Изобретение относится к внутри печным техническим устройствам интенсификации процесса обжига во вращающихся печах, в частности к конструкции цепей для регенеративных теплообменных цепных завес, и может быть использовано в промышленности строительных материалов, цветной металлургии, целлюлозно-бумажной промышленности, производстве клинкера, глинозема, извести и других материалов.
Из существующего уровня техники установлено, что наиболее распространенными конструктивными элементами, применяемыми при изготовлении цепных теплообменных устройств, являются круглозвенные или овальные цепи, изготовленные из прутка цилиндрической формы ГОСТ 7070-75, ГОСТ 228-79 (СТ СЭВ 713-83), ГОСТ 13237-67, ГОСТ 5-1925-73, AC 614311 05.07.78. Бюллетень 25, ТУ 4884-002-39004563-2008, SU 330321, 27.12.1966; SU 450947, 12.03.1973; Е.И. Ходоров, Печи цементной промышленности, Стройиздат, Ленинград, 1968, с. 59-61; О.А. Несвижский, Долговечность быстроизнашивающихся деталей цементного оборудования, Машиностроение, М., 1968, с. 179-193; В.И. Сатарин и др. Цементная промышленность за рубежом, Госстройиздат, М., с. 113; US 3427801, 18.02.1969; GB 1100831, 24.01.1968; ЕАПО 010711, 31.03.2008). Все указанные конструкции цепей призваны обеспечивать интенсификацию тепломассообменных процессов и почти не уделяют внимания на абразивный износ особенно в местах сочленения звеньев. Цепные завесы в теплообменных агрегатах разделяются на три зоны: горячую - до 1200°C, теплую - до 800°C и холодную - 200°C. В горячей зоне, особенно для овальных звеньев, степень окисления всей поверхности звеньев и абразивный износ в местах их сочленения сопоставимы. Для снижения степени окисления поверхности звеньев цепей, находящихся в горячей зоне, их изготавливают из жаростойкой стали. В теплой и холодной зонах тенлообменного агрегата преобладает абразивный износ в местах сочленения звеньев цепи и максимальная контактная поверхность появляется при потере около одной трети калибра тела звена, износ внешних поверхностей звена как абразивный, так и окислительный - незначительны. В связи с вышесказанным, потеря одной трети калибра тела звеньев приводит к снижению прочности, что может привести к обрыву цепной навески и аварийной остановке агрегата. Поэтому вместе с выполнением функции теплообмена, транспортирующей способности цепи должны обладать сопротивляемостью к истиранию, для увеличения ресурса эксплуатации печи.
Известны цепи для цепных завес вращающихся обжиговых печей, содержащие соединенные друг с другом звенья, см. патент Российской Федерации на полезную модель №106343 по классу МПК F27B 7/20, заявл.08.02.2011, опубл. 10.07.07.2011, «Цепь для цепной завесы вращающейся обжиговой печи», №110172 по классу МПК F27B 7/20, заявл.25.05.2011, опубл. 10.11.2011, «Цепь для теплообменной цепной завесы вращающейся обжиговой печи», авторское свидетельство СССР №614311 по классу МПК F27B 7/18, заявл. 18.02.77, опубл. 05.07.78 «Цепь для цепной завесы вращающейся печи». Известные цепи из сварных звеньев круглой или овальной формы с круглым или овальным сечением звеньев недостаточно эффективны, разрушаются в обрабатываемой среде из-за абразивного изнашивания звеньев.
Недостатком известных профилей сечения тела звена цепи является интенсивный износ звена в месте сопряжения звеньев из-за образования точечной формы контактного пятна при одинаковой, равной калибру тела звена, кривизне звеньев, которая не дает значительного развития площади контактного пятна, вследствие чего скорость износа по сечению контакта пятна остается постоянной и достаточно высокой.
Наиболее близкой по технической сущности и достигаемому эффекту к заявленному техническому решению является цепь, состоящая из соединенных между собой звеньев сварных или литых, овальной или круглой формы (см. журнал «Глюкауф» на русском языке, №1(2), май 2000, с. 36, с. 38), тело каждого из звеньев имеет поперечное сечение с профилем круглой формы, звенья изготовлены с упрочнением по специальной технологии термообработки, либо с увеличением сечения контактирующих поверхностей секторов закругления звеньев и соответственно с увеличением прочности внутренних поверхностей секторов закругления звеньев, работающих на взаимное истирание.
Однако и такая цепь недолговечна ввиду того, что в месте максимальной кривизны контактное пятно имеет точечную форму, которая приводит к интенсивному износу звеньев.
Задачей предлагаемого изобретения является создание такой цепи для цепной завесы обжигового агрегата, которая обладает улучшенными характеристиками к абразивному износу, имеет высокие эксплуатационные качества за счет увеличения срока службы.
Техническим результатом, позволяющим решить эту задачу, является снижение абразивного износа в местах сочленения звеньев цепи, повышение сопротивляемости цепи разрыву и сохранение параметров режимов эксплуатации обжиговых агрегатов.
Кроме того, заявитель ставил перед собой задачу расширения арсенала технических средств, обеспечивающих изготовление цепи для цепной завесы обжигового агрегата, следовательно, дополнительный технический результат заключается в реализации этого назначения.
Поставленная задача достигается тем, что в цепи для цепной завесы обжигового агрегата, содержащей соединенные между собой сварные или литые звенья, овальной или круглой формы, согласно изобретению каждое звено имеет поперечное сечение, ограниченное замкнутой линией, образованной внутренним и внешним радиусами, причем внешний радиус равен половине габаритного размера поперечного сечения звена, а внутренний - 0,5(В-2b), где В - ширина, а b - толщина тела звена, для овальных звеньев цепи или равен половине шага цепи для круглых звеньев, причем сопряжение внешней и внутренней поверхностей звена обеспечено вогнутой поверхностью со стороны внешней части звена и выпуклой поверхностью со стороны внутренней части поверхности звена.
Тело звеньев цепи овальной формы в любом своем поперечном сечении прямых участков может быть выполнено с профилем неизменного размера.
Тело звеньев цепи круглой формы в любом своем поперечном сечении может быть выполнено с профилем неизменного размера.
Взаимные пересечения поверхностей звена могут быть выполнены со скруглениями, выпуклое - радиусом 1,5-2,0 мм, вогнутое - радиусом 1,0-3,0 мм.
Взаимные пересечения поверхностей звена могут быть выполнены со скруглениями, выпуклое - радиусом 1,5-2,5 мм, вогнутое - радиусом 1,0-6,5 мм.
Проведенные исследования по патентным и научно-техническим источникам информации свидетельствуют о том, что предлагаемая цепь для цепной завесы обжигового агрегата не известна и не следует явным образом из изученного уровня техники, т.е. соответствует критерию «новизна» и «изобретательский уровень».
Предлагаемая цепь для цепной завесы обжигового агрегата может быть изготовлена на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, широко выпускаемое отечественной и зарубежной промышленностью.
Таким образом, заявляемая цепь для цепной завесы обжигового агрегата соответствует критерию «промышленная применимость».
Выполнение поперечного сечения каждого звена ограниченным замкнутой линией, образованной внутренним и внешним радиусами, причем внешний радиус равен половине габаритного размера поперечного сечения звена, а внутренний - 0,5(В-2b), где В - ширина, b - толщина тела звена, для овальных звеньев, или равен половине шага цепи для круглых звеньев, позволяет снизить абразивный износ в местах сочленения звеньев цепи, обеспечить повышение сопротивляемости цепи разрыву, что в свою очередь повышает эксплуатационные качества цепи за счет увеличения ее срока службы.
Обеспечение сопряжения (смыкания) внешней и внутренней поверхностей звена вогнутой поверхностью со стороны внешней части звена и выпуклой поверхностью со стороны внутренней части звена позволяет сохранить коэффициент отношения теплообменной площади поверхности звена к его массе и тем самым позволяет сохранить параметры режимов эксплуатации отработанных на конкретных агрегатах, что немаловажно для потребителя, повышает срок службы всей цепи.
Выполнение тела звеньев овальной конфигурации в любом своем поперечном сечении прямых участков с профилем неизменного размера позволяет использовать катаный калибр заданного профиля для сварных звеньев и упрощает изготовление оснастки для литых.
Выполнение тела звеньев круглой формы в любом своем поперечном сечении с профилем неизменного размера так же позволяет использовать катаный калибр заданного профиля для сварных звеньев и упрощает изготовление оснастки для литых.
Выполнение взаимного пересечения криволинейной наружной поверхности с криволинейной внутренней поверхностью в звене цепи со скруглениями позволяет избавиться от концентратора напряжений в точке их смыкания и улучшает перемещение звеньев относительно друг друга.
Таким образом, совокупность существенных признаков предлагаемой цепи для цепной завесы обжигового агрегата позволяет достичь заявленного технического результата, а именно снижение абразивного износа в местах сочленения звеньев цепи, повышение сопротивляемости цепи разрыву и сохранение параметров режимов эксплуатации обжиговых агрегатов и, следовательно, решить поставленную задачу - создание такой цепи для цепной завесы обжигового агрегата, которая обладает улучшенными характеристиками к абразивному износу, имеет высокие эксплуатационные качества за счет увеличения срока службы.
Предлагаемое изобретение поясняется чертежами:
На фиг. 1 представлены отрезки цепей со звеньями овальной и круглой формы с профилеразмером сечения тела звена и конфигурацией в местах сочленения звеньев цепи.
В - ширина;
L - длина звена овальной формы;
D - наружный диаметр звена круглой формы;
t - шаг цепи;
b - толщина тела звена;
r1 - радиус вогнутой поверхности;
r2 - радиус округления смыкающейся внешней поверхности с криволинейной внутренней поверхностью.
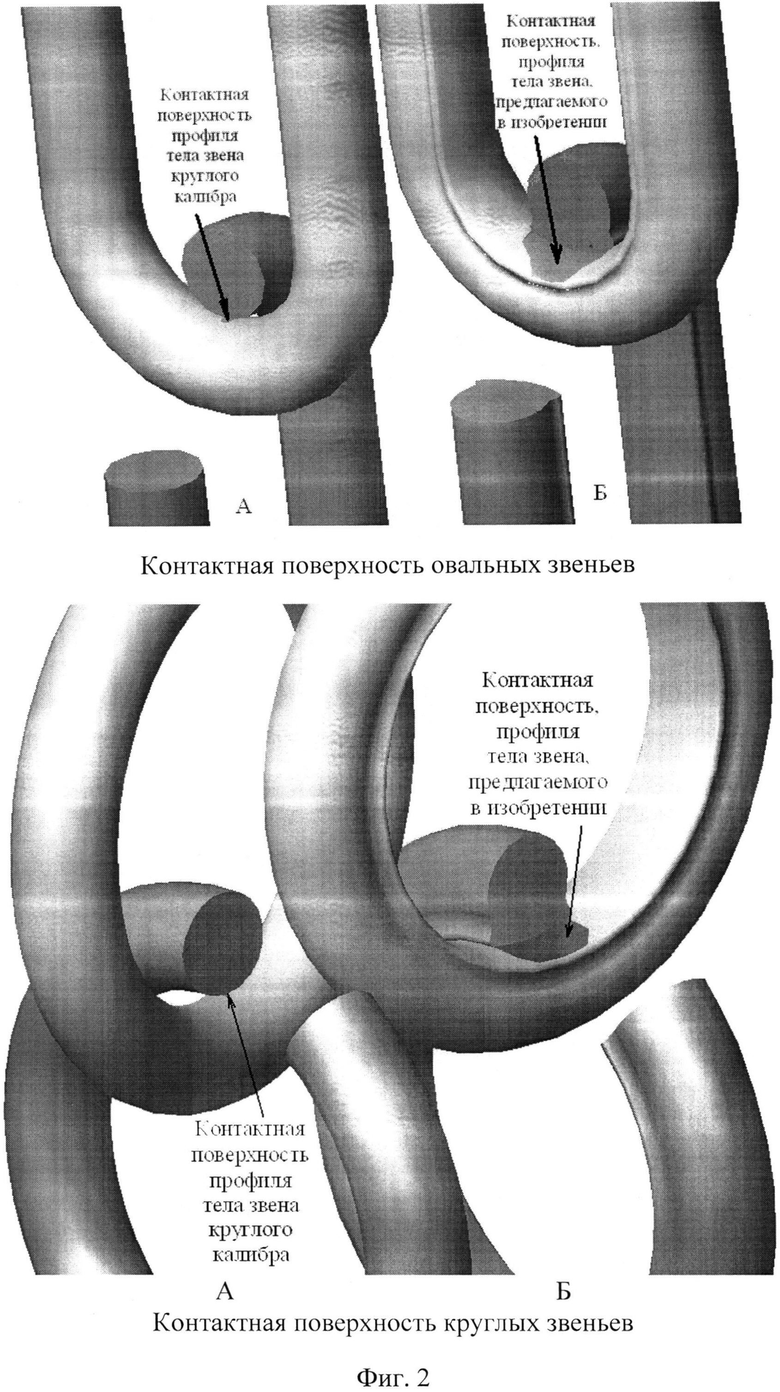
На фиг. 2 представлены контактные поверхности звеньев круглой и овальной формы.
А - из прутка круглого калибра;
Б - из предлагаемого (заявляемого) профиля тела звена цепи.
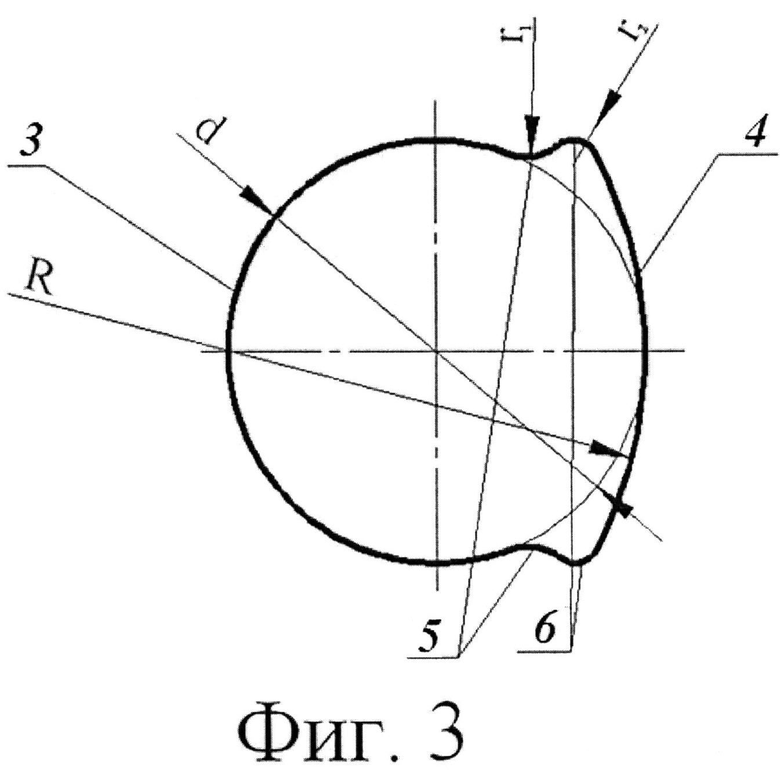
На фиг. 3 представлено построение профилеразмера тела овального звена.
3 - внешняя поверхность, равная 0,5d - калибра прутка;
4 - внутренняя поверхность радиусом R, равным 0,5(В-2b) (поз. 1 фиг. 1) половине внутренних поверхностей секторов закругления овальных звеньев;
5 - сопряжение внешней поверхности поз. 3 с внутренней вогнутой поверхностью r1 с радиусом округления r2;
6 - радиус r2 сопряжения поверхности поз. 4 радиусом R с вогнутой поверхностью r1 поз. 5.
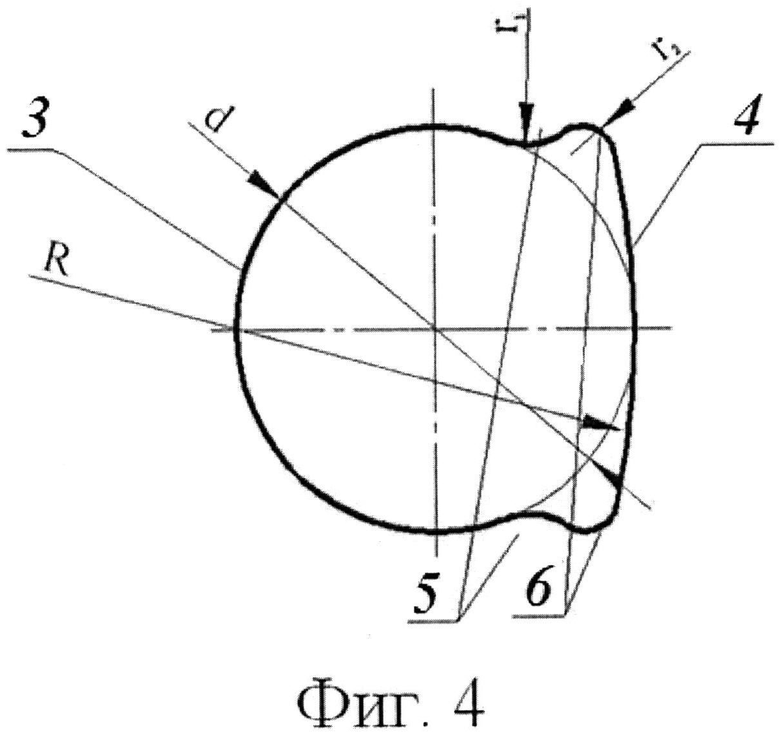
На фиг. 4 представлено построение профилеразмера тела круглого звена.
3 - внешняя поверхность, равная 0,5d - калибра прутка 19…28 мм;
4 - внутренняя поверхность радиусом R, равным 0,5t (поз. 2 фиг. 1) половине шага цепи для круглых звеньев;
5 - сопряжение внешней поверхности поз. 3 с внутренней вогнутой поверхностью r1 с радиусом округления r2;
6 - радиус r - сопряжения поверхности поз. 4 радиусом R с вогнутой поверхностью r1 поз. 5.
Цепь для цепной завесы обжигового агрегата содержит соединенные между собой сварные или литые звенья, овальной 1 или круглой 2 формы, поперечное сечение каждого звена имеет поперечное сечение, ограниченное замкнутой линией, образованной внутренним и внешним радиусами, причем внешний радиус равен половине габаритного размера поперечного сечения звена, а внутренний - 0,5(В-2b), где В - ширина, а b - толщина тела звена, для овальных звеньев или равен половине шага цепи для круглых звеньев, причем сопряжение внешней и внутренней поверхностей звена обеспечено вогнутой поверхностью со стороны внешней части звена и выпуклой поверхностью со стороны внутренней части поверхности звена.
Плоскоовальная форма звеньев 1 и 2 определяет место их сочленения на овальном участке звеньев. При различной кривизне овальных участков в месте сочленения точечная форма контакта фиг. 2 (А) развивается и приобретает форму пятна, что ведет к снижению давления. Снижение давления, в свою очередь, ведет к уменьшению скорости износа. Выполнение профиля звена с кривизной со стороны внутренней поверхности с радиусом, равным половине внутренних поверхностей секторов закругления овальных звеньев цепи, или с радиусом, равным половине шага цепи для круглых звеньев увеличивает контактную поверхность в 450…550 раз, что ведет к значительному снижению давления, уменьшает износ звеньев цепи в месте контакта.
Для создания максимального контакта поверхности между сопрягаемыми звеньями, а соответственно уменьшению силы трения, что ведет к снижению износа тела звена, необходимо, чтобы радиус внутренней криволинейной поверхности тела звена был равен радиусу половины ширины сопрягаемого овального 1 звена, для круглого 2 - половины шага круглозвенной цепи (внутреннего диаметра звена).
Построение профиля сечения тела звена заключается в следующем:
внешняя поверхность звена цепи фиг. 3 поз. 3 определяется габаритным размером поперечного сечения звена. Как вариант калибром (прутка цилиндрической формы), задаваемым ГОСТами (для навесных цепных завес ⌀19…28 мм) до смыкания с вогнутой поверхностью;
внутренняя поверхность звена поз. 4 выполняется с кривизной, радиусом, равным половине шага цепи для круглых звеньев, или радиусом, равным половине внутренних поверхностей секторов закругления овальных звеньев 1;
боковые поверхности для взаимных пересечений криволинейных поверхностей выполнены поз. 5 - вогнутыми поверхностями, сопрягаемыми с внешней поверхностью профиля, плавное сочленение вогнутых боковых поверхностей профиля с внутренней криволинейной поверхностью осуществляется по радиусу поз. 6, зависящему от исходного калибра звена и радиуса кривизны вогнутой поверхности.
Наибольшее применение имеют звенья цепей следующих типоразмеров - 25×120 и 25×100 для овальной и круглой конфигураций, в таблицах 1 и 2 приведены некоторые соотношения радиусов сопряжения и параметры для таких звеньев.
В известных технических решениях не обнаружены указанные отличительные признаки в их совокупности.
Предлагаемый профиль сечения тела звена может быть использован без серьезных затруднений для изготовления как в сварных, так и литых цепей. Наиболее актуален предлагаемый профиль сечения тела звена для овальных звеньев навесной цепи, это связано с тем, что контактное сочленение овальных звеньев происходит на ограниченной поверхности, обусловленной конфигурацией овального звена, в отличие от круглого, где поверхность сочленения в процессе эксплуатации может постоянно меняться.
Для сварных звеньев прокат предлагаемого профиля любого типоразмера при минимальных затратах (степень обжатия в чистовой клети стана для получения необходимого профиля из круглой заготовки - 1,1) могут производить мелкосортные станы (стан 250, стан 280) металлургических и машиностроительных производств. Ограничения могут возникнуть только по труднодеформируемым маркам стали.
Цепи со звеньями заявляемой конструкции могут быть изготовлены по известным технологиям литья, в том числе - по технологии ЛГМ, из любых марок стали с любыми применяемыми в современном производстве типоразмерами.
При использовании исходного калибра, незначительно измененного в заявляемом варианте профиля тела звена, привычного для эксплуатационников отпадает необходимость в пересчете массы и количества навешиваемых цепей для конкретного агрегата.
Использование цепей с профилем тела звена в заявляемом варианте в агрегатах цементных и глиноземных производств показало увеличение ресурса эксплуатации, в зависимости от используемой сырьевой смеси и вида топлива в 2…3 раза, что привело к снижению затрат на оснащение печей навесными цепями.
Таким образом, предложена конструкция цепи, применение которой увеличивает ресурс эксплуатации агрегатов, использующих навесные цепные завесы, что в свою очередь снижает затраты на выпуск единицы продукции (например, клинкера, глинозема).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ОБЖИГОВОГО АГРЕГАТА | 2014 |
|
RU2561545C1 |
| Цепь для цепной завесы обжигового агрегата | 2021 |
|
RU2763971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368453C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2009 |
|
RU2413106C1 |
| ЦЕПЬ РАЗНОЗВЕННАЯ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ОБЖИГОВОЙ ПЕЧИ | 2012 |
|
RU2486387C1 |
| ЦЕПЬ ЦЕЛЬНОЛИТАЯ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ РОТАЦИОННОЙ ОБЖИГОВОЙ ПЕЧИ | 2012 |
|
RU2513487C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ РОТАЦИОННОЙ ОБЖИГОВОЙ ПЕЧИ (ВАРИАНТЫ) | 2012 |
|
RU2527631C2 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2009 |
|
RU2425316C1 |
| ЦЕПЬ ЛИТАЯ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ (ВАРИАНТЫ) | 2011 |
|
RU2486386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
Изобретение относится к устройствам интенсификации процесса обжига во вращающихся печах, в частности к конструкции цепей для регенеративных теплообменных цепных завес, и может быть использовано в промышленности строительных материалов, цветной металлургии и других материалов. Цепь для цепной завесы обжигового агрегата содержит соединенные между собой сварные или литые звенья овальной или круглой формы. Каждое звено имеет поперечное сечение, ограниченное замкнутой линией, образованной внутренним и внешним радиусами. Внешний радиус равен половине габаритного размера поперечного сечения звена, а внутренний - 0,5(В-2b), где В - ширина, а b - толщина тела звена, для овальных звеньев или равен половине шага цепи для круглых звеньев. Сопряжение внешней и внутренней поверхностей звена обеспечено вогнутой поверхностью со стороны внешней части звена и выпуклой поверхностью со стороны внутренней части звена. Технический результат заключается в снижении абразивного износа в местах сочленения звеньев цепи, повышении сопротивляемости цепи разрыву и сохранении параметров режимов эксплуатации обжиговых агрегатов. 4 з.п. ф-лы, 4 ил.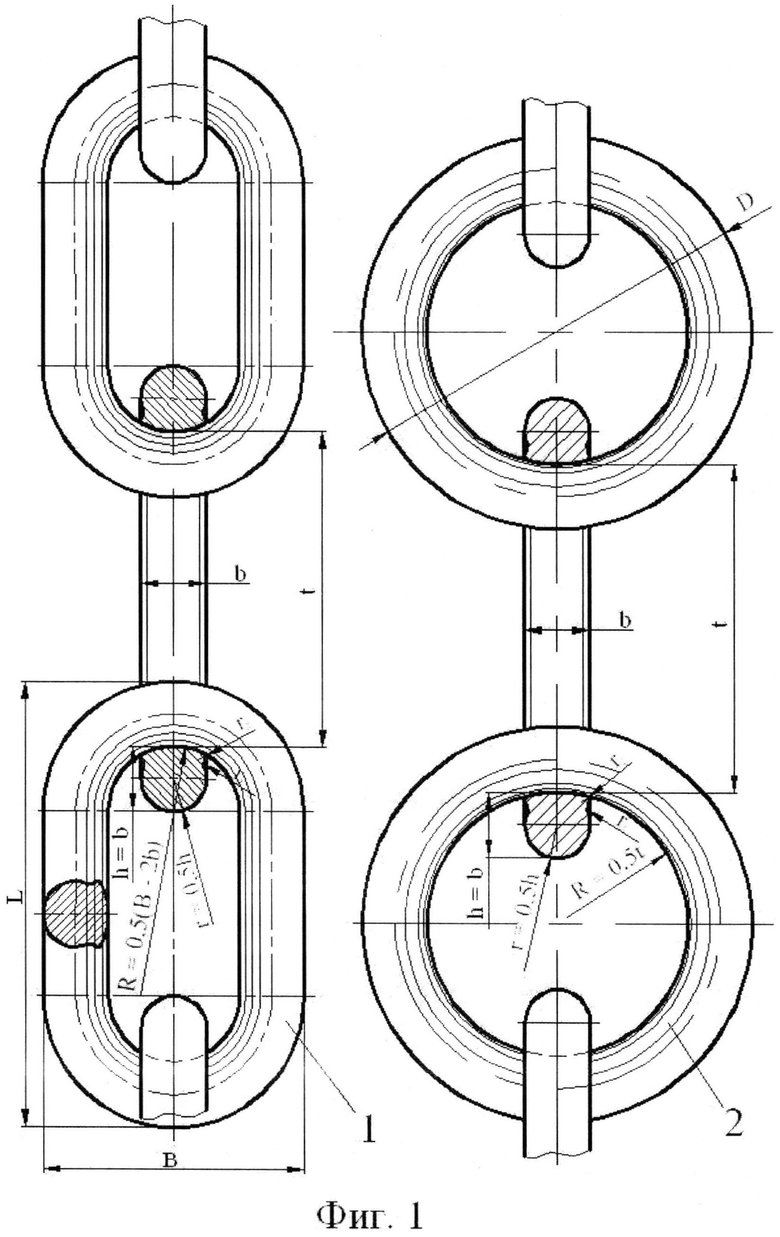
1. Цепь для цепной завесы обжигового агрегата, содержащая соединенные между собой сварные или литые звенья, овальной или круглой формы, отличающаяся тем, что каждое звено имеет поперечное сечение, ограниченное замкнутой линией, образованной внутренним и внешним радиусами, причем внешний радиус овальной формы звеньев равен половине габаритного размера поперечного сечения звена, а внутренний - 0,5(В-2b), где В - ширина, а b - толщина тела звена, или равен половине шага цепи для круглой формы звеньев, причем сопряжение внешней и внутренней поверхностей звена обеспечено выполнением вогнутой поверхности со стороны внешней части звена и выпуклой поверхности - со стороны внутренней части звена.
2. Цепь по п. 1, отличающаяся тем, что тело звеньев круглой формы в любом своем поперечном сечении выполнено с профилем неизменного размера.
3. Цепь по п. 1, отличающаяся тем, что тело звеньев овальной формы в любом своем поперечном сечении прямых участков выполнено с профилем неизменного размера.
4. Цепь по п. 1, отличающаяся тем, что взаимные пересечения поверхностей звена выполнены со скруглениями, выпуклое - радиусом 1,5-2,0 мм, вогнутое - радиусом 1,0-3,0 мм.
5. Цепь по п. 1, отличающаяся тем, что взаимные пересечения поверхностей звена выполнены со скруглениями, выпуклое - радиусом 1,5-2,5 мм, а вогнутое - радиусом 1,0-6,5 мм.
| ТЕПЛООБМЕННОЕ УСТРОЙСТВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1992 |
|
RU2032135C1 |
| Гирляндная цепная завеса вращающейся печи | 1978 |
|
SU715913A1 |
| Приспособление в устройствах для передачи изображений служащее для генерации импульсов тока постоянной частоты | 1927 |
|
SU10712A1 |
| Вращающаяся печь для термообработки глиноземсодержащей шихты | 1987 |
|
SU1423902A1 |
| US 0007875236 B2, 25.01.2011 | |||
| EP 1785684 B1, 13.01.2010 | |||
| CN 201945182 U, 24.08.2011 | |||

