Изобретение относится к металлообработке, изготовлению резьб в основном машинными метчиками методом нарезания как в глухих, так и в сквозных отверстиях деталей.
Известно большое разнообразие метчиков по форме и конструкции. Например, метчик (патент RU 2192335) имеет заборную и калибрующую части, обратную конусность по резьбе, прямые стружечные канавки, зубья с профилем, затылованным до остра, и перья со скосами на их передней поверхности. Метчик (патент RU 2185938), содержащий заборную и калибрующую части, обратную конусность по резьбе и зубья с уменьшенным углом профиля, отличающийся тем, что половины углов профиля зубьев на заборной части выполнены уменьшенными по сравнению с их значениями на калибрующей части. Метчик для нарезания резьбы в глухих отверстиях (патент RU 2179095), который имеет хвостовик и перья с калибрующей частью, переходящей в заборную часть, имеющую переднюю и заднюю поверхности и подрезанную угловым скосом. Метчик (патент RU 2151673) предназначен для нарезания резьб в труднообрабатываемых материалах. В метчике калибрующая часть состоит, как минимум, из одного полнопрофильного зуба и из заниженных по боковым сторонам резьбового профиля зубьев. Комбинированный (режуще-деформирующий) метчик (патент RU 2142867), у которого по режущим зубьям и деформирующим выступам выполнена полнопрофильная резьба.
Основными недостатками этих и иных подобных метчиков являются то, что они достаточно часто ломаются, а удаление сколовшейся части из отверстия трудоемко и представляет весьма существенную проблему.
Наиболее близким, принятым за прототип, является метчик для нарезания резьбы с крупным шагом, содержащий хвостовик, калибрующую и режущую части. Метчик (патент RU 2069125) выполнен из двух разъемных частей, направляющей и рабочей, соединенных между собой крепежными элементами, причем шаг резьбы направляющей части равен шагу резьбы рабочей части, а наружный, средний и внутренний диаметры резьбы направляющей части выполнены с занижением относительно соответствующих номинальных. В этом метчике отверстия под крепежные элементы в обеих его частях выполнены сквозными с одинаковыми диаметрами и расположены по окружности с разными центральными углами, причем посадка стержней крепежных элементов в отверстия произведена по H7/g6. Однако такой инструмент достаточно сложный по конструктивному исполнению, не дает возможности удалять сломавшуюся в отверстии часть лезвийного инструмента и не предохраняет метчик от перегрузок при нарезании резьбы, что приводит к его поломке.
Цель предлагаемого нового машинного метчика - повысить надежность его работы и обеспечить более легкое удаление сломавшейся части метчика в случае его поломки в отверстии детали.
Технический результат достигается двумя путями. Во-первых, машинный метчик выполнен составным из двух частей без их специальных скреплений, что обеспечивает простоту конструкции и защиту метчика от поперечного скола. Во-вторых, за счет вставленного в сквозное отверстие составного машинного метчика Г-образного штыря, обеспечивающего эффективное выворачивание лезвийного инструмента в случае его поломки; при этом отогнутый профиль штыря входит в паз, сделанный в заборной части метчика. Эти два важных момента как раз и позволяют полностью реализовать на практике поставленную цель.
Конструктивное исполнение машинного метчика показано на чертежах.
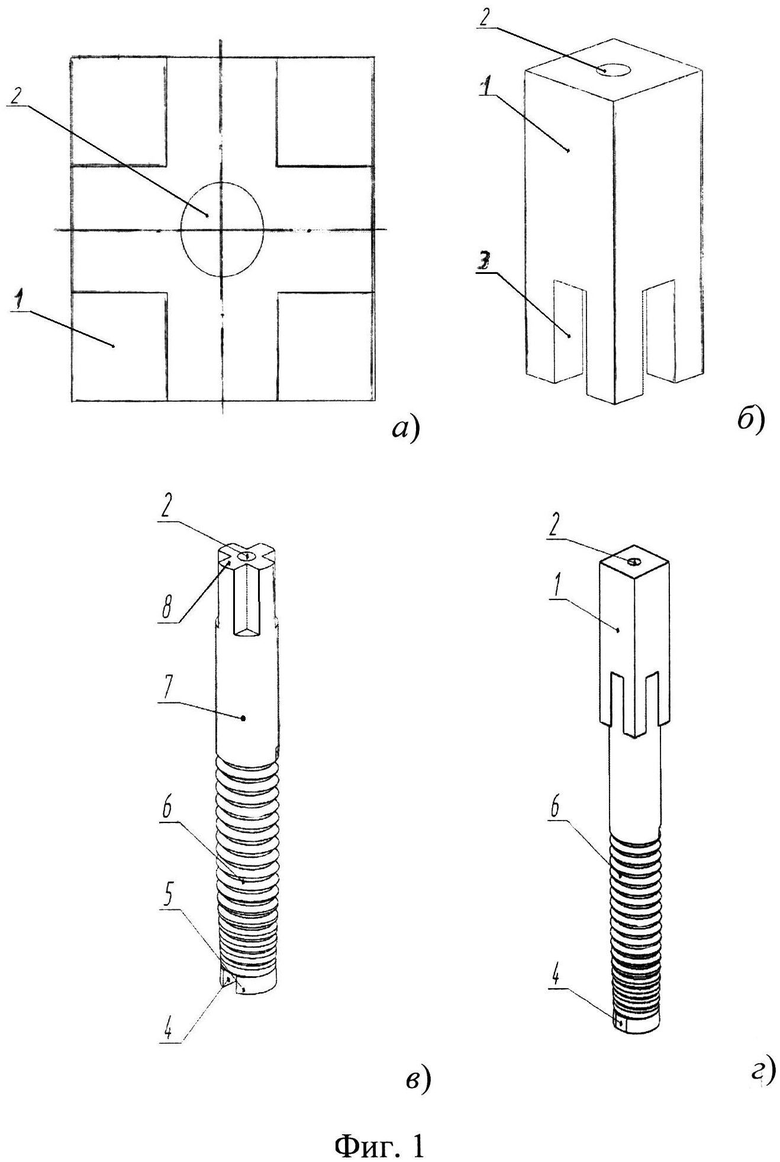
Фиг. 1 - верхняя а) и б) и нижняя в) части составного машинного метчика, который в позиции г) представляет метчик в сборочном виде;
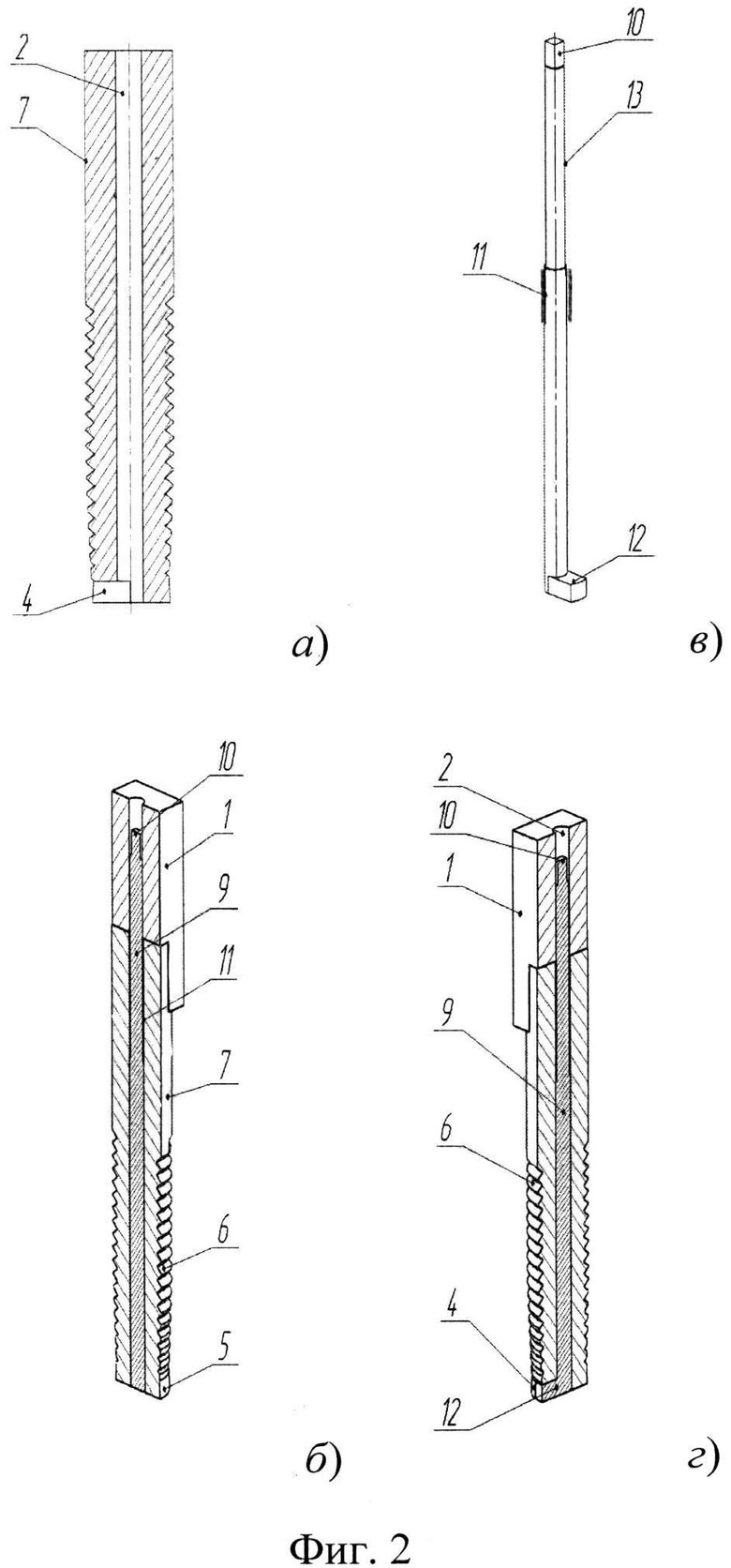
Фиг. 2 - фрагмент нижней части составного метчика а); вертикальный разрез двух составных частей метчика б); штырь Г-образный в); вертикальный разрез двух составных частей метчика с полностью показанным разрезом Г-образного штыря г), отогнутый конец которого вставлен в сделанный паз в начале заборной части инструмента.
Конструктивные элементы имеют следующие наименования.
На фиг. 1:
а) 1 - верхняя часть составного машинного метчика; 2 - отверстие центральное сквозное;
б) 1 - верхняя часть составного машинного метчика; 2 - отверстие центральное сквозное; 3 - пазы продольные;
в) - нижняя часть метчика: 2 - отверстие центральное сквозное; 4 - паз поперечный; 5 - заборная часть метчика; 6 - режуще-калибрующая часть; 7 - цилиндрическая часть; 8 - оголовок (вариант);
г) - метчик в сборе (с указанными выше обозначениями).
На фиг. 2:
а) - фрагмент нижней части метчика, включающий заборную часть с поперечным пазом 4, цилиндрическую часть 7 (до оголовка 8) и отверстие центральное сквозное 2;
б) - общий вертикальный разрез обеих составных частей метчика и вертикальной части Г-образного штыря 9; 11 - зона (показана жирными линиями) Г-образного штыря под прессовую посадку (вариант) его в центральное отверстие 2; 10 - хвостовик квадратной формы Г-образного штыря 9;
в) - Г-образный штырь, содержащий следующие части: 12 - отогнутая часть штыря; 13 - цилиндрическая часть штыря; 10 - хвостовик штыря квадратной формы; 11 - зона штыря (вариант) под запрессовку в отверстие 2;
г) - вертикальный разрез составного машинного метчика и Г-образного штыря с его отогнутой частью 12.
Машинный метчик (составной: верхняя часть с продольными пазами по скользящей посадке сопряжена с аналогичными по форме и размерам выступающего оголовка остальной лезвийной части метчика) изготавливается и собирается с устройством для его выворачивания из отверстия, в котором нарезается резьба, следующим образом. Изготавливаются две части машинного метчика составного: нижняя - с режущей частью, включая оголовок 8, и верхняя часть 1 - с продольными пазами 3, состыковываемыми по скользящей посадке с выступающими частями оголовка 8. Геометрические формы оголовка могут быть любыми, например прямоугольными, крестообразными или иными. При этом поперечная прочность на срез в этом месте (по оголовку) должна быть несколько меньше, чем аналогичная прочность в любом ином месте нижней части метчика. Далее в сборе этих двух частей просверливается насквозь общее центральное сквозное отверстие 2; кроме того, фрезеруется в крайней нижней заборной лезвийной части поперечный паз 4 по дальнюю стенку центрального сквозного отверстия 2. Затем изготавливается Г-образный штырь, у которого верхняя часть (хвостовик 10) имеет, например, квадратную форму под стандартный ключ. Ниже хвостовика расположена цилиндрическая часть 13 штыря, суммарная длина которого с хвостовиком 10 равна размеру/высоте верхней части 1 составного машинного метчика. Причем эта суммарная длина/часть метчика по своему диаметру (поперечному размеру) должна быть меньше диаметра центрального сквозного отверстия 2. Аналогично меньший диаметр, чем диаметр отверстия 2, имеет следующая (к низу) цилиндрическая часть Г-образного штыря, кроме зоны 11, обеспечивающей прочную запрессовку штыря в центральном сквозном отверстии 2. Потенциально прочное локальное/местное соединение Г-образного штыря может быть осуществлено на любом участке отверстия, включая поперечный паз 4, предназначенный для ввода в него отогнутой части самого штыря. Прочное соединение может быть обеспечено между Г-образным штырем с поперечным пазом 4 и/или с цилиндрической частью штыря, кроме самой верхней части хвостовика, любым иным способом: клеем, резьбой и пр. При этом поперечная прочность на срез в этом месте (по оголовку) должна быть несколько меньше, чем аналогичная прочность в любом ином месте нижней части метчика. После этого в собранные две части вставляется Г-образный штырь, прочно фиксируемый в какой-то цилиндрической части, например по поз. 11 (кроме самой верхней части 1), или в пазу 4. Теперь в собранном виде машинный метчик с устройством для его выворачивания из отверстия в случае поломки готов к работе (к нарезанию резьбы в отверстии детали).
Работа (нарезание резьбы в подготовленном для этого отверстии детали) осуществляется следующим образом. Машинный метчик заборной частью вставляют в отверстие, приводят типовым способом от привода станка во вращение с одновременной вертикальной подачей инструмента в отверстие пока не будет полностью нарезана резьба. В случае поломки метчика по оголовку (как правило), так как его прочность на срез конструктивно из-за меньшего сечения обеспечена меньше, чем прочность на срез лезвийной части машинного метчика, то выворачивание метчика из отверстия делают путем вращения Г-образного штыря, используя его хвостовик 10. Аналогичным способом осуществляется выворачивание остатков сколовшегося метчика, если он разрушился по режущей части; направление вращения метчика от привода станка выполняется в противоположную сторону, чем при нарезании резьбы, используя опять-таки хвостовик 10. При необходимости верхнюю часть 1 составного метчика можно с его нижней части просто снять, а выворачивание метчика осуществить ручным способом с помощью ключа.
Таким образом, реализована цель изобретения - повышена надежности инструмента, который в основном (за счет менее прочного оголовка) не должен ломаться в своей режущей части. Кроме того, использование Г-образного штыря значительно облегчает и ускоряет процесс удаления из нарезаемого им отверстия сколовшейся части машинного метчика. Наличие Г-образного штыря практически не ослабляет прочность тела метчика и не препятствует типовому процессу отвода стружки по пазам самого метчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многофункциональный ключ для соединения/разъединения или заворачивания/отвинчивания резьбовых соединений | 2020 |
|
RU2744371C1 |
| ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ОТВЕРСТИЯХ (ВАРИАНТЫ) | 2003 |
|
RU2327550C2 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ - МЕТЧИК | 1995 |
|
RU2098237C1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 1999 |
|
RU2179095C2 |
| Устройство для крепления режущей пластины резца | 1991 |
|
SU1816539A1 |
| Метчик | 1990 |
|
SU1808547A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Метчик | 1973 |
|
SU506475A1 |
Машинный метчик содержит режущую часть, включающую заборную и калибровочную части с каналами для отвода образующейся при нарезании резьбы стружки и штырь, зафиксированный в центральном отверстии метчика. Для повышения надежности работы он выполнен из двух частей, одна из которых представляет собой режущую часть, сопряженных между собой по скользящей посадке посредством продольных пазов и аналогичных по форме и размеру выступов, последние из которых выполнены на оголовке режущей части. При этом центральное отверстие является общим для обеих частей метчика, причем штырь выполнен Г-образным с отогнутой частью, в заборной части выполнен поперечный паз для фиксации в нем упомянутой отогнутой части штыря, а на другом конце штырь выполнен под стандартный ключ. Геометрические формы оголовка и сопряженной части могут быть выполнены квадратными, прямоугольными или крестообразными, обеспечивающими точное взаимное соединение с оголовком, при этом метчик выполнен с поперечной прочностью на срез в месте оголовка меньше, чем аналогичная прочность в любом другом месте метчика. Г-образный штырь может быть зафиксирован в центральном отверстии метчика посредством прессования. Головка Г-образного штыря может быть выполнена квадратной. 3 з.п. ф-лы, 2 ил.
1. Машинный метчик, содержащий режущую часть, включающую заборную и калибровочную части с каналами для отвода образующейся при нарезании резьбы стружки и штырь, зафиксированный в центральном отверстии метчика, отличающийся тем, что он выполнен из двух частей, одна из которых представляет собой режущую часть, сопряженных между собой по скользящей посадке посредством продольных пазов и аналогичных по форме и размеру выступов, последние из которых выполнены на оголовке режущей части, при этом центральное отверстие является общим для обеих частей метчика, причем штырь выполнен Г-образным с отогнутой частью, в заборной части выполнен поперечный паз для фиксации в нем упомянутой отогнутой части штыря, а на другом конце штырь выполнен под стандартный ключ.
2. Машинный метчик по п. 1, отличающийся тем, что геометрические формы оголовка и сопряженной части выполнены квадратными, прямоугольными или крестообразными, обеспечивающими точное взаимное соединение с оголовком, при этом метчик выполнен с поперечной прочностью на срез в месте оголовка меньше, чем аналогичная прочность в любом другом месте метчика.
3. Машинный метчик по п.1, отличающийся тем, что Г-образный штырь зафиксирован в центральном отверстии метчика посредством прессования.
4. Машинный метчик, по п.1, отличающийся тем, что головка Г-образного штыря выполнена квадратной.
| МЕТЧИК | 1993 |
|
RU2069125C1 |
| Метчик для нарезания сквозных отверстий | 1960 |
|
SU133322A1 |
| Устройство для регулировки сдвига фаз между напряжением у источника электрического переменного тока и напряжением у приемника этого тока без изменений величины напряжения у приемника | 1929 |
|
SU19275A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ - МЕТЧИК | 1995 |
|
RU2098237C1 |
| Модификатор | 1972 |
|
SU452596A1 |

