Настоящее изобретение относится к способу контроля качества нанесения адгезивного материала в течение процесса ламинирования для изготовления упаковочного многослойного материала, как описано в п. 1 формулы изобретения.
Известные пленки для изготовления гибкой упаковки продуктов питания и фармацевтических изделий, а также упаковки, предназначенные для последующей консервационной обработки, т.е. термической обработки в автоклаве или в процессе пастеризации, как правило, представляют собой многослойные материалы, содержащие три или четыре слоя, причем каждый слой обеспечивает конкретное свойство многослойного материала. Слои таких многослойных материалов обычно ламинируют с использованием адгезивного материала и процесса экструзии и ламинирования соответственно. Двуосноориентированная PET пленка, образующая внешний слой, используется в качестве печатной подложки, обеспечивая высокий блеск поверхности и хорошую термическую устойчивость. Другая ориентированная или неориентированная пленка, которую составляет, например, PET или OPA, может присутствовать в середине в качестве подложки защитного слоя или слоя для улучшения механических свойств, таких как, например, ударная вязкость или повышенная прочность на прокол. Часто алюминиевая фольга используется внутри многослойного материала в качестве защитного слоя, который не пропускает водяной пар, кислород или ароматизирующее вещество. Покрытый в вакууме слой PET или OPA можно использовать как защитный слой в том случае, где требуется прозрачность пленки. Внутренний слой, как правило, составляет неориентированная моно- или соэкструдированная термически герметизируемая пленка, изготовленная, например, в процессе раздувной или плоскощелевой экструзии. Для применения термической обработки в качестве герметизирующих слоев часто используют PP, PE или их сочетание. В процессе производства посредством ламинирования адгезивного материала отдельные пленки соединяют, образуя многослойный материал, с использованием содержащих растворитель или не содержащих растворителей двухкомпонентных адгезивных материалов, часто осуществляя две или больше стадии обработки.
Как правило, нанесение адгезивных материалов на движущееся полотно из пленки или фольги контролируют визуально. Чтобы обеспечивать улучшенную видимость, оператор использует стробоскопическую лампу на установке нанесения адгезивного материала.
В процессе ламинирования адгезивный материал обычно покрывает всю поверхность полотна из пленки или фольги. Даже если адгезивный материал успешно нанесен на полотно из пленки или фольги, при изготовлении определенных изделий оказывается чрезвычайно важным контроль правильности нанесенного количества или его присутствие в приемлемых пределах. Если количество адгезивного материала на пленке или фольге оказывается недостаточным, полотно не может надлежащим образом прикрепляться к подложке. Если количество адгезивного материала на пленке или фольге превышает заданный объем, процесс нанесения адгезивного материала становится неэкономичным, поскольку наносится больше адгезивного материала, чем требуется для обеспечения соответствующей связи.
Хотя адгезивный материал в многослойном материале для гибкой упаковки, как правило, наносят на всю поверхность движущейся пленки или полотна из пленки или фольги, возможны приложения, в которых адгезивный материал наносят в форме узора на движущееся полотно из пленки или фольги.
Патентная заявка США № 2007/039678 A1 описывает процесс изготовления многослойного изделия на основе древесины с использованием технологического контроля процесса дозирования полимера, в котором дозирование полимера контролируют, используя полученные данные спектроскопических измерений первой и второй стадий процесса, и метода калибровочных вычислений.
Задача настоящего изобретения заключается в том, чтобы предложить простой и экономичный способ контроля качества нанесения адгезивного материала на движущееся полотно из пленки или фольги в течение процесса ламинирования для изготовления упаковочного многослойного материала. Этот способ должен обеспечивать полностью автоматизированный процесс контроля.
Данную задачу решает способ, отличительные особенности которого описаны в п. 1 формулы изобретения.
Предпочтительные варианты осуществления изобретенного способа описаны в пунктах формулы изобретения, зависимых от п. 1.
Изобретенный способ контроля качества нанесения адгезивного материала в течение процесса ламинирования для изготовления упаковочного многослойного материала включает первое перемещение первого полотна из пленки или фольги в продольном направлении параллельно длине первого полотна из пленки или фольги. Флуоресцентное вещество, которое способно поглощать ультрафиолетовое излучение и излучать свет в видимом спектре, вводят в имеющийся в продаже двухкомпонентный адгезивный материал и перемешивают с ним таким образом, что получается адгезивный материал, включающий двухкомпонентный адгезивный материал и равномерно распределенное флуоресцентное вещество. Изготовленный таким способом адгезивный материал, включающий двухкомпонентный адгезивный материал и равномерно распределенное флуоресцентное вещество, наносят на первое полотно из пленки или фольги равномерно по всей ширине полотна из пленки или фольги или в форме узора из линий адгезивного материала. Второе полотно из пленки или фольги затем наносят на покрытое адгезивным материалом первое полотно из пленки или фольги и перемещают на прессовальную или ламинировочную установку для изготовления многослойного материала, содержащего, по меньшей мере, частично отвержденный слой адгезивного материала между первым и вторым полотном из пленки или фольги.
Первое полотно из пленки или фольги могут составлять неориентированный или двуосноориентированный PET или OPA, PP, PE.
Само первое полотно из пленки или фольги может составлять ламинированное полотно из пленки или фольги.
Второе полотно из пленки или фольги состоит предпочтительно из полимерного материала, который является прозрачным для электромагнитного излучения в ультрафиолетовом и видимом спектре.
Чтобы контролировать качество нанесения адгезивного материала, на заданную область адгезивного слоя воздействует ультрафиолетовое излучение. Заданная область предпочтительно представляет собой полосу, проходящую по всей ширине первого полотна из пленки или фольги. Производимое в результате флуоресцентное излучение в видимом спектре, которое создает адгезивный материал, подвергаемый ультрафиолетовому облучению, детектирует визуальная контрольная система. Визуальная контрольная система приспособлена для контроля параметров качества, таких как, например, толщина и однородность слоя адгезивного материала.
Изобретенный способ обеспечивает поточный контроль качества нанесения адгезивного материала в течение процесса ламинирования. Кроме того, изобретенный способ обеспечивает контроль качества нанесения адгезивного материала по всей ширине многослойного материала.
Если вторая пленка или фольга представляет собой пластмассовую пленку, которая является прозрачной для ультрафиолетового и видимого электромагнитного излучения, контроль качества нанесения адгезивного материала можно осуществлять в конце процесса ламинирования, обеспечивая, таким образом, обнаружение всех типов возможных дефектов, которые проявляются или возникают в течение процесса ламинирования.
Детекторный блок может представлять собой автоматическую наблюдательную систему, включающую камеру и контролер. Данная камера способна записывать изображение слоя адгезивного материала. Контролер способен определять детектированное значение, представляющее собой характеристику узора на изображении, сравнивать детектированное значение с эталонным значением, представляющим собой требуемую стандартную характеристику, и производить сигнал в соответствии с результатом сравнения.
Детекторный блок может иметь поле зрения, включающее контрольную область в пространстве, которое включает, по меньшей мере, часть движущегося полотна из пленки или фольги после нанесения адгезивного материала на всю поверхность движущегося полотна из пленки или фольги или в форме узора, покрывающего часть поверхности, посредством установки для нанесения покрытия.
Данный способ предпочтительно включает передачу предупреждения наблюдателю или контролеру при получении сигнала, причем передача предупреждения предпочтительно включает передачу наблюдателю по меньшей мере одного из видимого предупреждения и звукового предупреждения.
Обнаружение излучения может включать запись изображения первого полотна из пленки или фольги, покрытой слоем адгезивного материала, и определение детектируемого значения дополнительно включает обработку записанного изображения.
Обработка записанного изображения предпочтительно включает определение объема адгезивного материала.
Данный способ включает воздействие на адгезивный материал излучением первой длины волны, и детектирование излучения предпочтительно включает детектирование флуоресценции второй длины волны, которая отличается от первой длины волны излучения, которое создает адгезивный материал, причем первая длина волны находится в ультрафиолетовом диапазоне электромагнитного спектра, и вторая длина волны находится в видимом диапазоне электромагнитного спектра.
Сравнение детектированного и эталонного значений предпочтительно включает определение изменений в детектированном значении характеристики по отношению к эталонному значению. Характеристику можно использовать для определения нанесения соответствующего объема адгезивного материала.
Детектирование излучения можно осуществлять до или после процесса ламинирования. Его можно осуществлять, например, в конце процесса ламинирования, чтобы проверить все типы возможных дефектов, которые возникают в процессе ламинирования.
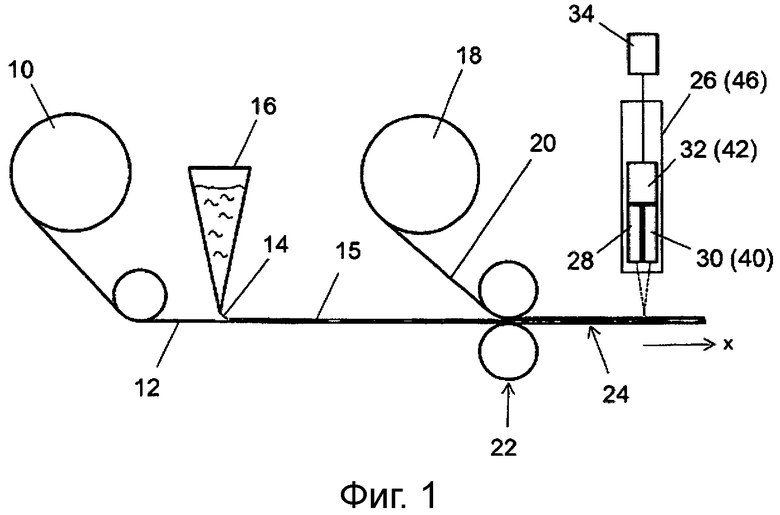
Эти и другие отличительные особенности, задачи и преимущества настоящего изобретения станут более понятными для обычного специалиста в данной области техники после ознакомления со следующим подробным описанием, рассматриваемым в сочетании с сопровождающим чертежом, который представлен на фиг. 1 как схематическое изображение производственной линии для изготовления многослойного материала.
Как представляет фиг. 1, на производственной линии для изготовления многослойного материала первое полотно 12 из пленки или фольги разматывается с первой катушки 10 и покрывается с одной стороны адгезивным материалом 14, дозируемым из установки 16 для нанесения покрытия, которая обеспечивает нанесение адгезивного материала 14 в качестве слоя 15 адгезивного материала по всей поверхности, т.е. по всей ширине на первое полотно 12 из пленки или фольги, которое движется в продольном направлении x. Термин «адгезивный материал» в настоящем документе означает адгезивный материал, включающий флуоресцентное вещество. Второе полотно 20 из пленки или фольги, которое в данном случае является прозрачным для ультрафиолетового и видимого излучения, разматывается со второй катушки 18 и соединяется с первым материалом 12 из пленки или фольги, покрытым слоем 15 адгезивного материала, на прижимную роликовую установку 22, образуя при этом многослойный материал 24. Детекторный блок 26 занимает положение ниже по потоку относительно прижимной роликовой установки 22. Детекторный блок 26 включает источник или излучатель 28 ультрафиолетового излучения и детектор 30, способный детектировать видимое излучение.
Излучатель 28 направляет ультрафиолетовое излучение на движущийся многослойный материал. Адгезивный материал 14 содержит один или несколько флуоресцирующих агентов или веществ, таких как пигменты или красители, которые производят излучение или флуоресцируют в видимом диапазоне электромагнитного спектра при воздействии излучения от излучателя 28 в ультрафиолетовом диапазоне электромагнитного спектра. Интенсивность флуоресценции, которую детектирует детектор 30, определяет величина покрытия адгезивного материала 14 на первом полотне 12 из пленки или фольги или толщина слоя 15 адгезивного материала.
Детекторный блок 26 дополнительно включает контроллер 32, определяющий один или несколько пределов интенсивности или пороговых значений в отношении интенсивности детектированной флуоресценции и производящий исходящий сигнал ошибки, если интенсивность флуоресценции выходит за пределы какого-либо из пороговых значений. Например, пороговое значение интенсивности может представлять собой нижний уровень интенсивности, недостижение которого показывает нанесение недостаточного количества адгезивного материала 14. В качестве альтернативы пороговое значение интенсивности может представлять собой верхний уровень интенсивности, превышение которого показывает нанесение чрезмерного количества адгезивного материала 14. Пороговые значения интенсивности представляют собой эталонные значения требуемого стандарта интенсивности детектируемой флуоресценции. Контроллер 32 может направлять сигнал ошибки в сигнальный блок 34 для ответного действия. Сигнальный блок 34 соединяется с детекторным блоком 26. В случае ненадлежащего или невыполненного нанесения адгезивного материала 14 на первое полотно 12 из пленки или фольги сигнальный блок 34 может включать визуальный сигнал или звуковой сигнал и/или может направлять сигнал для остановки производственной линии. Детекторный блок 26 включает работу сигнального блока 34.
Контроллер 32 сравнивает детектированное значение характеристики с сохраненным эталонным значением, которое представляет собой требуемое стандартное значение для данной характеристики. Например, эталонное значение можно устанавливать посредством анализа ряда изображений, записанных для определения эталонного значения, или его можно определять эмпирически посредством наблюдения. Путем сравнения можно определять объем адгезивного материала. Если сравнение показывает, что детектированное значение, которое представляет собой, например, средний уровень интенсивности, находится ниже порогового значения, превышает предел или находится за пределами интервала значений, контроллер 32 детекторного блока 26 передает сигнал тревоги в сигнальный блок 34.
Если количество адгезивного материала 14 на первом полотне 12 из пленки или фольги находится вне допустимых пределов, контроллер 32 направляет сигнал ошибки в сигнальный блок 34, который показывает состояние ошибки. Сигнальный блок 34 может направлять звуковое или видимое предупреждение наблюдателю и/или может направлять сигнал отключения для остановки производственной линии.
Согласно конкретному варианту осуществления детекторный блок 26 представляет собой автоматическую наблюдательную систему 46, которая включает камеру 40, такую как камера CCD, и контроллер 42. Контроллер 42 обрабатывает записанное изображение, чтобы определять, например, детектируемое значение характеристики многослойного материала 24, такой как, например, отсутствие адгезивного материала на покрытой поверхности первого полотна 12 из пленки или фольги. Например, контроллер 42 может вычислять средний уровень интенсивности записанного изображения или части записанного изображения в качестве характеристики узора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ПРОИЗВОДСТВА ЗАЩИТНЫХ НИТЕЙ ИЛИ ПОЛОСОК | 2014 |
|
RU2649547C2 |
| СПОСОБЫ И СИСТЕМЫ ОПЕРАТИВНОГО КОНТРОЛЯ ФУНКЦИОНАЛЬНОГО СЛОЯ ПЛЕНКИ, СОДЕРЖАЩЕГО ПОДДАЮЩИЙСЯ ОБНАРУЖЕНИЮ КОМПОНЕНТ | 2018 |
|
RU2742755C1 |
| ЗАЩИТНОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ СВЯЗУЮЩИЙ МАТЕРИАЛ С ИЗМЕНЯЮЩИМИСЯ ОПТИЧЕСКИМИ СВОЙСТВАМИ | 2007 |
|
RU2459710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОЙ ПЛЕНКИ ДЛЯ ЛАМИНИРОВАНИЯ ПЕЧАТНОЙ ПРОДУКЦИИ | 2001 |
|
RU2190536C1 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОГО ИЛИ ЦЕННОГО ДОКУМЕНТА | 2009 |
|
RU2503547C2 |
| Многослойный защитный элемент и способ его получения | 2016 |
|
RU2642535C1 |
| КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПЕЧАТНЫМ ИЗОБРАЖЕНИЕМ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2529109C2 |
| СООТВЕТСТВУЮЩИЕ КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2571806C2 |
| ЧЕШУЙКА ДЛЯ ПРИМЕНЕНИЙ В СКРЫТОЙ ЗАЩИТЕ | 2009 |
|
RU2523474C2 |
Изобретение относится к области ламинирования упаковочных многослойных материалов и касается способа контроля качества нанесения адгезивного материала. Способ включает перемещение первого полотна из пленки или фольги в продольном направлении, нанесение адгезивного материала по всей поверхности или в форме узора на движущееся первое полотно из пленки или фольги, нанесение второго полотна из пленки или фольги на покрытое адгезивным материалом первое полотно из пленки или фольги и перемещение первого и второго полотна из пленки или фольги, содержащего промежуточный нанесенный слой адгезивного материала, в продольном направлении к прессовальной установке для изготовления многослойного материала. Флуоресцентное вещество добавляют и перемешивают с адгезивным материалом и получают адгезивный материал, включающий равномерно распределенное флуоресцентное вещество перед нанесением адгезивного материала на первое полотно из пленки или фольги. В качестве флуоресцентного вещества выбирают вещества, которые поглощают ультрафиолетовое излучение и излучают свет в видимом спектре. Изобретение обеспечивает контроль качества и однородность слоя адгезивного материала в процессе ламинирования. 8 з.п. ф-лы, 1 ил., 1 пр.
1. Способ контроля качества нанесения адгезива в течение процесса ламинирования для изготовления упаковочного многослойного материала, который включает в себя этапы, на которых:
перемещают первое полотно (12) из пленки или фольги в продольном направлении (x),
наносят адгезивный материал (14) в качестве слоя (15) адгезивного материала по всей поверхности или в форме узора на движущееся первое полотно (12) из пленки или фольги,
наносят второе полотно (20) из пленки или фольги на покрытое адгезивным материалом первое полотно (12) из пленки или фольги и перемещают указанное первое и второе полотно из пленки или фольги, содержащее промежуточный нанесенный слой (15) адгезивного материала, в продольном направлении (x) к прессовальной установке (22) для изготовления многослойного материала (24),
отличающийся тем, что флуоресцентное вещество добавляют и перемешивают с адгезивным материалом таким образом, что получают адгезивный материал, содержащий равномерно распределенное флуоресцентное вещество, перед нанесением адгезивного материала (14) на первое полотно (12) из пленки или фольги, причем в качестве флуоресцентного вещества выбирают вещества, которые поглощают ультрафиолетовое излучение и излучают свет в видимом спектре, причем на заданную область покрытого адгезивом первого полотна (12) из пленки или фольги воздействуют ультрафиолетовым излучением, и причем производимое в результате флуоресцентное излучение, которое создает облученный ультрафиолетовым излучением слой (15) адгезивного материала, обнаруживает визуальная контрольная система (26), приспособленная для контроля качества и однородности слоя (15) адгезивного материала.
2. Способ по п. 1, отличающийся тем, что второе полотно (20) из пленки или фольги является прозрачным для электромагнитного излучения в ультрафиолетовом и видимом спектре.
3. Способ по п. 2, отличающийся тем, что на заданную область многослойного материала (24) воздействует ультрафиолетовое излучение, причем производимое в результате флуоресцентное излучение, которое создает облученный ультрафиолетовым излучением слой (15) адгезивного материала, обнаруживает визуальная контрольная система (26).
4. Способ по п. 2, в котором воздействие на заданную область слоя (15) адгезивного материала ультрафиолетового излучения и обнаружение флуоресцентного излучения в видимом электромагнитном спектре происходит до или после процесса ламинирования.
5. Способ по любому из пп. 1-4, отличающийся тем, что обнаруженное флуоресцентное излучение сравнивают с эталонным значением, представляющим собой требуемый стандарт слоя (15) адгезивного материала, и производится сигнал в соответствии с результатом сравнения.
6. Способ по п. 1, в котором обнаружение флуоресцентного излучения, создаваемого облученным ультрафиолетовым излучением слоем (15) адгезивного материала, дополнительно включает запись видимого изображения заданной области слоя (15) адгезивного материала и обработку записанного видимого изображения для контроля качества и однородности слоя (15) адгезивного материала.
7. Способ по п. 6, в котором обработка записанного изображения включает определение объема адгезивного материала, присутствующего в заданной области видимого изображения, или распределение толщины слоя (15) адгезивного материала в этой области.
8. Способ по п. 5, дополнительно включающий передачу предупреждения наблюдателю при получении сигнала.
9. Способ по п. 8, в котором передача предупреждения включает передачу, по меньшей мере, одного из видимого предупреждения и звукового предупреждения наблюдателю или контролеру.
| US 2007039678 A1, 22.02.2007 | |||
| US 2005224156 A1, 13.10.2005 | |||
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
| US 2006249255 A1, 09.11.2006. | |||

