Изобретение относится к технологии изготовления свободно сочлененных конструкций типа цепей, широко применяемых в промышленности, например цепи различного типа в шахтах для транспортировки угля, в обжиговых печах цементных и глиноземных заводов и т.д.
Известен способ изготовления цепи литьем по газифицируемым моделям /см. патент РФ №2135322 по кл. В22С 9/30, заявлено 1997.09.25, опубликовано 1999.08.27/, который включает отливку отдельных звеньев цепи, установку их в опоку горизонтально в гнезда кондуктора, газифицируемые модели промежуточных звеньев устанавливают в опоке вертикально и веерообразно вокруг центрального литника с коллектором, при этом внутри каждого отлитого звена располагают одной стороной две газифицируемые модели промежуточных звеньев.
Недостатком известного способа является установка предварительно отлитых звеньев цепи в гнездах кондуктора, размещенного в опоке. При этом на каждый тип цепи требуется свой кондуктор, причем изготавливать их необходимо на каждую сборку формы из-за значительной деформации после отливки цепи. Кроме того, использование кондуктора усложняет сборку в процессе формовки и затрудняет его удаление из отлитого блока. Другим недостатком вышеназванного способа являются увеличенные габариты и материалоемкость опоки.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому способу и выбранным в качестве прототипа является способ, включающий предварительную отливку отдельных звеньев цепи, сборку цепи из газифицируемых моделей, состоящих из двух частей, стыкующихся по схеме «палец-втулка», промежуточных звеньев, и ранее отлитых отдельных звеньев цепи путем установки газифицируемых моделей в опоку-контейнер вертикально и веерообразно в коллекторе вокруг центрального литника, а предварительно отлитых звеньев - горизонтально в несколько уровней. При этом газифицируемые модели соединяют с коллектором вставкой в Т-образные пазы коллектора Т-образных хвостовиков питателей газифицируемых моделей. /См. патент РФ №2279945 по кл. В22С 9/30, заявл. 2004.10.05, опубл. 2006.03.10 «Способ изготовления цепи литьем по газифицируемым моделям»./
Недостатком известного способа является то, что соединение газифицируемых моделей промежуточных звеньев осуществляют путем вставки Т-образных хвостовиков питателей в Т-образные пазы на коллекторе. В результате такого соединения подвод питателя к газифицируемой модели осуществляют по касательной. Известно, что основные параметры цепи - это шаг и сечение тела звена, которые и определяют схему сборки литейной формы. Поэтому для изготовления определенного типоразмера цепи при использовании модели с Т-образным хвостовиком питателя приходится разрабатывать свою сборку литейной формы. Кроме того, подвод питателя к звену по касательной приводит к вероятности появления дефектов в отливке, для устранения которых приходится принимать дополнительные меры.
Задачей предлагаемого изобретения является расширение технологических возможностей способа изготовления цепей, повышение качества цепи, расширение ассортимента цепей при сохранении достоинств прототипа.
Техническим результатом, позволяющим решить эту задачу, является изменение подвода питания к газифицируемым моделям.
Поставленная задача достигается тем, что в известном способе изготовления цепи литьем по газифицируемым моделям, включающем предварительную отливку отдельных звеньев цепи, сборку цепи из газифицируемых моделей промежуточных звеньев, состоящих из двух частей, стыкующихся по схеме «палец-втулка», и ранее отлитых отдельных звеньев цепи путем установки газифицируемых моделей промежуточных звеньев на лучах-литниках коллектора в опоке-контейнере, согласно изобретению газифицируемые модели промежуточных звеньев устанавливают на лучах-литниках коллектора путем крепления вертикальных цилиндрических питателей, каждый из которых выполнен коаксиально диаметральной оси своей газифицируемой модели, в вертикальные отверстия лучей-литников коллектора под углом в радиальной плоскости модели, обеспечивающим свободную укладку предварительно отлитых отдельных звеньев цепи.
В способе может быть изменена длина лучей-литников в зависимости от количества устанавливаемых газифицируемых моделей промежуточных звеньев.
Кроме того, газифицируемые модели промежуточных звеньев могут быть установлены в коллекторе на лучах-литниках под углом от 0° до 360°.
В коллекторе на лучах-литниках могут быть установлены газифицируемые модели промежуточных звеньев различной конфигурации.
В коллекторе на лучах-литниках количество вертикальных отверстий могут регулировать в зависимости от конфигурации звеньев цепи.
Проведенные исследования по патентным и научно-техническим источникам информации свидетельствуют о том, что предлагаемый способ изготовления цепи литьем по газифицируемым моделям неизвестен и не следует явным образом из изученного уровня техники, т.е. соответствует критерию «новизна» и «изобретательский уровень».
Предлагаемый способ изготовления цепи литьем по газифицируемым моделям может быть осуществлен на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, широко выпускаемое отечественной и зарубежной промышленностью.
Таким образом, заявляемый способ изготовления цепи литьем по газифицируемым моделям соответствует критерию «промышленная применимость».
Установка газифицируемых моделей промежуточных звеньев на лучах-литниках коллектора путем крепления вертикальных цилиндрических питателей, каждый из которых выполнен коаксиально диаметральной оси своей газифицируемой модели, в вертикальные отверстия лучей-литников коллектора под углом в радиальной плоскости модели позволяет легко и просто поворачивать каждую модель в положение, удобное для осуществления процесса сборки, позволяет обеспечивать беспрепятственную подачу расплавленного металла к газифицируемым моделям, что устраняет вероятность возникновения дефектов в изготавливаемых звеньях цепи, что расширяет технологические возможности способа изготовления цепей литьем по газифицируемым моделям.
Изменение длины лучей-литников в зависимости от количества устанавливаемых газифицируемых моделей промежуточных звеньев позволяет осуществлять сборку литейной формы для цепей с различными параметрами конфигурации и длины, что также расширяет технологические возможности способа изготовления цепи.
Установка газифицируемых моделей промежуточных звеньев на лучах-литниках коллектора под углом от 0° до 360° позволяет изготавливать цепи разной конфигурации, что также расширяет технологические возможности способа изготовления цепи.
Установка в коллекторе на лучах-литниках газифицируемых моделей промежуточных звеньев различной конфигурации расширяет технологические возможности способа, делает его универсальным, снижает затраты на изготовление новых дополнительных контейнеров, коллекторов с литниками, не требует увеличения габаритов и, следовательно, материалоемкости.
Изменение в коллекторе на лучах-литниках количества вертикальных отверстий в зависимости от конфигурации звеньев цепи позволяет достичь универсальности в использовании одной и той же оснастки (опоки-контейнера, коллектора с лучами-литниками) для изготовления цепей широкого диапазона параметров.
Таким образом, совокупность существенных признаков предлагаемого способа изготовления цепи литьем по газифицируемым моделям позволяет достичь и заявленного технического результата, а именно изменение подвода питания к газифицируемым моделям.
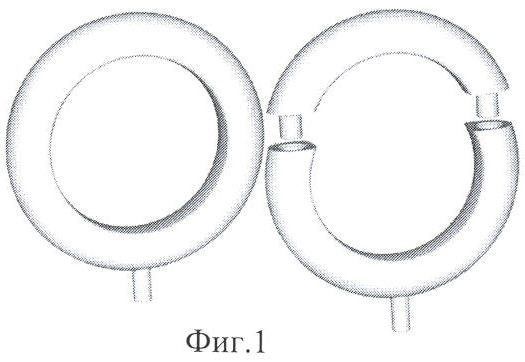
Предлагаемый способ поясняется на прилагаемых чертежах, где на Фиг.1 - газифицируемая модель с вертикальным цилиндрическим питателем.
Фиг.2 - коллектор с лучами-литниками.
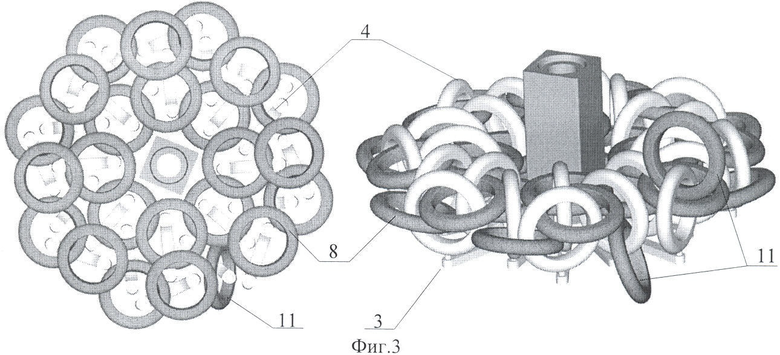
Фиг.3 - схема сборки цепи.
Фиг.4 - форма для изготовления цепи.
Форма для изготовления цепи литьем по газифицируемым моделям состоит из опоки-контейнера 1, уплотненной песчаной постели 2, коллектора 3 с лучами-литниками и вертикально расположенных в нем газифицируемых моделей 4 с вертикальными цилиндрическими питателями 5. На коллектор 3 установлена сифонная трубка 6, закрытая колпаком 7. Предварительно отлитые отдельные звенья 8 цепи с шагом, заданным вертикально расположенными газифицируемыми моделями 4. Объем опоки-контейнера 1 заполнен чистым кварцевым песком 9. На поверхности песка уложен груз 10.
Изготовление цепи осуществляют следующим образом.
На первом этапе отливают отдельные звенья цепи. Для этого в опоку-контейнер 1 засыпают песок 9 и устраивают постель 2. Затем устанавливают модельный блок, на коллектор 3 которого ставят сифонную трубку 6. При этом модельный блок собирают установкой газифицируемых моделей 4 на лучах-литниках коллектора 3 путем крепления вертикальных цилиндрических питателей 5, каждый из которых выполнен коаксиально диаметрально оси своей газифицируемой модели, в вертикальные отверстия лучей-литников коллектора 3. Сифонную трубку 6 устанавливают по центру коллектора 3, закрывают колпаком 7. Затем опоку-контейнер 1 засыпают песком, который уплотняют на вибростоле (не показан). На песок 9 укладывают груз 10. Снимают защитный колпак 7 и в сифонную трубку 6 заливают расплавленный металл, от высокой температуры которого происходит деструкция модельного блока.
После остывания металла отливку извлекают из опоки-контейнера 1 и отправляют на обрубку.
На втором этапе отливают цельную цепь. При этом используют ту же опоку-контейнер 1, в которую засыпают песок 9, устраивают постель 2. Модельный блок собирают установкой нижних частей газифицируемых моделей 4 на лучах-литниках коллектора 3 путем крепления вертикальных цилиндрических питателей 5, каждый из которых выполнен коаксиально диаметральной оси своей газифицируемой модели, в вертикальные отверстия лучей-литников коллектора 3. На постель 2 устанавливают модельный блок, на коллектор ставят сифонную трубку 6, которую накрывают колпаком 7. Первый уровень предварительно отлитых отдельных звеньев 8 цепи укладывают таким образом, чтобы в каждом из них было по две нижних части газифицируемых моделей 4 промежуточных звеньев. После чего в опоку-контейнер 1 засыпают порции песка и уплотняют на вибростоле, затем на песок укладывают следующий уровень предварительно отлитых звеньев 8 цепи. При необходимости подобным образом укладывают третий уровень звеньев.
Для получения цепи большой длины вместо отдельного звена 8 цепи в опоку-контейнер 1 укладывают заранее отлитый отрезок 11 с необходимым количеством звеньев.
После укладки всех предварительно отлитых отдельных звеньев цепи нижние части газифицируемых моделей замыкают верхними частями по схеме «палец-втулка». Далее заполняют опоку-контейнер 1 песком 9 до верхней границы, производят уплотнение песка на вибростоле и устанавливают груз 10, снимают колпак 7 с сифонной трубки 6, и форма готова к заливке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2405651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2432225C1 |
| СПОСОБ ЛИТЬЯ ЦЕПИ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2453392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ОБЖИГОВОГО АГРЕГАТА | 2014 |
|
RU2561545C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ОБЖИГОВОГО АГРЕГАТА | 2014 |
|
RU2566237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2297899C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| Цепь для цепной завесы обжигового агрегата | 2021 |
|
RU2763971C1 |

Изобретение относится к области литейного производства. Способ включает предварительную отливку отдельных звеньев цепи, сборку цепи из газифицируемых моделей промежуточных звеньев, состоящих из двух частей, ранее отлитых отдельных звеньев цепи путем установки газифицируемых моделей промежуточных звеньев на лучах-литниках коллектора в опоке-контейнере. Газифицируемые модели промежуточных звеньев устанавливают на лучах-литниках коллектора путем крепления вертикальных цилиндрических питателей, каждый из которых выполнен коаксиально диаметральной оси своей газифицируемой модели, в вертикальные отверстия лучей-литников коллектора под углом в радиальной плоскости модели. Газифицируемые модели промежуточных звеньев устанавливают на лучах-литниках коллектора под углом от 0° до 360°. Достигается повышение качества получаемых цепей и расширение ассортимента цепей при сохранении качества смесей. 4 з.п. ф-лы, 4 ил.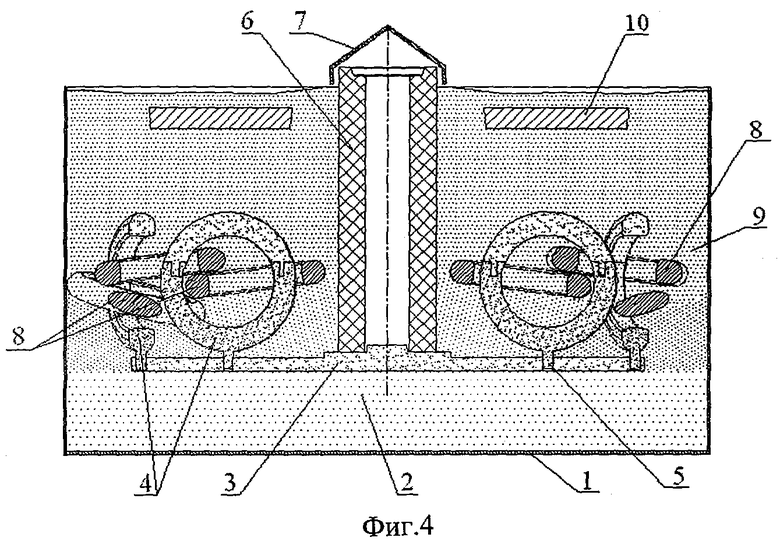
1. Способ изготовления цепи литьем по газифицируемым моделям, включающий предварительную отливку отдельных звеньев цепи, сборку цепи из газифицируемых моделей промежуточных звеньев, состоящих из двух частей, стыкующихся по схеме «палец-втулка», и ранее отлитых отдельных звеньев цепи путем установки газифицируемых моделей промежуточных звеньев на лучах-литниках коллектора в опоке-контейнере, отличающийся тем, что газифицируемые модели промежуточных звеньев устанавливают на лучах-литниках коллектора путем крепления вертикальных цилиндрических питателей, каждый из которых выполнен коаксиально диаметральной оси своей газифицируемой модели, в вертикальные отверстия лучей-литников коллектора под углом в радиальной плоскости модели, обеспечивающим свободную укладку предварительно отлитых отдельных звеньев цепи.
2. Способ по п.1, отличающийся тем, что изменяют длину лучей-литников в зависимости от количества устанавливаемых газифицируемых моделей промежуточных звеньев.
3. Способ по п.1, отличающийся тем, что газифицируемые модели промежуточных звеньев устанавливают на лучах-литниках коллектора под углом от 0 до 360°.
4. Способ по п.1, отличающийся тем, что в коллекторе на лучах-литниках устанавливают газифицируемые модели промежуточных звеньев различной конфигурации.
5. Способ по п.1, отличающийся тем, что в коллекторе на лучах-литниках количество вертикальных отверстий регулируют в зависимости от конфигурации звеньев цепи.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| РАСТВОР ДЛЯ ЗАКАНЧИВАНИЯ И ГЛУШЕНИЯ НИЗКОТЕМПЕРАТУРНЫХ ГАЗОВЫХ СКВАЖИН | 1997 |
|
RU2136717C1 |

