Изобретение относится к металлорежущим инструментам, в частности к метчикам для нарезания цилиндрических резьб.
Цель изобретения - повышение качества нарезаемой резьбы, выполненной в вязких материалах.
Поставленная цель достигается тем, что на заборной части метчика канал для отвода стружки выполнен в виде ряда расположенных во впадинах и на вершинах резьбовой поверхности отверстий диаметром 0,5 шага резьбы, а на калибрующей части метчика канал для отвода стружки выполнен в зиде ряда продольных пазов, при этом центральный канал выполнен коническим с углом наклона образующей в сторону хвостовика, выполненного полым и установленного со стороны заборной части.
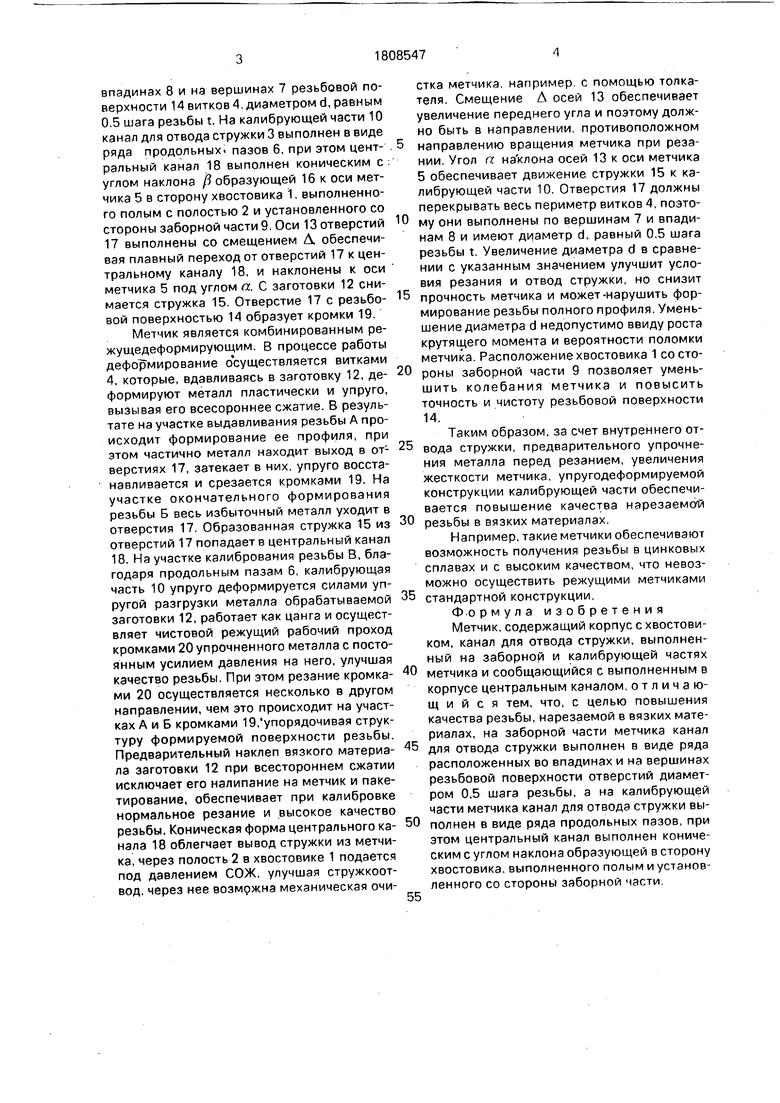
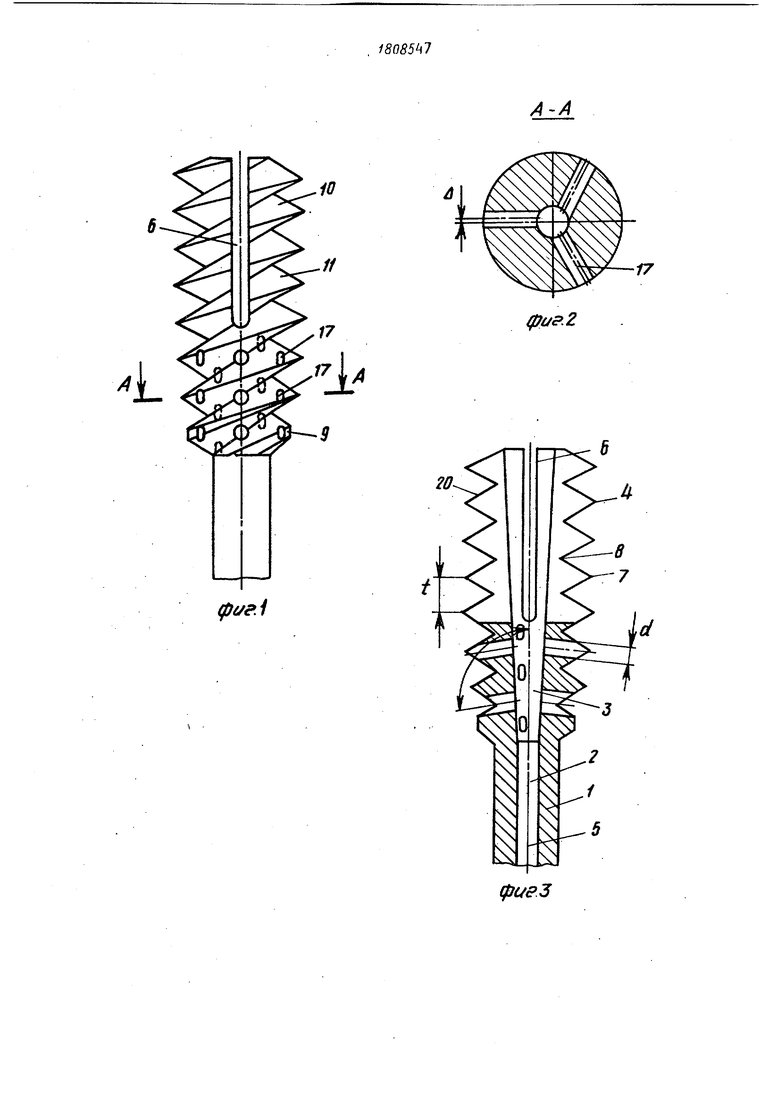
Изобретение поясняется чертежами, где на фиг.1 показан общий вид метчика, на фиг.2 - сечение А-А на фиг.1; на фиг.З - продольный разрез метчика; на фиг.4 - показано положение метчика при ввертывании в предварительное отверстие; на фиг.5 - сечение Б-Б фиг.2 по заборной части.
При этом введены следующие обозначения: хвостовик 1, полость 2, канал для отвода стружки 3, витки 4, ось метчика 5, продольные пазы 6, вершины 7, впадины 8, заборная часть 9, калибрующая часть 10, корпус 11, заготовка 12, оси 13, резьбовая поверхность 14, стружка 15, образующая 16, отверстие 17, центральный канал 18, кромки 19,20, участок выдавливания резьбы А, участок окончательного формирования резьбы Б, участок калибрования резьбы В, шаг t, смещение Л угол а. угол наклона/, диаметр d.
Указанные элементы взаимосвязаны следующим образом. Метчик состоит из корпуса 11 и хвостовика 1, содержит канал для отвода стружки 3, выполненный на заборной 9 и калибрующей 10 частях и сообщающийся с выполненным в корпусе 11 центральным каналом 18. На заборной части 9 канал для отвода стружки 3 выполнен в виде ряда отверстий 17. расположенных во
СО
С
00
о
00
ел
VJ
впадинах 8 и на вершинах 7 резьбовой поверхности 14 витков 4, диаметром d, равным 0.5 шага резьбы t На калибрующей части 10 канал для отвода стружки 3 выполнен в виде ряда продольных- пазов 6, при этом центральный канал 18 выполнен коническим с углом наклона / образующей 16 к оси метчика 5 в сторону хвостовика 1, выполненного полым с полостью 2 и установленного со стороны заборной части 9. Оси 13 отверстий 17 выполнены со смещением Д, обеспечивая плавный переход от отверстий 17 к центральному каналу 18, и наклонены к оси метчика 5 под углом а. С заготовки 12 снимается стружка 15. Отверстие 17с резьбовой поверхностью 14 образует кромки 19.
Метчик является комбинированным ре- жущедеформирующим. В процессе работы деформирование осуществляется витками 4, которые, вдавливаясь в заготовку 12, деформируют металл пластически и упруго, вызывая его всесороннее сжатие. В результате на участке выдавливания резьбы А происходит формирование ее профиля, при этом частично металл находит выход в от1 верстиях 17, затекает в них, упруго восстанавливается и срезается кромками 19. На участке окончательного формирования резьбы Б весь избыточный металл уходит в отверстия 17. Образованная стружка 15 из отверстий 17 попадает в центральный канал 18. На участке калибрования резьбы В, благодаря продольным пазам 6, калибрующая часть 10 упруго деформируется силами упругой разгрузки металла обрабатываемой заготовки 12, работает как цанга и осуществляет чистовой режущий рабочий проход кромками 20 упрочненного металла с постоянным усилием давления на него, улучшая качество резьбы, При этом резание кромками 20 осуществляется несколько в другом направлении, чем это происходит на участках А и Б кромками 19, упорядочивая структуру формируемой поверхности резьбы. Предварительный наклеп вязкого материала заготовки 12 при всестороннем сжатии исключает его налипание на метчик и пакетирование, обеспечивает при калибровке нормальное резание и высокое качество резьбы. Коническая форма центрального канала 18 облегчает вывод стружки из метчика, через полость 2 в хвостовике 1 подается под давлением СОЖ, улучшая стружкоот- вод, через нее возмржна механическая очий
Ю
15
20
25
30
35
40
45
50
55
стка метчика, например, с помощью толкателя. Смещение Д осей 13 обеспечивает увеличение переднего угла и поэтому должно быть в направлении, противоположном направлению вращения метчика при резании. Угол а на клона осей 13 к оси метчика 5 обеспечивает движение стружки 15 к калибрующей части 10. Отверстия 17 должны перекрывать весь периметр витков 4, поэтому они выполнены по вершинам 7 и впадинам 8 и имеют диаметр d, равный 0,5 шага резьбы t. Увеличение диаметра d в сравнении с указанным значением улучшит условия резания и отвод стружки, но снизит прочность метчика и может-нарушить формирование резьбы полного профиля. Уменьшение диаметра d недопустимо ввиду роста крутящего момента и вероятности поломки метчика. Расположение хвостовика 1 со стороны заборной части 9 позволяет уменьшить колебания метчика и повысить точность и чистоту резьбовой поверхности 14.
Таким образом, за счет внутреннего отвода стружки, предварительного упрочнения металла перед резанием, увеличения жесткости метчика, упругодеформируемой конструкции калибрующей части обеспечивается повышение качества нарезаемой резьбы в вязких материалах.
Например, такие метчики обеспечивают возможность получения резьбы в цинковых сплавах и с высоким качеством, что невозможно осуществить режущими метчиками стандартной конструкции.
Ф.ормула изобретения
Метчик, содержащий корпус с хвостовиком, канал для отвода стружки, выполненный на заборной и калибрующей частях метчика и сообщающийся с выполненным в корпусе центральным каналом, отличающийся тем, что, с целью повышения качества резьбы, нарезаемой в вязких материалах, на заборной части метчика канал для отвода стружки выполнен в виде ряда расположенных во впадинах и на вершинах резьбовой поверхности отверстий диаметром 0,5 шага резьбы, а на калибрующей части метчика канал для отвода стружки выполнен в виде ряда продольных пазов, при этом центральный канал выполнен коническим с углом наклона образующей в сторону хвостовика, выполненного полым и установленного со стороны заборной части.
№8081
Фиг. 4
Б-Б по Винтоёой линии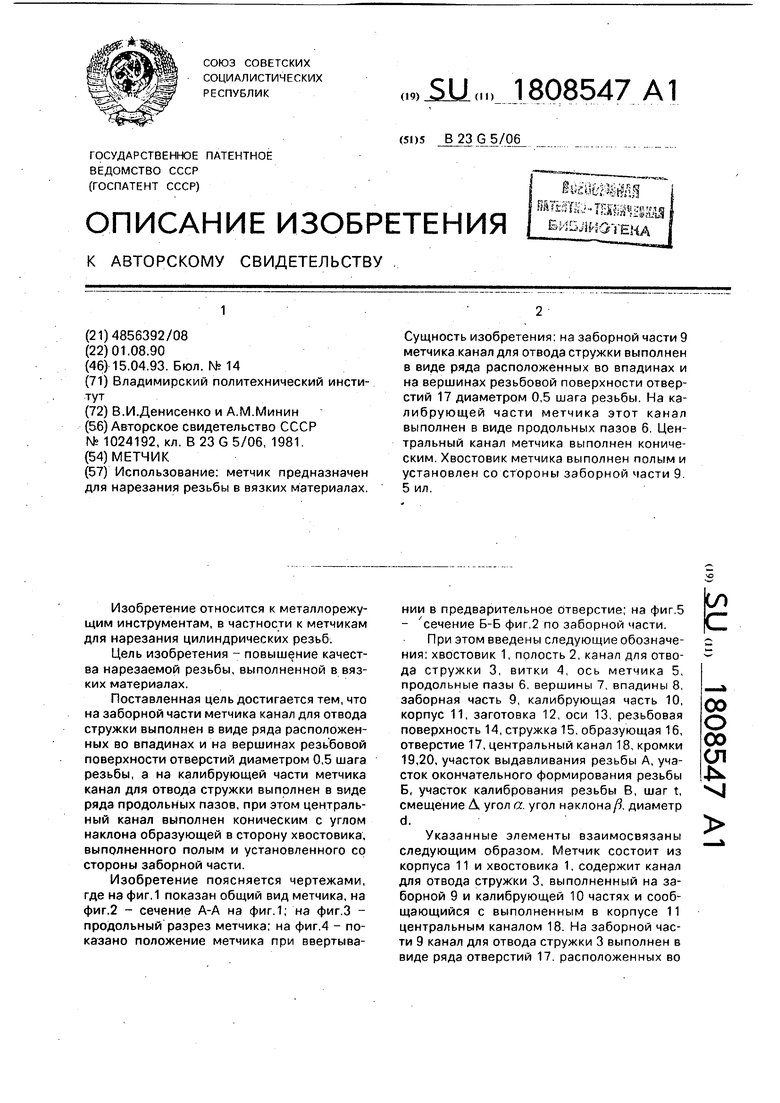
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ОТВЕРСТИЯХ (ВАРИАНТЫ) | 2003 |
|
RU2327550C2 |
| Метчик | 1973 |
|
SU506475A1 |
Использование: метчик предназначен для нарезания резьбы в вязких материалах. 2 Сущность изобретения; на заборной части 9 метчика канал для отвода стружки выполнен в виде ряда расположенных во впадинах и на вершинах резьбовой поверхности отверстий 17 диаметром 0,5 шага резьбы. На калибрующей части метчика этот канал выполнен в виде продольных пазов 6. Центральный канал метчика выполнен коническим. Хвостовик метчика выполнен полым и установлен со стороны заборной части 9. 5 ил.
Фи 2.5
| Метчик | 1981 |
|
SU1024192A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
