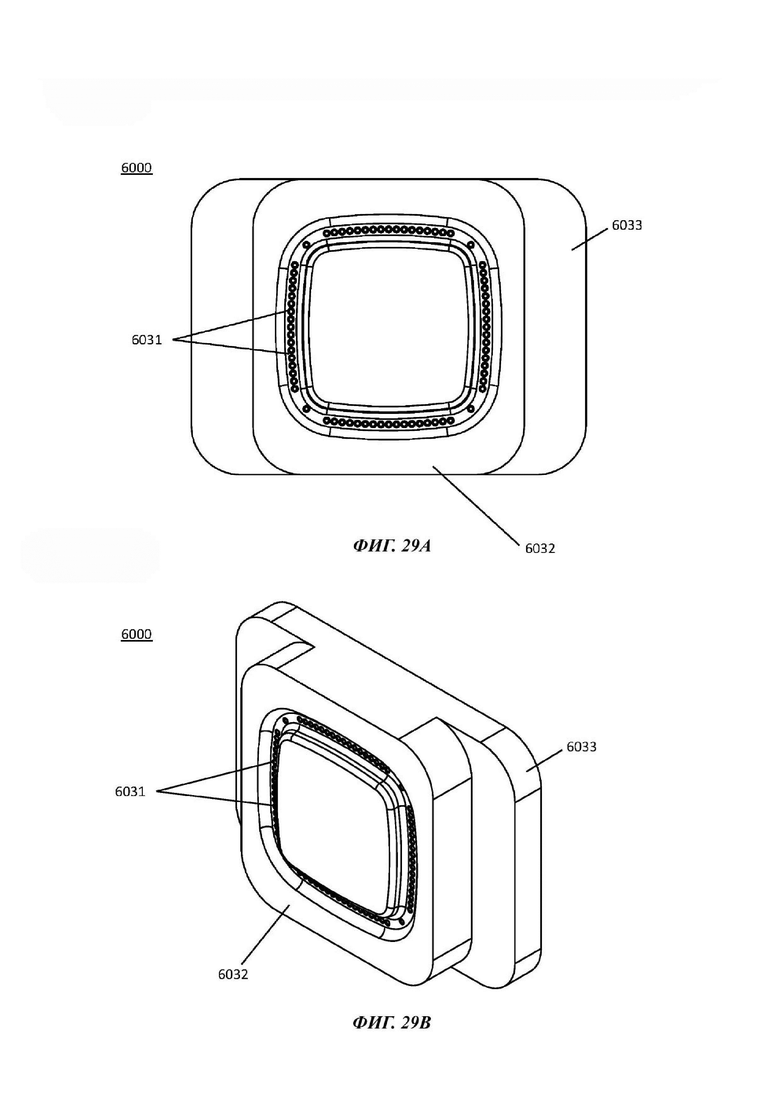
[0072] ФИГ. 29А - вид сверху варианта осуществления днища,
[0073] ФИГ. 29В - вид в аксонометрии варианта осуществления днища с ФИГ. 29А,
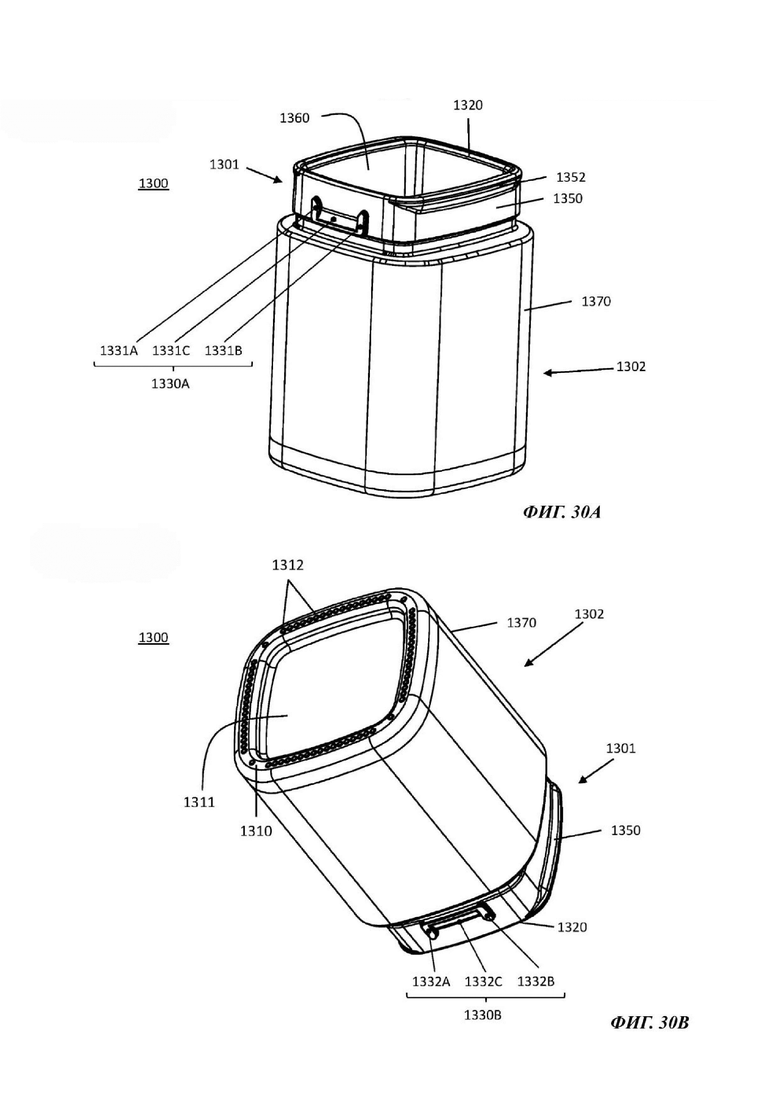
[0074] ФИГ. 30А - вид сверху в аксонометрии варианта осуществления стеклянного контейнера,
[0075] ФИГ. 30В - вид снизу в аксонометрии варианта осуществления стеклянного контейнера с ФИГ. 30А,
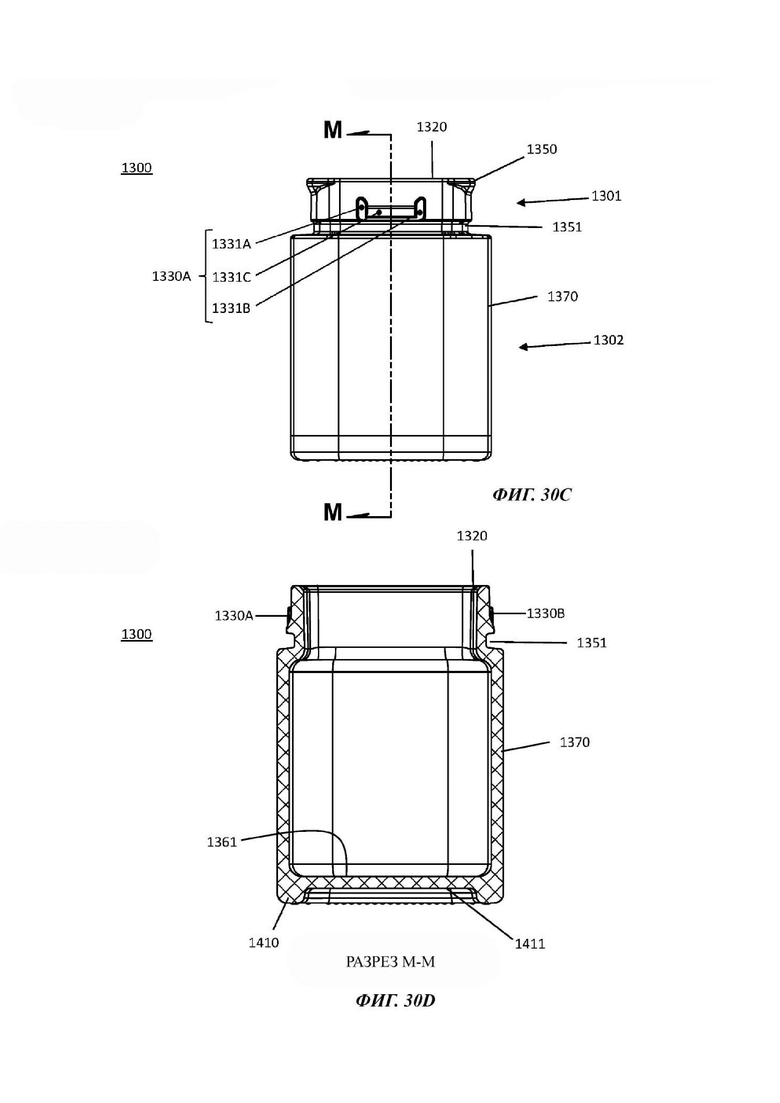
[0076] ФИГ. 30С - вид сбоку варианта осуществления стеклянного контейнера с ФИГ. 30А,
[0077] ФИГ. 30D - вид в поперечном разрезе (разрез М-М) варианта осуществления стеклянного контейнера с ФИГ. 30С.
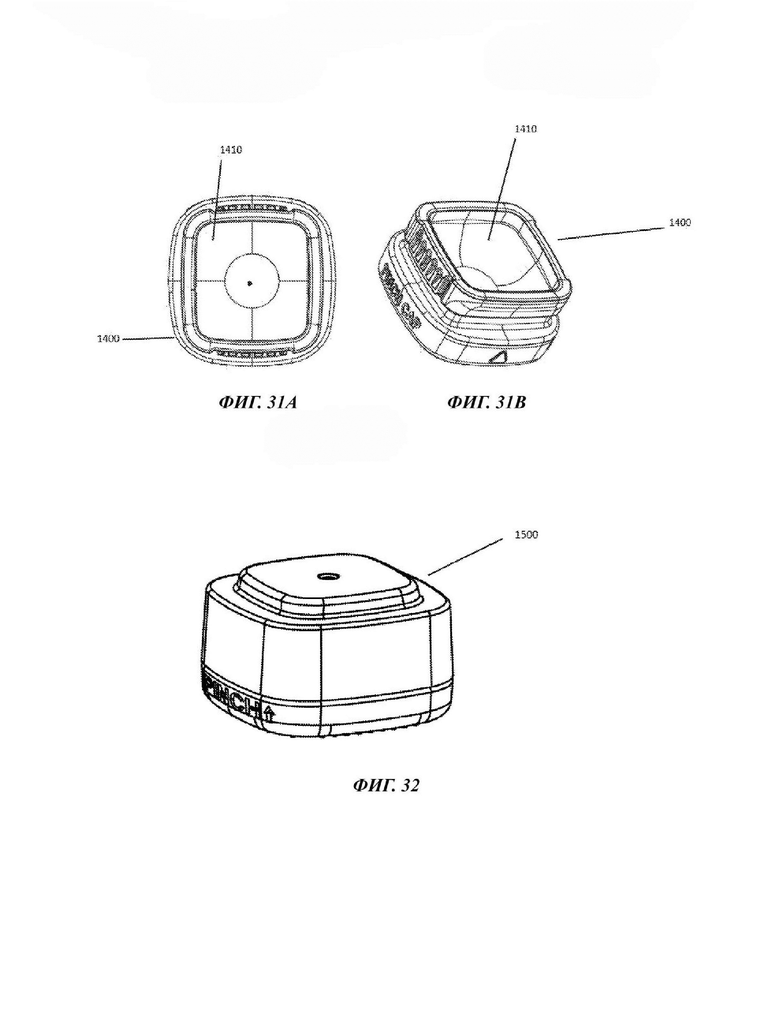
[0078] ФИГ. 31 - предпочтительный вариант осуществления стеклянного основания контейнера (включает вид сверху на ФИГ. 31А и вид сверху в аксонометрии на ФИГ. 31В),
[0079] ФИГ. 32 - пример варианта осуществления крышки, которая может сопрягаться с основанием контейнера.
Осуществление изобретения
[0080] Настоящее изобретение относится к компонентам и способам изготовления стеклянных контейнеров. Другие аспекты настоящего изобретения включают в себя компоненты и способы изготовления элементов на стеклянных контейнерах, которые обеспечивают или позволяют осуществлять защиту от открытия детьми (например, для создания защиты от открытия детьми и для хранения или содержания материала). Указанные компоненты и способы являются более понятными из следующего подробного описания изобретения. При этом для специалистов в данной области техники очевидна возможность внесения различных видоизменений без отклонения от объема изобретения.
[0081] Используемые в описании и прилагаемой формуле изобретения термины в единственном числе включают в себя также их множественное число, если контекст однозначно не указывает иного. Так, например, ссылка на "элемент" включает в себя два или более элементов.
[0082] Диапазоны в данном описании могут быть выражены от одного конкретного значения и/или до другого конкретного значения. Когда указывается такой диапазон, другой аспект включает в себя диапазон от одного конкретного значения и/или до другого конкретного значения. Аналогично этому, если значения выражены в виде приближений при помощи предшествующего указания "примерно", следует понимать, что конкретное значение образует другой аспект. Следует также понимать, что конечные точки каждого диапазона являются важными, как в отношении другой конечной точки, так и независимо от другой конечной точки. Кроме того, следует понимать, что существует ряд значений, раскрытых в данном описании, при этом в дополнение к самому значению также раскрыто каждое значение "приблизительно" это конкретное значение. Например, если раскрыто значение "10", то также раскрыто "приблизительно 10". При этом подразумевается, что каждая единица между двумя конкретными единицами также раскрыта. Например, если раскрыты 10 и 15, то также раскрытыми являются 11, 12, 13 и 14.
[0083] Термины "приблизительно" и "примерно или приблизительно" означают, что рассматриваемое количество или значение может представлять собой величину, обозначающую некоторую другую величину, приблизительно или примерно такую же. Как правило, при использовании в данном описании подразумевается, что это - номинальная величина, указанная с отклонением ±10%, если однозначно не указано или не предполагается иного. Этот термин предназначен для передачи того, что аналогичные значения способствуют получению эквивалентных результатов или эффектов, указанных в формуле изобретения. Таким образом, подразумевается, что количества, размеры, составы, параметры и другие величины и характеристики не являются и не обязательно должны быть точными, но могут быть приблизительными и/или большими или меньшими по мере необходимости, отражая допуски, коэффициенты преобразования, округление, погрешность измерения и т.п., а также другие факторы, известные специалистам в данной области техники. В целом, величина, размер, состав, параметр или другое количество или характеристика являются "примерными" или "приблизительными", независимо от того, указано ли это явно или нет. Подразумевается, что если указание "приблизительно" используется перед количественным значением, параметр также включает в себя конкретное количественное значение, если специально не указано иного.
[0084] Термины "первый", "второй", "первая часть", "вторая часть" и т.п., при использовании в данном описании не означают какого-либо порядка количества или важности и используются для того, чтобы отличать один элемент от другого, если специально не указано иного.
[0085] Используемые в данном описании термины "опциональный" или "опционально" означают, что следующее за ними событие или обстоятельство может произойти или не произойти, и что описание включает случаи, когда указанное событие или обстоятельство происходит и не происходит. Так, например, фраза "опционально прикрепленный к поверхности" означает, что соответствующий элемент может быть прикреплен или не прикреплен к поверхности.
[0086] Кроме того, следует понимать, что если однозначно не указано иного, ни в каком случае не предполагается, что какой-либо способ, изложенный в настоящем описании, может быть истолкован как требующий, чтобы его этапы выполнялись в определенном порядке. Соответственно, если заявленный способ фактически не указывает порядка, в котором должны следовать его этапы, или, если иным образом в формуле изобретения или в описании нет конкретного указания о том, что эти этапы должны быть ограничены определенным порядком, ни в каком случае не предполагается, что какой-либо порядок будет принят в каком-либо отношении. Это является справедливым для любых возможных неявных оснований для интерпретации, включая логический подход к определению последовательности этапов или технологических операций, общепринятое значение, выведенное на основании грамматической конструкции или пунктуации, и ряд или тип аспектов, раскрытых в описании.
[0087] Следует также понимать, что компоненты, машины и материалы для изготовления стеклоизделий, раскрытые в данном описании, выполняют определенные функции. В данном описании раскрыты определенные конструктивные требования, необходимые для выполнения соответствующих функций, при этом следует понимать, что существует многообразие конструкций, способных выполнять одну и ту же функцию, которые относятся к раскрытым конструкциям, и что эти конструкции обычно обеспечивают получение одного и того же результата.
[0088] Компоненты и способы, представленные в данном описании, являются частью процесса изготовления стеклоизделий. Варианты осуществления стеклянных контейнеров, изготавливаемых с применением этих процессов, содержат удерживающие элементы, расположенные на горловине контейнера. Варианты осуществления удерживающих элементов включают в себя элементы защиты от открытия детьми. Варианты осуществления стеклянных контейнеров, изготавливаемых с применением этих процессов, являются также модульными (например, штабелируемыми). Варианты осуществления стеклянных контейнеров, изготавливаемых с применением этих процессов, имеют, как правило, квадратную форму. Раскрытые стеклянные контейнеры обеспечивают усовершенствованную упаковку и хранение веществ или материалов в контролируемой среде, обеспечивая, например, воздухонепроницаемую, непроницаемую для жидкости, водонепроницаемую среду, среду с контролируемой влажностью или освещенностью, антистатическую среду или их комбинации. В этом процессе может быть использовано множество материалов, в частности, стекло (например, любой некристаллический аморфный твердый материал) и другие стеклоподобные материалы (например, фарфор и термопласты).
[0089] Существует два основных способа изготовления и массового производства стеклянных контейнеров: выдувное формование и прессовыдувное формование. В некоторых случаях компоненты и способы, представленные в данном описании, относятся к процессу прессовыдувного формования стеклоизделий. Стеклоизделия изготавливаются также во время одной операции, например, только прессования или только выдувания. В любом из этих способов расплавленная стекломасса поступает из печи в питатель, откуда она выталкивается через трубку. Когда стекломасса выходит из трубки, она разрезается для получения комков стекломассы, называемых каплями (например, капля 100 на ФИГ. 1). Капля имеет предварительно заданный размер и вес, достаточные для изготовления и формования контейнера.
[0090] Процессы, как выдувного, так и прессовыдувного формования включают в себя "черновую сторону" где капля получает частично готовую форму, известную как заготовка для выдувания, и "чистовую сторону", где создается окончательная форма контейнера. В начале изготовления контейнер получается расположенным вверх дном и захватывается горловым кольцом, которое позволяет переворачивать заготовку для выдувания при перемещении ее с черновой стороны на чистовую сторону.
[0091] В процессе изготовления только прессованием или только выдуванием капле придается вся полная форма во время одной операции. Не требуется каких-либо дополнительных операций (например, дополнительного выдувания), чтобы получить требуемую окончательную форму стеклянного контейнера.
[0092] В процессе прессовыдувного формования капля направляется в черновую форму, две половины которой закрываются и скрепляются, а затем уплотняются пробкой, устанавливаемой на открытом верхнем конце черновой формы. Из капли при помощи плунжера формуется заготовка для выдувания, например, при помощи плунжера 400 с ФИГ. 1, который выдавливает расплавленную стекломассу, чтобы заполнить черновую форму и пробку. Затем пробка удаляется, черновая форма открывается, перевернутая заготовка для выдувания при помощи горловых колец перемещается в нормальное вертикальное положение и помещается в чистовую форму, две половины которой закрываются. После этого заготовка выдувается (например, сжатым воздухом) в чистовой форме для получения окончательной формы стеклянного контейнера.
[0093] В процессе выдувного формования используется сжатый воздух для формования из капли заготовки для выдувания, при этом образуется готовая горловина и капле придается равномерная форма. Затем заготовка для выдувания передается в чистовую форму, где используется сжатый воздух для выдувания контейнера в его конечной форме.
[0094] СС машина или "секционная стеклоформующая машина" предназначена для обеспечения эффективного производства стеклянных контейнеров, при этом операторы могут отключать одну или более секцию для проведения ремонтных работ без остановки эксплуатации других секций. Одна или более капель подаются в СС машину и формуются для получения контейнеров в результате технологического процесса управления формой и охлаждением стекломассы.
[0095] Производительность при производстве контейнеров составляет примерно от 10 штук в минуту до примерно 1000 штук в минуту. Факторы, которые определяют скорость производства, включают в себя характеристики оборудования, а также размер и форму контейнера. При этом производительность изготовления может составлять примерно 10, 25, 50, 75, 100, 125, 150, 175, 200, 225, 250, 300, 350, 400, 450, 500, 600, 700, 800, 900, 1000 или более штук в минуту.
[0096] В некоторых аспектах контейнеры изготавливаются с производительностью примерно от 10 до примерно 1000 в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно от 50 до примерно 900 штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 100 до примерно 500 штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 100 до примерно 250 штук в минуту.
[0097] В некоторых аспектах контейнеры изготавливаются с производительностью примерно 10 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 25 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 50 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 75 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 100 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 200 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 300 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 400 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 500 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 600 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 700 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 800 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 900 или более штук в минуту. В некоторых аспектах контейнеры изготавливаются с производительностью примерно 1000 или более штук в минуту.
[0098] В зависимости от размера, формы и других параметров изготавливаемого стеклянного контейнера его формование осуществляется при помощи однооперационного или двухоперационного процесса (например, прессовыдувного формования или выдувного формования). Например, стеклянные контейнеры относительно малого размера формуются при помощи однооперационного процесса, во время которого капля стекломассы прессуется для придания ей требуемой формы конечного контейнера. Изготовление стеклянных контейнеров большего размера может требовать дополнительной операции, во время которой промежуточная заготовка, полученная прессованием, затем выдувается для придания ей требуемой формы.
[0099] На ФИГ. 1-10В показан однооперационный процесс изготовления стеклянного контейнера путем прессования, а также различных компонентов СС машины или стеклоформующей машины. Капля 100 стекломассы направляется и подается в полость 210 формы, образованную формой 200, содержащей половины 200А и 200В, и полость 310 горлового кольца, образованную горловым кольцом 300. На нижнем конце предусмотрен плунжер 400, установленный с возможностью перемещения между убранным положением и выдвинутым положением. В убранном положении плунжер 400 выведен из черновой формы 200 и/или горлового кольца 300. Это позволяет загружать каплю 100 в полость 210 формы. В выдвинутом положении плунжер 400 может перемещаться через горловое кольцо 300 в форму 200.
[0100] Капля 100 стекломассы имеет предварительно заданную массу, форму или оба этих параметра. Капля 100 представляет собой дискретный ком, отделенный от потока расплавленной стекломассы и имеющий вес, соответствующий требуемому весу контейнера. Капля 100 может состоять из любого стекла (например, из любого некристаллического аморфного твердого материала), любого стеклоподобного материала (например, фарфора или термопласта), полимерного стекла, стеклокерамического материала, керамического материала или их комбинации. Стекло может представлять собой, например, янтарное стекло, зеленое стекло, опаловое стекло, прозрачное стекло, стекло вторичной обработки, флинтглас, закаленное стекло, силикатное стекло, боросиликатное стекло или другие стекла.
[0101] Форма 200 состоит из двух половин 200А, 200В. Форма 200 содержит полость 210 формы, размеры и конфигурация которой позволяют принимать каплю 100 стекломассы и плунжер 400 при его перемещении из убранного положения в выдвинутое положение. Форма 200 выполнена и предназначена для изготовления по существу квадратного контейнера. Контейнер имеет по существу квадратную или прямоугольную форму поперечного сечения. При этом форма 200 обеспечивает получение требуемой формы корпуса контейнера.
[0102] Горловое кольцо 300 состоит из двух половин 300А, 300В. Горловое кольцо 300 имеет размеры и конфигурацию, которые позволяют установить его непосредственно под формой 200 и совместить с ней. Горловое кольцо 300 содержит полость 310 горлового кольца, размеры и конфигурация которой позволяют принимать каплю 100 стекломассы и плунжер 400 при его перемещении из убранного положения в выдвинутое положение. Горловое кольцо 300 выполнено и предназначено для получения горловины контейнера, имеющей по существу квадратную или прямоугольную форму поперечного сечения. Кроме того, горловое кольцо 300 выполнено и предназначено для получения одного или более удерживающих элементов на горловине контейнера. В некоторых вариантах осуществления один или более удерживающих элементов защиты от открытия детьми сформованы на горловине контейнера. Такие элементы описаны в данном документе и включают в себя элементы защиты от открытия детьми для надежного сопряжения крышки контейнера с горловиной контейнера. В качестве альтернативы на горловине контейнера могут быть предусмотрены другие удерживающие элементы, которые позволяют соединять крышку контейнера с контейнером или устанавливать на контейнер, в частности, на горловину контейнера.
[0103] На ФИГ. 1-2, показана капля 100 стекломассы, загружаемая в полость 210, образованную формой 200. Половины 200А, 200В формы закрываются с зажимом и уплотняются пробкой 500 на открытом верхнем конце формы 200. После того, как капля 100 будет загружена, плунжер 400 начинает перемещаться вверх от открытого нижнего конца горлового кольца 300. Плунжер 400 переходит из убранного положения в выдвинутое положение. Движение плунжера 400 вызывает сжатие и перемещение капли 100 стекломассы наружу для заполнения формы 200, пробки 500 и горлового кольца 300 (см. ФИГ. 4А и 4В). Капля 101 стекломассы (ФИГ. 4А, 4В) под действием перемещающегося плунжера 400 по существу принимает форму полости, образованной формой 200, горловым кольцом 300 и пробкой 500. Плунжер 400 продолжает перемещаться в выдвинутое положение и сжимает стекломассу 101, формуя стеклянный контейнер 110 (ФИГ. 6А, 6В).
[0104] Размер и форма компонентов для изготовления стеклоизделий (например, пробки, формы, горлового кольца и плунжера) определяют конфигурацию требуемого стеклянного контейнера. Обычно контейнеры по существу квадратной формы изготавливаются с использованием компонентов описанных в данном документе. При этом любой контейнер многоугольной формы также может быть изготовлен, как описано в данном документе. Контейнер в общем случае может иметь, например, форму квадрата, прямоугольника, ромба, четырехугольника или параллелограмма. В некоторых аспектах контейнер является по существу квадратным, квадратным и/или квадратным с закругленными кромками. Боковые стороны контейнера могут быть плоскими или по существу плоскими, в частности, немного вогнутыми или выпуклыми. При этом компоненты для изготовления стеклоизделий, описанные в данном документе, имеют геометрические параметры, который позволяют изготавливать контейнеры многоугольной формы.
[0105] Как показано на ФИГ. 7А и 7В, горловое кольцо 300 содержит половины 300А и 300В, которые формируют и определяют полость 310 горлового кольца. В некоторых аспектах полость 310 горлового кольца имеет форму, образующую в процессе изготовления один или более элементов защиты от открытия детьми на стеклянном контейнере (т.е. на горловине стеклянного контейнера). Такие элементы защиты от открытия детьми описываются и иллюстрируются в данном документе. В одном варианте осуществления элемент защиты от открытия детьми формуется на противоположных боковых сторонах стеклянного контейнера. В другом варианте осуществления элемент защиты от открытия детьми формуется на одной, двух, трех или более сторонах горловины стеклянного контейнера. Элемент защиты от открытия детьми включает в себя механизм, предусмотренный на основании для сопряжения крышки контейнера с основанием контейнера с целью обеспечения контейнера защитой от открытия детьми. В других аспектах полость горлового кольца обеспечивает формование элемента, удерживающего крышку, в частности, резьбы, направляющих, бортиков, выступов и т.п.
[0106] Защита от открытия детьми представляет собой сцепление основания контейнера с крышкой контейнера, чтобы затруднить и/или предотвратить доступ детей к внутренней части контейнера. Как показано и описано в данном документе, одно или более устройств сцепления с крышкой являются частью основания контейнера и могут быть расположены на горловине основания контейнера. Устройство сцепления с крышкой состоит из пары наклонных площадок и ребра. Устройство сцепления с крышкой имеет U-образную или Н-образную форму или иную конфигурацию. Наклонные площадки проходят от открытого конца крышки или вблизи него до переходной горловины или нижней/опорной части основания контейнера. Ребро сформовано между двумя наклонными площадками. Наклонные площадки и ребро обеспечивают направление перемещения и совмещение крышки контейнера, а также ее плотное соединение с основанием контейнера. Устройство сцепления с крышкой предотвращает легкий подъем крышки контейнера с основания контейнера или ее неправильное удаление. Обычно устройство сцепления с крышкой расположено на двух противоположных боковых сторонах основания контейнера. Однако возможны и другие конфигурации устройств сцепления с крышкой, в частности, 1, 3 или 4 устройства на основании контейнера.
[0107] Как показано на ФИГ. 8А и 8В, плунжер 400 имеет шток 410, нижнюю часть 420 и верхнюю часть 430. Верхняя часть 430 имеет форму и размеры, которые позволяют выжимать расплавленную стекломассу, чтобы заполнять черновую форму, пробку и горловое кольцо. Плунжер 400 оказывает давление на стекломассу, по существу формуя полость основания контейнера (например, контейнера 110). Нижняя часть 420 имеет по существу прямоугольную форму поперечного сечения и обычно является квадратной с закругленными углами. Нижняя часть 420 проходит к верхней части 430. Верхняя часть 430 имеет небольшую конусность к концу плунжера 400. Полость основания контейнера, формуемая плунжером 400, по существу коррелирует с объемом верхней части 430. При помощи компонентов и способов, описанных в данном документе, изготавливаются по существу квадратные геометрические формы, однако, могут также изготавливаться многогранники, призмы и другие соответствующие трехмерные геометрические формы.
[0108] Как показано на ФИГ. 9А и 9В, после того, как капля стекломассы будет загружена в полость черновой формы, открытый верхний конец черновой формы закрывается пробкой 500. Пробка 500 имеет шток 510, корпус 520 и ножку 530. Ножка 530 имеет наклонную площадку 532 и нижний конец 533. На ножке 530 содержится множество углублений 532, которые расположены по периметру ножки 530 и образуют точечные выступы на поверхности основания контейнера. В комбинации с плунжером, формой и горловым кольцом пробка 500 помогает формовать требуемый стеклянный контейнер и обеспечивает шероховатость нижней поверхности стеклянного контейнера. В некоторых вариантах осуществления газ, в частности, сжатый воздух, дополнительно подается со стороны пробки, чтобы толкать каплю стекломассы вниз, когда плунжер перемещается в верхнем направлении. Противодействие плунжера и сжатого воздуха способствует равномерному распределению капли стекломассы в черновой форме и горловом кольце.
[0109] На ФИГ. 10А и 10В показана форма 200, содержащая половины 200А и 200В. Форма 200 образует полость черновой формы 210, размеры и конфигурация которой позволяют вводить каплю стекломассы. Форма 200 имеет открытый нижний конец для приема горлового кольца (например, горлового кольца 300), при этом форма 200 и горловое кольцо 300 установлены по существу заподлицо. Форма 200 имеет открытый верхний конец. Во время изготовления стеклоизделия этот открытый верхний конец запечатывается пробкой.
[0110] ФИГ. 11-30D иллюстрируют компоненты СС машины и другой способ (т.е. прессовыдувное формование) изготовления стеклянных контейнеров. В процессе прессовыдувного формования капля 1000 направляется в черновую форму 2000, содержащую две половины 2000А, 2000В, которые закрываются с зажимом, а затем уплотняются пробкой 5000 на открытом верхнем конце черновой формы. Из капли 1000 формуется заготовка 1020 для выдувания при помощи плунжера 4000, который сжимает расплавленную стекломассу 1000, 1010, чтобы заполнить черновую форму 2000 и пробку 5000. Затем пробка 5000 удаляется, черновая форма 2000 открывается, перевернутая вверх дном заготовка 1020 для выдувания перемещается в нормальное вертикальное положение горловым кольцом 3000 и заключается в чистовую форму 2500 путем закрытия двух половин 2500А, 2500В чистовой формы. После этого заготовка 1020 выдувается (например, сжатым воздухом) в чистовой форме 2500 для получения конечной формы стеклянного контейнера 1030.
[0111] Капля 1000 стекломассы подается в полость 2010 черновой формы и полость 3010 горлового кольца, образованные черновой формой 2000 и горловым кольцом 3000, соответственно. Плунжер 4000 установлен на нижнем конце с возможностью перемещения между убранным положением и выдвинутым положением. В убранном положении плунжер 4000 полностью или частично выведен из черновой формы 2000 и/или горлового кольца 3000. Это позволяет загружать каплю 1000 в полость 2010 черновой формы. В выдвинутом положении плунжер 4000 может проходить и устанавливаться в горловом кольце 3000 и/или в черновой форме 2000.
[0112] Капля 1000 стекломассы имеет предварительно заданную массу, форму или оба этих параметра. Капля 1000 представляет собой дискретный ком, который отделен от потока расплавленной стекломассы и имеет вес, соответствующий весу требуемого контейнера. Капля 1000 состоит из любого стекла (например, из любого некристаллического аморфного твердого материала), любого стеклоподобного материала (например, фарфора или термопласта), полимерного стекла, стеклокерамического материала, керамического материала или их комбинации. Стекло может представлять собой, например, янтарное стекло, зеленое стекло, опаловое стекло, прозрачное стекло, стекло вторичной обработки, флинтглас, закаленное стекло, силикатное стекло, боросиликатное стекло или другие стекла.
[0113] Черновая форма 2000 состоит из двух половин 2000А, 2000В. Черновая форма 2000 содержит полость 2100 черновой формы, размеры и конфигурация которой позволяют принимать каплю 1000 стекломассы и плунжер 4000 при его перемещении из убранного положения в выдвинутое положение. Черновая форма 2000 помогает формовать заготовку для выдувания из капли 1000 стекломассы (см. ФИГ. 15А, 15В и 16).
[0102] Горловое кольцо 3000 состоит из двух половин 3000А, 3000В (см. ФИГ. 25А-25В). Горловое кольцо 3000 имеет размеры и конфигурацию, которые позволяют установить его непосредственно под формой 2000 и совместить с ней. Горловое кольцо 300 содержит полость 3100 горлового кольца, размеры и конфигурация которой позволяют принимать каплю 1000 стекломассы и плунжер 4000 при его перемещении из убранного положения в выдвинутое положение.
[0115] Горловое кольцо 3000 обеспечивает формование горловины на капле стекломассы, в частности, элементов защиты от открытия детьми, резьбы, выступов, выгибов и других аналогичных элементов. Горловое кольцо 3000 состоит из половин 3000А и 3000В, который соединяются и образуют полость 3010 горлового кольца. В некоторых аспектах полость горлового кольца имеет форму, которая в процессе изготовления позволяет получать на стеклянном контейнере один или более удерживающих элементов. В некоторых аспектах удерживающий элемент включает в себя элементы защиты от открытия детьми, образованные на стеклянном контейнере (т.е. на горловине контейнера). Такие элементы защиты от открытия детьми описываются и иллюстрируются в данном документе. Так, например, элемент защиты от открытия детьми может быть сформован на противоположных боковых сторонах стеклянного контейнера. В другом примере элемент защиты от открытия детьми формуется на одной, двух, трех, четырех, пяти, шести, семи восьми или более боковых сторонах стеклянного контейнера. Элемент защиты от открытия детьми представляет собой устройство, которое расположено на основании и служит для сопряжения крышки контейнера с основанием контейнера, обеспечивая контейнер защитой от открытия детьми. В других аспектах полость горлового кольца имеет форму, которая позволяет получать какой-либо тип элемента, удерживающего крышку, в частности, резьбы, направляющих и т.п.
[0116] Капля 1000 стекломассы загружается в полость 2010 черновой формы. Пробка 5000 устанавливается сверху и уплотняет черновую форму 2000, закрывая полость 2010 черновой формы. После того, как капля 1000 будет загружена, плунжер 4000 начинает перемещаться вверх из убранного положения в выдвинутое положение. В результате перемещения плунжера 4000 капля 1000 стекломассы сжимается и вытесняется к внутренним стенкам черновой формы 2000 и к горловому кольцу 3000 (см. ФИГ. 13А и 13В). В некоторых аспектах газ (например, сжатый воздух) может подаваться через пробку 5000, чтобы способствовать формованию заготовки 1020 для выдувания. Капля 1010 стекломассы (ФИГ. 13А и 13В) под действием перемещения плунжера 4000 по существу принимает форму полости 2010, 3010, образованной черновой формой 2000, горловым кольцом 3000, пробкой 5000 и в некоторых вариантах осуществления - сжатым воздухом, поступающим со стороны пробки. Плунжер 4000 продолжает перемещение через горловое кольцо 3000 в черновую форму 2000. В выдвинутом положении плунжер сжимает каплю 1010 стекломассы, образуя заготовку 1020 для выдувания (ФИГ. 15А, 15В). Заготовка 1020 для выдувания представляет собой частично сформованное основание контейнера с определенными, в принципе, геометрическими параметрами, в частности, с закругленными углами.
[0117] После окончания формования заготовки 1020 для выдувания, как показано на ФИГ. 17А и 17В, пробка 5000 удаляется с черновой формы 2000. Черновая форма 2000 открывается, и заготовка 1020 для выдувания переносится на чистовую сторону. Чистовая форма 3500 перемещается вокруг заготовки 1020 для выдувания. Чистовая форма 3500 расположена между днищем 6000 и горловым кольцом 3000. Как показано на ФИГ. 18А и 18В, горловое кольцо 3000 открывается, и в чистовую форму 2500 вводится дутьевая головка 3500. Дутьевая головка 3500 используется для направления в заготовку 1020 газа (например, сжатого воздуха), который расширяет и формует заготовку 1020 в соответствии с внутренними стенками чистовой формы 2500. В некоторых вариантах осуществления может быть добавлена дутьевая трубка 3600, используемая для направления в заготовку 1020 газа (например, сжатого воздуха), который расширяет и формует заготовку 1020 в соответствии с внутренними стенками чистовой формы 2500. Контейнер 1030 формуется во время конечной операции выдувания.
[0118] Как показано на ФИГ. 23А и 23В, черновая форма 2000 содержит две половины 2000А и 2000В. Черновая форма 2000 образует полость 2010 черновой формы, размеры и конфигурация которой позволяют вводить каплю стекломассы. Черновая форма 2000 также образует полость для установки горлового кольца (например, горлового кольца 3000), при этом черновая форма 2000 и горловое кольцо 3000 расположены по существу заподлицо.
[0119] Как показано на ФИГ. 24А и 24В, чистовая форма 2500 содержит две половины 2500А и 2500В. Чистовая форма 2500 образует полость чистовой формы, размеры и конфигурация которой позволяют принимать заготовку для выдувания и формовать конечный контейнер. Чистовая форма 2500 выполнена с возможностью ввода горлового кольца и дутьевой головки во время изготовления стеклоизделия.
[0120] Как показано на ФИГ. 26А и 26В, плунжер 4000 имеет шток 4100, нижнюю часть 4200, среднюю часть 4300 и верхнюю часть 4400. Средняя часть 4300 и верхняя часть 4400 имеют форму и размеры, которые по существу позволяют формовать полость заготовки для выдувания (например, заготовки 1020 для выдувания). Нижняя часть 4200 имеет по существу прямоугольную форму поперечного сечения и обычно является квадратной с закругленными углами. Нижняя часть 4200 проходит до средней части 4300, которая переходит в верхнюю часть 4400. Верхняя часть 4400 имеет конусность к концу плунжера 4000. Заготовка для выдувания, формуемая плунжером 4000, по существу коррелирует с размером и формой плунжера 4000. При помощи компонентов и способов, описанных в данном документе, изготавливаются по существу квадратные геометрические формы, однако, могут также изготавливаться многогранники, призмы и другие соответствующие трехмерные геометрические формы.
[0121] Плунжеры, используемые для процесса прессовыдувного формования, могут иметь другие геометрические формы, которые, однако, позволяют изготавливать стеклянные контейнеры, описанные в данном документе. На операции прессования для формования заготовки для выдувания могут быть использованы по существу круглая, круглая (например, цилиндрическая), овальная и другие не многоугольные формы плунжеров. На конечной операции выдувания заготовке придается требуемая форма.
[0122] Как показано на ФИГ. 27А и 27В, пробка 5000 устанавливается на верхнюю часть черновой формы после того, как капля стекломассы будет загружена в полость черновой формы. Пробка 5000 имеет рукоятку 5100 и корпус 5200.
[0123] Как показано на ФИГ. 28А и 28В, дутьевая головка 3500 образует полость 3510 дутьевой головки. Горловина заготовки для выдувания может быть закреплена дутьевой головкой для направления газа, в частности, сжатого воздуха, в заготовку для выдувания. В некоторых вариантах осуществления газ направляется при помощи дутьевой трубки.
[0124] Как показано на ФИГ. 29А и 29В, днище 600 имеет наружное основание 6033 и верхнее основание 6032. Углубления 6031 образуют элементы шероховатости на поверхности основания контейнера на операции выдувания. В комбинации с чистовой формой и дутьевой головкой днище 6000 помогает формовать требуемый стеклянный контейнер и обеспечивает элементы шероховатости на нижней поверхности стеклянного контейнера.
[0125] Элемент защиты от открытия детьми контейнера обеспечивает сцепление основания контейнера (например, основания 1030) с крышкой контейнера. Как показано и описано в данном документе, одно или более устройств сцепления с крышкой являются частью основания 110, 1030 контейнера. Устройство сцепления с крышкой образовано парой наклонных площадок и ребром. Устройство сцепления с крышкой имеет U-образную или Н-образную форму или другую конфигурацию, как, например, в виде  или какой-либо иной конфигурации наклонных площадок и ребра. Наклонные площадки проходят от открытого конца крышки или вблизи него до переходной горловины или нижней/опорной части основания контейнера. Ребро сформовано между двумя наклонными площадками. Наклонные площадки и ребро обеспечивают направление перемещения и совмещение крышки контейнера, а также ее плотное соединение с основанием контейнера. Устройство сцепления с крышкой предотвращает легкий подъем крышки контейнера с основания контейнера или ее неправильное удаление. Обычно устройство сцепления с крышкой расположено на двух противоположных боковых сторонах основания контейнера. Однако возможны и другие конфигурации устройств сцепления с крышкой, в частности, 1, 3 или 4 устройства на основании контейнера.
или какой-либо иной конфигурации наклонных площадок и ребра. Наклонные площадки проходят от открытого конца крышки или вблизи него до переходной горловины или нижней/опорной части основания контейнера. Ребро сформовано между двумя наклонными площадками. Наклонные площадки и ребро обеспечивают направление перемещения и совмещение крышки контейнера, а также ее плотное соединение с основанием контейнера. Устройство сцепления с крышкой предотвращает легкий подъем крышки контейнера с основания контейнера или ее неправильное удаление. Обычно устройство сцепления с крышкой расположено на двух противоположных боковых сторонах основания контейнера. Однако возможны и другие конфигурации устройств сцепления с крышкой, в частности, 1, 3 или 4 устройства на основании контейнера.
[0126] Размеры и формы раскрытых компонентов для изготовления стеклоизделий определяют и обеспечивают изготовление требуемого стеклянного контейнера. Черновая форма, горловое кольцо, плунжер, пробка, чистовая форма и дутьевая головка вносят свой вклад и определяют требуемую форму стеклянного контейнера. При использовании компонентов, описанных в данном документе, обычно изготавливаются по существу квадратные контейнеры, имеющие горловину квадратной формы. Кроме того, любой контейнер многоугольной формы может быть изготовлен, как описано в данном документе. Контейнер и его горловина могут в общем случае имеют форму квадрата, прямоугольника, ромба, четырехугольника или параллелограмма. В некоторых аспектах контейнер и его горловина являются по существу квадратными, квадратными и/или квадратными с закругленными кромками.
[0127] Так, например, контейнер 1300 (ФИГ. 30A-30D) изготавливается из стекла при помощи способов и компонентов, описанных в данном документе. Основание 1300 контейнера имеет горловину 1301 и нижнюю/опорную часть 1302. Основание 1300 контейнера, содержащее горловину 1301 и нижнюю часть 1302, является по существу квадратным с закругленными углами. Основание 1300 контейнера имеет открытый верхний конец 1320 и закрытый нижний конец 1310. Закрытый нижний конец 1310 имеет точечные выступы 1312 и утопленную часть 1311, размеры и конфигурация которой позволяют принимать крышку контейнера (например, для обеспечения штабелирования). Одно или более устройств 1330А, 1330В сцепления с крышкой расположены на одной или более боковых сторонах 1350 основания 1300 контейнера. Одна или более боковых сторон 1350 содержит губку 1352, расположенную на открытом верхнем конце 1320 основания 1300 контейнера или вблизи него. Губка 1352 помогает совмещать крышку с основанием 1300 контейнера и обеспечивает дополнительную опору и стабильность крышки, когда она установлена на основании 1300.
[0128] Устройство 1330А сцепления с крышкой на одной боковой стороне основания 1300 контейнера содержит наклонные площадки 1331А и 1331В. Между наклонными площадками 1331А и 1331В расположено ребро 1331С. Устройство 1330В сцепления с крышкой на одной боковой стороне основания 1300 контейнера содержит наклонные площадки 1332А и 1332В. Между наклонными площадками 1332А и 1332В расположено ребро 1332С.
[0129] Наклонные площадки 1331А, 1331В и ребро 1331С обычно составляют U-образное устройство 1330А сцепления с крышкой. Аналогично этому наклонные площадки 1332А, 1332В и ребро 1332С обычно составляют U-образное устройство 1330В сцепления с крышкой. Наклонные площадки 1331А, 1331В и 1332А, 1332В проходят от открытого верхнего конца 1320 или вблизи него до переходной горловины 1351 или вблизи нее.
[0130] На ФИГ. 31А и 31В представлен другой предпочтительный вариант осуществления стеклянного основания 1400 контейнера с открытым концом 4010. На ФИГ. 32 показан предпочтительный иллюстративный вариант осуществления крышки 1500, которая может иметь разъемное соединение с основанием 1400 контейнера.
[01311 Части стеклоформующей машины
[0132] Сменные части - служат для крепления и опоры формового комплекта.
[0133] Механизм - перемещает сменные части, которые обеспечивают крепление и опору формового комплекта.
[0134] Рама для чистовых форм: для крепления чистовых форм; используется с различными размерами в зависимости от расстояния до центра машины (например,  ); одинарная капля, двойные капли, тройные капли.
); одинарная капля, двойные капли, тройные капли.
[0135] Рама для черновых форм: для крепления черновых форм; используется с различными размерами в зависимости от расстояния до центра машины (например, ); одинарная капля, двойные капли, тройные капли.
[0136] Картридж для выдувного формования: для крепления и опоры плунжера и втулки при выдувном формовании; способствует прохождению противотока через плунжер.
[0137] Картридж для прессовыдувного формования: для крепления и опоры плунжера при прессовыдувном формовании; крепление распорного элемента плунжера и загрузочного винта.
[0138] Переходник для прессовыдувного формования, манжета и распорный элемент: переходник и манжета удерживают плунжер в нужном положении; распорный элемент ограничивает ход плунжера вниз, чтобы обеспечить зазор для переворота, достаточный только для горлового кольца.
[0139] Выносная рукоятка: для перемещения изделия с днища на приемный стол.
[0140] Рукоятка воронки: для установки воронки на верхнюю часть черновой формы.
[0141] Рукоятка пробки: для удержания и опоры пробки; позволяет осуществлять выдувание через пробку.
[0142] Рукоятка дутьевой головки: для удержания и опоры дутьевой головки; позволяет осуществлять окончательное выдувание и финишное охлаждение через дутьевую головку.
[0143] Рукоятка горлового кольца: для крепления и опоры горлового кольца; для переноса заготовки для выдувания из черновой формы в чистовую форму.
[0144] Распределительная пластина: для удержания и опоры днища; обеспечивает прохождение через днище вертикального охлаждающего потока.
[0145] Механизм плунжера: для перемещения вверх и вниз частей картриджа; способствует прохождению противотока через плунжер, т.е. охлаждению плунжера. Он состоит из трех основных частей: (i) основание, к которому подается масло и воздух для смазки цилиндра и штока, перемещающихся вверх и вниз; (ii) верхний цилиндр, который удерживает картридж, и нижняя часть, которая удерживает поршень и шток; и (iii) направляющая планка, которая используется для соосного выравнивания цилиндра плунжера относительно черновой формы.
[0146] Механизм дутьевой головки: для удержания рукоятки дутьевой головки и перемещения ее на верхнюю часть чистовой формы и удаления с нее.
[0147] Механизм воронки: для удержания рукоятки воронки и перемещения ее на верхнюю часть черновой формы и удаления с нее.
[0148] Механизм пробки: для удержания рукоятки пробки и перемещения ее на верхнюю часть воронки для пропускания выдувного потока и удаления с нее, а также для установки пробки на черновую форму и удаления с нее.
[0149] Механизм горлового кольца: для удержания рукоятки горлового кольца, а также для открытия и закрытия горлового кольца.
[0150] Переворотное устройство: для перемещения рукоятки горлового кольца с черновой стороны на чистовую сторону и обратно (180°).
[0151] Устройство подачи вертикального потока (тип донного устройства): для подачи охлаждения в чистовую форму с возможностью пропускания и перекрытия охлаждающего потока. Имеется также возможность создания вакуума (если таковой используется); подъем и опускание днища по мере необходимости.
[0152] Сбрасывающее устройство: для удержания толкателя, установленного под углом 90°, и перемещения на приемный стол на передний/продольный конвейер.
[0153] Устройство съема: для перемещения рукоятки съема с днища чистовой формы на приемный съем.
[0154] Стеклянные контейнеры
[0155] Стеклянные контейнеры согласно данному изобретению описаны в предварительной заявке на патент США №62/802,381, поданной 7 февраля 2019 г., и в предварительной заявке на патент США №62/825,976, поданной 29 марта 2019 г., содержание которых полностью включено в данное описание посредством ссылки. Стеклянные контейнеры могут быть изготовлены из стекла (например, из любого некристаллического, аморфного твердого материала), из любого стеклоподобного материала (например, из фарфора или термопласта), полимерного стекла, стеклокерамического материала, керамического материала или их комбинации. Примеры пригодного стекла, применяемого для изготовления основания контейнера, включают в себя, в частности, но без ограничения, янтарное стекло, зеленое стекло, опаловое стекло, прозрачное стекло, стекло вторичной обработки, флинтглас, закаленное стекло, силикатное стекло, боросиликатное стекло или другие стекла. Стекло может быть окрашенным, узорчатым, текстурированным, прозрачным и/или матовым.
[0156] Основание стеклянного контейнера с защитой от открытия детьми имеет, например, закрытый нижний конец, открытый верхний конец и боковые стороны, которые образуют полость. На определенных сторонах стеклянного основания контейнера расположены устройства сцепления с крышкой. Устройство сцепления с крышкой состоит из наклонных площадок и ребра. Элемент сцепления с крышкой представляет собой удерживающий элемент, который обеспечивает защиту от открытия детьми, при этом крышка контейнера защелкивается или блокируется на месте с основанием контейнера.
[0157] Вследствие формы и размеров плунжера, литьевых форм или их комбинации боковые стороны стеклянного контейнера являются немного выпуклыми (например, изогнутыми), но образуют по существу квадратную форму. Кромки между каждыми двумя сторонами являются изогнутыми, но также могут проходить под прямыми углами (90°) относительно друг друга.
[0158] Изготовленные стеклянные основания контейнеров имеют также переходную горловину, которая проходит по всему периметру основания контейнера. Переходная горловина позволяет оборудованию перемещать основание контейнера во время изготовления стеклоизделия.
[0159] Стеклянный контейнер обычно имеет цельную конструкцию и содержит горловину, которая расположена на опорной или нижней части. Элемент сцепления с крышкой расположен на боковой стороне и на горловине основания контейнера.
[0160] Стеклянные контейнеры, изготовленные с применением способов и компонентов, описанных в данном документе, имеют также закрытый нижний конец с углубленной частью. Углубленная часть имеет размеры и конфигурацию, которые позволяют принимать верхний конец крышки контейнера для укладки контейнеров друг на друга.
[0161] Изготовленные стеклянные контейнеры имеют объем для хранения, который составляет примерно от 1 мл до примерно 2000 мл, примерно от 2 мл до примерно 1000 мл, примерно от 3 мл до примерно 500 мл, примерно от 4 мл до примерно 100 мл, примерно от 5 мл до примерно 50 мл, или примерно от 5 мл до примерно 10 мл. В некоторых аспектах объем контейнера составляет примерно 1 мл, 2 мл, 3 мл, 4 мл, 5 мл, 6 мл, 7 мл, 8 мл, 9 мл, 10 мл, 11 мл, 12 мл, 13 мл, 14 мл, 15 мл, 16 мл, 17 мл, 18 мл, 19 мл, 20 мл, 25 мл, 30 мл, 40 мл, 50 мл, 60 мл, 70 мл, 80 мл, 90 мл, 100 мл, 150 мл, 200 мл, 250 мл, 300 мл, 350 мл, 400 мл, 450 мл, 500 мл, 600 мл, 700 мл, 750 мл, 1000 мл, 1250 мл, 1500 мл или 2000 мл. В некоторых аспектах объем для хранения изготовленного контейнера составляет менее чем 1 мл, или более чем 2000 мл. В некоторых аспектах объем контейнера составляет примерно 5 драхм, 10 драхм, 15 драхм, 20 драхм, 25 драхм, 30 драхм, 40 драхм, 45 драхм, 50 драхм, 60 драхм, 70 драхм, 80 драхм 90 драхм, 100 драхм, 110 драхм, 120 драхм, 125 драхм, 130 драхм, 135 драхм, 140 драхм или 145 драхм. В других аспектах объем контейнера составляет менее чем 15 драхм, или более чем 145 драхм.
[0162] Изготовленные стеклянные контейнеры с защитой от открытия детьми являются штабелируемыми. Это означает, что один стеклянный контейнер может быть установлен поверх другого стеклянного контейнера, закрытого крышкой контейнера. Выступающая часть крышки одного контейнера может входить в углубленную часть основания другого контейнера. Стеклянные контейнеры с защитой от открытия детьми имеют конфигурации, которые позволяют осуществлять их автоматическое штабелирование.
[0163] Элементы защиты от открытия детьми контейнера обеспечивают сцепление стеклянного основания контейнера с крышкой контейнера. Одно или более устройств сцепления с крышкой являются частью основания контейнера. Устройство сцепления с крышкой состоит из пары наклонных площадок и ребра. Наклонные площадки проходят от открытого конца крышки или вблизи него до переходной горловины или нижней /опорной части основания контейнера или вблизи нее. Ребро расположено между двумя наклонными площадками. Наклонные площадки и ребро обеспечивают направление перемещения и совмещение крышки контейнера, а также ее плотное соединение с основанием контейнера. Устройство сцепления с крышкой предотвращает легкий подъем крышки контейнера с основания контейнера или ее неправильное удаление. Обычно устройство сцепления с крышкой расположено на двух противоположных боковых сторонах основания контейнера. Однако возможны и другие конфигурации устройств сцепления с крышкой, в частности, 1, 3 или 4 устройства на основании контейнера.
[0164] Крышка контейнера выполнена с возможностью соединения с основанием контейнера. Основание контейнера образует оболочку для содержания материалов, а крышка контейнера закрывает открытый верхний конец основания.
[0165] Изобретение обеспечивает способ изготовления стеклянного контейнера с защитой от открытия детьми. Этот способ содержит перемещение плунжера из убранного положения в выдвинутое положение в полость формы, образованную по меньшей мере одной черновой формой, при этом указанное перемещение вводит плунжер в предварительно заданный объем капли расплавленной стекломассы, содержащейся в полости формы; формование заготовки для выдувания из капли предварительно заданной величины в полости формы; отвод плунжера из выдвинутого положения в убранное положение; подачу сжатого газа через горловину заготовки для выдувания, чтобы расширить заготовку для выдувания до размеров стеклянного контейнера по существу квадратной формы; и отделение стеклянного контейнера по существу квадратной формы от одной или более черновых форм.
[0166] Положения всех патентов, опубликованных заявок и ссылок, цитируемых в данном документе, включаются в него во всей их полноте посредством ссылки.
[0167] Настоящее изобретение показано и описано, в частности, со ссылками на его иллюстративные варианты осуществления, однако для специалистов в данной области техники очевидно, что различные изменения формы и деталей могут быть внесены в него без отклонения от объема изобретения, определяемого прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОЦЕСС И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОГО КОНТЕЙНЕРА С ГОРЛЫШКОМ, ИМЕЮЩИМ ВНУТРЕННЮЮ РЕЗЬБУ | 2011 |
|
RU2564293C2 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ | 2022 |
|
RU2803351C1 |
| Черновая форма | 1975 |
|
SU675006A1 |
| Вакуумно-выдувная машина | 1977 |
|
SU620435A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
Группа изобретений относится к способам и составам для изготовления изделий из формованного стекла, а именно стеклянных контейнеров, включая стеклянные контейнеры с защитой от открытия детьми. Компонент для формования стеклянного контейнера содержит черновую форму, плунжер и чистовую форму. Черновая форма имеет отверстие на верхнем конце для приема капли расплавленной стекломассы и отверстие на нижнем конце для приема горлового кольца. При этом указанная черновая форма образует полость черновой формы. Плунжер расположен вблизи нижнего конца черновой формы и выполнен с возможностью перемещения между положением, убранным из черновой формы, и положением, выдвинутым в полость формы. При этом плунжер содержит несколько частей, которые имеют форму и размер, обеспечивающие получение полости квадратной формы в заготовке для выдувания, сформованной в черновой форме. Чистовая форма образует полость чистовой формы и выполнена с возможностью приема заготовки для выдувания, которая была сформована в черновой форме. При этом полость черновой формы, плунжер, полость чистовой формы или их комбинация имеют квадратную форму поперечного сечения. Способ включает ввод капли стекломассы предварительно заданной величины в полость черновой формы, образованную черновой формой. Далее осуществляют перемещение плунжера квадратной формы из убранного положения в выдвинутое положение в полости черновой формы. Осуществляют формование заготовки для выдувания плунжером из капли предварительно заданной величины в полости формы. Выводят плунжер из полости черновой формы в убранное положение. Перемещают заготовку для выдувания из черновой формы в чистовую форму. Подают сжатый газ через горловину заготовки для выдувания, чтобы расширить заготовку для выдувания до стеклянного контейнера квадратной формы, определяемой чистовой формой. Отделяют стеклянный контейнер квадратной формы от чистовой формы. Техническим результатом является расширение арсенала стеклянных контейнеров с защитой от открытия детьми, повышение эффективности их изготовления. 3 н. и 17 з.п. ф-лы, 56 ил.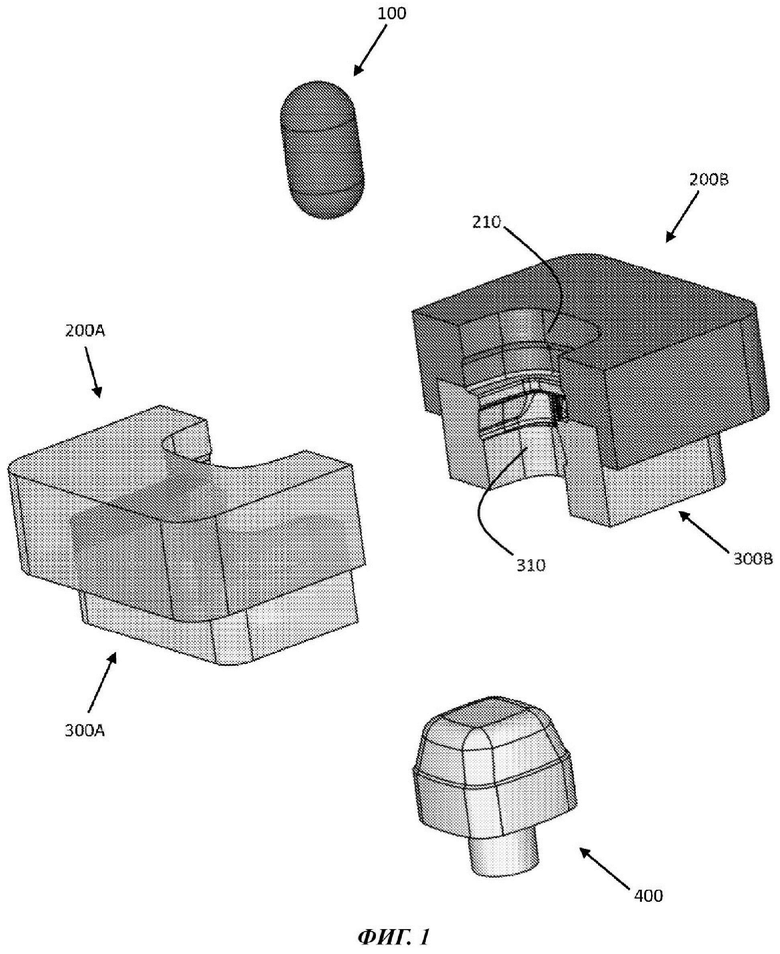
1. Компонент для формования стеклянного контейнера, содержащий:
черновую форму, имеющую отверстие на верхнем конце для приема капли расплавленной стекломассы и отверстие на нижнем конце для приема горлового кольца, при этом указанная черновая форма образует полость черновой формы;
плунжер, расположенный вблизи нижнего конца черновой формы и выполненный с возможностью перемещения между положением, убранным из черновой формы, и положением, выдвинутым в полость формы, при этом плунжер содержит несколько частей, которые имеют форму и размер, обеспечивающие получение полости квадратной формы в заготовке для выдувания, сформованной в черновой форме; и
чистовую форму, образующую полость чистовой формы и выполненную с возможностью приема заготовки для выдувания, которая была сформована в черновой форме;
при этом полость черновой формы, плунжер, полость чистовой формы или их комбинация имеют квадратную форму поперечного сечения.
2. Компонент по п. 1, в котором черновая форма, плунжер, чистовая форма, или их комбинация выполнены с возможностью изготовления контейнера квадратной формы.
3. Компонент по п. 2, в котором контейнер квадратной формы имеет закругленные углы.
4. Компонент по п. 1, в котором горловое кольцо имеет квадратную форму поперечного сечения и выполнено с возможностью изготовления квадратной горловины контейнера.
5. Компонент по п. 4, в котором горловое кольцо выполнено с возможностью изготовления удерживающего элемента на горловине контейнера.
6. Компонент по п. 5, в котором удерживающий элемент представляет собой элемент защиты от открытия детьми.
7. Компонент по п. 6, в котором элемент защиты от открытия детьми расположен на первой боковой стороне горловины контейнера и второй боковой стороне горловины контейнера.
8. Компонент по п. 6, выполненный с возможностью формования стеклянного контейнера, имеющего объем для хранения от 1 мл до 2000 мл.
9. Компонент по п. 8, при этом объем для хранения составляет от 4 мл до 100 мл.
10. Компонент по п. 1, представляющий собой часть секционной стеклоформующей машины.
11. Способ изготовления стеклянного контейнера, содержащий:
ввод капли стекломассы предварительно заданной величины в полость черновой формы, образованную черновой формой;
перемещение плунжера квадратной формы из убранного положения в выдвинутое положение в полости черновой формы;
формование заготовки для выдувания плунжером из капли предварительно заданной величины в полости формы, при этом плунжер содержит несколько частей, которые имеют форму и размер, обеспечивающие получение полости квадратной формы в заготовке для выдувания, сформованной в черновой форме;
вывод плунжера из полости черновой формы в убранное положение;
перемещение заготовки для выдувания из черновой формы в чистовую форму;
подача сжатого газа через горловину заготовки для выдувания, чтобы расширить заготовку для выдувания до стеклянного контейнера квадратной формы, определяемой чистовой формой; и
отделение стеклянного контейнера квадратной формы от чистовой формы.
12. Способ по п. 11, в котором стеклянный контейнер содержит удерживающий элемент на горловине стеклянного контейнера.
13. Способ по п. 12, в котором удерживающий элемент представляет собой элемент защиты от открытия детьми.
14. Способ по п. 13, в котором элемент защиты от открытия детьми расположен на одной или более боковых сторонах горловины стеклянного контейнера.
15. Способ по п. 14, в котором элемент защиты от открытия детьми расположен на противоположных боковых сторонах горловины стеклянного контейнера.
16. Способ по п. 11, в котором стеклянные контейнеры изготавливают с производительностью примерно от пятидесяти (50) до примерно девятисот (900) штук в минуту.
17. Способ по п. 16, в котором стеклянные контейнеры изготавливают с производительностью примерно от ста (100) до примерно пятисот (500) штук в минуту.
18. Способ изготовления стеклянного контейнера, содержащий:
ввод капли стекломассы предварительно заданной величины в полость черновой формы, образованную формой;
перемещение плунжера из убранного положения в выдвинутое положение через горловое кольцо в полость формы, при этом плунжер содержит несколько частей, которые имеют форму и размер, обеспечивающие получение полости квадратной формы в квадратном стеклянном контейнере, сформованном в черновой форме;
формование квадратного стеклянного контейнера, определяемого горловым кольцом и формой; и
отделение квадратного стеклянного контейнера, имеющего квадратную горловину, от горлового кольца и формы.
19. Способ по п. 18, в котором горловое кольцо формует один или более удерживающих элементов, расположенных на горловине квадратного стеклянного контейнера.
20. Способ по п. 19, в котором каждый из одного или более удерживающих элементов представляет собой элемент защиты от открытия детьми.
| УСТРОЙСТВО ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ | 2002 |
|
RU2289046C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ), МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК ДЛЯ СЕКЦИОННОЙ МАШИНЫ, ЗАГЛУШКА ДЛЯ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2184091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЛАКОНА ДЛЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2000 |
|
RU2173671C1 |
| УСТРОЙСТВО ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЯ | 2007 |
|
RU2351524C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ КРАЯ В ИЗДЕЛИЯХ ИЗ СТЕКЛА, ИЗДЕЛИЕ ИЗ СТЕКЛА С ОБРАБОТАННЫМ КРАЕМ | 1998 |
|
RU2193537C2 |
| ПРЕССОВЫДУВНАЯ МАШИНА | 0 |
|
SU233850A1 |
| НЕОРГАНИЧЕСКИЙ ПИГМЕНТ НА ОСНОВЕ ПИРОКСЕНОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2269553C2 |
| US 2018311111 A1, 01.11.2018 | |||
| ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ СТЕКЛА И СИТАЛОВ, под | |||
| ред | |||
| Н.М.Павлушкина, М., Стройиздат, 1983, с.237. | |||

