ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к инструментам для фрез. Более конкретно, оно относится к фрезам, имеющим режущие пластины с угловыми боковыми поверхностями, имеющими вогнутые стружечные канавки.
УРОВЕНЬ ТЕХНИКИ
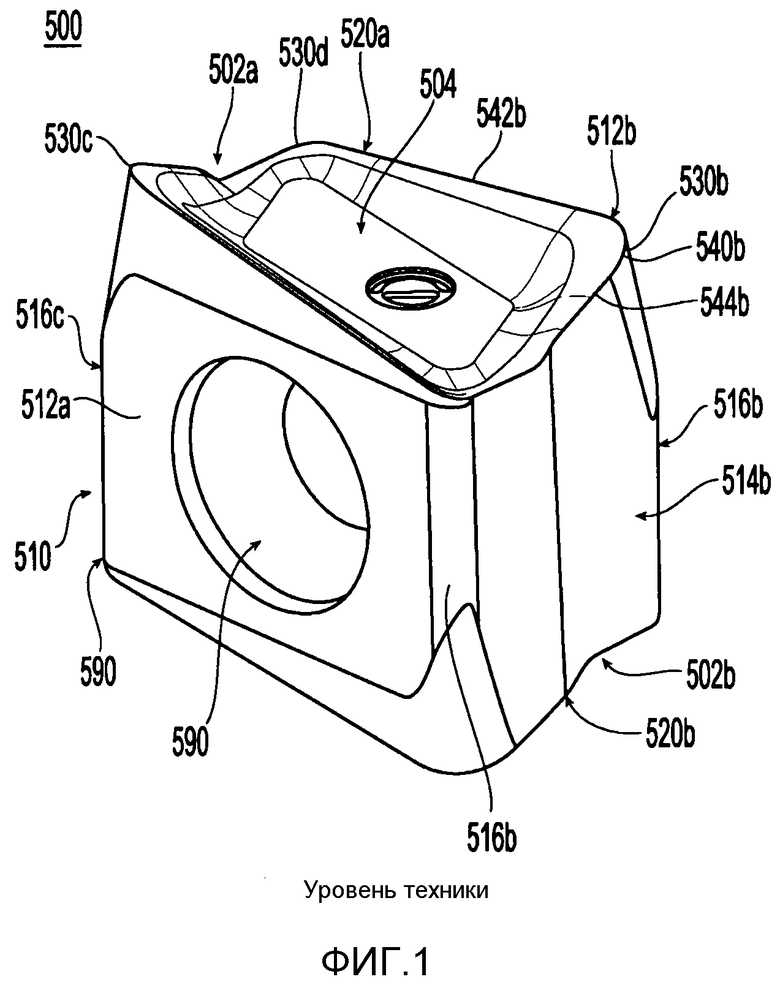
На фиг. 1-4 показана режущая пластина 500 по предшествующему уровню техники. Режущая пластина 500 имеет две идентичные торцевые поверхности 502а, 502b. Каждая торцевая поверхность 502а, 502b имеет контактную поверхность 504. Периферийная боковая поверхность 510 продолжается между двумя противоположными торцевыми поверхностями 502а, 502b. Периферийная боковая поверхность 510 состоит из двух противоположных больших боковых поверхностей 512а, 512b, двух противоположных меньших боковых поверхностей 514а, 514b и угловых боковых поверхностей 516а, 516b, 516с, 516d, которые расположены между смежными большими боковыми поверхностями 512а, 512b и меньшими боковыми поверхностями 514а, 514b. Периферийная кромка 520а, 520b образована на пересечении каждой торцевой поверхности 502a, 502b и периферийной боковой поверхности 510. Режущая пластина 500 также включает в себя сквозное отверстие 590, которое проходит между противоположными большими боковыми поверхностями 512а, 512b.
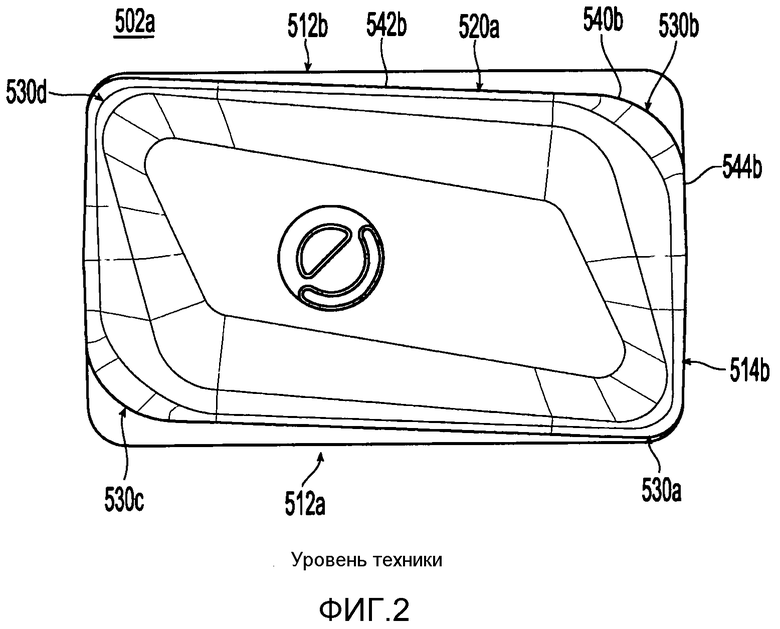
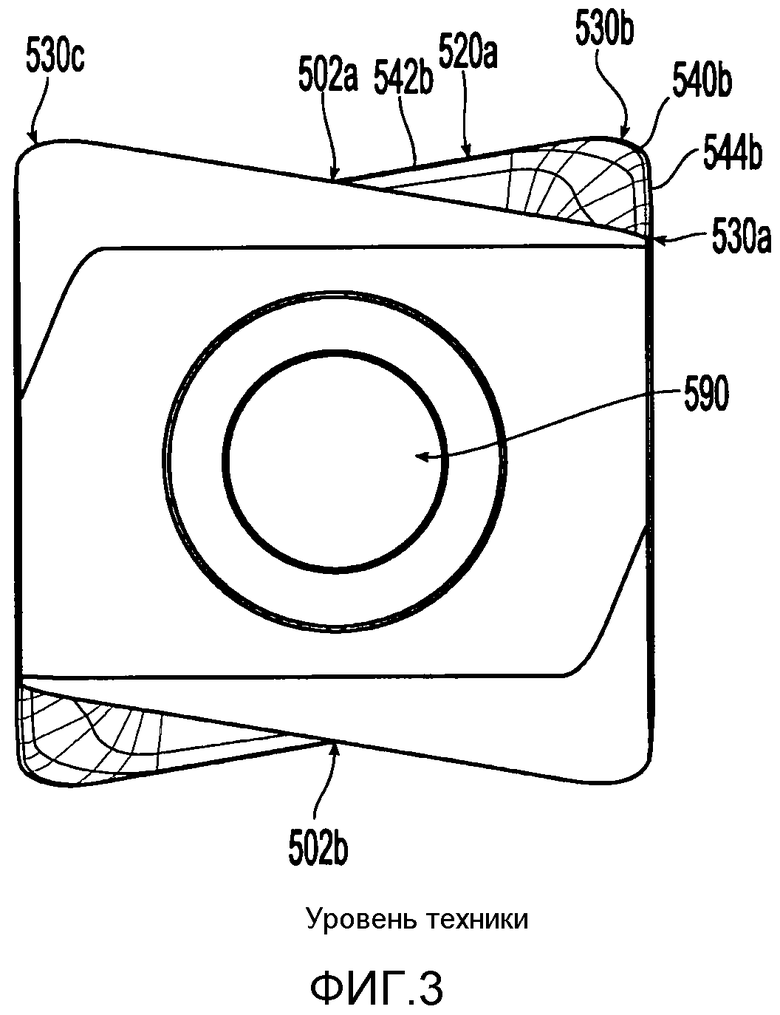
На виде большой боковой поверхности режущей пластины (см. фиг. 3), каждая торцевая поверхность 502a, 502b имеет четыре угла 530a, 530b, 530c, 530d, включающих два диагонально противоположных пониженных угла 530a, 530d и два диагонально противоположных выступающих угла 530b, 530c.
Периферийные кромки 520а, 520b включают в себя две группы режущих кромок. Как видно на фиг. 1, каждая группа включает в себя выступающую угловую режущую кромку 540b, связанную с первой угловой боковой поверхностью 516b, главную режущую кромку 542b, смежную с выступающей угловой режущей кромкой 540b и продолжающуюся вдоль первой большой боковой поверхности 512b, и выступающую угловую зачистную кромку 544b, смежную с выступающей угловой режущей кромкой 540b. Выступающая угловая зачистная кромка 544b продолжается вдоль первой меньшей боковой поверхности 514b, которая имеет общую первую угловую боковую поверхность 516b с первой большой боковой поверхностью 512b.
Фрезы, имеющие такие режущие пластины 500 по предшествующему уровню техники, удерживаемые в них, обрабатывают резанием либо в перпендикулярном направлении, либо горизонтальном направлении с центральным резанием. При попытке наклонного резания, используя фрезу с такими режущими пластинами по предшествующему уровню техники, тупая кромка режущей пластины 500 царапает по обрабатываемой детали, так как режущая пластина 500 не имеет стружечной канавки. Таким образом, обрабатываемая деталь, подлежащая резанию, деформируется и потенциально упрочняется, и срок службы режущей пластины 500 уменьшается.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном аспекте, настоящее изобретение направлено на режущую пластину (100) для использования во фрезе. Режущая пластина в соответствии с изобретением содержит:
две идентичные противоположные торцевые поверхности (102a, 102b), каждая из которых выполнена с опорной поверхностью (104);
периферийную боковую поверхность (110), продолжающуюся между двумя противоположными торцевыми поверхностями (102а, 102b) и содержащую две противоположные большие боковые поверхности (112а, 112b), две противоположные меньшие боковые поверхности (114а, 114b) и угловые боковые поверхности (116а, 116b, 116с, 116d), расположенные между смежными большими и меньшими боковыми поверхностями;
периферийную кромку (120а, 120b), образованную на пересечении каждой торцевой поверхности (102a, 102b) и периферийной боковой поверхности (110);
при этом каждая торцевая поверхность (102a, 102b) имеет четыре угла (130a, 130b, 130c, 130d), включающих два диагонально противоположных пониженных угла (130a, 130d) и два диагонально противоположных выступающих угла (130b, 130c), при этом пониженные углы (130a, 130d) расположены ближе выступающих углов (130b, 130c) к срединной плоскости (М) режущей пластины, проходящей через большие и меньшие боковые поверхности (112a, 112b, 114a, 114b) и расположенной посередине между торцевыми поверхностями (102а, 102b).
В режущей пластине, по меньшей мере одна периферийная кромка (120а) содержит две группы режущих кромок, каждая из которых содержит:
выступающую угловую режущую кромку (140b), связанную с первой угловой боковой поверхностью (116b);
главную режущую кромку (142b), смежную выступающей угловой режущей кромке (140b) и продолжающуюся вдоль первой большей боковой поверхности (112b);
выступающую угловую зачистную кромку (144b), смежную выступающей угловой режущей кромке (140b) и продолжающуюся вдоль первой меньшей боковой поверхности (114b), которая имеет общую первую угловую боковую поверхность (116b) с первой большей боковой поверхностью (112b);
пониженную угловую режущую кромку (140а), связанную со второй угловой боковой поверхностью (116а), при этом вторая угловая боковая поверхность (116а) и первая угловая боковая поверхность (116b) имеют общую первую меньшую боковую поверхность (114b); и
пониженную угловую зачистную кромку (146а), смежную пониженной угловой режущей кромке (140а) и продолжающуюся вдоль первой меньшей боковой поверхности (114b) к выступающей угловой зачистной кромке (144b);
причем каждая угловая боковая поверхность (116a, 116b, 116c, 116d) выполнена с вогнутой стружечной канавкой (150), продолжающейся от пониженной угловой режущей кромки (140а), за срединную плоскость (М), и в направлении, но не пересекая, выступающей угловой режущей кромки (130с), связанной с противоположной периферийной кромкой (120b), при этом вогнутая стружечная канавка (150) образует заднюю поверхность (152) для пониженной угловой режущей кромки (140а) и является видимой как на виде на большую сторону, так и на виде на меньшую сторону режущей пластины.
В другом аспекте, настоящее изобретение направлено на фрезу (200), содержащую корпус (220) фрезы, содержащий множество гнезд (210) под режущую пластину; и множество режущих пластин (100), каждая из которых удерживается в одном из множества гнезд (210) под режущую пластину, причем каждая режущая пластина соответствует вышеописанной режущей пластине.
В еще одном другом аспекте, настоящее изобретение направлено на способ фрезерования обрабатываемой детали. Способ содержит: (а) обеспечение вышеупомянутой фрезы (200); и (b) перемещение фрезы одновременно в осевом направлении и поперечном направлении относительно обрабатываемой детали для образования, тем самым, наклона на обращенной в осевом направлении поверхности обрабатываемой детали, при этом наклон имеет периферийную кромку, так, что по меньшей мере участок наклонной периферийной кромки размещается в вогнутой стружечной канавке, когда пониженная угловая режущая кромка снимает стружку с наклонной периферийной кромки при вращении фрезы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и для того, чтобы показать как оно может быть осуществлено на практике, ссылка теперь будет сделана на прилагаемые чертежи, на которых:
на фиг. 1 показан перспективный вид режущей пластины по предшествующему уровню техники;
на фиг. 2 показан вид сбоку режущей пластины по предшествующему уровню техники;
на фиг. 3 показан вид на большую сторону режущей пластины по предшествующему уровню техники;
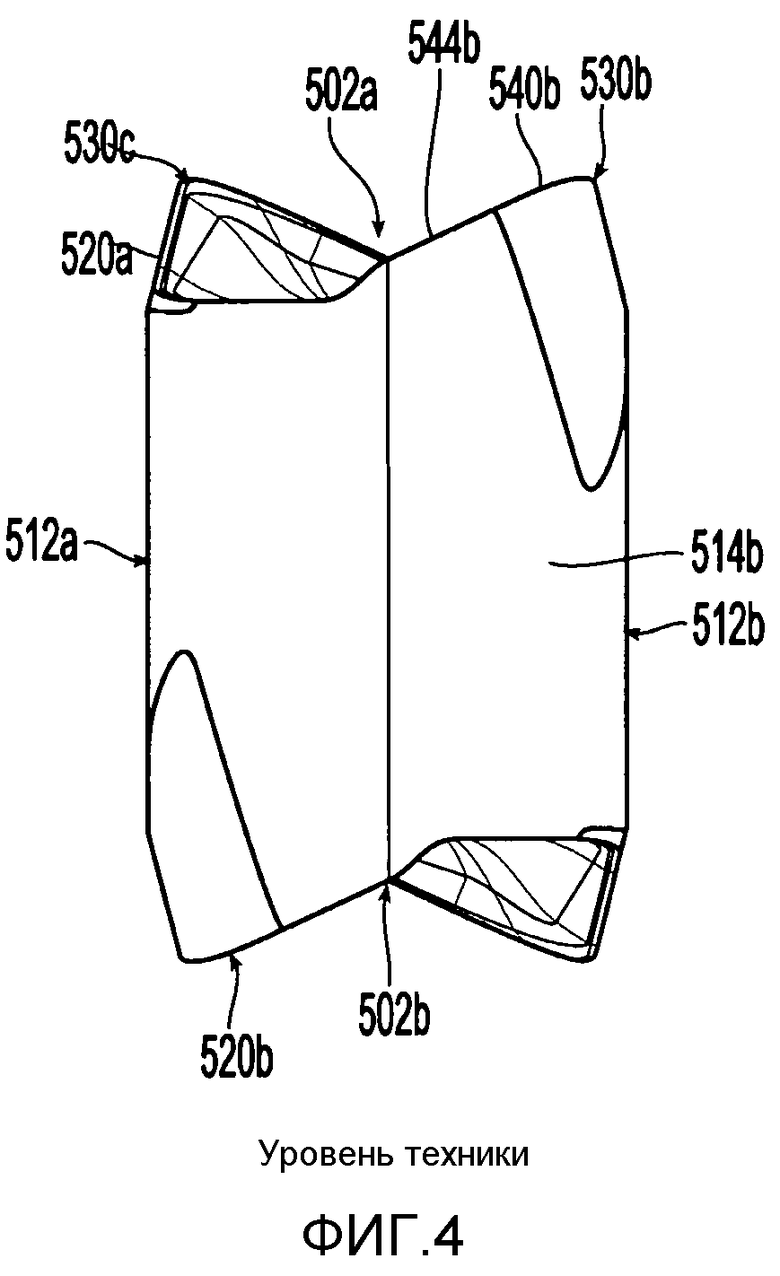
на фиг. 4 показан вид на меньшую сторону режущей пластины по предшествующему уровню техники;
на фиг. 5 показан перспективный вид режущей пластины в соответствии с одним вариантом осуществления настоящего изобретения;
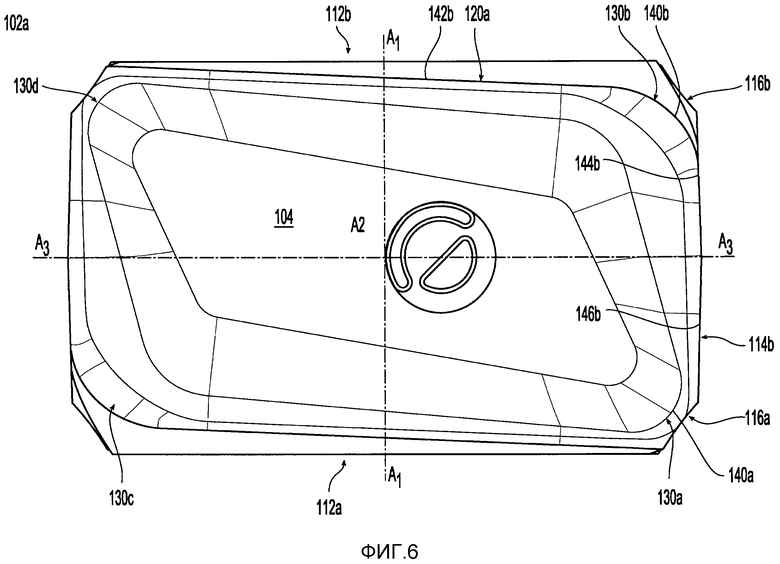
на фиг. 6 показан вид с торца режущей пластины по фиг. 5;
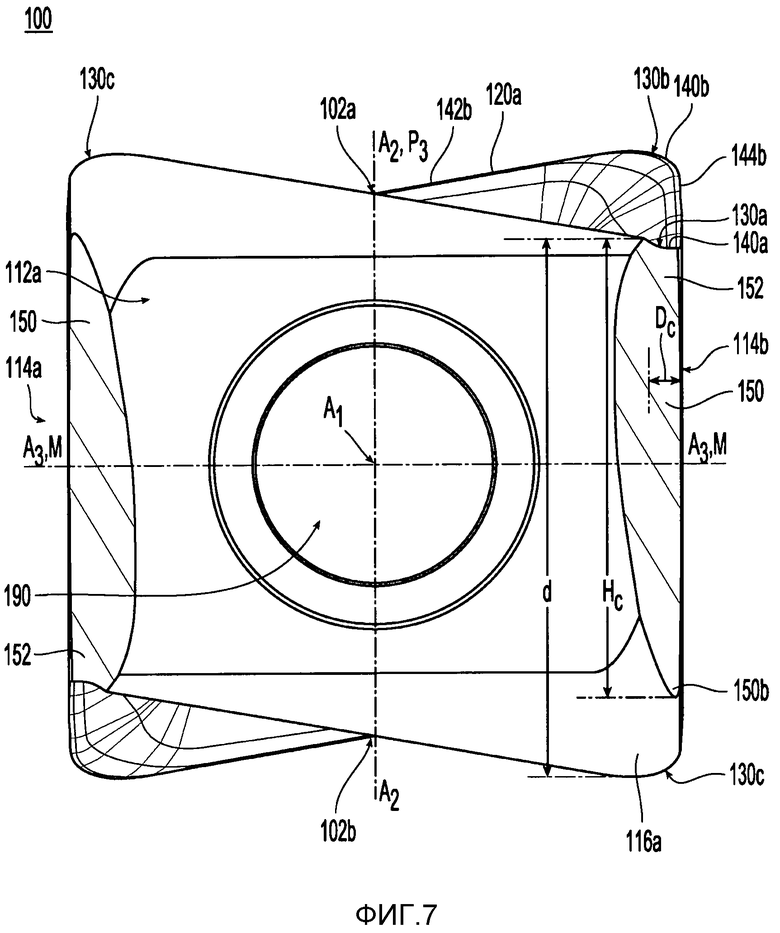
на фиг. 7 показан вид на большую сторону режущей пластины по фиг. 5;
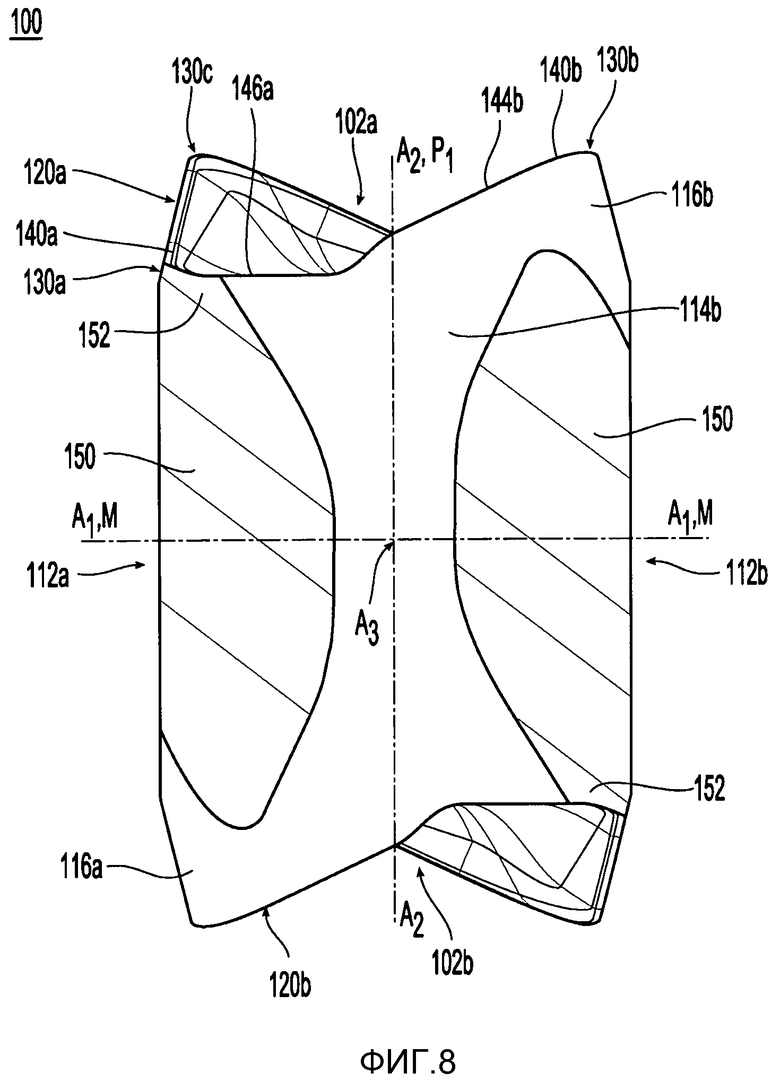
на фиг. 8 показан вид на меньшую сторону режущей пластины фиг. 5;
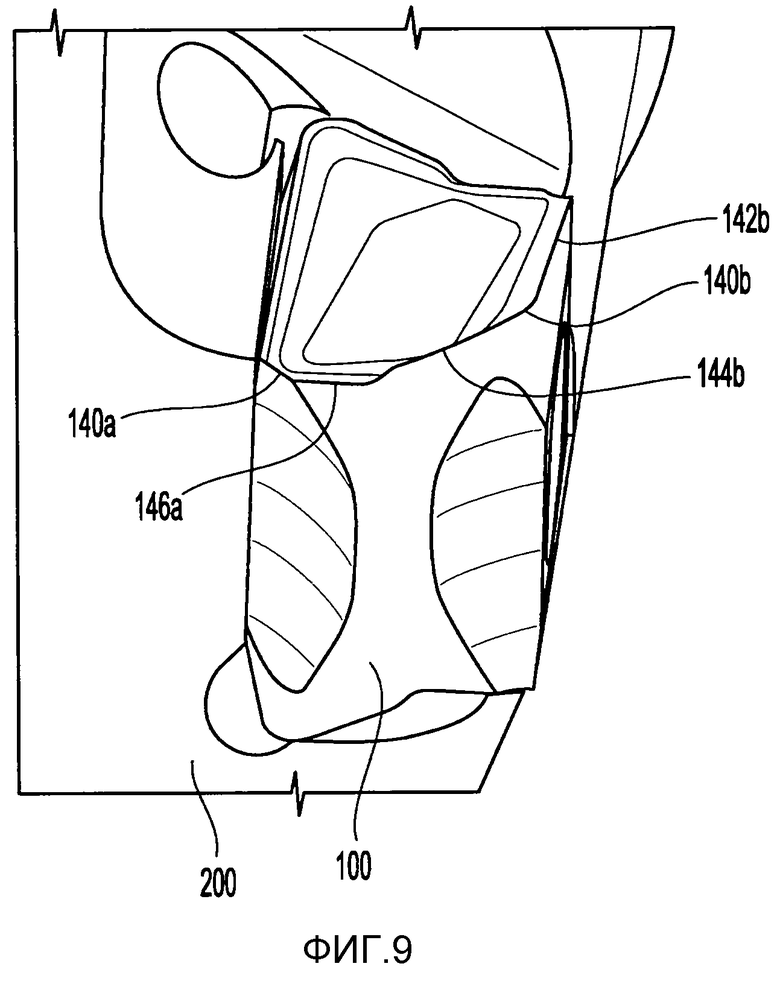
на фиг. 9 показан вид сверху фрезы с диаметром 2,000 дюйма с режущей пластиной по фиг. 5, удерживаемой в ней;
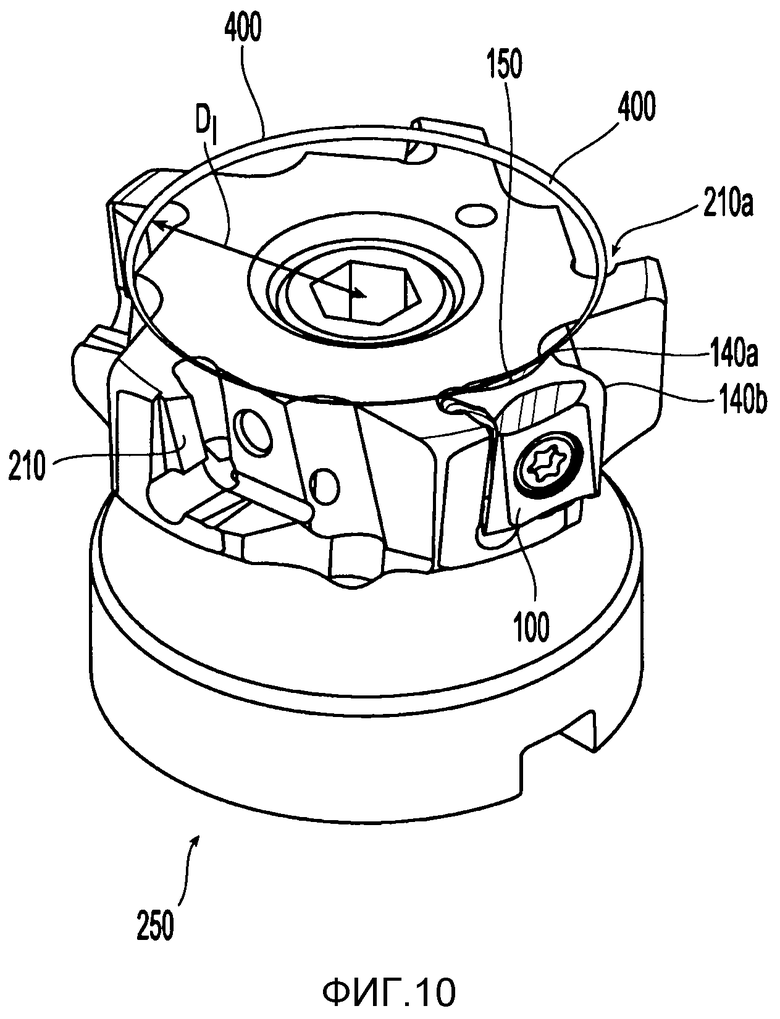
на фиг. 10 показан изометрический вид сверху фрезы с диаметром 2,000 дюйма с режущей пластиной по фиг. 5, удерживаемой в ней;
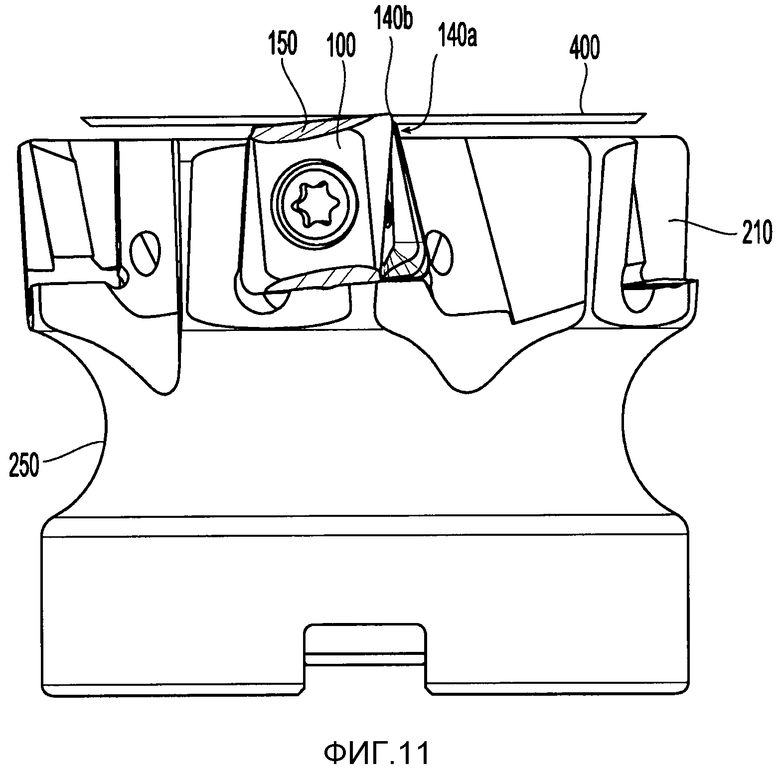
на фиг. 11 показан вид сбоку фрезы по фиг. 10;
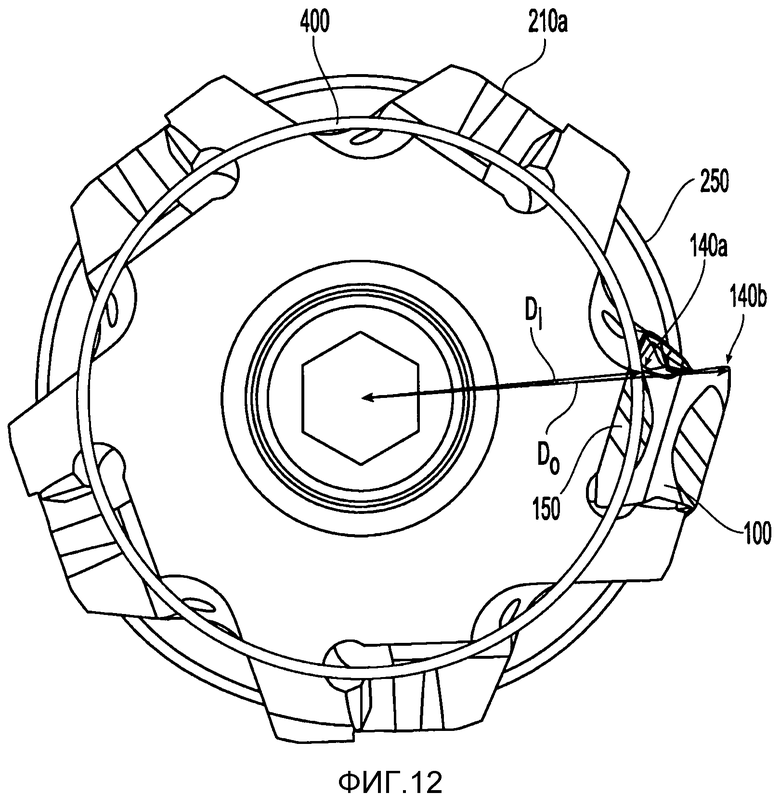
на фиг. 12 показан вид сверху фрезы по фиг. 10;
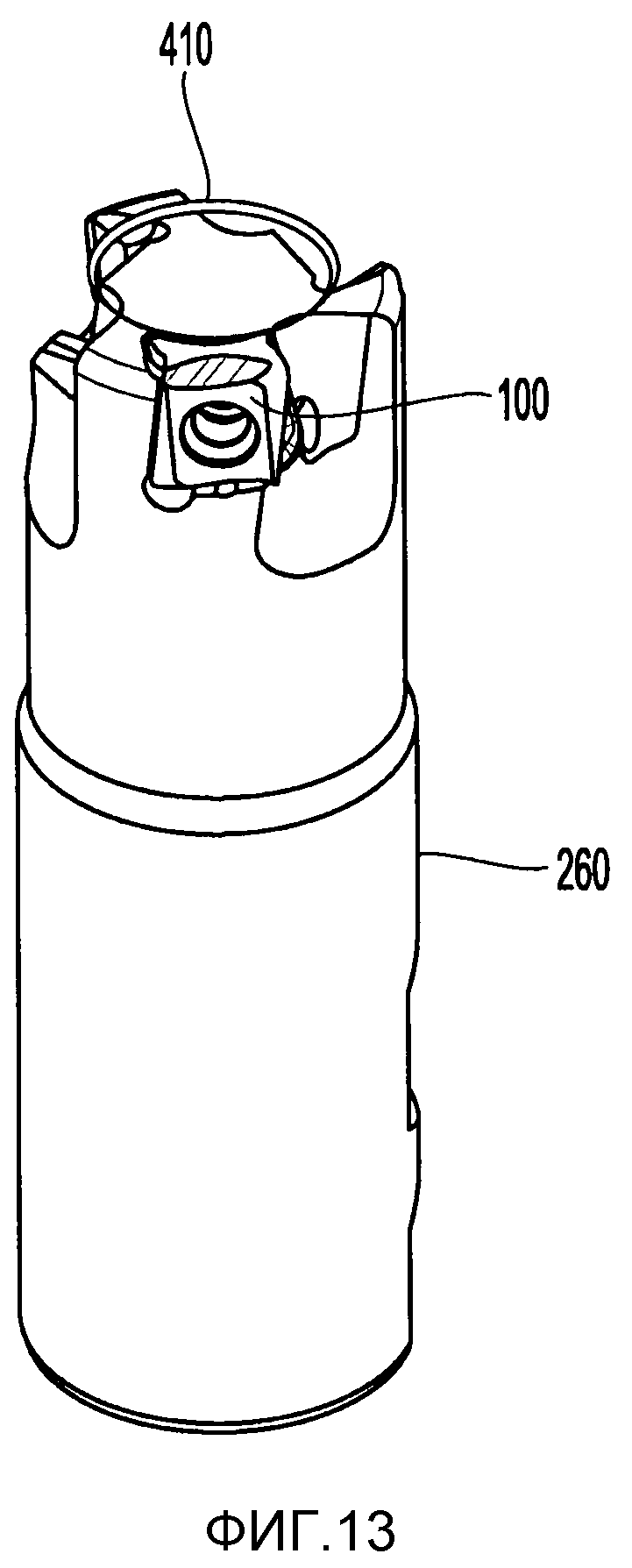
на фиг. 13 показан первый изометрический вид фрезы с диаметром 1,250 дюйма с режущей пластиной по фиг. 5, удерживаемой в ней;
на фиг. 14 показан второй изометрический вид фрезы по фиг. 13;
на фиг. 15 показан вид сверху фрезы по фиг. 13;
на фиг. 16 показана фреза, установленная на шпиндель и имеющая две режущие пластины по фиг. 5, удерживаемые в ней;
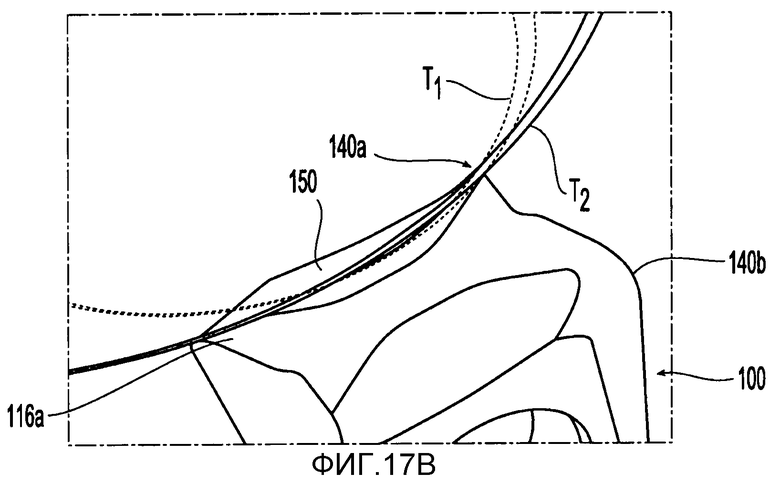
на фиг. 17а и 17b показаны разные изометрические виды двух разных дуг инструмента, наложенных на вогнутая стружечную канавку режущей пластины по фиг. 5.
ПОДРОБНОЕ ОПИСАНИЕ
На фиг. 5-8 показана режущая пластина 100 для использования во фрезе в соответствии с настоящим изобретением. На фиг. 5 наилучшим образом показаны основные поверхности режущей пластины 100. Режущая пластина 100 имеет две идентичные торцевые поверхности 102а, 102b. Каждая торцевая поверхность 102а, 102b выполнена с опорной поверхностью 104. Периферийная боковая поверхность 110 продолжается между двумя противоположными торцевыми поверхностями 102а, 102b. Периферийная боковая поверхность 110 содержит две противоположные большие боковые поверхности 112а, 112b, две противоположные меньшие боковые поверхности 114а, 114b и угловые боковые поверхности 116а, 116b, 116с, 116d, которые расположены между смежными большими боковыми поверхностями 112а, 112b и меньшими боковыми поверхностями 114а, 114b. Периферийная кромка 120а, 120b образована на пересечении каждой торцевой поверхности 102a, 102b и периферийной боковой поверхности 110. Режущая пластина 100 также включает в себя сквозное отверстие 190, которое проходит между противоположными большими боковыми поверхностями 112а, 112b. В других вариантах осуществления, сквозное отверстие вместо этого может проходить через противоположные торцевые поверхности 102а, 102b.
Как видно на фиг. 7, срединная плоскость М режущей пластины 100 проходит через большие и меньшие боковые поверхности 112a, 112b, 114a, 114b и располагается посередине между торцевыми поверхностями 102а, 102b. Как наилучшим образом видно на фиг. 5 и 7, первая ось А1 проходит через противоположные большие боковые поверхности 112а, 112b. Вторая ось А2 является перпендикулярной к первой оси А1 и проходит через обе торцевые поверхности 102а, 102b. Третья ось А3 является перпендикулярной как к первой оси А1, так и ко второй оси А2 и проходит через противоположные меньшие боковые поверхности 114a, 114b. В одном варианте осуществления, режущая пластина 100 имеет вращательную симметрию на 180° относительно всех трех осей А1, А2 и А3. В другом варианте осуществления, режущая пластина 100 имеет вращательную симметрию 180° относительно только одной или двух из осей А1, А2 и А3.
Как наилучшим образом видно на фиг. 6, каждая торцевая поверхность 102a, 102b имеет четыре угла 130a, 130b, 130c, 130d, включающих в себя два диагонально противоположных пониженных угла 130a, 130d и два диагонально противоположных выступающих угла 130b, 130c. Диагонально противоположные пониженные углы 130a, 130d расположены ближе к срединной плоскости М режущей пластины, чем диагонально противоположные выступающие углы 130b, 130c.
Периферийные кромки 120а, 120b включают в себя, по меньшей мере, одну группу режущих кромок. На фиг. 9 показан один вариант осуществления группы режущих кромок на периферийной кромке 120а режущей пластины 100 во фрезе 200 настоящего изобретения. Предпочтительно, периферийные кромки 120а, 120b включают в себя две группы режущих кромок. Каждая группа режущих кромок включает в себя первичную подгруппу «внешних» режущих кромок и вторичную подгруппу «внутренних» режущих кромок. Во время работы с наклоном, первичная подгруппа режущих кромок образует срез внешнего диаметра обрабатываемой детали 400. Вторичная подгруппа образует срез внутреннего диаметра обрабатываемой детали 400.
Как видно на фиг. 5 и 9, первичная подгруппа режущих кромок включает в себя выступающую угловую режущую кромку 140b, связанную с первой угловой боковой поверхностью 116b, главную режущую кромку 142b, смежную с выступающей угловой режущей кромкой 140b и продолжающуюся вдоль первой большой боковой поверхности 112b, и выступающую угловую зачистную кромку 144b, смежную с выступающей угловой режущей кромкой 140b. Выступающая угловая зачистная кромка 144b продолжается вдоль первой меньшей боковой поверхности 114b, которая имеет общую первую угловую боковую поверхность 116b с первой большой боковой поверхностью 112b. Вторичная подгруппа режущих кромок включает в себя пониженную угловую режущую кромку 140а, связанную со второй угловой боковой поверхностью 116а, и пониженную угловую зачистную кромку 146а, смежную с пониженной угловой режущей кромкой 140а. Как вторая угловая боковая поверхность 116а, так и первая угловая боковая поверхность 116b, смежные с первой меньшей боковой поверхностью 114b. Пониженная угловая зачистная кромка 146а продолжается вдоль первой меньшей боковой поверхности 114b по направлению к выступающей угловой зачистной кромке 144b.
Как показано на фиг. 5, 7 и 8, каждая угловая боковая поверхность 116a, 116b, 116c, 116d режущей пластины 100 имеет вогнутую стружечную канавку 150. В одном варианте осуществления, вогнутая стружечная канавка 150 образована посредством фасонного среза, при изготовлении режущей пластины 100. Однако, следует понимать, что многоосевые пресс-формы могут использоваться для прессования сырой детали, имеющей вогнутые стружечные канавки, после чего сырая деталь спекается.
Вогнутая стружечная канавка 150 продолжается от пониженной угловой режущей кромки 140а, за срединную плоскость М и в направлении, но не пересекая, соответствующего выступающего угла 130с, связанного с противоположной торцевой поверхностью 102b. Вогнутая стружечная канавка 150 образует заднюю поверхность 152 для пониженной угловой режущей кромки 140а и является видимой как на виде на большую сторону, так и на виде на меньшую сторону режущей пластины 100. Как видно, по меньшей мере, на фиг. 5 и 7, один конец вогнутой стружечной канавки 150 подходит к пониженной угловой режущей кромке (140а). Однако, противоположный конец 150b вогнутой стружечной канавки 150 не подходит к противоположному выступающему углу 130с.
Каждая из вогнутых стружечных канавок 150 является асимметричной относительно срединной плоскости М. Также, третья ось А3 не пересекает какую-либо из вогнутых стружечных канавок 150, образованных в угловых боковых поверхностях 116а, 116b, 116с, 116d.
Высота Hc (как показано на фиг. 7) вогнутой стружечной канавки 150 берется по направлению между пониженной угловой режущей кромкой 140а и выступающим углом 130с, связанным с противоположной торцевой поверхностью 102b. В одном варианте осуществления, высота Hc вогнутой стружечной канавки 150 составляет, по меньшей мере, 50-95% от расстояния d между пониженной угловой режущей кромкой 140а и выступающим углом 130с, связанным с противоположной торцевой поверхностью 102b. В одном варианте осуществления, наибольшая глубина Dc (как показано на фиг. 7) вогнутой стружечной канавки 150, взятая от воображаемой касательной линии к воображаемой «несрезанной» угловой боковой поверхности, может варьироваться от 6-12% от высоты Hc вогнутой стружечной канавки 150.
В одном варианте осуществления режущая пластина 100 настоящего изобретения может удерживаться более чем в одном типе фрезы 200. Фреза 200 не требует специального выполнения для резки с наклоном обрабатываемой детали 100. Скорее, фреза 200 может представлять собой стандартный режущий инструмент, в котором режущая пластина 100 может удерживаться для резки с наклоном обрабатываемой детали 400. Однако, в других вариантах осуществления, фреза 200 вместо этого может представлять собой специальный режущий инструмент, использующийся для резки с наклоном обрабатываемой детали 400. В некоторых вариантах осуществления, режущая пластина 100 является индексируемой во фрезе 200, и в некоторых вариантах осуществления образована таким образом, чтобы быть индексируемой с использованием 4 позиций индексирования во фрезе 200.
На фиг. 10-12 показан вариант осуществления стандартной фрезы 250 с внешним диаметром 2,000 дюйма, имеющей множество гнезд 210, одно из которых показано имеющим режущую пластину 100, тангенциально размещенную и удерживаемую в нем. Следует понимать, что во время фактического использования, каждое из пяти гнезд 210 такой фрезы 250 содержало бы режущую пластину 100, удерживаемую в нем. Как наилучшим образом видно на фиг. 11, во время резки, рабочая выступающая угловая режущая кромка 140b обеспечивает срез DO внешнего диаметра, тогда как рабочая пониженная угловая режущая кромка 140а обеспечивает срез DI внутреннего диаметра. При этом рабочая вогнутая стружечная канавка 150 режущей пластины обеспечивает разгрузку для пониженной угловой режущей кромки 140а режущей пластины 100 и, во время работы с наклоном, размещает участок обрабатываемой детали 400, который изображен на фиг. 10-12 в виде кольцевого пути, который входит в вогнутую стружечную канавку 150.
На фиг. 13-15 показан вариант осуществления стандартной фрезы 260 с внешним диаметром 1,250 дюйма, имеющей множество гнезд 210, одно из которых показано таким образом, чтобы иметь режущую пластину 100, тангенциально размещенную и удерживаемую в нем. Также, следует понимать, что во время фактического использования, каждое из четырех гнезд 210 такой фрезы 260 имело бы режущую пластину 100, удерживаемую в нем. Как наилучшим образом видно на фиг. 15, во время резки, рабочая выступающая угловая режущая кромка 140b обеспечивает срез DO внешнего диаметра, тогда как рабочая пониженная угловая режущая кромка 140а обеспечивает срез DI внутреннего диаметра. При этом рабочая вогнутая стружечная канавка 150 режущей пластины обеспечивает разгрузку для пониженной угловой режущей кромки 140а режущей пластины 100 и, во время работы с наклоном, размещает участок обрабатываемой детали, который изображен на фиг. 13-15 в виде кольцевого пути, который входит в вогнутую стружечную канавку 150.
На фиг. 16 показан продольный разрез фрезы 290, установленной на шпиндель 300 и обрабатываемой детали 430, которую режут. При резке фреза 290 вращается в направлении R вращения вокруг оси Ac вращения режущего инструмента, которая продолжается вдоль осевого (или «Z») направления обрабатываемой детали 430. При работе с наклоном фреза 290 одновременно перемещается как в осевом «Z» направлении, так и также в поперечном (или «X») направлении таким образом, чтобы образовать угол αr наклона (показанный на фиг. 16 со ссылкой на стрелку 600 наклона), чтобы тем самым образовать наклонную плоскость 602 к обрабатываемой детали 400. Наклонная плоскость 602 содержит, в общем смысле, обращенную в осевом направлении наклонную поверхность 604, заданную окружной наклонной периферийной кромкой 606. Таким образом, при каждом вращении, фреза 290 перемещается глубже (в осевом направлении) в обрабатываемую деталь 400 и также в поперечном направлении. Как видно на фиг. 16, наклонная плоскость 602 является самой высокой на заднем участке наклонной периферийной кромки 606. Также, следует понимать, что на осевом виде вдоль «Z»-оси, наклонная поверхность 604 имеет, в общем смысле, вид круга.
Первая и вторая режущие пластины 100а, 100b видны на разрезе фиг. 16, которые могут представлять собой фрезу с диаметром 1,25 дюйма, имеющую четыре гнезда под режущую пластину равно разнесенных по окружности. Следовательно, следует понимать, что дополнительные режущие пластины (не показаны) также могут устанавливаться на фрезу 290. Первая режущая пластина 100а, нерабочая торцевая поверхность 102b которой видна на фиг. 16, имеет рабочую первичную подгруппу режущих кромок (не видимых на фиг. 16). На показанном разрезе, рабочая первичная подгруппа режущих кромок (140b, 142b, 144b) первой режущей пластины 100а режет передний, обращенный в поперечном направлении дугообразный участок 432 обрабатываемой детали 430 и также режет передний, обращенный в осевом направлении участок 434 обрабатываемой детали 430. При этом вторая режущая пластина 100b имеет рабочую вторичную подгруппу режущих кромок (140а, 146а), которая, на показанном разрезе, срезает задний участок наклонной периферийной кромки 606 и также обращенный в осевом направлении задний участок 436 обрабатываемой детали 430.
На разрезе, видимом на фиг. 16, фреза 290 срезает новый материал обрабатываемой детали 430 в поперечном «X» направлении, используя рабочую первичную подгруппу режущих кромок (т.е., невидимую выступающую угловую режущую кромку 140b, главную режущую кромку 142b и выступающую угловую зачистную кромку 144b) первой режущей пластины 100а, при этом рабочая выступающая угловая режущая кромка 140b выполняет первоначальное соприкосновение в точке Po на показанном разрезе.
Рабочая вторичная подгруппа режущих кромок (т.е., невидимая пониженная угловая режущая кромка 140а и пониженная угловая зачистная кромка 146а) первой режущей пластины 100а, в общем смысле, не режет обрабатываемую деталь 430 в показанном положении. Однако, как только первая режущая пластина 100а вращается за положение, показанное на фиг. 16, ее рабочая вторичная подгруппа режущих кромок начинает резать периферийную кромку поднимающейся наклонной плоскость 602 (наклонной плоскости, поднимающейся в направлении +X на показанном разрезе) с глубиной резания, увеличивающейся до тех пор, пока наклонная плоскость 602 не достигнет максимальной высоты в диаметрально противоположном положении, занятом второй режущей пластиной 100b на фиг. 16. Затем глубина резания рабочей вторичной подгруппы режущих кромок, принадлежащей первой режущей пластине 100а, уменьшается (так как высота наклонной плоскости уменьшается в направлении -X на показанном разрезе) до тех пор, пока первая режущая пластина 100а снова не достигнет положения, в котором она видна на фиг. 16. Таким образом, в одном варианте осуществления, за исключением, возможно, в фактическом положении, занятом первой режущей пластиной 100а, как видно на фиг. 16, рабочая вторичная подгруппа режущих кромок, всех режущих пластин, режет наклонную плоскость 602 на всем протяжении всех 360° вращения фрезы 290.
Так как обрабатываемая деталь 400 не режется по центру, а вместо этого режется с наклоном, наклонная плоскость 602 выше, чем положение рабочей вторичной подгруппы режущих кромок, принадлежащих второй режущей пластине 100b, и является наивысшим на заднем участке периферийной кромки 606 наклонной плоскости. Во время работы с наклоном, вогнутая стружечная канавка 150 размещает участок периферийной кромки 606 наклонной плоскости, тем самым обеспечивая заднюю поверхность 152 для рабочей пониженной угловой режущей кромки 140а пластин, когда срезается периферийная кромка 606 наклонной плоскости.
В сущности, угол αr наклона, с которым фреза 290 режет обрабатываемую деталь 430, определяется максимальной глубиной резания пониженной угловой режущей кромки 140а и внутренним диаметром DI режущей пластины 100, когда она размещена во фрезе 290. В общем, угол αr наклона и диаметр DI имеют обратную зависимость, чем больше внутренний диаметр DI фрезы 290, тем меньше максимальный угол αr наклона. Таким образом, в одной группе вариантов осуществления, максимальный угол αr наклона фрезы 260 с диаметром 1,250 дюйма составляет 1,75°, тогда как максимальный угол αr наклона фрезы 250 с диаметром 2,000 дюйма составляет 0,75°.
На фиг. 17а и 17b показана режущая пластина 100 относительно дуги Т1 инструмента, образованной 1,250 дюймовой фрезой 260, и дуги Т2 инструмента, образованной 2,000 дюймовой фрезой 250. Дуги Т1 и Т2 инструмента представляют собой внутренний диаметр DI их соответствующих фрез 260 и 250. На фиг. 17b дан незначительно другой изометрический вид дуг Т1 и Т2 инструмента. Для образования вогнутой стружечной канавки 150 в режущей пластине 100, фасонный вырез режущей пластины 100 во время изготовления должен учитывать дуги инструмента фрез, в которые режущая пластина будет размещена. В некоторых вариантах осуществления, вогнутая стружечная канавка 150 не представляет собой цилиндрическую поверхность. В одном варианте осуществления, для уменьшения до минимума количества материала, удаляющегося для образования вогнутой стружечной канавки 150, форма фасонного выреза не имеет одного радиуса по всему срезу.
Как видно на фиг. 17а и 17b, дуга Т1 инструмента фрезы 260 с диаметром 1,250 дюйма продолжается глубже в режущую пластину 100, чем дуга Т2 инструмента фрезы 250 с диаметром 2,000 дюйма. Однако, дуга Т2 инструмента, образованная фрезой 250 с диаметром 2,000 дюйма продолжается в вогнутой стружечной канавке 150 вдоль большей длины соответствующей угловой боковой поверхности 116а, чем дуга Т1 инструмента, образованная фрезой 260 с диаметром 1,250 дюйма. Однако, режущая пластина 100 может быть с вогнутой стружечной канавкой 150 достаточной высоты и глубины для размещения обеих дуг инструмента, и таким образом использоваться во фрезах обоих размеров для работы с наклоном. Даже в таком случае, следует понимать, что можно образовать режущую пластину с вогнутыми стружечными канавками 150, имеющими только достаточную высоту и глубину для использования в только одной фрезе. Дополнительно следует понимать, что вогнутая стружечная канавка 150 режущей пластины может быть образована таким образом, чтобы также приспосабливаться к фрезам других размеров.
Хотя настоящее изобретение было описано со ссылкой на один или более конкретных вариантов осуществления, описание в целом предназначено для иллюстрации и не следует интерпретировать в качестве ограничения изобретения на показанных вариантах осуществления. Следует понимать, что специалистам в данной области могут прийти в голову различные модификации, которые, хотя конкретно не показаны здесь, тем не менее, входят в объем изобретения.
Группа изобретений относится к машиностроению и может быть использована при фрезеровании с наклоном обрабатываемых деталей. Режущая пластина включает в себя две противоположные торцевые поверхности и периферийную боковую поверхность, продолжающуюся между двумя противоположными торцевыми поверхностями. Периферийная боковая поверхность включает в себя две противоположные большие боковые поверхности, соединенные с двумя противоположными меньшими боковыми поверхностями через угловые боковые поверхности. Периферийная кромка образована на пересечении каждой торцевой поверхности с периферийной боковой поверхностью. Каждая торцевая поверхность имеет два выступающих угла с соответствующими выступающими угловыми режущими кромками и два пониженных угла с соответствующими пониженными угловыми режущими кромками. Каждая из угловых боковых поверхностей включает в себя вогнутую стружечную канавку, которая служит в качестве задней поверхности для соответствующей пониженной угловой режущей кромки. Вогнутая стружечная канавка продолжается от ее соответствующей пониженной угловой режущей кромки в направлении, но не пересекает выступающего угла, связанного с противоположной торцевой поверхностью. Обеспечивается эффективный отвод стружки, повышается качество обработки. 3 н. и 9 з.п. ф-лы, 17 ил.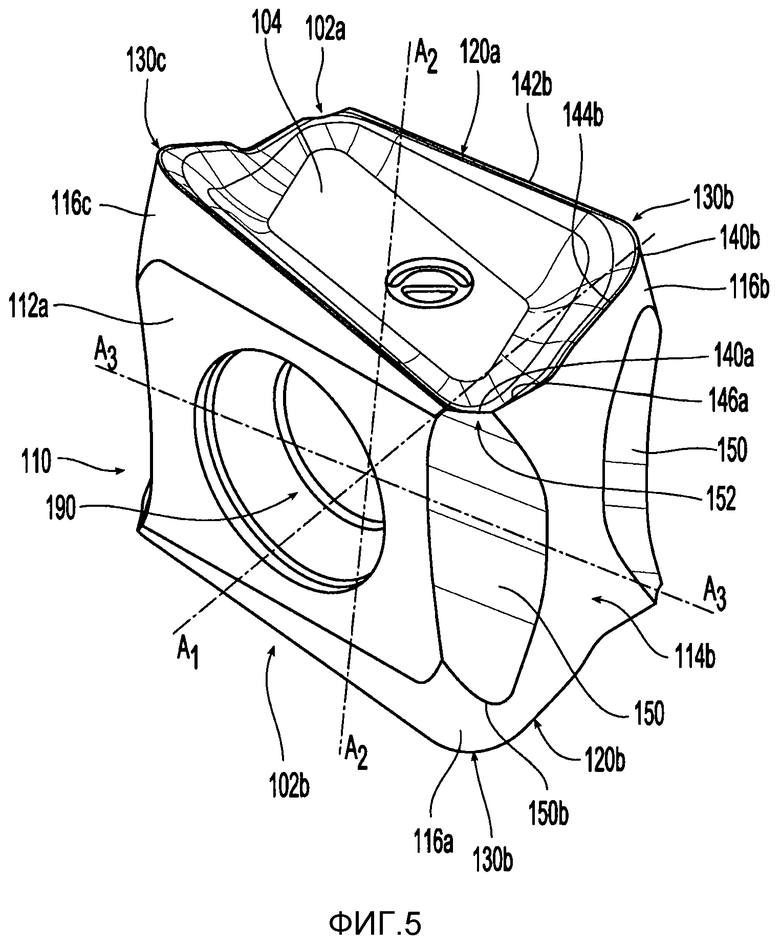
1. Режущая пластина (100) для фрезы, содержащая:
две идентичные противоположные торцевые поверхности (102a, 102b), каждая из которых выполнена с опорной поверхностью (104);
периферийную боковую поверхность (110), продолжающуюся между двумя противоположными торцевыми поверхностями (102а, 102b) и содержащую две противоположные большие боковые поверхности (112а, 112b), две противоположные меньшие боковые поверхности (114а, 114b) и угловые боковые поверхности (116а, 116b, 116с, 116d), расположенные между смежными большими и меньшими боковыми поверхностями;
периферийную кромку (120а, 120b) образованную на пересечении каждой торцевой поверхности (102a, 102b) и периферийной боковой поверхности (110);
при этом каждая торцевая поверхность (102a, 102b) имеет четыре угла (130a, 130b, 130c, 130d), включающих два диагонально противоположных пониженных угла (130a, 130d) и два диагонально противоположных выступающих угла (130b, 130c), при этом пониженные углы (130a, 130d) расположены ближе выступающих углов (130b, 130c) к срединной плоскости (М) режущей пластины, проходящей через большие и меньшие боковые поверхности (112a, 112b, 114a, 114b) и расположенной посередине между торцевыми поверхностями (102а, 102b);
в которой:
по меньшей мере одна периферийная кромка (120а) содержит две группы режущих кромок, каждая из которых содержит:
выступающую угловую режущую кромку (140b), связанную с первой угловой боковой поверхностью (116b);
главную режущую кромку (142b), смежную выступающей угловой режущей кромке (140b) и продолжающуюся вдоль первой большей боковой поверхности (112b);
выступающую угловую зачистную кромку (144b), смежную выступающей угловой режущей кромке (140b) и продолжающуюся вдоль первой меньшей боковой поверхности (114b), которая имеет общую первую угловую боковую поверхность (116b) с первой большей боковой поверхностью (112b);
пониженную угловую режущую кромку (140а), связанную со второй угловой боковой поверхностью (116а), при этом вторая угловая боковая поверхность (116а) и первая угловая боковая поверхность (116b) имеют общую первую меньшую боковую поверхность (114b); и
пониженную угловую зачистную кромку (146а), смежную пониженной угловой режущей кромке (140а) и продолжающуюся вдоль первой меньшей боковой поверхности (114b) к выступающей угловой зачистной кромке (144b);
причем каждая угловая боковая поверхность (116a, 116b, 116c, 116d) выполнена с вогнутой стружечной канавкой (150), продолжающейся от пониженной угловой режущей кромки (140а), за срединную плоскость (М), и в направлении без пересечения, выступающей угловой режущей кромки (130с), связанной с противоположной периферийной кромкой (120b), при этом вогнутая стружечная канавка (150) образует заднюю поверхность (152) для пониженной угловой режущей кромки (140а) и является видимой как на виде на большую сторону, так и на виде на меньшую сторону режущей пластины.
2. Режущая пластина (100) по п. 1, которая содержит сквозное отверстие (190), проходящее между противоположными большими боковыми поверхностями (112а, 112b).
3. Режущая пластина (100) по п. 1, которая имеет вращательную симметрию на 180° вокруг первой оси (А1), проходящей через противоположные большие боковые поверхности (112а, 112b).
4. Режущая пластина (100) по п. 3, которая имеет вращательную симметрию на 180° вокруг второй оси (А2), перпендикулярной первой оси (А1) и проходящей через обе торцевые поверхности (102а, 102b).
5. Режущая пластина (100) по п. 4, которая имеет вращательную симметрию на 180° вокруг третьей оси (А3), перпендикулярной первой оси (А1) и второй оси (А2), и проходящей через противоположные меньшие боковые поверхности (114а, 114b).
6. Режущая пластина (100) по п. 1, которая имеет вращательную симметрию на 180° вокруг третьей оси (А3), проходящей через противоположные меньшие боковые поверхности (114а, 114b).
7. Режущая пластина (100) по п. 6, в которой:
третья ось (А3) не пересекает какую-либо из вогнутых стружечных канавок (150), образованных в угловых боковых поверхностях (116а, 116b, 116с, 116d).
8. Режущая пластина (100) по п. 1, в которой:
высота Hc вогнутой стружечной канавки (150), взятая в направлении между пониженной угловой режущей кромкой (140а) и выступающим углом (130с), связанным с противоположной торцевой поверхностью (102b), составляет по меньшей мере 50-90% от расстояния d между пониженной угловой режущей кромкой (140а) и выступающим углом (130с), связанным с противоположной периферийной кромкой (102b).
9. Режущая пластина (100) по п. 1, в которой:
каждая из вогнутых стружечных канавок (150) выполнена асимметрично относительно срединной плоскости (М).
10. Фреза (200), содержащая:
корпус (220) фрезы, содержащий множество гнезд (210) под режущую пластину; и
множество режущих пластин (100), каждая из которых удерживается в одном из множества гнезд (210) под режущую пластину,
при этом каждая режущая пластина выполнена по любому из пп. 1-9.
11. Фреза (200) по п. 10, в которой:
каждая режущая пластина (100) установлена тангенциально и удерживается в своем гнезде (210) под режущую пластину.
12. Способ фрезерования обрабатываемой детали, включающий:
обеспечение фрезы (200) по п. 10, и
перемещение фрезы одновременно в осевом направлении и поперечном направлении относительно обрабатываемой детали для образования, тем самым, наклонной плоскости на обращенной в осевом направлении поверхности обрабатываемой детали, при этом наклонная плоскость имеет периферийную кромку, причем по меньшей мере участок наклонной периферийной кромки размещается в вогнутой стружечной канавке, когда пониженная угловая режущая кромка снимает стружку с наклонной периферийной кромки при вращении фрезы.
| US 7246973 B2, 24.07.2007 | |||
| WO 2008132757 A1, 06.11.2008 | |||
| US 7104736 B2, 12.09.2006 | |||
| Режущая пластина | 1975 |
|
SU676148A3 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2108894C1 |

