Предпосылки создания изобретения
Настоящее изобретение относится к способу контроля качества пленок с целью гарантировать их применимость для предполагаемого использования.
Многие пленки, в частности упаковочные пленки, изготавливаются путем экструзии одного или нескольких термопластичных материалов через матрицу. Термопластичные материалы выходят из матрицы в виде расплавленного потока. По разнообразным причинам в слое или слоях пленки могут возникать аномалии, включая нарушение непрерывности в одном или нескольких слоях пленки. Некоторые аномалии имеют форму непрерывных линий разъема матрицы, проходящих в направлении обработки пленки. Другие аномалии имеют форму пятна. Причиной нарушений непрерывности в форме пятна могут являться используемые материалы или наплыв материала в экструдере или матрице, при этом материал, проходящий через отверстие матрицы, становится частью пленки, вызывая нарушение непрерывности в пленке. В экструдере или матрице могут образовываться полимерные гели, которые проходят через матрицу, образуя нарушение непрерывности в форме пятна (т.е. пустоты) в пленке. В матрице может иметься сужение или другой дефект или наплыв материала, который может приводить к образованию линии разъема матрицы, или материал может вытекать из экструдера и блокировать часть отверстия матрицы, приводя к образованию линии разъема линии матрицы.
Упаковочные пленки включают как однослойные, так и многослойные пленки. Каждый слой многослойной пленки выполняет определенную функцию, как, например, упрочняющий слой, термосварной слой, устойчивый к неправильному обращению слой, глянцевый блеска, барьерный слой, легко открываемый слой и связующий слой для сцепления друг с другом двух других несовместимых слоев. Вышеописанные нарушение непрерывности могут присутствовать в одном или нескольких слоях многослойной пленки.
Способами обеспечения качества обычно требуется, чтобы часть пленки была удалена и подвергнута анализу в автономном режиме. Это отнимает много времени, является трудоемким и часто вызывает разрушение проверяемого пленочного образца. Кроме того, такими способами обеспечения качества проверяется только небольшая часть пленки. Было бы желательно иметь возможность проверять один или несколько слоев пленки на значительной части пленки, чтобы знать частоту и характер любых нарушений непрерывности, присутствующих в одном или нескольких слоях пленки. Кроме того, желательно проводить эту проверку качества быстро и эффективно без прерывания процесса изготовления пленки и без разрушения какой-либо части пленки.
Краткое изложение сущности изобретения
В настоящем изобретении предложен способ, позволяющий контролировать частоту и характер любых нарушений непрерывности, присутствующих в одном или нескольких слоях пленки, и/или пригодность слоя пленки для выполнения его предполагаемой функции. Кроме того, контроль может осуществляться на значительной части пленки и в отношении одного или нескольких слоев пленки. Помимо этого, этот контроль качества является быстрым и эффективным, не прерывающим процесса изготовления пленки, поскольку может выполняться на движущемся полотне. К тому же, при осуществлении способа не разрушается какая-либо часть пленки. Способ упрощен за счет добавления одного или нескольких индикаторных компонентов к одному или нескольким слоям пленки, чтобы позволить автоматической системе контроля обнаруживать нарушение непрерывности в одном или нескольких слоях пленки. Различные варианты осуществления способа позволяют непрерывно оперативно контролировать всю пленку с целью обнаружения любых нарушений непрерывности вплоть до небольшого размера, например, таких как размером 2 мм или даже меньше, по меньшей мере, в одном направлении.
Согласно первой особенности предложен способ оценки непрерывности функционального слоя полотна. Способ включает продвижение полотна со скоростью, по меньшей мере, 5 метров в минуту, обнаружение присутствия функционального слоя и нарушения непрерывности функционального слоя и генерирование сигнала в ответ на обнаружение нарушения непрерывности функционального слоя. Функциональный слой содержит смесь термопластичной композиции и поддающегося обнаружению компонента. Поддающийся обнаружению компонент присутствует в термопластичной композиции в таком количестве и таким образом, чтобы поддаваться обнаружению в функциональном слое. Присутствие функционального слоя и нарушение непрерывности функционального слоя обнаруживается путем контроля полотна с помощью системы машинного зрения, способной обнаруживать присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое.
В одном из вариантов осуществления полотном является однослойное полотно. В другом варианте осуществления изобретения полотном является многослойное полотно, содержащее функциональный слой и, по меньшей мере, один дополнительный слой.
В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 2 мм в направлении обработки и вплоть, по меньшей мере, до 1 мм в поперечном направлении. В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое ориентированной термоусадочной рукавной пленки нарушения непрерывности размером вплоть, по меньшей мере, до 7 мм в направлении обработки и 3,5 мм в поперечном направлении.
В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 1 мм в направлении обработки и вплоть, по меньшей мере, до 0,5 мм в поперечном направлении. В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое ориентированной термоусадочной рукавной пленки нарушения непрерывности размером вплоть, по меньшей мере, до 3,5 мм в направлении обработки и 1,8 мм в поперечном направлении.
В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 0,2 мм в направлении обработки и вплоть, по меньшей мере, до 0,1 мм в поперечном направлении. В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое ориентированной термоусадочной рукавной пленки нарушения непрерывности размером вплоть, по меньшей мере, до 0,7 мм в направлении обработки и 0,35 мм в поперечном направлении.
В одном из вариантов осуществления способ дополнительно включает определение количества поддающегося обнаружению компонента в функциональном слое, при этом количество поддающегося обнаружению компонента пропорционально толщине функционального слоя.
В одном из вариантов осуществления функциональным слоем является элемент, выбранный из группы, состоящей из противокислородного слоя, органолептического барьерного слоя и влагонепроницаемого слоя. В одном из вариантов осуществления функциональным слоем является противокислородный слой, содержащий, по меньшей мере, один элемент, выбранный из группы, состоящей из сополимера винилиденхлорида, омыленного сополимера этилена и винилацетата, полиамида, сложного полиэфира, ориентированного полипропилена и гомополимера этилена.
В одном из вариантов осуществления контроль полотна производиться, по меньшей мере, на 10% полотна.
В одном из вариантов осуществления способ дополнительно включает формирование полотна путем экструзии термопластичного материала через кольцевую матрицу с получением кольцевой ленты, закалку и сплющивание ленты с целью придания ей плоской конфигурации, при этом контроль ленты производится путем сканирования кольцевой ленты, пока она находится в движении и имеет плоскую конфигурацию, с помощью камеры, расположенной ниже по потоку, чем точка, в которой лента закаливается и сплющивается с целью придания ей плоской конфигурации.
В одном из вариантов осуществления обнаружение присутствия функционального слоя и нарушений непрерывности функционального слоя выполняется путем контроля полотна с помощью системы машинного зрения, способной обнаруживать присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, включая способность обнаруживать присутствие или отсутствие поддающегося обнаружению компонента на обеих плоских сторонах кольцевой ленты, когда кольцевая лента имеет плоскую конфигурацию.
В одном из вариантов осуществления обнаружение присутствия функционального слоя и нарушений непрерывности функционального слоя выполняется путем контроля полотна с помощью системы машинного зрения, способной обнаруживать присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, включая способность обнаруживать присутствие или отсутствие поддающегося обнаружению компонента по всей окружности, когда кольцевая лента имеет круглую конфигурацию.
В одном из вариантов осуществления сканирование выполняется камерой, расположенной ниже по потоку, чем точка, в которой кольцевая лента подвергается ориентации в твердом состоянии с целью получения кольцевой рукавной пленки, при этом камера расположена выше по потоку, чем точка, в которой производится наматывание или продольная резка кольцевой пленки.
В одном из вариантов осуществления изобретения обнаружение присутствия функционального слоя и нарушений непрерывности функционального слоя выполняется путем контроля кольцевой рукавной пленки с помощью системы машинного зрения, способный обнаруживать присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, включая обнаружение присутствия или отсутствия поддающегося обнаружению компонента на обеих плоских сторонах кольцевой рукавной пленки.
В одном из вариантов осуществления изобретения кольцевая рукавная пленка может являться термоусадочной.
В одном из вариантов осуществления обнаружение присутствия функционального слоя и нарушений непрерывности функционального слоя может выполняться камерой, расположенной ниже по потоку, чем точка, в которой разматывается рулон кольцевой ленты или кольцевой пленки.
В одном из вариантов осуществления кольцевая лента подвергается ориентации в твердом состоянии с целью получения кольцевой пленки, которая после этого преобразуется во множество пакетов, при этом камера установлена в таком положении, чтобы сканировать пакеты до помещения в них продукта.
В одном из вариантов осуществления поддающийся обнаружению компонент содержит, по меньшей мере, один элемент, выбранный из группы, состоящей из ультрафиолетового индикатора, инфракрасного индикатора, красителя, пигмента, оптического осветителя, флуоресцентного отбеливателя и 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазола). 2,5-Тиофендиилбис(5-трет-бутил-1,3-бензоксазол) предлагается на рынке в качестве оптического осветителя множеством поставщиков, включая BASF Corporation (флуоресцентный осветлитель 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол) под торговым наименованием TINOPAL ОР®) и Mayzo, Inc (флуоресцентный осветлитель 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол) под торговым наименованием BENETEX OB PLUS®).
В одном из вариантов осуществления поддающийся обнаружению компонент присутствует в функциональном слое в количестве, по меньшей мере, 1 части на миллион.
В одном из вариантов осуществления поддающимся обнаружению компонентом является компонент, который при облучении излучением на волне с первой пиковой длиной испускает излучение на волне со второй пиковой длиной.
В одном из вариантов осуществления сигнал, генерируемый в ответ на нарушение непрерывности, используется для приведения в действие, по меньшей мере, одного элемента, выбранного из группы, состоящей из уведомления о неисправности, маркировки пленки, отображения изображения нарушения непрерывности, отображения данных, относящихся к одному или нескольким нарушениям непрерывности, и создания отчета о данных нарушений непрерывности.
В одном из вариантов осуществления сигнал, генерируемый в ответ на нарушение непрерывности, включает, по меньшей мере, один элемент, выбранный из группы, состоящей из геометрической характеристики нарушение непрерывности, местоположения нарушение непрерывности, частоты возникновения множества нарушений непрерывности, степени серьезности нарушение непрерывности.
В одном из вариантов осуществления в ответ на обнаружение нарушения непрерывности генерируется сигнал, который приводит в действие уведомление о неисправности, маркировку пленки, отображение изображения нарушения непрерывности, отображение данных нарушений непрерывности, создание отчета о данных нарушений непрерывности, пока полотно остается в движении, т.е. мгновенно и в оперативном режиме. В качестве альтернативы, сигнал в ответ на обнаружение нарушения непрерывности генерируется после завершения изготовления, т.е. автономно. Сигнал в ответ на обнаружение нарушения непрерывности может включать электронный обмен сообщениями, обмен сообщениями по электронной почте, регистрацию данных и создание отчета.
В одном из вариантов осуществления выполняется способ, в котором: а) полотно продвигается со скоростью, по меньшей мере, 30 метров в минуту; b) поддающийся обнаружению компонент присутствует в термопластичной композиции в количестве от 0,5 до 150 частей на миллион; с) обнаружение присутствия функционального слоя и нарушения непрерывности функционального слоя выполняется путем контроля полотна с помощью системы машинного зрения, способной генерировать сигнал, указывающий на присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, путем сканирования полотна в поперечном направлении и генерирования сигнала в ответ на обнаружение присутствия, отсутствия и определение количества поддающегося обнаружению компонента, присутствующего в функциональном слое полотна, при этом: C) (i) система машинного зрения содержит камеру со строчной разверткой, имеющую частоту сканирования от 50 до 1000 мегагерц и время экспозиции от 2 × 10-3 до 1 × 10-5 секунд; C) (ii) система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 2 мм в направлении обработки и вплоть, по меньшей мере, до 1 мм в поперечном направлении, или система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое ориентированной термоусадочной пленки нарушения непрерывности размером вплоть, по меньшей мере, до 7 мм в направлении обработки и вплоть, по меньшей мере, до 3,5 мм в поперечном направлении; и С) (iii) система машинного зрения выполняет сканирование с числом пикселей от 500 до 50000 за проход.
В одном из вариантов осуществления выполняется способ, в котором: а) полотно продвигается со скоростью, по меньшей мере, 50 метров в минуту; b) поддающийся обнаружению компонент присутствует в термопластичной композиции в количестве от 1 до 20 частей на миллион; с) обнаружение присутствия функционального слоя и нарушение непрерывности функционального слоя выполняется путем контроля полотна с помощью системы машинного зрения, способной генерировать сигнал, указывающий на присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, путем сканирования полотна в поперечном направлении и генерирования сигнала в ответ на обнаружение присутствия, отсутствия и определение количества поддающегося обнаружению компонента, присутствующего в функциональном слое полотна, при этом: C) (i) система машинного зрения содержит камеру со строчной разверткой, имеющую частоту сканирования от 100 до 750 мегагерц и время экспозиции от 7 × 10-3 до 3 × 10-5 секунд; C) (ii) система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 1 мм в направлении обработки и вплоть, по меньшей мере, до 0,5 мм в поперечном направлении, или система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое в ориентированной термоусадочной рукавной пленки нарушения непрерывности размером вплоть, по меньшей мере, до 3,5 мм в направлении обработки и вплоть, по меньшей мере, до 1,8 мм в поперечном направлении; и C) (iii) система машинного зрения выполняет сканирование с числом пикселей от 1000 до 15000 за проход.
В одном из вариантов осуществления выполняется способ, в котором: а) полотно продвигается со скоростью от 60 до 150 метров в минуту; b) поддающийся обнаружению компонент присутствует в термопластичной композиции в количестве от 2 до 10 частей на миллион; с) обнаружение присутствия функционального слоя и нарушение непрерывности функционального слоя выполняется путем контроля полотна с помощью системы машинного зрения, способной генерировать сигнал, указывающий на присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, путем сканирования полотна в поперечном направлении и генерирования сигнала в ответ на обнаружение присутствия, отсутствия и определение количества поддающегося обнаружению компонента, присутствующего в функциональном слое полотна, при этом: C) (i) система машинного зрения содержит камеру со строчной разверткой, имеющую частоту сканирования от 200 до 500 мегагерц и время экспозиции от 2 × 10-4 до 5 × 10-5 секунд; С) (ii) система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 0,2 мм в направлении обработки и вплоть, по меньшей мере, до 0,1 мм в поперечном направлении, или система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое ориентированной термоусадочной рукавной пленки нарушения непрерывности размером вплоть, по меньшей мере, до 0,7 мм в направлении обработки и, вплоть, по меньшей мере, до 0,35 мм в поперечном направлении; и С) (iii) система машинного зрения выполняет сканирование с числом пикселей от 3000 до 9000 за проход.
Согласно второй особенности предложен способ оценки непрерывности функционального слоя пленки, включающий продвижение пленки со скоростью, по меньшей мере, 5 метров в минуту, обнаружение присутствия функционального слоя и определение толщины функционального слоя путем контроля пленки с помощью системы машинного зрения, способной обнаруживать присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое и определять количество поддающегося обнаружению компонента в функциональном слое; и генерирование сигнала в ответ на количество поддающегося обнаружению компонента в функциональном слое. Функциональный слой содержит термопластичную композицию и поддающийся обнаружению компонент, который присутствует в термопластичной композиции в количестве, поддающемся обнаружению в функциональном слое. В способе согласно второй особенности может использоваться один или несколько признаков различных вариантов осуществления, раскрытых выше применительно к первой особенности.
Согласно третьей особенности предложена система оценки непрерывности слоя движущегося полотна, содержащая А) подающее устройство для продвижения полотна со скоростью от 1 до 1000 метров в минуту, при этом полотно имеет функциональный слой, содержащий термопластичную композицию, в состав которой входит поддающийся обнаружению компонент; В) формирователь изображений для формирования данных изображения поддающегося обнаружению компонента в функциональном слое движущегося полотна по мере его продвижения подающим устройством; С) систему сбора данных для получения данных изображения полотна от формирователя изображений; и D) механизм визуального контроля для приема и анализа данных изображения с целью идентификации и классификации дефектов в полотне с использованием данных изображения полотна, принятых от системы сбора данных, при этом механизм визуального контроля генерирует предупреждение о присутствии или отсутствии дефекта в полотне. В способе согласно третьей особенности может использоваться один или несколько признаков различных вариантов осуществления, раскрытых выше применительно к первой особенности.
Согласно четвертой особенности предложена система, способная обнаруживать поддающийся обнаружению компонент в движущемся полотне, при этом система содержит: А) формирователь изображений для формирования данных изображения поддающегося обнаружению компонента в полотне по мере продвижения полотна из источника его подачи; В) систему сбора данных для получения от формирователя изображений данных изображения, которые являются данными изображения поддающегося обнаружению компонента в полотне; и С) механизм визуального контроля для приема и анализа данных изображения полотна с целью идентификации и классификации дефектов в полотне с использованием данных изображения полотна, принятых от системы сбора данных, при этом механизм визуального контроля генерирует предупреждение о присутствии или отсутствии дефекта в полотне. В системе согласно четвертой особенности может использоваться один или несколько признаков различных вариантов осуществления, раскрытых выше применительно к первой особенности.
Согласно пятой особенности предложена система, способная обнаруживать поддающийся обнаружению компонент в движущемся полотне, при этом система содержит: А) детектор, предназначенный и приспособленный генерировать поступающие данные поддающегося обнаружению компонента в пленке, продвигаемой в направлении детектора из источника подачи пленки; В) систему сбора данных, которая собирает и накапливает поступающие от детектора данные пленки; и С) систему контроля, которая принимает и анализирует поступающие данные пленки и сравнивает, по меньшей мере, одну характеристику поступающих данных пленки, по меньшей мере, с одним порогом с целью обнаружения и классификации дефектов в пленке с использованием поступающих данных пленки, при этом система контроля генерирует предупреждение о присутствии или отсутствии дефекта в полотне. В системе согласно пятой особенности может использоваться один или несколько признаков различных вариантов осуществления, раскрытых выше применительно к первой особенности.
В одном из вариантов осуществления изобретения детектор может обнаруживать нарушение непрерывности в слое пленки, содержащем поддающийся обнаружению компонент. В одном из вариантов осуществления детектором может являться УФ-датчик, массив или матрица датчиков. В одном из вариантов осуществления система может содержать кодер для сопоставления положения нарушение непрерывности или утончения пленки на полотне по мере его продвижения со скоростью обработки пленки.
Краткое описание чертежей
На фиг. 1А схематически показан способ изготовления полотна путем экструзии кольцевого полотна с покрытием с целью получения многослойной кольцевой ленты.
На фиг. 1В схематически показан способ сканирования полотна системой машинного зрения по мере продвижения полотна со скоростью обработки пленки.
На фиг. 1С схематически показан дополнительный способ изготовления полотна путем преобразования кольцевой ленты, изготовленной, как показано на фиг. 1А, в кольцевую термоусадочную рукавную пленку.
На фиг. 2 показаны (i) расположенные рядом друг с другом диаграммы сканирования кольцевых лент с покрытием, изготовленных из пленок №№1, 2 и 3, и (ii) также расположенные рядом друг с другом изображения трех соответствующих плоских лент.
На фиг. 3 показаны расположенные рядом друг с другом диаграммы сканирования в поперечном направлении кольцевых лент с покрытием, изготовленных из пленок №№7 и 8.
На фиг. 4 показаны расположенные рядом друг с другом диаграммы сканирования кольцевых лент с покрытием, изготовленных из пленок №№8 и 9.
На фиг. 5А показана диаграмма сканирования кольцевой ленты с покрытием, изготовленной из пленки №10, полученная, когда первая плоская сторона была обращена вверх.
На фиг. 5В показано изображение сканированного участка кольцевой ленты с покрытием, изготовленной из пленки №10, полученное, когда первая плоская сторона была обращена вверх.
На фиг. 6 показана диаграмма сканирования кольцевой ленты с покрытием, изготовленной из пленки №10, полученная, когда первая плоская сторона была обращена вверх, и изображение кольцевой ленты с покрытием из пленки №10 над диаграммой, полученное, когда первая плоская сторона была обращена вверх.
На фиг. 7А показана диаграмма сканирования кольцевой термоусадочной пленки, изготовленной из пленки №10, полученная, когда первая плоская сторона была обращена вверх.
На фиг. 7В показано изображение части сканированного участка кольцевой термоусадочной пленки, изготовленной из пленки №10, полученное, когда первая плоская сторона была обращена вверх.
На фиг. 8 схематически показана система оценки непрерывности функционального слоя полотна, включая блок-схему сбора данных, обработки данных и предупреждения о присутствии или отсутствии дефекта в полотне.
На фиг. 9 схематически показана часть соэкструзионной головки с четырьмя блокировками в ней.
На фиг. 10 показан описанный выше график положения на плоском полотне (ось X) в зависимости от интенсивности сигнала (ось Y) для пленки №12.
На фиг. 11 показан график яркости (ось Y) как функция времени (ось X) при контроле пленки №12 с помощью машинного зрения. При каждом обнаружении нарушение непрерывности в барьерном слое системой машинного зрения регистрировалась точка данных аномалии пленки.
На фиг. 12 показан график яркости (ось Y) как функция времени (ось X) при контроле пленки №11 с помощью машинного зрения.
Подробное описание
Используемый в описании термин "пленка" включает пластичное полотно независимо от того, является ли оно пленкой (толщиной до 10 мил) или листом (толщиной более 10 мил). В одном из вариантов осуществления изобретения ориентация полотна в твердом состоянии с целью получения термоусадочной пленки может осуществляться путем сначала экструзии однослойной или многослойной термопластичной кольцевой "ленты", которую затем закаливают и сплющивают, чтобы придать ей плоскую конфигурацию, и затем необязательно подвергают облучению (чтобы сшить полимер) и необязательно покрывают методом экструзии одним или несколькими дополнительными термопластичными слоями, после чего повторно нагревают кольцевую ленту до температуры размягчения, а затем двуосно ориентируют (т.е. вытягивают в поперечном направлении и в направлении обработки) при нахождении твердом состоянии методом захвата пузырьков с получением термоусадочной пленки, как описано в приведенных далее примерах и показано на фиг. 1А и 1В. В результате получают термоусадочную рукавную пленку, т.е. пленку, имеющую общую (т.е. продольную плюс поперечную, L+Т) свободную усадку, по меньшей мере, 10% при 185°F (85°С).
Используемые в описании термины "направление обработки" и "MD" относятся к направлению, в котором формируется пленка по мере ее изготовления, т.е. направлению потока расплава, выходящего из матрицы во время экструзии. Используемые в описании термины "поперечное направление" и "TD" относятся к направлению, перпендикулярному направлению обработки.
Используемый в описании термин "функциональный слой" относится к слою однослойной или многослойной пленки, который имеет одну или более функций, такому как, например, усиливающий слой, термоплавкий слой, устойчивый к неправильному обращению слой, глянцевый слой, барьерный слой, усадочный слой, легко открываемый слой или связующий слой для сцепления друг с другом двух иначе несовместимых слоев. Функциональный слой содержит термопластичный полимер. Вышеописанные нарушение непрерывности могут присутствовать в одном или нескольких слоях многослойной пленки.
Используемые в описании термины "барьер" и "барьерный слой" в отношении пленок и/или слоев пленки относятся к способности пленки или слоя пленки служить барьером для одного или нескольких газов. Используемые в области упаковывания противокислородные (т.е. непроницаемые для газообразного O2) барьерные слои содержат, например, гидролизованный сополимер этилена и винилацетата (сокращенно обозначаемый как EVOH и HEVA, а также называемый сополимером этилена и винилового спирта), поливинилиденхлорид, аморфный полиамид, полиамид MXD6, сложный полиэфир, полиакрилонитрил и т.д., как известно специалистам в данной области техники. Помимо первого и второго слоев, термоусадочная пленка может дополнительно содержать, по меньшей мере, один барьерный слой.
Термин "скорость пропускания кислорода" (СПК) определяется в описании как количество кислорода в кубических сантиметрах (см3), которое будет проходить через 100 квадратных дюймов пленки в течение 24 часов при относительной влажности 0% и температуре 23°С. Толщина (калибр) пленки прямо взаимосвязан со скоростью пропускания кислорода. Упаковочные пленки, которые применимы в качестве противокислородного барьера, должны иметь показатель СПК от около 0 до 10,0 см3/100 кв. дюймов в течение 24 часов при относительной влажности 0%, температуре 23°С и толщине 1,0 мил или менее. Скорость пропускания кислорода может измеряться в соответствии со стандартом ASTM D-3985-81, который в порядке ссылки включен в настоящую заявку.
Используемая в описании фраза "оценка однородности функционального слоя" включает как оценку присутствия нарушений непрерывности функционального слоя, так и оценку областей функционального слоя, которые являются настолько тонкими, что функция слоя существенно ослабляется.
Используемый в описании термин "контроль" относится к получению одного или нескольких изображений полотна (т.е. ленты или пленки) с помощью точечного источника или путем сканирования пленки.
Используемый в описании термин "сканирование" относится к использованию массива или матрицы датчиков или подвижного датчика для генерирования последовательности сигналов, указывающих присутствие или отсутствие поддающегося обнаружению компонента на небольшом участке в пределах множества расположенных в пространстве областей. В одном из вариантов осуществления расположенные в пространстве области расположены по всей пленке или полотну.
Используемый в описании термин "поддающийся обнаружению компонент" относится к любому компоненту, который добавляют к термопластичному материалу, экструдированному с целью получения слоя пленки, и который может обнаруживаться детектором, машинным зрением или любым другим средством определения присутствия или отсутствия компонента в конкретной области пленки.
Используемый в описании термин "смесь" применительно к поддающемуся обнаружению компоненту включает физическое смешивание поддающегося обнаружению компонента с одним или несколькими полимерами, используемыми в слое пленки, или модифицирование одного или нескольких полимеров, используемых в слое пленки, путем введении поддающегося обнаружению компонента в реакцию с полимерной цепью, или смешивание поддающегося обнаружению компонента с одним или несколькими мономерами, которые после этого подвергаются полимеризации с целью получения полимера в пленке или слое пленки.
Используемый в описании термин "оперативный" относится к сканированию полотна в процессе его продвижения без необходимости удаления части полотна с целью анализа и разрушения какой-либо части полотна при проведении анализа. Продвижение полотна может осуществляться между экструзией и ориентацией, после ориентации, но до намотки или при последующей обработке пленки.
Сканирование может осуществляться с помощью одной или нескольких камер. Сканирование может осуществляться на открытой пленочной ленте или рукаве (т.е. с круглой конфигурацией) или пленочной ленте или рукаве с плоской конфигурацией. Пленочная лента или рукав с плоской конфигурацией может сканироваться с помощью одной оперативной камеры, а для сканирования пленочной ленты или рукава с круглой конфигурацией могут требоваться, по меньшей мере, две камеры.
Используемая в описании фраза "при этом генерируется сигнал в ответ на обнаружение нарушения непрерывности размером вплоть, по меньшей мере, до 2 мм в указанном направлении" относится к системе, способной генерировать сигнал в ответ на обнаружение нарушений непрерывности размером более 2 мм в указанном направлении (т.е. в направлении обработки и/или поперечном направлении), а также нарушений непрерывности размером 2 мм в указанном направлении и необязательно даже менее 2 мм в указанном направлении. Иными словами, эта фраза означает, что система машинного зрения способна генерировать сигнал в ответ на обнаружение нарушений непрерывности размером вплоть, по меньшей мере, до установленного размера в указанном направлении.
В одном из вариантов осуществления изобретения для система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 2 мм в направлении обработки и размером вплоть, по меньшей мере, до 1 мм в поперечном направлении. В одном из вариантов осуществления изобретения система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 1 мм, в направлении обработки и размером вплоть, по меньшей мере, до 0,5 мм в поперечном направлении. В одном из вариантов осуществления изобретения система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое неориентированной кольцевой ленты нарушения непрерывности размером вплоть, по меньшей мере, до 0,2 мм в направлении обработки и размером вплоть, по меньшей мере, до 0,1 мм в поперечном направлении.
В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение нарушения непрерывности в слое ориентированной термоусадочной рукавной пленки размером вплоть, по меньшей мере, до 7 мм в направлении обработки и 3,5 мм в поперечном направлении. В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение нарушения непрерывности в слое ориентированной термоусадочной рукавной пленки размером вплоть, по меньшей мере, до 3,5 мм в направлении обработки и 1,8 мм в поперечном направлении. В одном из вариантов осуществления система машинного зрения способна генерировать сигнал в ответ на обнаружение нарушения непрерывности в слое ориентированной термоусадочной рукавной пленки размером вплоть, по меньшей мере, до 0,7 мм в направлении обработки и 0,35 мм в поперечном направлении.
Сигналом может являться аналоговый сигнал или цифровой сигнал. В одном из вариантов осуществления сигнал обрабатывается с целью обнаружения присутствия или отсутствия поддающегося обнаружению компонента в области функционального слоя и тем самым определения присутствия нарушение непрерывности в области функционального слоя, к которой относится сигнал. В другом варианте осуществления сигнал обрабатывается с целью обнаружения количества поддающегося обнаружению компонента в области функционального слоя и тем самым определения толщины функционального слоя в области пленки, к которой относится сигнал.
В одном из вариантов осуществления сканирование выполняется с использованием технологии строчной развертки путем получения последовательности изображений (каждое из которых содержит 4096 пикселей) по всей ширине полотна, при этом каждое изображение покрывает только 1/4096 ширины полотна, если камера установлена таким образом, чтобы длина строки была такой же, как ширина полотна. Однако, поскольку длина строки обычно устанавливается таким образом, чтобы она несколько превышала ширину полотна, каждое изображение обычно покрывает от около 0,025% (т.е. 1/4000) до около 0,1% (т.е. 1/1000) полотна в поперечном направлении. Кроме того, полотно обычно перемещается со скоростью от 30 до 300 метров в минуту (т.е. от 0,5 до 5 м/сек). Соответственно, если изображения формируются со скоростью 1 × 104 изображений/сек, каждое изображение обычно покрывает от 0,05 мм до 0,5 мм длины полотна.
В одном из вариантов осуществления за счет сочетания особенности и концентрации поддающегося обнаружению компонента в функциональном слое, толщины функционального слоя и особенности системы машинного зрения можно обнаруживать нарушение непрерывности размером вплоть, по меньшей мере, до 2 мм, по меньшей мере, в одном направлении. Фраза "нарушение непрерывности размером вплоть, по меньшей мере, до 2 мм, по меньшей мере, в одном направлении" относится к степени разрешающей способности сочетания. В качестве альтернативы, сочетание позволяет обнаруживать нарушение непрерывности размером вплоть, по меньшей мере, до 1,5 мм, по меньшей мере, в одном направлении или вплоть, по меньшей мере, до 1 мм, по меньшей мере, в одном направлении или вплоть, по меньшей мере, до 0,8 мм, по меньшей мере, в одном направлении или вплоть, по меньшей мере, до 0,5 мм, по меньшей мере, в одном направлении или вплоть, по меньшей мере, до 0,4 мм, по меньшей мере, в одном направлении или вплоть, по меньшей мере, до 0,3 мм, по меньшей мере, в одном направлении или вплоть, по меньшей мере, до 0,2 мм, по меньшей мере, в одном направлении или вплоть, по меньшей мере, до 0,1 мм, по меньшей мере, в одном направлении или вплоть, по меньшей мере, до 0,05 мм, по меньшей мере, в одном направлении. Нарушение непрерывности могут классифицироваться как малые, средние и крупные. Малое нарушение непрерывности имеет размер менее 2 мм, по меньшей мере, в одном направлении. Среднее нарушение непрерывности имеет размер от 2 до 5 мм, по меньшей мере, в одном направлении. Крупное нарушение непрерывности имеет размер, по меньшей мере, 5 мм, по меньшей мере, в одном направлении.
Если поддающийся обнаружению компонент вообще не обнаружен в пленке, это может объясняться тем, что (i) в пленке вообще отсутствует функциональный слой (например, барьерный слой), или (ii) весь функциональный слой или только одна или несколько его областей истончились, и истончение достигло такой степени, что содержание поддающегося обнаружению компонента слишком мало для его обнаружения или находится ниже предварительно заданного порогового уровня. Это может происходить, если изготовлена или выбрана неверная пленка, т.е. пленка без функционального слоя или пленка, у которой весь функциональный слой имеет меньшую толщину, чем желаемая толщина функционального слоя, или пленка, у которой одна или несколько частей функционального слоя имеют меньшую толщину, чем желаемая толщина функционального слоя.
Используемый в описании термин "нарушение непрерывности" относится к любому нарушению непрерывности функционального слоя пленки, содержащей функциональный слой, при этом нарушение непрерывности представлено более тонким функциональным слоем толщиной несколько ниже минимально допустимого уровня вплоть до полного отсутствия функционального слоя в пленке или в одной или нескольких областях пленки или вплоть, по меньшей мере, до уровня ниже минимального уровня обнаружения индикатора на единицу площади функционального слоя. Термин "нарушение непрерывности" включает любое одно или несколько из следующего: (i) любое поддающееся обнаружению отсутствие непрерывности индикатора в функциональном слое пленки, (ii) любое поддающееся обнаружению снижение уровня индикатора в определенной области пленки, (iii) обнаружение в пленке нежелательного объекта, который не содержит индикатора, (iv) полное отсутствие индикатора в функциональном слое пленки и (v) отсутствие индикатора в пленке независимо от того, присутствует ли в ней функциональный слой. Используемый в описании термин "аномалия" имеет такое же значение, как и используемый в описании термин "нарушение непрерывности".
Камерой может являться камера для съемки черно-белого или цветного изображения и камера со строчно-кадровой разверткой или с линейной разверткой. Камеры со строчной разверткой являются предпочтительными, поскольку они являются более экономичными, и данные камеры строчного сканирования легче и быстрее обрабатываются. Независимо от того, является ли камера камерой для съемки черно-белого или цветного изображения, она должна быть настроена на прием волн излучения, передаваемого или отраженного поддающимся обнаружению компонентом. Изображение обрабатывается путем выделения признаков, при этом в случае обнаружения нарушение непрерывности в сигнале активируется оповещение или отчет или маркировка. Извлеченные признаки данных изображения могут обрабатываться путем сравнения извлеченных признаков с хранящимися признаками дефектов.
Используемый в описании термин "система зрения" включает оптические системы, а также акустические системы для обнаружения присутствия или отсутствия в функциональном слое поддающегося обнаружению компонента.
В одном из вариантов осуществления способ может выполняться при продвижении пленки со скоростью, по меньшей мере, 10 м/мин или, по меньшей мере, 20 м/мин, или, по меньшей мере, 40 м/мин, или, по меньшей мере, 60 м/мин, или, по меньшей мере, 80 м/мин, или, по меньшей мере, 100 м/мин, или, по меньшей мере, 120 м/мин, или, по меньшей мере, 140 м/мин. В одном из вариантов осуществления способ может выполняться при продвижении пленки со скоростью от 1 до 1000 м/мин или от 25 до 500 м/мин, или от 40 до 300 м/мин, или от 60 до 200 м/мин, или от 80 до 180 м/мин, от 100 до 160 м/мин, или от 110 до 140 м/мин.
Полотно, полученное в виде кольцевой "ленты" путем экструзии через кольцевую матрицу, экструдируется относительно толстым, если, в конечном счете, необходима термоусадочная пленка. Кольцевая лента рассчитана на то, чтобы впоследствии подвергаться ориентации в твердом состоянии с целью изготовления кольцевой термоусадочной рукавной пленки.
Кольцевая лента может являться полностью соэкструдированной или может изготавливаться методом нанесения экструзионного покрытия, как описано в приведенных далее примерах. В одном из вариантов осуществления кольцевая лента может иметь толщину, по меньшей мере, 1 мил или, по меньшей мере, 15 мил, или, по меньшей мере, 20 мил, или от 1 до 50 мил, или от 15 до 40 мил, или от 20 до 30 мил.
Кольцевая лента может подвергаться растягиванию и вытягиванию в твердом состоянии с целью получения термоусадочной пленки. В одном из вариантов осуществления термоусадочная рукавная пленка имеет общую толщину, по меньшей мере, 0,5 мил или, по меньшей мере, 1 мил, или, по меньшей мере, 1,5 мил, или, по меньшей мере, 2 мил, или, по меньшей мере, 2,5 мил, или, по меньшей мере, 3 мил, или, по меньшей мере, 5 мил, или, по меньшей мере, 7 мил. В одном из вариантов осуществления изобретения термоусадочная рукавная пленка имеет толщину от 0,5 до 10 мил или от 1 до 7 мил, или от 1,2 до 5 мил, или от 1,3 до 4,5 мил, или от 1,4 до 4 мил, или от 1,5 до 3,5 мил, или от 1,6 до 3,0 мил, или от 1,7 до 2,5 мил.
Кольцевая лента, выходящая из кольцевой матрицы, может подвергаться закалке и затем повторному нагреванию до температуры ее размягчения и ориентации в твердом состоянии. Контроль нарушений непрерывности и/или толщины слоя может осуществляться на кольцевой ленте до ее ориентации в твердом состоянии. Кроме того, контроль кольцевой ленты может осуществляться при ее нахождении в плоской конфигурации. В качестве альтернативы, может осуществляться контроль ориентированной пленки после ее ориентации в твердом состоянии. В одном из вариантов осуществления изобретения контроль может выполняться путем контроля ориентированной пленки при ее нахождении в плоской конфигурации.
В качестве альтернативы пленка может изготавливаться в виде плоской ленты путем экструзии через плоскую матрицу. Если желательна термоусадочная плоская пленка, плоская лента после затем нагреваться до температуры ее размягчения и ориентироваться в твердом состоянии, например, на ширильной раме, с целью получения термоусадочной плоской пленки. Плоская лента может подвергаться контролю до ее ориентации или после ориентации в твердом состоянии.
В одном из вариантов осуществления способ выполняется путем контроля пленки по всей толщине на площади, составляющей, по меньшей мере, 10% ее поверхности. В альтернативных, вариантах осуществления способ выполняется путем контроля, по меньшей мере, 20% или, по меньшей мере, 30%, или, по меньшей мере, 40%, или по меньшей мере, 50%, или, по меньшей мере, 60%, или, по меньшей мере, 70%, или, по меньшей мере, 80%, или, по меньшей мере, 90%, или, по меньшей мере, 95%, или, по меньшей мере, 98%, или, по меньшей мере, 99%, или, по меньшей мере, 99,5%, или, по меньшей мере, 99,9%, или 100% многослойной пленки по всей толщине.
В одном из вариантов осуществления функциональный слой действует в качестве барьерного слоя. Барьерным слоем может являться противокислородный слой, органолептический барьерный слой (непроницаемый для ароматических и/или ароматизирующих компонентов), влагонепроницаемый слой или любой другой барьерный слой, известный специалистам в данной области техники.
[0082] Применимые влагонепроницаемые слои содержат полимеры на основе этилена, такие как полиэтилен высокой плотности, полипропилен (в особенности, двуосноориентированный полипропилен), сложный полиэфир, полистирола и полиамид.
Применимые термопластичные противокислородные слои содержат поливинилиденхлорид (ПВДХ), омыленный сополимер этилена и винилацетата (также обычно называемый сополимером этилена и винилового спирта или EVOH), полиамид, полиэфир, ориентированный полипропилен и гомополимер этилена.
За счет контроля противокислородного слоя пленки повышается добавленная стоимость пленки, поскольку проникновение кислорода в упаковку, содержащую уязвимый для кислорода продукт, может сокращать срок хранения продукта или делать продукт непригодным для его предполагаемого использования. Лекарственные средства, медицинские устройства, поддающиеся коррозии металлы, аналитические химические вещества, электронные устройства, пищевые продукты (включая мясо), напитки и многие другие продукты имеют меньший срок хранения, портятся или становятся непригодными при слишком длительном хранении в присутствии кислорода. С целью решения этой задачи разработаны упаковочные материалы и упаковочные системы для защиты этих продуктов путем создания среды для упаковывания или "свободного пространства" со сниженным содержанием кислорода.
Снижение уровня кислорода может достигаться путем упаковывания в вакууме или путем вытеснения среды и ее замены модифицированной средой (например, с низким содержанием кислорода) вокруг продукта. В некоторых случаях низкий уровень кислорода, который может достигаться с использованием этих упаковочных систем, все же является недостаточным для обеспечения желательного срока хранения.
При упаковывании пищевых продуктов назначение барьерного слоя заключается в существенном увеличении срока хранения пищевого продукта и предотвращении его порчи. Барьерный слой в некоторых многослойных упаковочных пленках для пищевых продуктов может являться очень тонким. Малодефектный или бездефектный барьерный слой способствует продлению срока хранения упакованного пищевого продукта. Если противокислородный слой вакуумной упаковки или упаковки с модифицированной средой имеет значительное нарушение непрерывности, которое позволяет атмосферному кислороду проникать в упаковку, в конечном счете, содержание атмосферного кислорода в упаковке повысится, что сокращает срок хранения продукта.
В одном из вариантов осуществления поддающийся обнаружению компонент (например, ультрафиолетовый (УФ) флуоресцентный агент) смешивают с противокислородной смолой, такой как ПВДХ или EVOH, или даже включают в состав реагентов, которые полимеризуются с образованием ПВДХ или EVOH. Использование поддающегося обнаружению компонента в барьерной смоле в соответствующем количестве, чтобы он однородно рассредоточивался во всей смоле (и тем самым рассредоточивался по всему получаемому слою пленки), позволяет точно контролировать и идентифицировать нарушение непрерывности в барьерном слое. Однородность может достигаться путем составления смесей и/или компаундирования, как известно специалистам в области включения добавок в полимеры или получения полимеров в присутствии добавок. Например, получение гомогенной смеси 15 частей на миллион индикатора с термопластичным полимером может осуществляться путем поэтапного смешивания следующим образом. На первой стадии смешивания 3 части маточной смеси индикатора смешивают с 97 частями по весу основного полимера с получением первой смеси, содержащей индикатор в количестве 30000 частей на миллион. На второй стадии смешивания разбавляют часть первой смеси или всю первую смесь основным полимером в соотношении 20:1 с получением второй смеси, содержащей индикатор в количестве 1500 частей на миллион. На третьей стадии смешивания разбавляют часть второй смеси или всю вторую смесь основным полимером в соотношении 100:1 с получением третьей смеси, которая содержит индикатор в количестве 15 частей на миллион. На каждой стадии смешивание проводят до достижения высокой степени однородности путем использования, например, миксера с высоким сдвиговым усилием. Однородность полученной смеси также позволяет барьерной смоле сохранять свою барьерную функцию в барьерном слое пленки.
Поддающийся обнаружению компонент может добавляться в низкой концентрации (например, 20 частей на миллион), в результате чего сохраняет свои барьерные свойства, но поддающийся обнаружению компонент присутствует в достаточно большом количестве, чтобы его могла легко обнаруживать система машинного зрения. Если используется УФ флуоресцентный агент, при приеме УФ излучения, которое возбуждает флуоресцентное вещество, УФ агент используется в достаточно большом количестве, чтобы его флуоресценцию могла его могла легко обнаруживать система машинного зрения, но при в достаточно малом количестве, чтобы присутствие УФ агента существенно не ослабляло противокислородные свойства противокислородного полимера, из которого изготовлен барьерный слой.
Затем может осуществляться экструзия смеси поддающегося обнаружению компонента и барьерного материала по отдельности или в сочетании с одним или несколькими дополнительными потоками расплава с целью формирования однослойной или многослойной пленки. В одном из вариантов осуществления в процессе изготовления пленки может оперативно использоваться система машинного зрения для генерирования сигнала, который используется, чтобы идентифицировать нарушение непрерывности, которые могут присутствовать в барьерном слое, путем обнаружения присутствия и отсутствия поддающегося обнаружению компонента. В одном из вариантов осуществления может использоваться выходной сигнал системы машинного зрения с целью контроля толщины барьерного слоя, чтобы гарантировать, что слой обеспечивает соответствующий противокислородный барьер по всей структуре пленки, при этом области барьерного слоя, которые являются слишком тонкими, могут не обеспечивать уровень противокислородного барьера, требуемый для достижения желаемой защиты или желаемого срока хранения.
Хотя присутствие поддающегося обнаружению компонента в упакованном продукте предпочтительно не является легко заметным для потребителя, если в качестве поддающегося обнаружению компонента используется УФ флуоресцентный агент, упаковщик продукта, использующий рулон такой пленки для упаковывания продукта способен удостоверяться в присутствии или отсутствии барьерного слоя в пленке путем простого освещения рулона пленки источником ультрафиолетового излучения (например, ультрафиолетовой вспышкой), чтобы вызвать флуоресценцию УФ агента и тем самым подтвердить присутствие или отсутствие противокислородного слоя в пленке в зависимости от того, наблюдается ли желаемая флуоресценция.
Способность немедленно идентифицировать барьерный слой в пленке важна, поскольку для упаковывания используются разнообразные пленки, для некоторых из которых требуется барьерный слой, а других не требуется барьерный слой. Если не являющаяся барьерной пленка непреднамеренно неправильно маркирована как барьерная пленка или непреднамеренно использована для упаковывания продукта, для которого требуется барьерная пленка, срок годности продукта, упакованного в пленку, может подвергаться опасности, что потенциально приводит к повреждению продукта. Присутствие, например, УФ флуоресцентного агента в кислородном барьерном слое пленки, обеспечивает быстрое и точное тестирование с целью подтверждения присутствия или отсутствия барьерного слоя в пленке и тем самым сведения к минимуму вероятности упаковывания восприимчивого к кислороду продукта в пленку, не имеющую противокислородного слоя.
Помимо использования присутствия индикатора для мгновенного определения присутствия барьерного слоя (или любого функционального слоя, содержащего индикатор) и помимо использования индикатора в функциональном слое для обнаружения нарушений непрерывности функционального слоя пленки, присутствие индикатора в функциональном слое может использоваться для определения толщины функционального слоя и обнаружения участков функционального слоя, толщина которых больше и/или меньше желаемой толщины функционального слоя. В функциональном слое, в котором, например, равномерно рассредоточен флуоресцентный индикатор, тонкая область будет флуоресцировать слабее (т.е. будет более темной), чем область желаемой толщиной, а толстая область будет флуоресцировать сильнее (т.е. будет более яркой), чем область желаемой толщины.
В одном из вариантов осуществления сочетание поддающегося обнаружению компонента в барьерном слое и системы машинного зрения обеспечивают непрерывный контроль барьерного слоя по мере изготовления или обработки пленки. Может обнаруживаться присутствие нарушений непрерывности в барьерном слое (т.е. дефектов барьерного слоя), дефекты могут необязательно классифицироваться по размеру и типу, может необязательно отображаться местоположение дефектов, и даже может маркироваться любая(-ые) область(-и) пленки, в которой находится дефект, может необязательно осуществляться подсчет и регистрации числа дефектов и их классификация, включая накопленную встречаемость дефектов. В одном из вариантов осуществления этот процесс мониторинга может выполняться оперативно, т.е. на движущемся полотне. В одном из вариантов осуществления может контролироваться 100% барьерного слоя.
Нарушение непрерывности функционального слоя пленки или значительное утончение области функционального слоя пленки могут создаваться множеством механизмов. Нарушение непрерывности и существенно утонченные области могут возникать, например, из-за отсутствия барьерного материала в экструзионной системе, пузырьков или пустот в потоке расплава, линий разъема матрицы и загрязняющих веществ (не являющихся барьерными материалов), проходящие через матрицу с барьерным полимером. Нарушение непрерывности или утонченные области могут являться вытянутыми, как в случае линий разъема матрицы, или представлять собой области круглой или неправильной формы, не содержащие барьерного материала из-за пузырьков или пустот или проходящего через матрицу не являющегося барьерным материала. Нарушение непрерывности могут занимать область той части пленки, которая предназначена для барьерного слоя.
В одном из вариантов осуществления способ может использоваться для контроля пленки таким образом, чтобы определять толщину барьерного слоя, содержащего поддающийся обнаружению компонент. Кроме того, как и при обнаружении нарушений непрерывности, контроль толщины барьерного слоя может выполняться на движущемся полотне и может выполняться по всему полотну. Утонченные области пленки могут возникать по разнообразным причинам, таким как накопление материала на выступе матрицы. Хотя утонченная область не является нарушением непрерывности барьерного слоя, она может ухудшать барьерное свойство барьерного слоя до такой степени, что часть пленки, имеющая утонченный барьерный слой, становится неприменима для желаемого конечного использования в упаковывании.
Было обнаружено, что поддающийся обнаружению компонент, такой как УФ флуоресцентный агент, может использоваться в количестве, которое позволяет системе машинного зрения обнаруживать нарушение непрерывности в барьерном слое, а также определять толщину барьерного слоя. Поддержание желаемого минимального уровня толщины барьерного слоя обеспечивает желаемую низкую скорость пропускания кислорода через пленку. Способ и система согласно изобретению позволяют генерировать сигнал, который указывает, является ли толщина барьерного слоя пленки меньшей, чем минимальная допустимая толщина.
Способ может также использоваться для контроля барьерных слоев дополнительных типов, таких как барьерные слои против опасных химических веществ. Например, в качестве противоспиртовых барьеров используются слои пленки, изготовленные из различных сополимеров циклических олефинов. Такие слои могут содержать поддающийся обнаружению компонент, который добавляется, чтобы они могли контролироваться системой машинного зрения таким же образом, как и пленка, содержащая противокислородный слой, т.е., как описано выше.
Кроме того, упаковка, предназначенная для обеспечения противомикробного барьера, может содержать активный агент, который нейтрализует микробы, как описано в заявке US 2012/0087968 А1 и международной публикации WO 2012/047947, каждая из которых целиком включена в настоящую заявку в порядке ссылки. Некоторые из этих пленок предназначены для упаковывания пищевых продуктов. Конечным назначением других пленок является упаковывание непищевых продуктов. Контактирующие с пищевыми продуктами пленки, содержащие материалы, одобренные для применения в пищевой промышленности, могут содержать, например, материалы природного происхождения, такие как антибиотик, бактериоцин, хитозан, фермент, природный экстракт, пептид, полисахарид, белок и/или аллилизотиоцианат.
Другие пленки могут иметь слой, содержащий одну или несколько кислот, таких как уксусная кислота, лимонная кислота, коричная кислота, молочная кислота, лауриновая кислота, октановая кислота, пропионовая кислота, сорбиновая кислота и/или бензойная кислота. В такой слой может добавляться поддающийся обнаружению компонент, чтобы система машинного зрения могла контролировать слой таким же образом, как и пленку, имеющую противокислородный слой, т.е. как описано выше.
Другие пленки могут иметь слой, содержащий кислую соль, бактериоцин, бактериофаг, 1,2-бензизотиазолин-3-он, ВНА/ВНТ, цетилпиридиния хлорид, хитозан, диоксид хлора, имазалил, лизоцим и/или лактоферрин. В такой слой может добавляться поддающийся обнаружению компонент, чтобы система машинного зрения могла контролировать слой таким же образом, как и пленку, имеющую противокислородный слой, т.е. как описано выше.
Другие пленки могут иметь слой, содержащий металл или соль металла (например, серебра, меди или цинка), оксид металла и/или монолаурин. В такой слой может добавляться поддающийся обнаружению компонент, чтобы система машинного зрения могла контролировать слой таким же образом, как и пленку, имеющую противокислородный слой, т.е. как описано выше.
Другие пленки могут иметь слой, содержащий природное масло или экстракт, такой как тимол, эвгенол, ванилин, чесночное масло, экстракт семян винограда, корицу, лук, базилик, ореган, лавровый лист и/или гвоздику. В такой слой может добавляться поддающийся обнаружению компонент, чтобы система машинного зрения могла контролировать слой таким же образом, как и пленку, имеющую противокислородный слой, т.е. как описано выше.
Другие пленки могут иметь слой, содержащий полигексаметиленбигуанид гидрохлорид, парабен, четвертичный амин с привитым силаном, триклозан и цеолит серебра, меди и/или цинка. В такой слой может добавляться поддающийся обнаружению компонент, чтобы система машинного зрения могла контролировать слой таким же образом, как и пленку, имеющую противокислородный слой, т.е. как описано выше.
Добавление поддающегося обнаружению компонента к слою пленки позволяет обнаруживать слой пленки с помощью сенсорной системы. Без поддающегося обнаружению компонента система датчиков не смогла бы обнаружить присутствие слоя пленки. Поддающийся обнаружению компонент может являться пассивным, т.е. системой ответного реагирования, такой как простое поглощение пигментом или красителем. Поддающийся обнаружению компонент может являться реакционноспособным или активным, т.е. реагирующим на облучение тепловым излучением, ближним инфракрасным излучением или ультрафиолетовым излучением с помощью таких механизмов, как фазовое изменение (термохромные материалы), флуоресценция или фотохромизм. Пассивному поддающемуся обнаружению компоненту не требуется внешний источник энергии, чтобы выполнять свою предполагаемую функцию способности к обнаружению, а активный компонент возбуждается внешним источником энергии и преобразует эту энергию с целью выполнения своей предполагаемой способности к обнаружению. В одном из вариантов осуществления поддающийся обнаружению компонент является немигрирующим, те он не мигрирует из одного слоя пленки в другой или изнутри слоя на поверхность слоя.
Может быть сконструирована система активных датчиков, охватывающих широкую область. Поддающийся обнаружению компонент генерирует уникальный ответ, заставляющий поддающийся обнаружению компонент (и, следовательно, слой) обнаруживать себя для системы датчиков.
Добавление поддающегося обнаружению компонента может также обеспечивать слой пленки высоким отношением сигнал-шум. Поддающийся обнаружению компонент может использовать феномены и полосу обнаружения, для которых нехарактерен шум, и тем самым дополнительно повышать эффективное отношение сигнал-шум. Отношение сигнал-шум может также зависеть от интенсивности падающего света, используемого для возбуждения активного поддающегося обнаружению компонента. Интенсивность падающего света может повышаться или снижаться методом проб и ошибок, пока среднее отношение сигнал-шум не будет составлять 10 или более.
В качестве активного феномена поддающегося обнаружению компонента также может использоваться звук. Например, поддающийся обнаружению компонент может испускать ультразвуковую акустическую волну или действовать в пределах спектра электромагнитных волн. Звук как активный феномен действует за восприятия результирующей волны сжатия, распространяющейся через вещество. В основу поддающегося обнаружению компонента может быть положен акустический эффект, например, способность к восприятию ультразвуковых волн. По существу, поддающимся обнаружению компонентом может являться пьезоэлектрический преобразователь.
Активным феноменом поддающегося обнаружению компонента может являться спектр электромагнитных волн. В системе, использующей спектр электромагнитных волн в качестве активного феномена поддающегося обнаружению компонента, термин "поддающийся обнаружению" относится к обнаружению в видимой области спектра, или в инфракрасной области спектра, или в ультрафиолетовой области спектра, или в любой части спектра электромагнитных волн вне этих областей спектра. Существенным преимуществом спектра электромагнитных волн является очень высокая скорость распространения используемых сигналов, т.е. скорость света.
Поддающийся обнаружению компонент может присутствовать в функциональном слое в любом количестве, которое поддается обнаружению детектором, и при этом позволяет функциональному слою сохранять свою заданную функцию. Слишком большое количество поддающегося обнаружению компонента может мешать функционированию слоя. Слишком малое количество поддающегося обнаружению компонента может становиться необнаруживаемым для детектора. В одном из вариантов осуществления поддающийся обнаружению компонент может присутствовать в количестве, по меньшей мере, 0,5 частей на миллион. Используемый в описании термин "часть на миллион" относится к весу поддающегося обнаружению компонента относительно общего веса слоя (вес поддающегося обнаружению компонента + вес остальных компонентов слоя). Разумеется, что преобладающим компонентом слоя является один или несколько термопластичных полимеров, которые являются твердыми при комнатной температуре. Как поддающийся обнаружению компонент, так и термопластичный полимер слоя могут являться твердыми при комнатной температуре. В одном из вариантов осуществления изобретения поддающийся обнаружению компонент может присутствовать в количестве, по меньшей мере, 1 части на миллион, или, по меньшей мере, 1,5 частей на миллион, или, по меньшей мере, 2 частей на миллион, или, по меньшей мере, 3 частей на миллион, или, по меньшей мере, 5 частей на миллион, или, по меньшей мере, 10 частей на миллион, или, по меньшей мере, 20 частей на миллион, или, по меньшей мере, 40 частей на миллион, или, по меньшей мере, 80 частей на миллион, или, по меньшей мере, 120 частей на миллион, или, по меньшей мере, 160 частей на миллион, или, по меньшей мере, 200 частей на миллион, или, по меньшей мере, 300 частей на миллион, или, по меньшей мере, 500 частей на миллион. В одном из вариантов осуществления поддающийся обнаружению компонент может присутствовать в слое в количестве от 0,5 до 40 частей на миллион, или от 1 до 20 частей на миллион, или от 1,5 до 10 частей на миллион, или от 2 до 5 частей на миллион. Чтобы пленка была пригодной для применения в контакте с пищевым продуктом, поддающийся обнаружению компонент должен присутствовать в слое в количестве не более чем 150 частей на миллион.
В одном из вариантов осуществления поддающимся обнаружению компонентом является композиция, способная испускать электромагнитное излучение. Испускаемым излучением может являться излучение в любой части спектра электромагнитных волн, например, в спектре радиоволн, инфракрасного излучения, излучения в видимой области спектра, ультрафиолетового излучения, рентгеновского излучения, гамма-излучения и т.д. Поддающийся обнаружению компонент может возбуждаться падающим электромагнитным излучением, которое вызывает испускание электромагнитного излучения поддающимся обнаружению компонентом. Падающее излучение, возбуждающее поддающийся обнаружению компонент, и излучение, испускаемое поддающимся обнаружению компонентом, могут являться уникальными для поддающегося обнаружению компонента, и в зависимости от характера поддающегося обнаружению компонента могут относиться к любой части спектра электромагнитных волн.
Поддающимся обнаружению компонентом на основе ультрафиолетового излучения является поглощающее ультрафиолетовое излучение соединение с отличительными свойствами поглощения и/или флуоресценции. Предпочтительный поглощающий ультрафиолетовое излучение поддающийся обнаружению компонент имеет уникальную оптическую сигнатуру, которая не присутствует в природе, и которую нельзя легко спутать с сигналами от естественных источников. Предпочтительный компонент на основе ультрафиолетового излучения имеет множество уникальных особенностей поглощения и флуоресценции в своих спектрах ультрафиолетового излучения. Например, согласно описанию в качестве падающего излучения используется электромагнитное излучение на волне 375 нм для возбуждения поддающегося обнаружению компонента, известного как 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол), которому присвоен регистрационный номер CAS 7128-64-5, и который также известен как 2,2'-(2,5-тиофендиил)бис[5-трет-бутилбензоксазоил]; 2,5-бис-2-(5-трет-бутилфенил)тиофен; 2,5-бис(5-трет-бутил-2-бензоксазоил)тиофен; 2,5-бис-(5-трет-бутилбензоксазолил-[2-ил])тиофен; 2,5-бис-(5-трет-бутил-2-бензоксазол-2-ил)тиофен; 2,5-бис(5'-трет-бутил-2-бензоксазол-2-ил)тиофен; 2,5-бис(5'-трет-бутил-2'-бензоксазолинтиофен; 2,5бис(5-трет-бутил-2-бензоксазолин); 2,5-бис(5-трет-бутил-бензоксазозин-2-ил)тиофен; 2,5-бис(5-трет-бутил-бензоксазозин-2-ил)-2-тиофен; 2,5-бис(5-трет-бутилбензоксазоил)-2-тиофен; 2,5-ди(5-трет-бутилбензоксазол-2-ил)тиофен; 2,2'-(2,5-тиофендиил)бис[5-(1,1-диметилэтил)бензоксазол; 2,5-бис(5'-трет-бутил-2-бензоксазоил)тиофен и 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол). Поглощение падающего излучения на волне 375 нм заставляет возбуждаемый оптический осветитель 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол), используемый в качестве поддающегося обнаружению компонента, испускать излучение на волне 435 нм. Оптический отбеливатель был равномерно смешан с ПВДХ, который использовался для получения противокислородного слоя многослойной пленки. При облучении полученной кольцевой ленты и/или термоусадочной рукавной пленки падающим излучением на волне 375 нм происходит возбуждение оптического осветителя 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол), используемого в качестве поддающегося обнаружению компонента, который испускает излучение на волне 435 нм. Испускаемое излучение на волне 435 нм обнаруживается системой машинного зрения, которая выявляет присутствие, непрерывность и толщину барьерного слоя из ПВДХ ленты и многослойной рукавной пленки.
Согласно второй особенности предложена система контроля. В одном из вариантов осуществления аппаратные средства системы контроля включают: (i) одну или несколько камер, образующих сеть камер, (ii) источник света, (iii) один или несколько процессоров сигналов, (iv) интерфейс оператора, (v) интерфейс ввода-вывода, (vi) кодер и (vii) промышленный компьютер. В одном из вариантов осуществления система может иметь конфигурации, в которой за счет объединение в одно целое камеры(камер) и электронного оборудования на каждой линии изготовления пленки (или линии обработки пленки) не требуется компьютер. Вместо этого, может использоваться один сервер для множества линий.
В одном из вариантов осуществления каждая камера из сети камер передает цифровые данные постоянно хранящемуся в промышленном компьютере процессору сигналов, в котором для выполнения задач контроля используются алгоритмы обработки изображений и машинного обучения.
В одном из вариантов осуществления источником света может являться ультрафиолетовая подсветка с программным обеспечением для регулирования выдержки затвора и интенсивности света. В вариантах осуществления, в которых способ предназначен для одновременного контроля множества слоев одной и той же пленки, может использоваться множество источников света с одним или несколькими регуляторами выдержки затвора и интенсивности света.
В одном из вариантов осуществления процессоры сигналов с использованием компьютера выполняют задачи обработки, такие как сегментация изображений, устранение шумов, улучшение контрастности, задание порога и/или распознавание образов. Задачи обработки могут включать выделение признаков, выбор признаков и/или слияние признаков с целью обнаружение и классификация дефектов. Процессор(-ы) сигналов может выполнять задачи параллельной обработки.
В одном из вариантов осуществления системой машинного зрения, которая может быть приспособлена для выполнения контроля движущегося полотна, является система производства компании Isra Surface Vision Inc. Эта система работает на частоте 320 мегагерц. При использовании цветной камеры со строчной разверткой формата 4К и использовании стандартного объектива каждое сканированное изображение содержит 4096 пикселей в ширину. Каждый пиксель имеет значение от 0 до 255 по шкале уровней серого, согласно которой 0 соответствует белому цвету, 255 соответствует черному цвету, а значения от 1 до 254 соответствуют оттенкам серого. В альтернативном варианте осуществления используется камера для съемки черно-белого изображения со строчной разверткой формата 4К. При использовании стандартного объектива с камерой для съемки черно-белого изображения каждое сканированное изображение содержит 4096 пикселей в ширину.
Необязательно требуется обнаруживать каждую нарушение непрерывности и сообщать о ней. Может устанавливаться пороговое значение, чтобы с целью удаления помечались только дефекты, превышающие пороговое значение. Например, в качестве порогового значения для размера нарушение непрерывности или тонкого участка, может устанавливаться значение, по меньшей мере, 2 миллиметра, по меньшей мере, в одном направлении, т.е., по меньшей мере, 2 мм в направлении обработки и/или, по меньшей мере, 2 мм в поперечном направлении. В качестве альтернативы, в качестве порогового значения для размера нарушение непрерывности или тонкого участка может устанавливаться значение, по меньшей мере, 1 мм, по меньшей мере, в одном направлении. Такой порог может устанавливаться, даже если система способна обнаруживать нарушение непрерывности размером вплоть до 10 мкм, по меньшей мере, в одном направлении. Установка порогового значения отличается от способности системы машинного зрения обнаруживать нарушение непрерывности и/или тонкий участок вплоть, по меньшей мере, до конкретного размера, по меньшей мере, в одном направлении. Установка порогового значения является установкой минимального значения размера нарушений непрерывности/тонких участков, при которых инициируется генерирование ответного сигнала. Для этого порога может устанавливаться любое желаемое значение, и он отличается от способности системы машинного зрения обнаруживать нарушение непрерывности вплоть, по меньшей мере, до заданного размера.
На фиг. 8 проиллюстрирован один из вариантов осуществления конструкции системы машинного зрения, включая схему потоков данных для сбора и анализа данных. Система, показанная на фиг. 8, содержит схему потоков данных, в которую входит одна или несколько камер, система сбора данных, средство визуального контроля, система оперативного действия и система управления базами данных. Эти компоненты образуют систему, которая была использована для обнаружения дефектов барьерного слоя.
Камерой может являться камера для съемки цветного или черно-белого изображения. Источник освещения, используемый с камерой, может иметь регулируемую интенсивность. Хотя камерой может являться камера со строчно-кадровой разверткой области или камера со строчной разверткой, предпочтительной является камера со строчной разверткой, поскольку она формирует меньше данных, которые могут быстрее анализироваться. Хотя камера может иметь разрешение 4К или 8К пикселей на строку, формат 4К является приемлемым для контроля плоской ленты, плоской пленки, кольцевой ленты, кольцевой пленки, полученной методом экструзии с горячим раздувом (которая не является термоусадочной и ориентирована при температуре выше температуры плавления), и/или кольцевой термоусадочный рукавной пленки. Кольцевые ленты и пленки могут быть контролироваться при нахождении в плоской конфигурации, при этом изображения обеспечивают данные о непрерывности обеих плоских сторон ленты или пленки.
При использовании соответствующего сочетания камерной головки, источника освещения и конфигурации объектива получают ряд изображений, которые подаются в систему сбора данных, в которой данные буферизируются и передаются средству контроля для дальнейшей обработки. Выполняется ряд задач обработки сигналов, таких как сегментация изображений, устранение шумов, улучшение контрастности, задание порога и/или распознавание образов (включая выделение признаков, выбор признаков и слияние признаков) с целью обнаружения и классификации дефектов.
Результаты обнаружения дополнительно подаются в оперативную систему для настройки предварительно заданных оповещений, маркировки, отображения изображения нарушений непрерывности, отображение данных, относящихся к одному или нескольким нарушениям непрерывности, включая отображение данных, относящихся к геометрическим характеристикам нарушения непрерывности, местоположению нарушения непрерывности, частоте возникновения нарушений непрерывности, степени нарушений непрерывности, и/или для формирования отчета о нарушениях непрерывности. Данные, относящиеся к нарушениям непрерывности, могут отображаться мгновенно и оперативно или после завершения изготовления, т.е. автономно или не в процессе работы, при этом данные доступны в автономной системе управления базами данных. Путем извлечения информации из данных можно манипулировать с данными, визуализировать их и формировать из них отчеты любой желаемой формы по запросу.
Программное обеспечение обработки данных настроено на согласование различных уровней концентрации с минимальной потребностью в оперативном регулировании параметров, таких как время облучения и интенсивность света. Система рассчитана на обнаружение присутствующих нарушений непрерывности в процессе перемещения пленки в направлении обработки, а также на различение нарушений непрерывности и других дефектов и загрязнений.
Изображения пленки могут формироваться с использованием двухмерного изображения матрицы пикселей, захваченного камерой со строчно-кадровой разверткой, или посредством одномерной строки пикселей, захваченной камерой со строчной разверткой. Для отслеживания контуров непрерывного полотна с целью выбора представляющей интерес области и сегментации изображения используется определитель контуров. Для кадрирования изображений на основании отслеживаемых контуров полотна и выбора представляющих интерес областей используется сегментация изображения. Посредством предварительной обработки изображения доводится до максимума установление различий между стандартным качеством и дефектом(-ами). Различные признаки (например, геометрические характеристики, пороговые значения шкалы уровней серого пикселей и т.д.) извлекаются, выбираются и объединяются в составные признаки. С помощью извлечения информации из данных достигается обнаружение дефектов барьерного слоя наряду с классификацией и раздельной обработкой других обнаруженных дефектов и/или загрязнений или классификацией и игнорированием других дефектов и/или загрязнений.
Для достижения обнаружения по различным каналам используются два алгоритма распознавания образов: обнаружение затемненных и высветленных признаков (темных пятен и световых пятен) и обнаружение полосчатости. Обнаружение затемненных и высветленных признаков основано на пороговых значениях шкалы уровней серого. Обнаружение полосчатости основано на геометрических признаках.
Сканирование ограничено областью внутри контуров плоской рукавной пленки. Данные, относящиеся к 1-2 мм по бокам рукавной пленки, отбрасываются, поскольку плоская рукавная пленка совершает неправильные или регулярные колебательные боковые перемещения порядка 1 мм при ее продвижении во время изготовления. Если сканирование захватывало бы края, колебательное боковое перемещение, вероятно, вызывало бы ложноположительные результаты обнаружения нарушение непрерывности в барьерном слое.
В одном из вариантов осуществления программное обеспечение пульта оператора действует промышленном компьютере. Данные дефектов отображаются на пульте и архивируются в резидентной базе данных. Данные дефектов и изображений отображаются на пульте в реальном масштабе времени. Текущие данные, данные за прошлый период и статистические данные можно просматривать на пульте по требованию. Система может быть настроена на избирательное обнаружение и точную классификацию дефектов, относящихся к барьерному слою пленки, таких как тонкие участки или области барьерного слоя, отсутствие барьерного слоя и нарушение непрерывности барьерного слоя, включая нарушение непрерывности геометрических характеристик. Изображения каждого дефекта могут классифицироваться, сохраняться и отображаться.
Может в реальном времени захватываться изображение каждого дефекта с высоким разрешением. Дискретная информация о дефектах, такая как геометрия индивидуальных дефектов и статистика групповых дефектов, может использоваться для принятия мгновенных решений и совершения действий в отношении усовершенствования и мониторинга процесса, таких как сигнализация о дефекте.
Различные выходные данные для маркировки и сигнализации могут настраиваться на различные уровни тяжести дефектов. Данные могут экспортироваться, например, в MS Excel и/или базу данных SQL где-либо в сети, при этом программное обеспечение для извлечения информации из данных позволяет легко автоматически и/или по требованию создавать различные отчеты. Данные дефектов обрабатываются в блоке обработки, таком как блок цифровой обработки. Маркировка может использоваться в сочетании с перемоткой пленки, содержащей один или нескольких дефектов с последующим использованием устройства продольной резки, чтобы вырезать дефекты на пленке. Маркировка может осуществляться путем нанесения этикетки на пленку в месте нахождения дефекта (или в соответствующем ему месте) на пленке. Нанесение металлической этикетки на пленку позволяет легко сканировать рулон пленки до его коммерческой реализации или использования для упаковывания изделий или другого конечного использования, в котором присутствие дефекта было бы пагубным для целей, которые должны достигаться при использовании пленки.
В одном из вариантов осуществления стандартный интерфейс ввода-вывода обеспечивает входные сигналы от внешних устройств, такие как индикация нового рулона, индикация разрыва рулона и индикация паузы для контроля. Выходные сигналы оповещения согласно заданным пользователем критериям оповещения также обрабатываются через интерфейс ввода-вывода. Также могут инициироваться выходные сигналы управления находящимися ниже по потоку устройствами маркировки. Могут приводиться в действие сигналы оповещения о дефектах, соответствующих различным заданным степеням тяжести или критериям. Оповещения и информация о дефектах может передаваться сети предприятия, программируемому логическому контроллеру (ПЛК) или гибкой автоматической системе управления производством/человеко-машинному интерфейсу (SCADA/HMI) посредством стандарта OPS (т.е. стандарта программного интерфейса).
В одном из вариантов осуществления для измерения скорости полотна используется кодер, что позволяет определять местоположение обнаруженного дефекта, в частности, по длине контролируемой ленты или рукавной или плоской пленки. Система принимает последовательность импульсов от кодера и подсчитывает их. Результаты подсчета передаются процессору для определения расстояния вдоль полотна, на котором находится обнаруженный дефект.
Далее представлены сведения о различных смолах и других компонентах, присутствующих в пленках согласно представленным далее примерам.
SSPE1 означает гомогенный сополимер этилена и октена AFFINITY® PL 1281G1 производства компании The Dow Chemical Company, имеющий плотность 0,900 г/см3 и индекс текучести расплава 6,0 дг/мин.
SSPE2 означает гомогенный сополимер этилена и октена AFFINITY® PL 1850G производства компании The Dow Chemical Company, имеющий плотность 0,902 г/см3 и индекс текучести расплава 3,0 дг/мин.
SSPE3 означает гомогенный сополимер этилена и гексена EXCEED® 1012HJ производства компании ExxonMobil, имеющий плотность 0,912 г/см3 и индекс текучести расплава 1,0 дг/мин.
ПЭОНП1 означает полиэтилен очень низкой плотности XUS 61520.15L производства компании The Dow Chemical Company, имеющий плотность 0,903 г/см3 и индекс текучести расплава 0,5 дг/мин.
ЛПЭНП1 означает гетерогенный сополимер этилена и гексена LL 3003.32 производства компании Exxon Mobil, имеющий плотность 0,9175 г/см3 и индекс текучести расплава 3,2 дг/мин.
ЛПЭНП2 означает линейный полиэтилен низкой плотности DOWLEX® 2045.04 производства компании The Dow Chemical Company, имеющий плотность 0,920 г/см3 и индекс текучести расплава 1,0 дг/мин.
ЛПЭНП3 означает линейный полиэтилен низкой плотности XUS 61520.21 производства компании The Dow Chemical Company, имеющий плотность 0,903 г/см3 и индекс текучести расплава 0,5 дг/мин.
ЭВА1 означает сополимер этилена и винилацетата ЕВ524АА (14% винилацетата) производства компании Westlake Chemical, имеющий плотность 0,934 г/см3 и индекс текучести расплава 3,5 дг/мин.
ЭВА2 означает сополимер этилена и винилацетата ESCORENE® LP761.36 (26,7% винилацетата) производства компании Exxon Mobil, имеющий плотность 0,951 г/см3 и индекс текучести расплава 5,75 дг/мин.
ЭВА3 означает сополимер этилена и винилацетата 592АА (10,5% винилацетата) производства компании Westlake Chemical, имеющий плотность 0,931 г/см3 и индекс текучести расплава 2,0 дг/мин.
ПВДХ-1 означает сополимер винилиденхлорида и метилакрилата SARAN® 806 производства компании The Dow Chemical Company, имеющий плотность 1,69 г/см3.
ПВДХ-2 означает сополимер винилиденхлорида и метилакрилата IXAN® PV910 производства компании Solvin, имеющий плотность 1,71 г/см3.
ОВ означает 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол) BENETEX ОВ PLUS® производства компании Mayzo Inc.
MB 1 означает маточную смесь 100458 фторполимера с линейным полиэтиленом низкой плотности производства компании Ampacet, имеющую плотность 0,93 г/см3 и индекс текучести расплава 2,3 г/10 мин.
MB 2 означает маточную смесь IP-1121 фторполимера с линейным полиэтиленом низкой плотности производства компании Ingenia Polymers, имеющую плотность 0,92 г/см3 и индекс текучести расплава 2 г/10 мин.
Пленки №1-6 и контроль пленок №1-3
Были получены пленки №1-6, которые подвергли контролю способами, проиллюстрированными на фиг. 1А, 1В и 1С. на фиг. 1А и 1В схематически проиллюстрирован способ изготовления термоусадочных пленок, используемых в примерах настоящего изобретения, на фиг. 1В схематически проиллюстрирован лабораторный способ контроля противокислородных слоев каждой из кольцевых лент с покрытием, соответствующих структурам пленок №1, 2 и 3.
Согласно способу, показанному на фиг. 1А, загрузили твердые полимерные гранулы (не показанные) во множество экструдеров 28 (для простоты показан только один экструдер). Полимерные гранулы внутри экструдеров 28 продвигались, плавились дегазировались, после чего получаемый расплав, не содержащий пузырьков, подавался в головку 30 экструдера и экструдировался через кольцевую матрицу, в результате чего получали кольцевую ленту 32 толщиной около 15 мил.
После охлаждения и закалки водяным душем из охлаждающего кольца 34 кольцевой ленте 32 придавалась плоская конфигурация путем сплющивания с помощью зажимных валков 36. После сплющивания кольцевая лента имела ширину около 2,5 дюйма. Затем кольцевая лента 32 с плоской конфигурацией подавалась через облучающий свод 38, окруженный защитным экраном 40, и облучалась электронами высокой энергии (т.е. ионизирующим излучением), испускаемыми трансформаторным ускорителем 42 с железным сердечником. Кольцевая лента 32 перемещалась через облучающий свод 38 по направляющим роликам 44. Доза излучения, поглощенная кольцевой лентой 32, предпочтительно составляла около 64 кГр.
После облучения облученная кольцевая лента 46 направлялась через зажимные валки 48 до нанесения покрытия, после чего облученная кольцевая лента 46 слегка раздувалась с образованием захваченного пузыря 50. В месте захваченного пузыря облученная кольцевая лента 46 преимущественно не вытягивалась в продольном направлении, поскольку окружная скорость зажимных валков 52 после нанесения покрытия являлась примерно такой же, как окружная скорость зажимных валков 48 до нанесения покрытия. Кроме того, облученная лента 46 раздувалась лишь настолько, чтобы придать кольцевой ленте преимущественно круглую конфигурацию без значительной поперечной ориентации, т.е. без поперечного растягивания.
Облученная лента 46, слегка раздутая пузырем 50, пропускалась через вакуумную камеру 54, а затем через экструзионную матрицу 56 для нанесения покрытия. Экструдировали кольцевой поток 58 покрытия из расплава через экструзионную матрицу 56 и наносили на раздутую облученную кольцевую ленту 46, чтобы получить кольцевую ленту 60 с покрытием. Кольцевой поток 58 покрытия содержал противокислородный слой, изготовленный из ПВДХ, вместе с дополнительными слоями, ни один из которых не подвергался ионизирующему облучению. Дополнительные подробности вышеописанной стадии нанесения покрытия являются в целом такими же, как описаны в патенте US 4278738, выданном на имя BRAX и др., который во всей полноте в порядке ссылки включен в настоящую заявку.
После облучения и нанесения покрытия кольцевую ленту 60 с покрытием, которая теперь имеет толщину около 25 мил, наматывали на намоточный ролик 62. На фиг. 1В показан намоточный ролик 62А, с которого размотали имеющую плоскую конфигурации кольцевую ленту 60 с покрытием и оценили непрерывность кислородного барьерного слоя при продвижении со скоростью 400 футов в минуту, а затем снова намотали на намоточный ролик 62В. В действительности, каждую из кольцевых лент 60 с покрытием из пленок №1, 2 и 3 разматывали рядом друг с другом и одновременно оценивали непрерывность противокислородного слоя на одном и том же оборудовании. Каждая плоская кольцевая лента 60 с покрытием имела ширину 2,5 дюйма. Хотя все три кольцевые ленты 60 оценивались рядом друг с другом в одно и то же время и на одном и том же оборудовании, на фиг. 1В схематически проиллюстрирована оценка только одной из кольцевых лент с покрытием.
Как показано на фиг. 1В, на ролик 62А (т.е. намоточный ролик 62, используемый в способе, показанном на фиг. 1а) намотана кольцевая лента 60 с покрытием, которая была размотана, пропущена над источником 61 ультрафиолетового излучения и под камерной головкой 63, и снова намотана на намоточный ролик 62В. После разматывания с ролика 62А имеющая плоскую конфигурацию кольцевая лента 60 с покрытием пропускалась над источником 61 ультрафиолетового излучения и облучалась снизу падающим излучением на волне 375 нм, испускаемым источником 61 ультрафиолетового излучения, при этом облучение на волне 375 нм возбуждало оптический отбеливатель в слое из ПВДХ. Одновременно с тем, как кольцевая лента 60 с покрытием облучалась падающим излучением, она пропускалась под головкой 63 цветной камеры со строчной разверткой, расположенной над кольцевой лентой 60 с покрытием в положении напротив положения, в котором под кольцевой лентой 60 находился источник 61 ультрафиолетового излучения. Как показано на фиг. 1В, головка 63 цветной камеры системы машинного зрения расположена над плоской лентой 60 в положении непосредственно над источником 61 ультрафиолетового излучения и запрограммирована на сканирование плоской ленты 60 только по каналу сигнала синего (хотя цветная камеры имеет каналы сигналов красного, зеленого и синего цветов, разделенных на 256 дискретных цветов), т.е. только на волне длиной около 435 нм. Время выдержки экспозиции камеры составляло около 100 мкс, а разрешение камеры составляло 4096 пикселей за проход каждой строки, при этом строка ориентирована в поперечном направлении относительно контролируемых лент пленки с покрытием. Поле зрения отрегулировано таким образом, чтобы несколько превышать расстояние поперек всех трех лент с покрытием, расположенных рядом друг с другом и отделенных друг от друга на несколько миллиметров. Изображения, снятые камерой и обработанные процессорами сигналов, находящимися в промышленном компьютере 65, позволяют получать диаграмму сигналов сканирования, обеспечивающую оценку непрерывности противокислородного слоя у кольцевых лент 60 с покрытием.
После этого, как показано на фиг. 1С, устанавливали намоточный ролик 62В в качестве размоточного ролика 64 на второй стадии способа изготовления желаемой термоусадочной рукавной пленки. Разматывали кольцевую ленту 60 с покрытием с размоточного ролика 64 и пропускали над направляющим роликом 66, после чего подавали кольцевую ленту 60 с покрытием в водяной бак 68 с горячей водой 70. Погружали кольцевую ленту 60 с покрытием, по-прежнему имеющую плоскую конфигурацию, в горячую воду 70 (предпочтительно при температуре от около 185°F до 210°F) на время от около 10 до около 100 секунд, т.е. достаточно длительное время, чтобы довести кольцевую ленту 60 до точки ее размягчения, т.е. желаемой температуры для двуосной ориентации, пока кольцевая лента с покрытием находилась в твердом состоянии.
После этого пропускали кольцевую ленту 60 с покрытием через зажимные валки 72, раздували пузырь 74 и тем самым растягивали находящуюся в твердом состоянии кольцевую ленту 60 с покрытием в поперечном направлении. Кроме того, во время раздува, т.е. растягивания в поперечном направлении, зажимные валки 76 вытягивали кольцевую ленту 60 в продольном направлении, поскольку зажимные валки 76 имели более высокую окружную скорость, зажимные валки 72. В результате поперечного растягивания и продольного вытягивания кольцевая лента 60 двуосно ориентировалась в твердом состоянии с образованием двуосно ориентированной термоусадочной рукавной пленки 78. Термоусадочную рукавную пленку 78 растягивали в поперечном направлении в соотношении 3,6:1 и вытягивали в продольном направлении в соотношении 3,6:1 с получением общей ориентации около 13Х. Пока пузырь 74 удерживался между парами зажимных валков 72 и 76, полученную раздутую рукавную пленку 78 сплющивали с помощью валков 80 с целью придания плоской конфигурации. Раздутая рукавная пленка 78 в плоской конфигурации имела ширину около 10 дюймов. Далее подавали плоскую рукавную пленка 78 в плоской конфигурации через зажимные валки 76 и поперек направляющего ролика 82, а затем наматывали на намоточный ролик 84. Натяжной ролик 86 обеспечивал хорошую намотку.
Каждая из пленки №1-6 представляла собой многослойную термоусадочную пленку, имеющую определенное расположение, состав, толщину и функцию слоев, как в целом показано далее в Таблице 1. Уплотнительный слой, 1-й объемный слой и 1-й связующий слой соэкструдированы и подвергнуты облучению электронами высокой энергии в облучающем своде 38. Барьерный слой, 2-й связующий слой, 2-й объемный слой и устойчивый к неправильному обращению слой добавлены на стадии нанесения покрытия, т.е. не облучены. Термоусадочная рукавная пленка, изготовленная из пленок №1-6, имела следующее расположение, состав и толщину слоев:
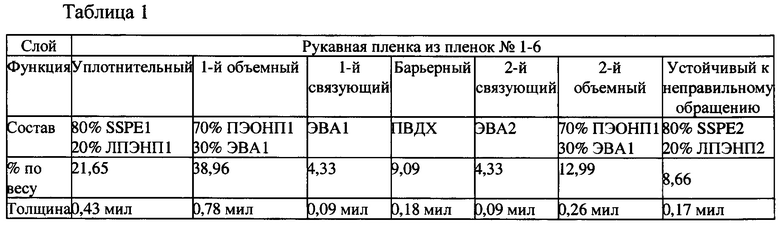
Каждая из пленок №1-6 содержала противокислородный слой, состоящий из упомянутого выше поливинилиденхлорида (пВДХ). В каждой из пленок №1-6 ПВДХ образует однородную смесь с поддающимся обнаружению компонентом, которым является оптический отбеливатель. Более точно, каждая из пленок №1-6 содержала в качестве поддающегося обнаружению компонента оптический отбеливатель 2,2'-(2,5-(тиофен)-бис(5-трет-бутилбензоксазол)). Более точно, оптическим отбеливателем являлся оптический отбеливатель BENETX™ производства компании Mayzo, Inc. (Лейкфилд-Корт, 3935, Суванни, штат Джорджия, США). Оптический отбеливатель смешан с ПВДХ, используемым для изготовления противокислородного слоя каждой из пленок №1-6, и содержался в смеси в следующих количествах: 6,25 частей на миллион (пленка №1), 12,5 частей на миллион (пленка №2), 18,75 частей на миллион (пленка №3), 25 частей на миллион (пленка №4), 37,5 частей на миллион (пленка №5), 50 частей на миллион (пленка №6), при этом каждая смесь представляла собой однородную смесь оптического отбеливателя с ПВДХ. Ни один из других слоев пленки не содержал оптического осветлителя, как и в случае описанных далее пленок №7-10.
На фиг. 2 показано: верхняя часть 91, иллюстрирующая (i) диаграмму 90 сигналов сканирования предположительно кольцевой ленты с покрытием из пленки №1; (ii) диаграмму 92 сигналов сканирования предположительно кольцевой ленты с покрытием из пленки №2; и (iii) диаграмму 96 сигналов сканирования предположительно кольцевой ленты с покрытием из пленки №3. Верхняя часть 91 выглядит как единая диаграмма, поскольку плоские кольцевые ленты каждого полотна, находящиеся рядом друг с другом, продвигаются со скоростью около 400 футов в минуту, при этом одна камера за один проход одновременно охватывает все три плоские ленты с покрытием.
В верхней части 91 фиг. 2 показаны три образца отфильтрованных амплитуд сигналов обнаружения в поперечном направлении, т.е. диаграммы сигналов сканирования в поперечном направлении расположенных рядом друг с другом кольцевых лент с покрытием из пленок №1, 2 и 3. В нижней части 93 фиг. 2 показаны соответствующие изображения кольцевых лент с покрытием из пленок №1, 2 и 3 в направлении обработки сверху вниз. Предполагается, что для пленок №4, 5 и 6 не были получены диаграммы сигналов сканирования.
Каждая диаграмма сигналов сканирования (фиг. 2) была получена путем облучения трех расположенных рядом друг с другом плоских кольцевых лент 60 с покрытием падающим излучением на волне 375 нм, испускаемым находящимся под ними источником 61 ультрафиолетового излучения (фиг. 1В). Излучение, испускаемое источником 61 ультрафиолетового излучения, возбуждало оптический отбеливатель в слое из ПВДХ. Цветная камера 63 системы машинного зрения была расположена над плоскими кольцевыми лентами 60 с покрытием непосредственно над источником 61 ультрафиолетового излучения, и была настроена на сканирование плоских кольцевых лент в поперечном направлении на волне 435 нм с целью получения описанных выше диаграмм 90, 92 и 96 сигналов сканирования.
Как видно из соотношений трех диаграмм сигналов сканирования, представленных на фиг. 2, кольцевая лента с покрытием из пленки №1, имеющей противокислородный слой, содержащий 6,25 частей на миллион оптического осветлителя BENETX™, продемонстрировала самую низкую интенсивность сигналов сканирования. Лента с покрытием из пленки №2, имеющей противокислородный слой, содержащий 12,5 частей на миллион оптического осветлителя BENETX™, продемонстрировала более высокую интенсивность сигналов сканирования, чем лента из пленки №1, но меньшую, чем у ленты с покрытием из пленки №3, имеющей противокислородный слой, содержащий 18,75 частей на миллион оптического осветлителя BENETX™.
На фиг. 2 относительно однородный сигнал 90 сканирования указывает, что в противокислородном слоем ленты с покрытием из пленки №1 не обнаружено нарушений непрерывности. Сканирование осуществлялось поперек плоской ленты с покрытием, т.е. в поперечном направлении относительно направления экструзии ленты (как и во всех случаях сканирования описанных далее пленок №2-10 из лент и полотен). Это является очевидным из сигнала 90 сканирования, поскольку ни одна часть сигнала 90 сканирования не превышала заданное пороговое значение, соответствующе нарушение непрерывности или пустоте или какой-либо области барьерного слоя с чрезмерным утончением желаемой толщины слоя. Для обнаружения нарушений непрерывности в барьерном слое или областей чрезмерного утончения барьерного слоя пороговое значение должно устанавливаться на более высоком уровне, чем уровень шума, связанный со сканированием. Хотя пороговое значение может устанавливаться на любом желаемом уровне, нарушение непрерывности или чрезмерно тонкая область не обнаруживается, если только сигнал существенно не отклоняется от уровня шума. Пики сигналов, соответствующие краям пленки, отличали от пиков, соответствующих нарушениям непрерывности слоев, с помощью алгоритмов машинного обучения, которые могут легко разработать специалисты в области компьютерного программирования.
Сигнал 92 сканирования пленки №2, по-видимому, находится в пределах заданного порога на протяжении большей части контролируемой области, но содержит небольшой участок, который может считаться впадиной 94 за пределами порога (термин "впадина сигнала" относится к падению амплитуды сигнала на диаграмме сканирования), которая соответствует утончению или нарушение непрерывности барьерного слоя пленки №2 в конкретном положении. Тем не менее, отклонение от уровня шума в месте впадины 94 сигнала является настолько малым (т.е. отношение сигнал-шум является настолько низким), что сложно определить, существовала ли нарушение непрерывности помимо нормального уровня шума. Предполагается, что неспособность оценить отклонение сигнала определенно как нарушение непрерывности (или толстую или тонкую область) объясняется относительно низким уровнем поддающегося обнаружению компонента в барьерном слое кольцевой ленты из пленки №2. Однако впадина 94 сигнала действительно присутствовала, поскольку экструзионная матрица, которая использовалась для нанесения покрытия на кольцевую ленту без покрытия из пленки №2, была модифицирована путем блокировки, в результате чего на изображении 95 ленты с покрытием из пленки №2 образовалась линия 97 разъема матрицы, как показано посередине внизу на фиг. 2. Не было определено, привело ли это к образованию тонкой области или полной нарушение непрерывности.
Сигнал сканирования 96 пленки №3 также находится в пределах заданного порога на протяжении большей части контролируемой области, но содержит один участок 98 за пределами порога (то есть впадину сигнала), вызванный нарушением непрерывности слоя, которое соответствует линии разъема матрицы в барьерном слое. Из сигнала 96 сканирования является очевидным, что впадина сигнала на участке 98 достаточно велика для выявления нарушение непрерывности, образованной линией разъема матрицы. Впадина сигнала 96 сканирования имела больший размер, чем у сигнала 92 сканирования из-за более высокого уровня содержания поддающегося обнаружению компонента в барьерном слое пленки №3, чем в пленке №2. Соответственно, уровень содержания поддающегося обнаружению компонента в барьерном слое влияет на способность обнаруживать впадину сигнала помимо уровня шума, при этом впадина указывает на нарушение непрерывности или тонкий участок барьерного слоя пленки.
Тот факт, что сигнал 90 сканирования в поперечном направлении кольцевой ленты с покрытием из пленки №1 не выявил видимого нарушения непрерывности в барьерном слое, согласуется с тем фактом, что матрица, которая использовалась для экструзии покрытия на кольцевую ленту без покрытия из пленки №1, не была модифицирована путем блокировки, вызвавшей образование линии разъема матрицы на барьерном слое. Отсутствие линия разъема матрицы согласуется с отсутствием какой-либо видимой линия разъема матрицы на изображении 91 ленты с покрытием из пленки №1 внизу фиг. 2.
Сигнал 92 сканирования барьерного слоя кольцевой ленты из пленки №2 с покрытием содержит впадину 94 (термин "впадина сигнала" относится к падению амплитуды сигнала на диаграмме сканирования), отображающую нарушение непрерывности в барьерном слое. Впадина 93 сигнала действительно присутствовала, поскольку экструзионная матрица, которая использовалась для нанесения покрытия на кольцевую ленту без покрытия из пленки №2, была модифицирована путем блокировки, в результате чего на изображении 95 ленты с покрытием из пленки №2 образовалась линия 97 разъема матрицы, как показано посередине внизу на фиг. 2.
Сигнал 96 сканирования барьерного слоя кольцевой ленты с покрытием из пленки №3 содержит впадину 98, отображающую нарушение непрерывности в барьерном слое кольцевой ленты с покрытием из пленки №3. Впадина 98 присутствовала, поскольку экструзионная матрица, которая использовалась для нанесения покрытия на кольцевую ленту без покрытия из пленки №3, была модифицирована путем блокировки, в результате чего на изображении 99 ленты с покрытием из пленки №3 образовалась линия 100 разъема матрицы, как показано внизу справа на фиг. 2.
Хотя диаграммы сканирования пленки №1 и пленки №2 представлены барьерные слои, содержащие 6,25 частей на миллион и 12,5 частей на миллион оптического отбеливателя в качестве поддающегося обнаружению компонента, параметры камеры не были оптимизированы с целью выявления впадин сигналов. При оптимизации параметров настройки камеры поддающиеся обнаружению компоненты в количестве от 2 до 5 частей на миллион предположительно способны четко выявлять впадины сигналов, указывающие на нарушение непрерывности в барьерном слое.
Пленки №7, №8 и №9
Пленками №7, №8 и №9 являлись многослойные термоусадочные пленки, изготовленными и контролируемые способом, проиллюстрированным на описанных выше фиг. 1А, 1В и 1С. Термоусадочная рукавная пленка, полученная из каждой из пленок №7, 8 и 9, имела следующее расположение, состав, толщину и функцию слоев.
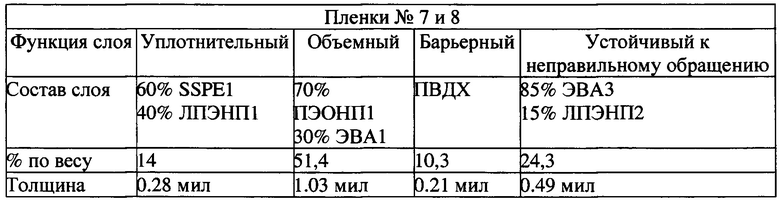
Пленка №7 изготовлена без использования оптического осветлителя в слое из ПВДХ. Пленка №8 изготовлена с использованием слоя из ПВДХ, содержащего оптический отбеливатель BENETEX™ в количестве 5,44 частей на миллион. Пленка №9 изготовлена с использованием слоя из ПВДХ, содержащего оптический отбеливатель BENETEX™ в количестве 8,38 частей на миллион.
На фиг. 3 показан сигнал 110 сканирования кольцевой ленты с покрытием из пленки №7, которая не содержала оптического отбеливателя. Кольцевая лента имела плоскую конфигурацию. Контроль пленки №7 осуществлялся, как описано применительно к пленкам №1, 2 и 3, за исключением того, что камерой являлась камера для съемки черно-белого изображения со строчной разверткой, а не камера для съемки цветного изображения со строчной разверткой. В остальном характеристики камеры являлись такими же, как описано выше применительно к оценке пленок №1, 2 и 3. Как видно из сигнала 110 сканирования, даже без оптического осветлителя пленка демонстрировала уровень интенсивности излучения на волне 435 нм приблизительно 60 (безразмерная величина согласно относительной шкале). Предполагается, что положительный уровень интенсивности излучения обусловлен окружающим светом, отражавшимся на головку камеры со строчной разверткой. Хотя интенсивность сигнала сканирования пленки №7 не указывает на существование какого-либо нарушения непрерывности в барьерном слое, если бы оно имелась, оно не было бы обнаружено на основании впадины амплитуды сигнала сканирования, поскольку амплитуда сигнала сканирования не создавалась флуоресценцией оптического осветлителя, так как в пленке №7 не присутствовал оптический отбеливатель.
На фиг. 3 показан сигнал 112 сканирования кольцевой ленты с покрытием из пленки №8, которая содержала оптический отбеливатель в барьерном слое из ПВДХ в количестве 5,44 частей на миллион. Контроль плоской кольцевой ленты из пленки №8 осуществлялся с помощью того же оборудования, таким же образом и одновременно с контролем пленки №7, рядом с которой она сканировалась. Как видно из сигнала 112 сканирования, пленка №8 демонстрировала уровень интенсивности излучения на волне 435 нм около 190 (и в этом случае безразмерная величина согласно относительной шкале). Сигнал 112 сканирования не содержал какой-либо впадины амплитуды, что указывает на отсутствие нарушений непрерывности при сканировании в поперечном направлении кольцевой ленте с плоской конфигурацией. В щелевой матрице для экструзии барьерного слоя не была установлена блокировка в отличие от блокировки, установленной в щелевой матрице для экструзии барьерного слоя при изготовлении описанных выше пленок №2 и 3.
На фиг. 4 показан сигнал 114 сканирования пленки №8 и сигнал 116 сканирования пленки №9. Как видно на фиг. 4, сигнал сканирования пленки №9 имеет более высокую интенсивность (около 250 единиц по безразмерной шкале, при этом насыщение большей части сигнала сканирования достигается при 255 единицах), чем сигнал сканирования пленки №8. Более высокая амплитуда сигнала сканирования пленки №9 обусловлена более высоким уровнем содержания оптического осветлителя в пленке №9, чем в пленке №8, т.е. барьерный слой пленки №9 содержал 8,38 частей на миллион оптического осветлителя, а барьерный слой пленки №8 содержал всего 5,44 частей на миллион оптического осветлителя. Как и сигнал 114 сканирования пленки №8, сигнал сканирования пленки №9 не содержал впадины амплитуды, что говорит об отсутствии нарушений непрерывности при сканировании в поперечном направлении кольцевой ленты из пленки №9, которая находилась в плоской конфигурации. Как и в случае пленки №8, в щелевой матрице для экструзии барьерного слоя при изготовлении пленки №9 не была установлена блокировка в отличие от блокировки, установленной в щелевой матрице для экструзии барьерного слоя при изготовлении описанных выше пленок №2 и 3.
Пленка №10
Пленкой №10 являлась многослойная термоусадочная пленка, изготовленная и подвергнутая контролю описанным выше способом, проиллюстрированным на фиг. 1А, 1В и 1С. Кроме того, она имела такое же расположение и состав слоев, как указано выше в Таблице 1. Барьерный слой пленки 10 содержал 4,41 частей на миллион оптического осветлителя BENETX™, смешанного с ПВДХ. Щелевая матрица для экструзии барьерного слоя была частично блокирована тремя искусственными блокировками, чтобы экструдировать противокислородный слой из ПВДХ, имеющий три линии разъема матрицы. Две из искусственных блокировок были расположены таким образом, чтобы образующиеся линии разъема матрицы совпадали или перекрывали друг друга при нахождении ленты в плоской конфигурации. Третью искусственную блокировку установили таким образом, чтобы оказалась на одной плоской стороне плоско уложенной кольцевой ленты. За счет этого сканирование кольцевой ленты в плоской конфигурации демонстрировало последствия перекрывающихся и неперекрывающихся нарушений непрерывности в барьерном слое.
На фиг. 5А показана диаграмма 150 сигнала сканирования в поперечном направлении плоской кольцевой ленты 170 с покрытием из пленки №10 с помощью такой же цветной камеры со строчной разверткой формата 4К, которая использовалась для сканирования пленок №7-9. На фиг 5В показано изображение сканированного участка кольцевой ленты 170 с покрытием в плоской конфигурации из пленки №10. Как диаграмма сканирования на фиг. 5А, так и изображение на фиг 5В получены при нахождении кольцевой ленты с покрытием в плоской конфигурации первой плоской стороной вверх и второй плоской стороной вниз, при этом изображение кольцевой ленты с покрытием на фиг. 5В получено при ее освещении инфракрасным излучением на волне 375 нм, побуждающим оптический осветлитель испускать флуоресцентное излучение на волне 435 нм.
Диаграммы сканирования на фиг. 5А и 5В выровнены по вертикали относительно друг друга таким образом, что изображение левого края 172 плоской ленты 170 на фиг. 5В показано выровненным с отрицательным градиентом между пиком 152 амплитуды и впадиной 154 амплитуды показанного на фиг. 5А сигнала сканирования левого края. Кроме того, изображение правого края 174 плоской ленты 170 на фиг. 5В выровнено с отрицательным градиентом между пиком 156 амплитуды и впадиной 158 амплитуды показанного на фиг. 5А сигнала сканирования правого края. Помимо этого, первая линия 176 разъема матрицы на плоской ленте 170, показанной на фиг. 5В, выровнена с положительным градиентом между впадиной 160 амплитуды и пиком 162 амплитуды сигнала сканирования первой линии разъема на диаграмме 150. Наконец, вторая линия 178 разъема матрицы на плоской ленте 170, показанной на фиг. 5В, выровнена с положительным градиентом между впадиной 164 амплитуды и пиком 166 сигнала сканирования второй линии разъема на диаграмме 150. Показанный на фиг. 5А отрицательный градиент сигналов сканирования, отображающих края ленты, а также положительный градиент сигналов сканирования, отображающих линии 176 и 178 разъема матрицы, являются результатом применения алгоритма обработки данных с целью формирования диаграммы сканирования.
На фиг. 6 показана диаграмма 180 сканирования в поперечном направлении плоской ленты 200 с покрытием из пленки №10 с помощью такой же камеры для съемки черно-белого изображения со строчной разверткой формата 4К, которая использовалась для получения диаграммы сканирования на фиг. 5А, и такой же камеры, которая использовалась для получения изображения ленты на фиг. 5В. На фиг. 6 показана диаграмма 180 сканирования того же участка пленки №10, который сканирован на фиг. 5А и показан на фиг. 5В, за исключением того, что на фиг. 6 кольцевая лента 200 перевернута, т.е. горизонтально уложена второй плоской стороной вверх и первой плоской стороной вниз. Показанное на фиг. 6 изображение кольцевой ленты 200 с покрытием в плоской конфигурации получено при ее освещении инфракрасным излучением на волне 375 нм, побуждающим оптический осветлитель в противокислородном слое испускать флуоресцентное излучение на волне 435 нм.
Диаграмма 180 сканирования на фиг. 6 выровнена по вертикали с кольцевой лентой 200 таким образом, что изображение левого края 202 плоской ленты 200 показано выровненным с отрицательным градиентом между пиком 182 амплитуды и впадиной 184 амплитуды на диаграмме 180 сигнала сканирования левого края. Кроме того, изображение правого края 204 плоской ленты 200 на фиг. 6 выровнено с отрицательным градиентом между максимумом 186 амплитуды и впадиной 188 амплитуды на диаграмме 180 сигнала сканирования правой кромки. Помимо этого, первая линия 206 разъема матрицы на плоской ленте 200 выровнена с положительным градиентом между впадиной 190 амплитуды и пиком 192 амплитуды сигнала сканирования первой линии разъема на диаграмме 180. Наконец, вторая линия 208 разъема матрицы на плоской ленте 200 выровнена с положительным градиентом между впадиной 194 амплитуды и пиком 196 сигнала сканирования второй линии разъема на диаграмме 180. Как и на фиг. 5А, показанный на фиг. 6 отрицательный градиент сигналов сканирования, отображающих 202 и 204 ленты, а также положительный градиент сигналов сканирования, отображающих линии 206 и 208 разъема матрицы, являются результатом применения алгоритма обработки данных с целью формирования диаграммы 180 сканирования.
Сравнение изображений кольцевой ленты 170 с покрытием на фиг. 5В, первая плоская сторона которой обращена вверх, и кольцевой ленты 200 с покрытием на фиг. 6, вторая плоская сторона которой обращена вверх, т.е. одного и того же участка кольцевой ленты, но с перевернутыми плоскими сторонами показывает, что (i) амплитуда сигнала сканирования впадины 164 и пика 166, соответствующего второй линии 178 разъема матрицы на фиг 5В, превышает (ii) амплитуду градиент сигнала сканирования впадины 194 и пика 196, соответствующего второй линии 208 разъема матрицы на фиг. 6. Предполагается, что более высокая амплитуда сигнала сканирования впадины 164 и пика 166 на фиг. 5А, чем соответствующая амплитуда сигнала сканирования впадины 194 и пика 196 на фиг. 6, соответствующего второй линии 208 разъема матрицы, обусловлена тем, что это вторая линия 178 разъема матрицы находится на первой плоской стороне кольцевой ленты с покрытием на фиг. 5 и непосредственно просматривается камерой, не будучи частично замаскированной второй плоской стороной ленты, как в случае второй линией 208 разъема матрицы на фиг. 6. Предполагается, что даже если бы вторая линия 178 разъема матрицы на фиг. 5В была такой же как линия 208 разъема матрицы на фиг. 6, система машинного зрения была бы способна обнаружить присутствие линий разъема матрицы на обеих плоских сторонах кольцевой ленты независимо от того, на какой плоской стороне находится линия разъема.
Сравнение интенсивности темноты первой линии 176 разъема матрицы на фиг. 5В и первой линии 206 разъема матрицы на фиг. 6 показывает, что они относительно схожи по интенсивности темноты. Предполагается, что изображения линий 176 и 206 разъема матрицы и их соответствующие сканы представляют две перекрывающие друг друга/совпадающие линии разъема, образованные двумя из искусственно установленных блокировок в щелевой матрице для экструзии барьерного слоя. Внешнее сходство перекрывающих друг друга/совпадающих линий 176 разъема матрицы на лентах 170 и 200 показывает, что наложенные друг на друга нарушение непрерывности на плоских сторонах кольцевой ленты, будут выглядеть более темными, если смотреть с обеих сторон, в отличие от заметного различия между внешним видом и интенсивностью сигнала второй линии 178 разъема матрицы (и сигналов впадины 164 и пика 166) на фиг. 5А и 5В и сигнала второй линии 208 разъема матрицы (и сигналов впадины 194 и пика 196) на фиг 6.
Сигнал 180 сканирования на фиг. 6 также имеет отрицательный градиент между пиком 198 и впадиной 199 амплитуды. Эти пик и впадина, по-видимому, соответствуют участку барьерного слоя с более высоким содержанием оптического осветлителя, предположительно из-за утолщенной области барьерного слоя. Исходя из ориентации направления обработки утолщенной области барьерного слоя на фиг. 6, предполагается, что причиной возникновения этой утолщенная области также может является аномалия в щелевой матрице для экструзии барьерного слоя.
На фиг. 7А показана диаграмма 220 сканирования в поперечном направлении части показанной на фиг. 7В плоской термоусадочной кольцевой рукавной пленки 240, изготовленной из показанной на фиг. 5В и 6 кольцевой ленты, которая изготовлена из пленки №10. Термоусадочная кольцевая рукавная пленка 240 в плоской конфигурации получена путем дальнейшей обработки плоской кольцевой ленты 170 способом, показанным на фиг 1С, с целью получения плоской термоусадочной кольцевой рукавной пленки 240.
На фиг. 7В показано изображение сканированной части плоской термоусадочной кольцевой рукавной пленки 240 из пленки №10 в плоской конфигурации. Как диаграмма сканирования на фиг. 7А, так и изображение ленты на фиг. 7В получены при нахождении части кольцевой ленты с покрытием в плоской конфигурации первой плоской стороной вверх и второй плоской стороной вниз. Изображение термоусадочной кольцевой пленки 240 на фиг 7В получено при облучении термоусадочной кольцевой рукавной пленки инфракрасным излучением на волне 375 нм, побуждающим оптический осветлитель испускать флуоресцентное излучение на волне 435 нм.
Была получена диаграмма 220 сканирования плоской термоусадочной кольцевой рукавной пленки 240 с использованием такой же камеры для съемки черно-белого изображения со строчной разверткой формата 4К, которая использовалась для сканирования и съемки пленки №10 на фиг. 5А и 6. Кроме того, для получения изображения термоусадочной кольцевой рукавной пленки 240, показанной на Фиг. 7В, использовалась такая же камера, как и для получения изображений плоских кольцевых лент 170 и 200, показанных на фиг. 5В и 6.
Хотя термоусадочной кольцевой рукавной пленкой 240, показанной на фиг. 7В, являлась та же самая термоусадочная кольцевая рукавная пленка, в результате сканирования которой получена показанная на фиг. 7А диаграмма 220 сканирования, края плоской пленки, представленные пиком 222 и пиком 224 на диаграмме 220 сканирования, не выровнены с левым краем 242 или правым краем 244 рукавной пленки 240, показанный на фиг. 7В, поскольку изображение на фиг 7В не показывает всю ширину полученной термоусадочной кольцевой рукавной пленки. Однако диаграмма 220 сканирования, показанная на фиг. 7А, содержит впадины 226 и 228 первого сигнала, которые предположительно соответствуют линиям 246 и 248 разъема матрицы, соответственно, на фиг. 7В. Кроме того, впадина 226 сигнала имеет уступ, который может соответствовать видимым двойным (перекрывающимся) линиям разъема матрицы, обозначенным как линия 226 разъема матрицы на фиг. 7В, которые могут находиться на противоположных сторонах термоусадочной кольцевой рукавной пленки 240. Таким образом, способ позволяет обнаруживать линии разъема матрицы на кольцевой ленте 170, показанной на фиг. 5В, а также на термоусадочной кольцевой рукавной пленке 240, показанной на фиг. 7В.
Хотя можно предположить, что линии 246 и 248 разъема матрицы на термоусадочной кольцевой рукавной пленке 240 должны соответствовать линиям разъема матрицы на кольцевых лентах 170 и 200 (поскольку рукавная пленка 240 изготовлена из такой же кольцевой ленты, представленной кольцевыми лентами 170 и 200) считается, что ориентация ленты в способе, проиллюстрированном на фиг 1С (описанном выше), может мешать способности соотносить линии разъема матрицы на кольцевой ленте с линиями разъема матрицы на получаемой термоусадочной кольцевой рукавной пленке.
Пленки №11 и 12
Оценка степени непрерывности барьерного слоя каждой из пленок №1-10 проводилась в лабораторных условиях с использованием предварительно изготовленных образцов пленки. Эти образцы пленки перемещались со скоростью только 1 фут/мин относительно фиксированного положения системы машинного зрения.
В отличие от этого, пленки №11 и 12 были получены и оперативно оценены в процессе их изготовления, при этом пленки перемещались со скоростью более 150 футов в минуту относительно фиксированного положения системы машинного зрения, и прогон длился в течение 2 часов для каждой пленки. Установили одноточечный УФ-датчик (SMART RGB Digital Sensor Reflective, UV-Head, модель CZ-H52 и SMART RGB Digital Sensor Amplifier Main Unit PNP, модель CZ-V21 АР производства компании Keyence Corporation of America) под системой машинного зрения (персональный компьютер Industrial Rack Mount PC с операционной системой Windows 10, PC enclosure, процессорной платой ISRA SMASH Web, 320 мГц 4096-пиксельной камерой, камерным кабелем, клавиатурой, монитором, 50-мм объективом F1,2, 10-дюймовым светодиодным светильником (УФ), вращающимся кодером с кабелем и монтажным кронштейном, программными средствами технического контроля и лицензирования ISRA CENTRAL Web производства ISRA Surface Vision) с целью контроля колебания уровня ультрафиолетового излучения. Колебание уровня ультрафиолетового излучения было недостаточным, чтобы генерировать ложноположительные результаты. Были установлены эталоны программного обеспечения для высокой дозы (пленка №1 содержала около 45 частей на миллион индикатора по весу барьерного слоя) и низкой дозы (пленка №12 содержала около 15 частей на миллион индикатора по весу барьерного слоя). Все остальные параметры за исключением времени облучения являлись одинаковыми для высокой дозы и низкой дозы.
Пленка №11 имела следующее расположение, состав, функцию и толщину слоев.
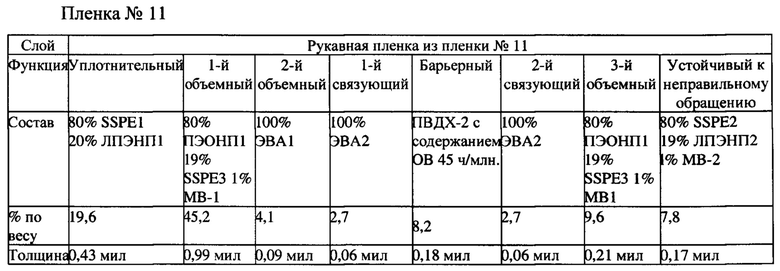
Пленка №12 имела следующее расположение, состав, функцию и толщину слоев.
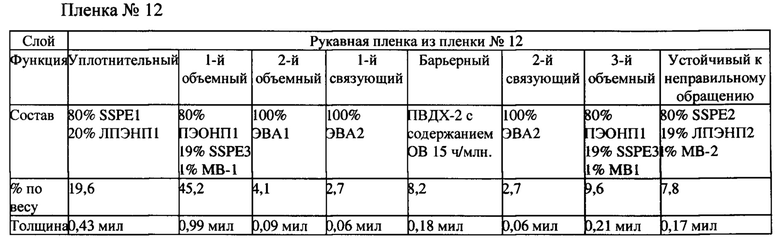
В состав барьерного слоя каждой из пленок №11 и 12 был включен индикатор, которым являлся BENETEX ОВ PLUS® или 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол). Хотя этот материал используется в качестве осветлителя для уменьшения видимого потемнения ПВДХ во время экструзии пленки, 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол) также действует как флуоресцентное вещество при его облучении падающим излучением на волне 375 нм. После возбуждения путем облучения с пиковой волной длиной 375 нм индикатор испускает флуоресцентное излучение с пиковой волной длиной 435 нм. Пленка №11 имела барьерный слой с содержанием ОВ 45 частей на миллион. Пленка №12 имела барьерный слой с содержанием ОВ 15 частей на миллион.
Оценка пленки №11 и пленки №12 системой машинного зрения осуществлялась на производственной линии, движущейся со скоростью более 150 футов в минуту. Хотя система машинного зрения была способна обнаруживать нарушение непрерывности размером менее 0,1 мм, минимальный размер нарушения непрерывности составлял 0,1 мм.
С целью обеспечить нарушения непрерывности барьерного слоя у пленок для тестирования, при экструзии пленки №11 и пленки №12 экструзионная матрица для нанесения покрытия из ПВДХ была блокирована в четырех местах, чтобы вызвать в слое из ПВДХ нарушения непрерывности, которые моделировали твердую частицу, застрявшую в зазоре матрицы. Слой из ПВДХ позволял расплавленному потоку смеси ПВДХ и индикатора выходить из матрицы. Четыре блокировки вызывали четыре нарушения непрерывности в слое из ПВДХ. Четыре нарушения непрерывности непрерывно проходили в направлении обработки через слой из ПВДХ. Четыре нарушения непрерывности выглядят как непрерывные полосы, проходящие в направлении обработки через слой из ПВДХ пленки, изготовленной с использованием матрицы.
На фиг. 9 схематически показан один участок 258 экструзионной матрицы для нанесения покрытия на кольцевую многослойную пленку с установленными в ней четырьмя блокировками. Четыре блокировки матрицы, показанные на фиг. 9, включают первую блокировку 260 шириной 0,5 дюйма, вторая блокировку 262 шириной 0,0625 дюйма, третью блокировку 264 шириной 0,125 дюйма и четвертую блокировку 266 шириной 0,25 дюйма. Четыре нарушений непрерывности были ограничены слоем из ПВДХ экструзионной матрицы для нанесения покрытия. Микроскопия готовой пленки показала, что четыре полосы имели ширину около 4,1 мил (около 0,1 мм)), 18,9 мил (около 0,5 мм), 19,5 мил (около 0,5 мм) и 27,7 мил (около 0,7 мм).
На фиг. 10 представлен график зависимости положения пленки в ширину поперек плоского полотна (по оси х) от интенсивности сигнала (по оси у) у описанной выше пленки №12. Верхняя и нижняя горизонтальные пунктирные линии 270 и 272 представляют запрограммированные пределы, которые должно быть превышены, чтобы установить присутствие нарушения непрерывности. Как показано на фиг. 10 наивысшие пики 274 и 276 сигнала (вместе с их парными непомеченными впадинами) находятся по краям полотна, т.е. вне ширины плоской рукавной пленки. Расположенные по центру пики 280 и 282 интенсивности сигнала (вместе с их парными непомеченными впадинами) возникали в местах нарушений непрерывности, в которых интенсивность сигнала находилась вне заданных пределов, и совпадали с полосами, созданными блокировками матрицы шириной 0,0625 дюйма и 0,125 дюйма. Находящиеся в промежуточном положении пики 284 и 286 интенсивности сигнала (вместе с их парными непомеченными впадинами) соответствовали местам нарушений непрерывности, в которых интенсивность сигнала находилась вне заданных пределов, и совпадали с полосами, созданными блокировками матрицы шириной размером 0,25 дюйма и 0,50 дюйма.
На фиг. 1 представлен график зависимости расчетных точек нарушений непрерывности пленки, полученных с течением времени, от яркости возбужденного индикатора, присутствующего в барьерном слое пленки №12. Каждая расчетная точка 290 представляет среднюю яркость полосы на барьерном слое, т.е. сниженный средний уровень яркости части пленки с нарушением непрерывности, которое выглядит как полоса на барьерном слое. Каждая расчетная точка 290 генерируется на основании данных, удовлетворяющих заданному пороговому значению указанного количества последовательных темных пикселей (например, непрерывному ряду из 100 темных пикселей в направлении обработки, каждый из которых принадлежит отдельной строке сканирования, при этом все 100 пикселов принадлежат 100 последовательным строкам сканирования, и каждый пиксель находится в одном и том же месте на протяжении каждой строки сканирования), соответствующих каждой проходящей в направлении обработки полосе, возникшей в результате конкретной блокировки, намеренно установленной в матрице во время изготовления пленки №12. Таким образом, каждая расчетная точка представляет нарушение непрерывности барьерного слоя и удовлетворяет заданному пороговому значению указанного количества последовательных темных пикселей, соответствующих каждой проходящей в направлении обработки полосе, возникшей в результате конкретной блокировки матрицы, использованной для изготовления пленки №12. Линия 292 представляет среднее значение яркости полосы на барьерном слое.
На фиг. 12 представлен график зависимости расчетных точек аномалии пленки, полученных с течением времени, от яркости индикатора в пленке №11. Расчетные точки 296 из группы расчетных точек среднего уровня яркости от 1 до 170 представляют среднюю яркость полосы на барьерном слое пленки №11, как и расчетные точки 290 на фиг. 11, которые представляют среднюю яркость полосы на содержащем индикатор барьерном слое описанной выше пленки №12, показанной на фиг. 11. Линия 298 представляет среднее значение яркости полосы на барьерном слое для расчетных точек 296. Как и в случае расчетных точек 290 на фиг 11, каждая расчетная точка 296 представляет нарушение непрерывности барьерного слоя, удовлетворяющее заданному пороговому значению указанного количества последовательных темных пикселей, соответствующих каждой проходящей в направлении обработки полосе, возникшей в результате конкретной блокировки матрицы, использованной для изготовления пленки №11. Каждая из расчетных точек 290 на фиг. 12 соответствует последовательности из 100 темных пикселей из 100 последовательных строк сканирования камерой приблизительно в одном и том же положении поперек полотна. Таким образом, каждая расчетная точка 296 соответствует части полосы на пленке, возникшей в результате намеренной установки блокировки в матрице. Блокировка прерывала непрерывность потока расплава или уменьшала толщину барьерного слоя в области пленки, затронутой блокировкой до такой степени, что количества индикатора на единицу площади не было достаточным для удовлетворения минимальному уровню яркости, соответствующей минимальной приемлемой толщине барьерного слоя.
Средние значения яркости на фиг. 11 невозможно сравнить со средним уровнем яркости на фиг. 12 из-за различий в интенсивности света и времени облучения пленки №11 и пленки №12 при формировании этих данных. Кроме того, содержание индикатора в барьерных слоях пленки №11 и пленки №12 различалось.
На фиг. 12 дополнительно проиллюстрированы расчетные точки 300 для "ярких дефектов" пленки, т.е. множества ярких пятен на пленке, образующихся в результате присутствия гелей, капелек воды и пыли в пленке или на пленке. Обычно эти яркие пятна не являются результатом присутствия гелей, капелек воды или пыли в барьерном слое. Причиной образования ярких пятен скорее являются другие слои пленки (уплотнительный слой, устойчивый к неправильному обращению слой, связующие слои и т.д.). Они могут возникать из-за загрязнений на поверхности пленки, т.е. вне объема, занимаемого пленкой. Они также могут возникать из аномалий между слоями пленки.
На фиг. 12 дополнительно проиллюстрированы расчетные точки 302 для "темных дефектов" пленки, т.е. множества темных пятен в пленке, образующихся в результате присутствия частиц углерода и складок в пленке, на пленке или у пленки. Причиной образования этих темных пятен обычно не является барьерный слой. Причиной их образования скорее являются другие слои пленки (уплотнительный слой, устойчивый к неправильному обращению слой, связующие слои и т.д.) или аномалии присутствующие на наружной поверхности пленки или между слоями пленки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОУСАДОЧНОЕ УПАКОВОЧНОЕ ИЗДЕЛИЕ БЕЗ ИСПОЛЬЗОВАНИЯ ПЫЛИ | 2017 |
|
RU2743678C2 |
| МНОГОСЛОЙНЫЕ НЕСШИТЫЕ ТЕРМОУСАДОЧНЫЕ УПАКОВОЧНЫЕ ПЛЕНКИ | 2018 |
|
RU2749311C2 |
| МНОГОСЛОЙНЫЕ ТЕРМОУСАДОЧНЫЕ ПЛЕНКИ С БАРЬЕРНЫМ СЛОЕМ ИЗ ПВДХ | 2015 |
|
RU2658045C2 |
| МНОГОСЛОЙНЫЕ ТЕРМОУСАДОЧНЫЕ ПЛЕНКИ | 2015 |
|
RU2674766C2 |
| ВЫСОКОУСАДОЧНАЯ ВЫСОКОПРОЧНАЯ МНОГОСЛОЙНАЯ ПЛЕНКА | 2018 |
|
RU2742561C1 |
| МНОГОСЛОЙНЫЕ УПАКОВОЧНЫЕ ПЛЕНКИ С НЕЙТРАЛИЗАЦИЕЙ ЗАПАХА И ИЗГОТОВЛЕННЫЕ ИЗ НИХ УПАКОВКИ | 2016 |
|
RU2725588C2 |
| ВЫСОКОУСАДОЧНОЕ ВЫСОКОПРОЧНОЕ УПАКОВОЧНОЕ ИЗДЕЛИЕ, ДЕМОНСТРИРУЮЩЕЕ НАПРАВЛЕННЫЙ РАЗРЫВ | 2018 |
|
RU2750235C2 |
| МНОГОСЛОЙНАЯ ПЛЕНКА, ИМЕЮЩАЯ АКТИВНЫЙ ПРОТИВОКИСЛОРОДНЫЙ БАРЬЕРНЫЙ СЛОЙ И ПОГЛОЩАЮЩИЙ КИСЛОРОД СЛОЙ НА ОСНОВЕ ЖЕЛЕЗА | 2008 |
|
RU2453438C2 |
| ВАКУУМНАЯ ПЛОТНО ПРИЛЕГАЮЩАЯ УПАКОВКА С ЛЕГКООТКРЫВАЕМЫМ/ПОВТОРНО ЗАКРЫВАЕМЫМ НИЖНИМ ПОЛОТНОМ | 2016 |
|
RU2675568C1 |
| МНОГОСЛОЙНАЯ ПЛЕНКА, ИМЕЮЩАЯ ПАССИВНЫЙ И АКТИВНЫЙ ПРОТИВОКИСЛОРОДНЫЕ БАРЬЕРНЫЕ СЛОИ | 2008 |
|
RU2469868C2 |
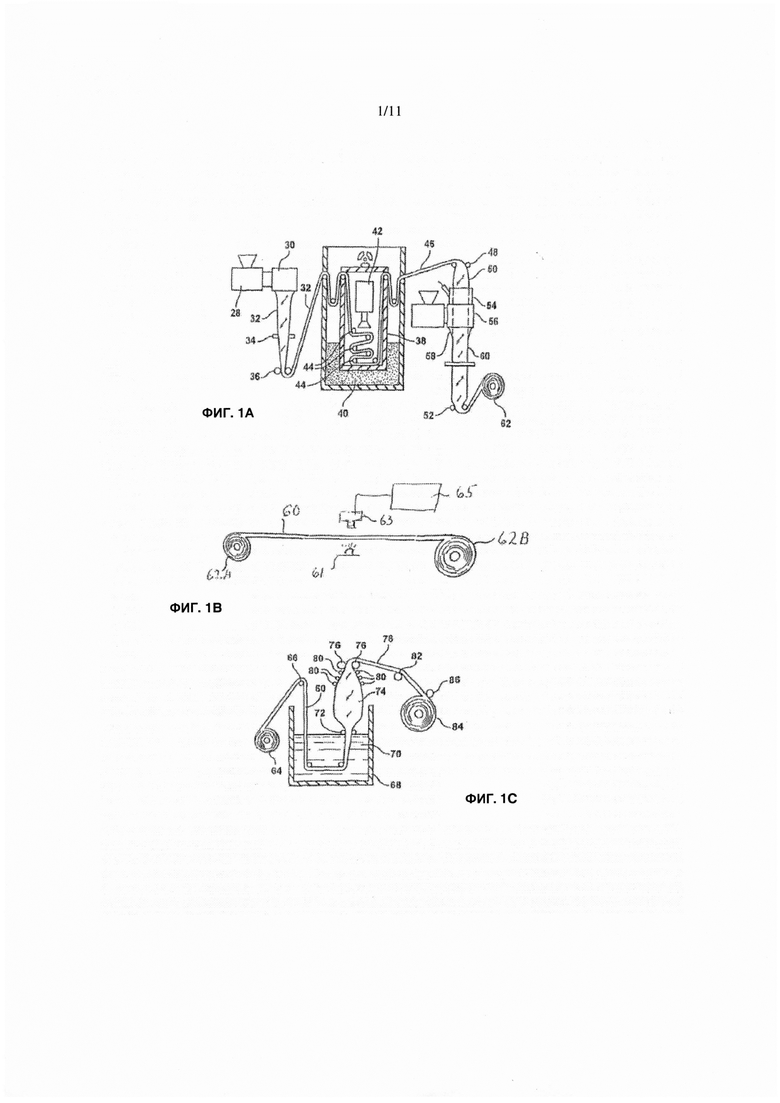
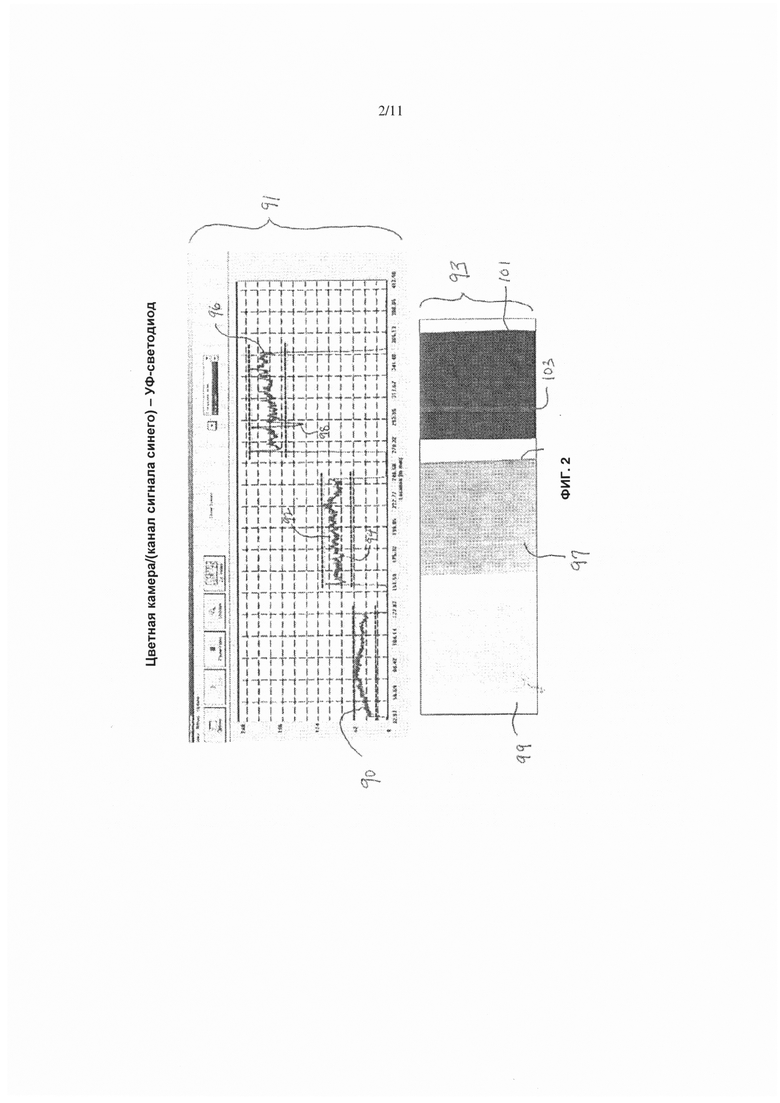
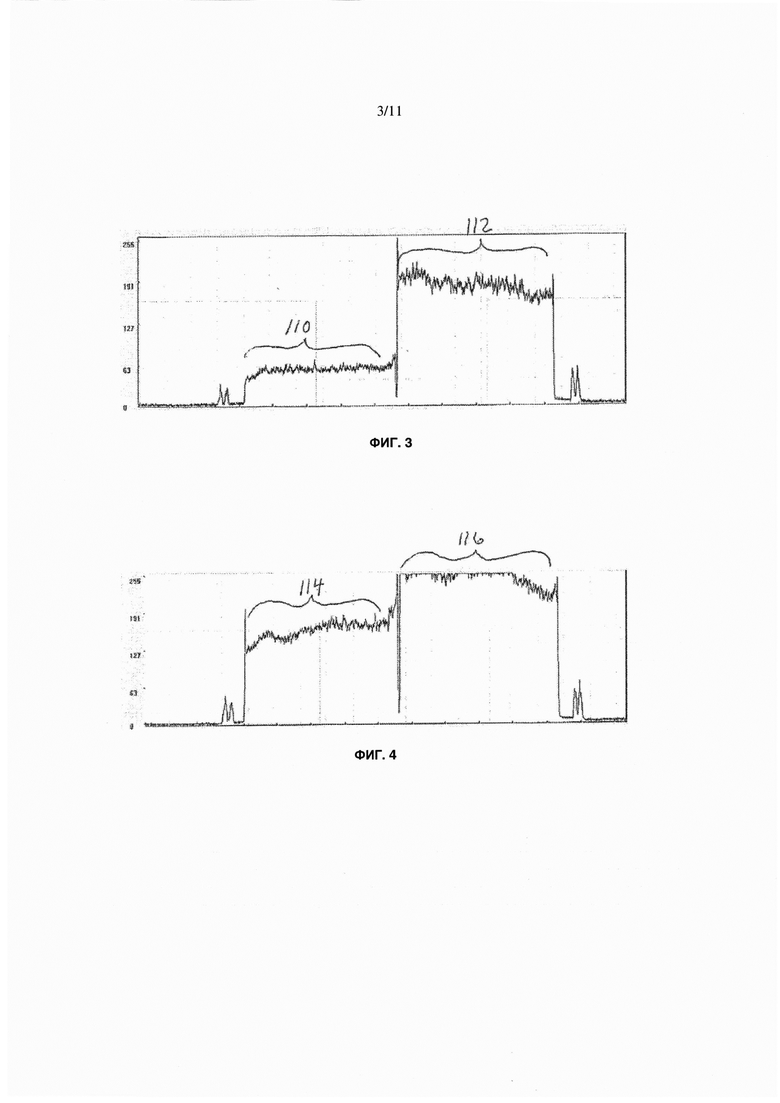
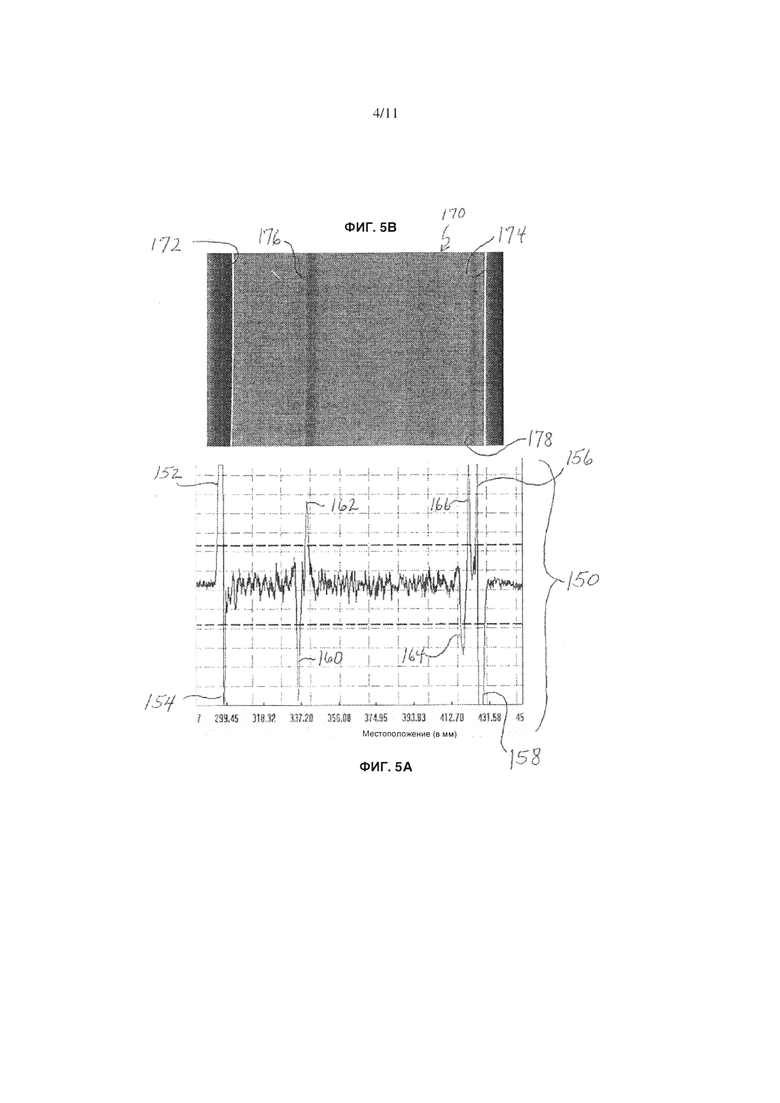
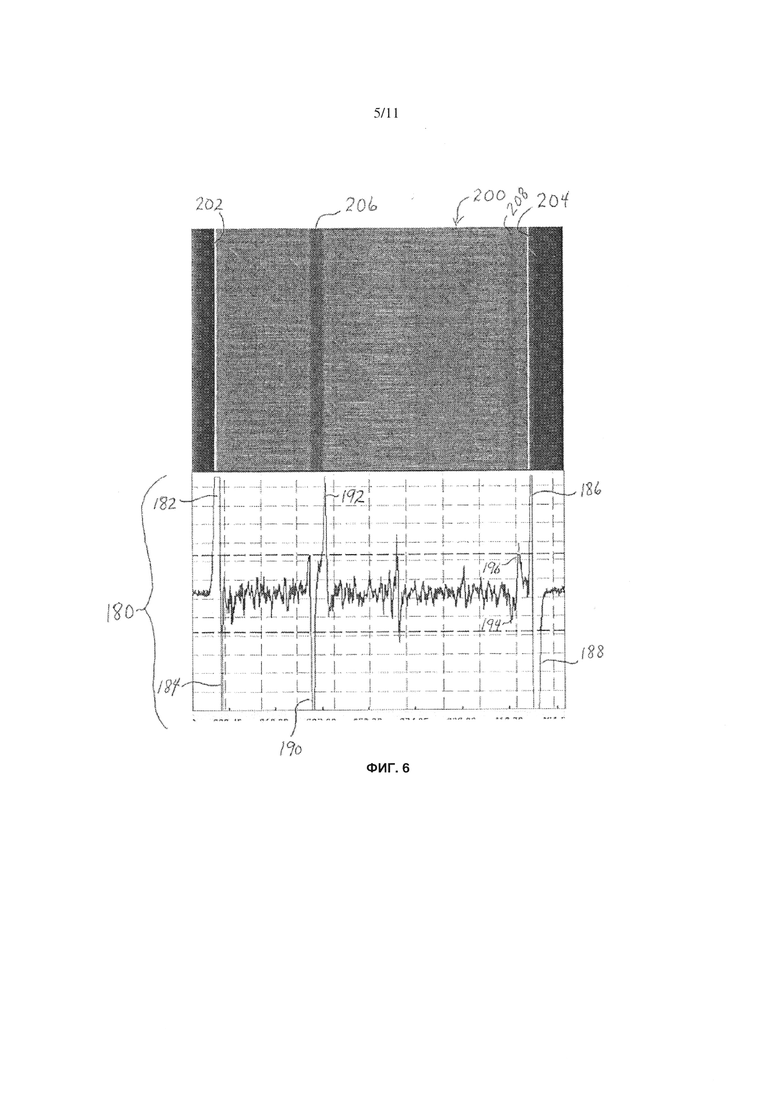
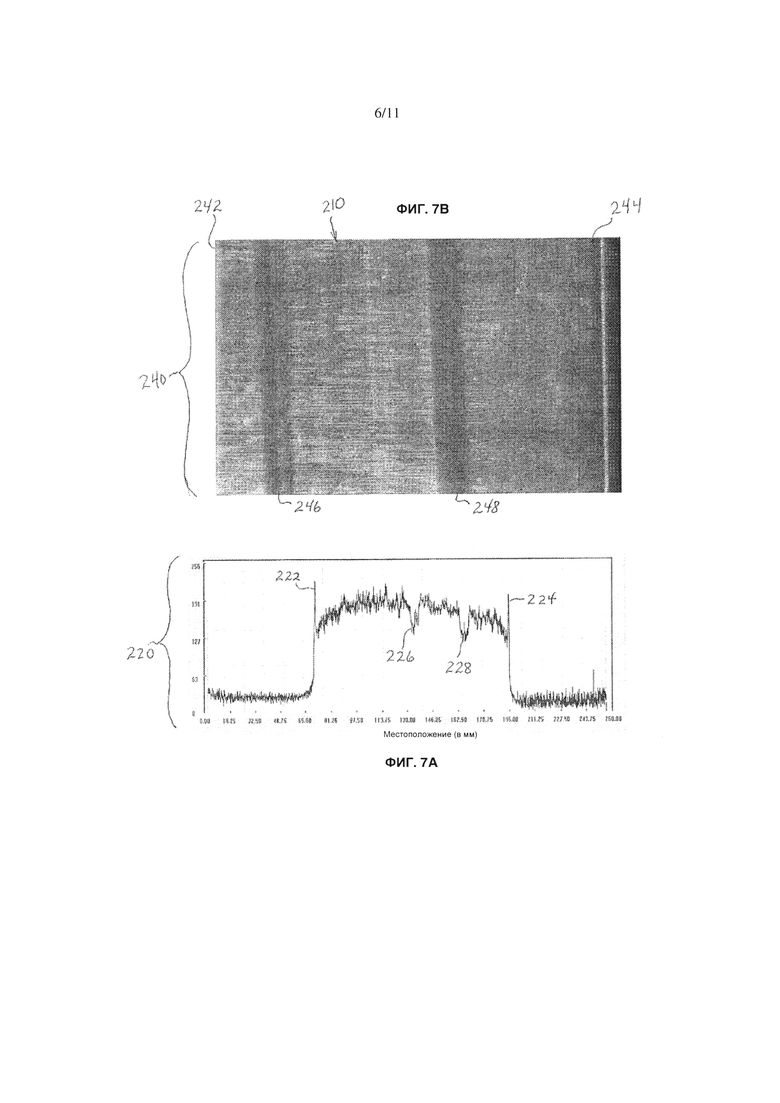
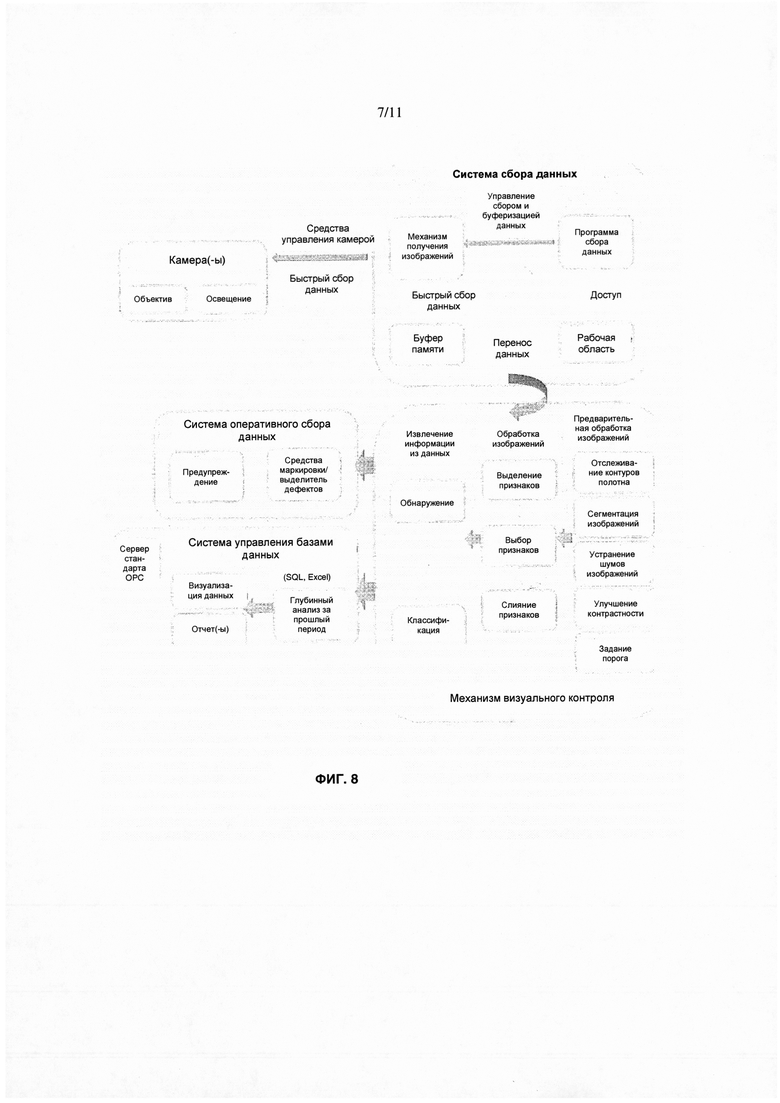
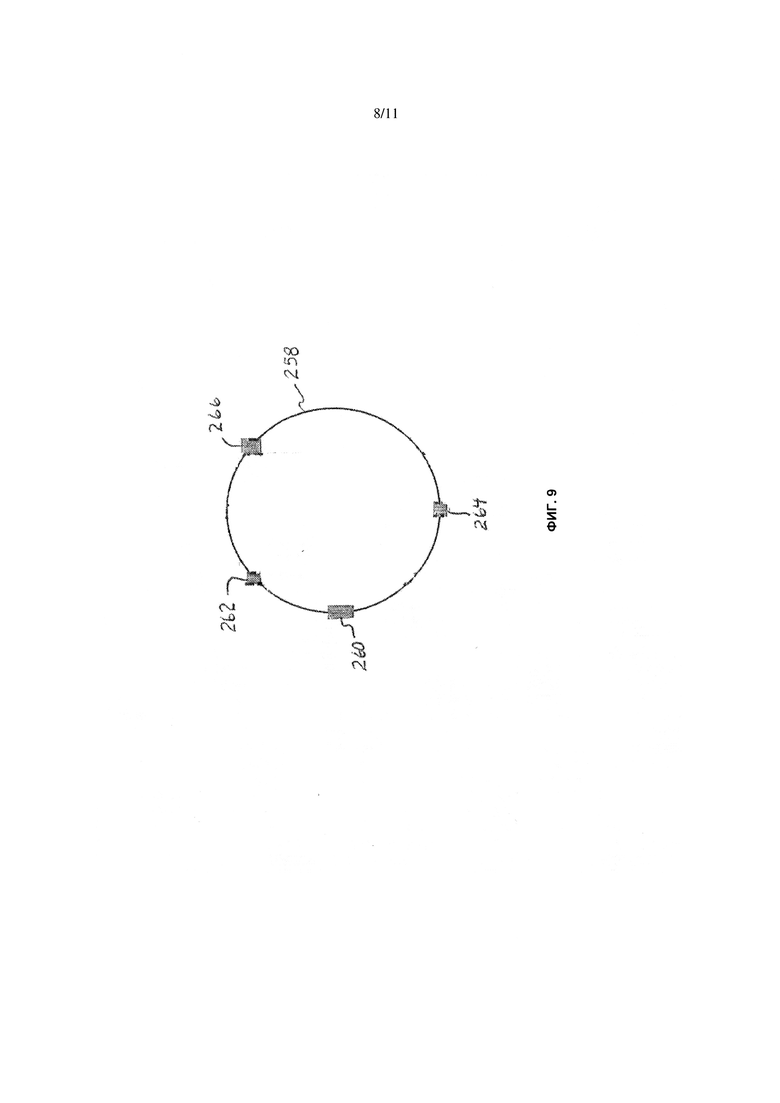
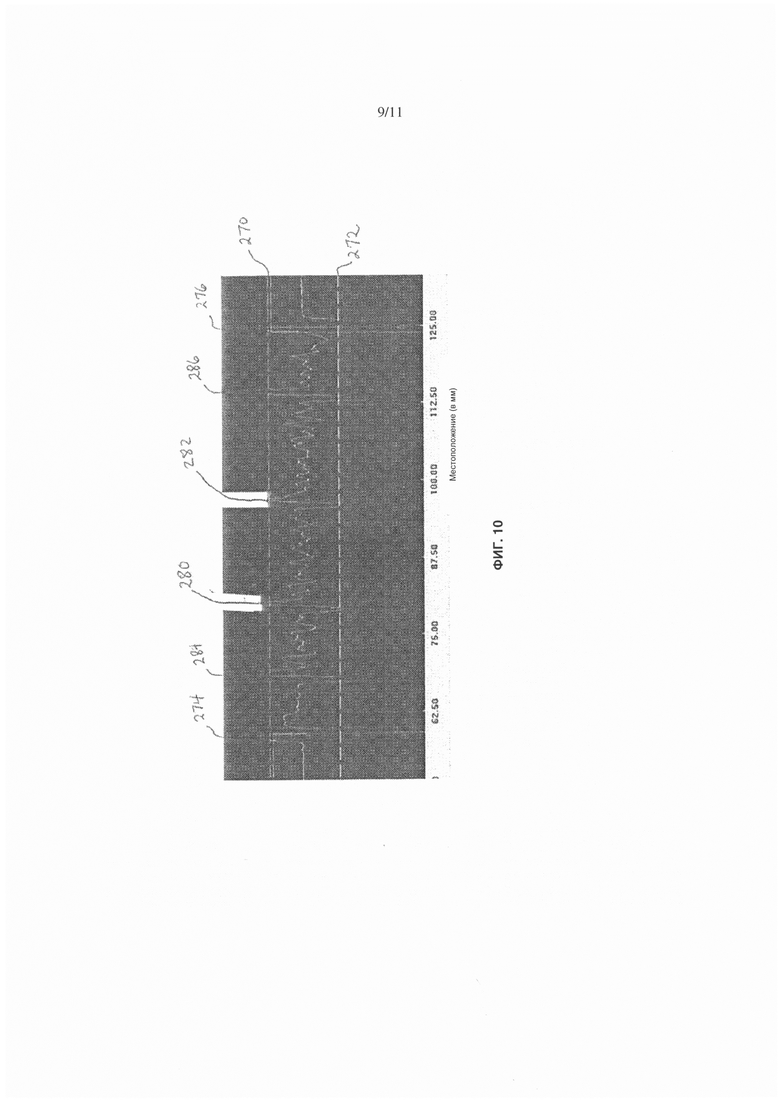
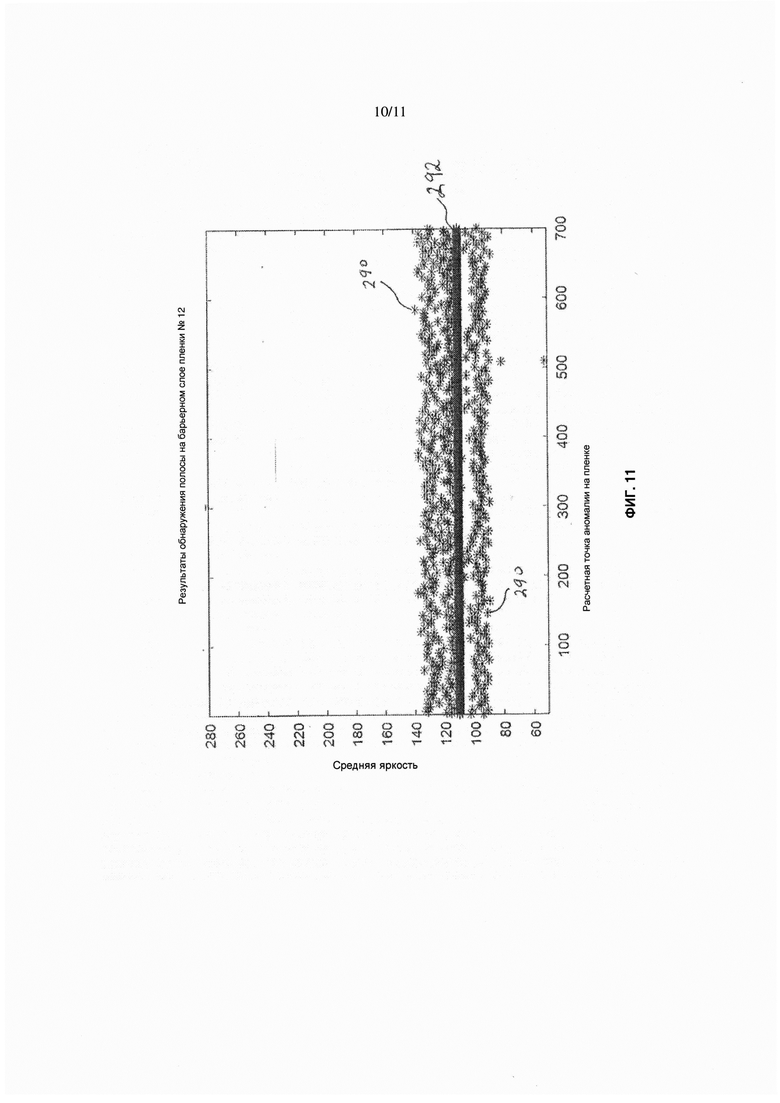
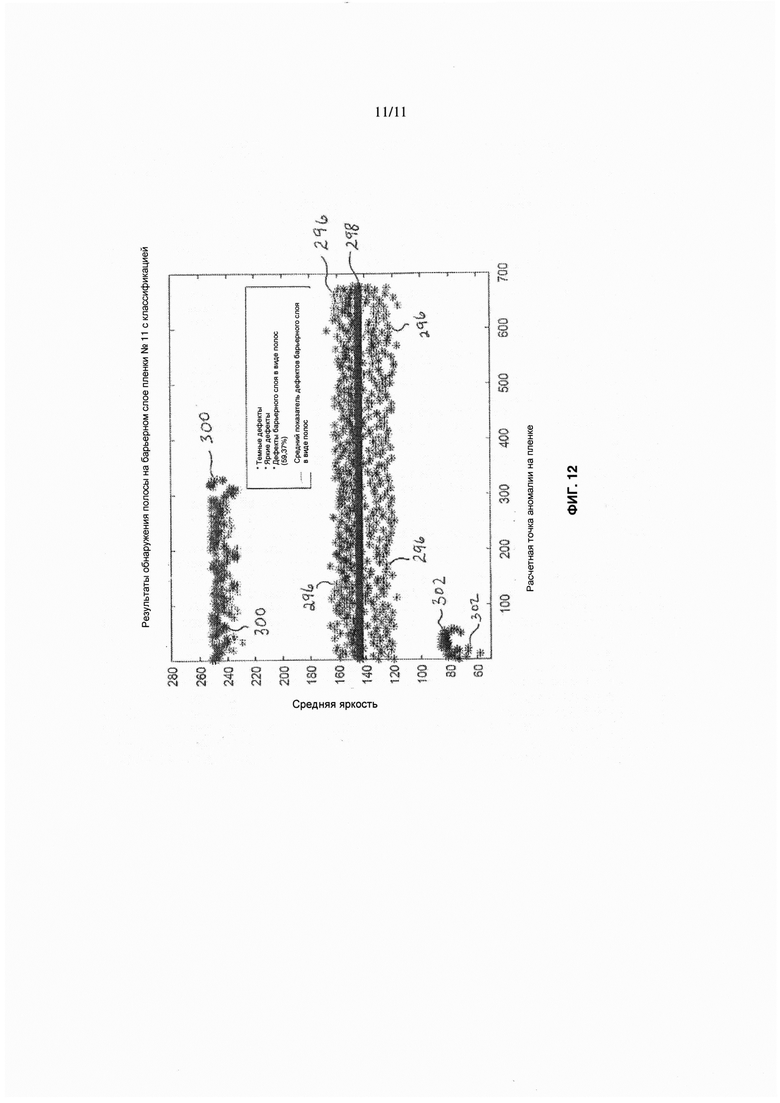
Изобретение относится к способу оценки непрерывности функционального слоя полотна. Техническим результатом является повышение скорости и эффективности проверки нарушений непрерывности слоев пленки без прерывания процесса изготовления пленки и без разрушения какой-либо ее части. Технический результат достигается способом оценки непрерывности функционального слоя полотна, который включает формирование полотна посредством экструзии термопластичного материала через кольцевую матрицу с получением кольцевой ленты, закалку этой ленты и сплющивание в плоскую конфигурацию, из которой впоследствии изготавливают множество пакетов. Продвижение полотна проводится со скоростью 5 метров в минуту. Функциональный слой полотна содержит смесь термопластичной композиции и поддающегося обнаружению компонента, который присутствует в термопластичной композиции на уровне, поддающемся обнаружению в функциональном слое полотна. Обнаружение присутствия функционального слоя и нарушения непрерывности функционального слоя полотна путем контроля полотна с помощью системы машинного зрения, способной обнаруживать присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое полотна. При этом контроль осуществляют путем сканирования полотна пока оно находится в движении и в плоской конфигурации. Сканирование осуществляют с помощью камеры, расположенной (і) ниже по потоку относительно точки, в которой ленту закаливают и сплющивают в плоскую конфигурацию, (іі) ниже по потоку относительно точки, в которой кольцевую ленту подвергают ориентации в твердом состоянии с формированием кольцевой рукавной пленки, (ііі) выше по потоку относительно точки, в которой кольцевую пленку наматывают или разрезают, и (iv) в положении сканирования полотен до того, как продукт помещают внутрь пакета. При этом происходит генерирование сигнала в ответ на обнаружение нарушения непрерывности функционального слоя. 2 н. и 17 з.п. ф-лы, 4 табл., 12 пр., 16 ил.
1. Способ оценки непрерывности функционального слоя полотна, включающий:
формирование полотна посредством экструзии термопластичного материала через кольцевую матрицу с получением кольцевой ленты, закалку этой ленты и сплющивание в плоскую конфигурацию, из которой впоследствии изготавливают множество пакетов,
продвижение полотна со скоростью, по меньшей мере, 5 метров в минуту, функциональный слой полотна содержит смесь термопластичной композиции и поддающегося обнаружению компонента, который присутствует в термопластичной композиции на уровне, поддающемся обнаружению в функциональном слое полотна,
обнаружение присутствия функционального слоя и нарушения непрерывности функционального слоя полотна путем контроля полотна с помощью системы машинного зрения, способной обнаруживать присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое полотна, при этом контроль осуществляют путем сканирования полотна пока оно находится в движении и в плоской конфигурации, сканирование осуществляют с помощью камеры, расположенной (і) ниже по потоку относительно точки, в которой ленту закаливают и сплющивают в плоскую конфигурацию, (іі) ниже по потоку относительно точки, в которой кольцевую ленту подвергают ориентации в твердом состоянии с формированием кольцевой рукавной пленки, (ііі) выше по потоку относительно точки, в которой кольцевую пленку наматывают или разрезают, и (iv) в положении сканирования полотен до того, как продукт помещают внутрь пакета; и
генерирование сигнала в ответ на обнаружение нарушения непрерывности функционального слоя.
2. Способ по п. 1, в котором полотном является однослойное полотно.
3. Способ по п. 1, в котором полотном является многослойное полотно, содержащее функциональный слой и, по меньшей мере, один дополнительный слой.
4. Способ по любому из пп. 1-3, в котором система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое нарушения непрерывности размером вплоть, по меньшей мере, до 7 мм в направлении обработки и размером вплоть до 3,5 мм в поперечном направлении.
5. Способ по любому из пп. 1-3, в котором система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое нарушения непрерывности размером вплоть, по меньшей мере, до 3,5 мм в направлении обработки и 1,8 мм в поперечном направлении.
6. Способ по любому из пп. 1-3, в котором система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое нарушения непрерывности размером вплоть, по меньшей мере, до 0,7 мм в направлении обработки и 0,35 мм в поперечном направлении.
7. Способ по любому из пп. 1-6, дополнительно включающий обнаружение количества поддающегося обнаружению компонента в функциональном слое, при этом количество поддающегося обнаружению компонента пропорционально толщине функционального слоя.
8. Способ по п. 1, в котором функциональным слоем является элемент, выбранный из группы, состоящей из противокислородного слоя, органолептического барьерного слоя, влагонепроницаемого слоя, слоя против опасных химических веществ, противомикробного слоя, слоя, содержащего кислоту, слоя, содержащего кислую соль, слоя, содержащего бактериоцин, слоя, содержащего бактериофаг, слоя, содержащего металл, слоя, содержащего соль металла, слоя, содержащего натуральное масло, слоя, содержащего натуральный экстракт, слоя, содержащего полигексаметиленбигуанид гидрохлорид, слоя, содержащего парабен, слоя, содержащего четвертичный амин c привитым силаном, слоя, содержащего триклозан, слоя, содержащего цеолит серебра, меди и/или цинка.
9. Способ по п. 8, в котором функциональным слоем является противокислородный слой, содержащий, по меньшей мере, один элемент, выбранный из группы, состоящей из сополимера винилиденхлорида, омыленного сополимера этилена и винилацетата, полиамида, сложного полиэфира, ориентированного полипропилена и гомополимера этилена.
10. Способ по любому из пп. 1-7, в котором контроль полотна проводится, по меньшей мере, на 10% полотна.
11. Способ по любому из пп. 1-10, в котором поддающийся обнаружению компонент содержит, по меньшей мере, один элемент, выбранный из группы, состоящей из ультрафиолетового индикатора, инфракрасного индикатора, красителя, пигмента, оптического осветителя, флуоресцентного отбеливателя и 2,5-тиофендиилбис(5-трет-бутил-1‚3-бензоксазола).
12. Способ по любому из пп. 1-11, в котором поддающийся обнаружению компонент присутствует в слое в количестве, по меньшей мере, 1 часть на миллион.
13. Способ по любому из пп. 1-12, в котором поддающимся обнаружению компонентом является компонент, который при облучении излучением на волне с первой пиковой длиной испускает излучение на волне со второй пиковой длиной.
14. Способ по п. 13, в котором обнаружение присутствия функционального слоя выполняется путем облучения поддающегося обнаружению компонента излучением на волне с первой пиковой длиной c целью возбуждения поддающегося обнаружению компонента и последующего обнаружения присутствия функционального слоя и нарушения непрерывности функционального слоя путем контроля полотна с помощью системы машинного зрения, пока поддающийся обнаружению компонент испускает излучение на волне со второй пиковой длиной.
15. Способ по любому из пп. 1-14, в котором сигнал, генерируемый в ответ на обнаружение нарушения непрерывности, используется для приведения в действие, по меньшей мере, одного элемента, выбранного из группы, состоящей из уведомления о неисправности, маркировки пленки, отображения изображения нарушения непрерывности, отображения данных, относящихся к одному или нескольким нарушениям непрерывности, и создания отчета о данных нарушений непрерывности.
16. Способ по любому из пп. 1-15, в котором:
полотно продвигается со скоростью, по меньшей мере, 30 метров в минуту;
поддающийся обнаружению компонент присутствует в термопластичной композиции в количестве от 0,5 до 150 частей на миллион,
обнаружение присутствия функционального слоя и нарушений непрерывности функционального слоя выполняется путем контроля полотна с помощью системы машинного зрения, способной генерировать сигнал, указывающий на присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, путем сканирования полотна в поперечном направлении и генерирования сигнала в ответ на обнаружение присутствия, отсутствия и определение количества поддающегося обнаружению компонента, присутствующего в функциональном слое полотна, при этом:
(і) система машинного зрения содержит камеру со строчной разверткой, имеющую частоту сканирования от 50 до 1000 мегагерц и время экспозиции от 2 × 10-3 до 1 × 10-5 секунд;
(іі) система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое нарушения непрерывности размером вплоть, по меньшей мере, до 7 мм в направлении обработки и вплоть, по меньшей мере, до 3,5 мм в поперечном направлении; и
(ііі) система машинного зрения выполняет сканирование с числом пикселей от 500 до 50000 за проход.
17. Способ по любому из пп. 1-15, в котором:
полотно продвигается со скоростью, по меньшей мере, 50 метров в минуту;
поддающийся обнаружению компонент присутствует в термопластичной композиции в количестве от 1 до 20 частей на миллион,
обнаружение присутствия функционального слоя и нарушение непрерывности функционального слоя выполняется путем контроля полотна с помощью системы машинного зрения, способной генерировать сигнал, указывающий на присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, путем сканирования полотна в поперечном направлении и генерирования сигнала в ответ на обнаружение присутствия, отсутствия и определение количества поддающегося обнаружению компонента, присутствующего в функциональном слое полотна, при этом:
(і) система машинного зрения содержит камеру со строчной разверткой, имеющую частоту сканирования от 100 до 750 мегагерц и время экспозиции от 7 × 10-3 до 3 × 10-5 секунд;
(іі) система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое нарушения непрерывности размером вплоть, по меньшей мере, до 3,5 мм в направлении обработки и вплоть, по меньшей мере, до 1,8 мм в поперечном направлении; и
(ііі) система машинного зрения выполняет сканирование c числом пикселей от 1000 до 15000 за проход.
18. Способ по любому из пп. 1-15, в котором:
полотно продвигается со скоростью от 60 до 150 метров в минуту;
поддающийся обнаружению компонент присутствует в термопластичной композиции в количестве от 2 до 10 частей на миллион,
обнаружение присутствия функционального слоя и нарушение непрерывности функционального слоя выполняется путем контроля полотна с помощью системы машинного зрения, способной генерировать сигнал, указывающий на присутствие или отсутствие поддающегося обнаружению компонента в функциональном слое, путем сканирования полотна в поперечном направлении и генерирования сигнала в ответ на обнаружение присутствия, отсутствия и определение количества поддающегося обнаружению компонента, присутствующего в функциональном слое полотна, при этом:
(і) система машинного зрения содержит камеру со строчной разверткой, имеющую частоту сканирования от 200 до 500 мегагерц и время экспозиции от 2 × 10-4 до 5 × 10-5 секунд;
(іі) система машинного зрения способна генерировать сигнал в ответ на обнаружение в слое нарушения непрерывности размером вплоть, по меньшей мере, до 0,7 мм в направлении обработки и, вплоть, по меньшей мере, до 0,35 мм в поперечном направлении; и
(ііі) система машинного зрения выполняет сканирование с числом пикселей от 3000 до 9000 за проход.
19. Система оценки непрерывности слоя движущегося полотна множества пакетов, содержащая:
подающее устройство для продвижения полотна со скоростью от 5 до 1000 метров в минуту, при этом полотно имеет функциональный слой, содержащий термопластичную композицию, в состав которой входит поддающийся обнаружению компонент;
формирователь изображений для формирования данных изображения поддающегося обнаружению компонента в функциональном слое движущегося полотна по мере его продвижения подающим устройством, при этом формирование данных изображения осуществляют посредством камеры, расположенной (і) выше по потоку в точке, в которой полотно наматывают или разрезают, и (іі) в положении сканирования полотна до того, как продукт помещают внутрь пакетов,
систему сбора данных для получения данных изображения полотна от формирователя изображений; и
механизм визуального контроля для приема и анализа данных изображения для идентификации и классификации дефектов в полотне с использованием данных изображения полотна, принятых от системы сбора данных, при этом механизм визуального контроля генерирует предупреждение о присутствии или отсутствии дефекта в полотне.
| JP 2012002792 A, 05.01.2012 | |||
| US 6160625 A, 12.12.2000 | |||
| US 3368007 A, 06.02.1968 | |||
| Устройство для автоматического контроля толщины рукавных полимерных пленок | 1984 |
|
SU1243954A1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ СКОРОСТИ И/ИЛИ ДЛИНЫ ЭКСТРУДАТА В ПРОДОЛЬНОМ НАПРАВЛЕНИИ, В ЧАСТНОСТИ, КАБЕЛЯ | 2009 |
|
RU2460038C2 |

