Конструкции, содержащие свободно сочлененные элементы типа цепи, широко применяются в промышленности. Например, цепи различного типа в шахтах для транспортировки угля, элеваторах - зерна, на обогатительных и агломерационных фабриках, в обжиговых клинкерных печах цементных и глиноземных заводов и т.д.
Известно несколько способов изготовления цепи. Наиболее распространен способ, заключающийся в гибке отдельных звеньев из отрезков прутка и последующей их сварки (см., например, ГОСТ 5.1925).
Недостатками этого способа являются снижение прочностных характеристик в зоне сварного шва, довольно высокая трудоемкость и стоимость изготовления цепи из жаростойких и износостойких сталей с низкой пластичностью.
Наиболее экономичным способом изготовления цепи является способ литья. Так, например, в соответствии с патентом №2135322 от 25.09.97 г. (прототип) предлагается изготавливать цепь литьем по газифицируемым моделям. При этом способ включает отливку отдельных звеньев цепи, установку их в опоку горизонтально в гнезда кондуктора, а газифицируемые модели промежуточных звеньев устанавливают в опоке вертикально и веерообразно вокруг центрального литника с коллектором, при этом внутри каждого отлитого звена располагают одной стороной две газифицируемые модели промежуточных звеньев. Этот способ является довольно производительным и эффективным, однако имеет некоторые недостатки.
Одним из них является установка предварительно отлитых звеньев цепи в гнездах кондуктора, размещенного в опоке. Требуется кондуктор на каждый тип цепи, причем изготавливать их необходимо на каждую сборку формы из-за значительной деформации после отливки цепи. Использование кондуктора усложняет сборку в процессе формовки и затрудняет его удаление из отлитого блока после освобождения отливок из опоки-контейнера. Кроме того, горизонтальное расположение в опоке предварительно отлитых звеньев требует увеличенных габаритов и, следовательно, материалоемкости опоки.
Установка в опоке газифицируемых моделей промежуточных звеньев вертикально и веерообразно в коллекторе вокруг центрального литника также требует увеличенного диаметра ее и массы песка.
Задачей предлагаемого изобретения является устранение вышеупомянутых недостатков прототипа, а именно сокращение габаритов и массы опоки-контейнера и исключения использования кондуктора при изготовлении цепи.
Сущность изобретения заключается в том, что
- каждый уровень предварительно отлитых звеньев цепи укладывают на слой уплотненного формовочного песка, после чего уложенные звенья засыпают песком до уровня укладки следующего слоя, уплотняют песок и укладывают звенья очередного уровня,
- предварительно отлитые звенья цепи первого уровня укладывают на уплотненный песок, плоскость которого расположена под углом +α к плоскости основания опоки, а звенья цепи второго уровня - под углом -α. Звенья последующих уровней укладываются аналогично с чередованием углов +α и -α,
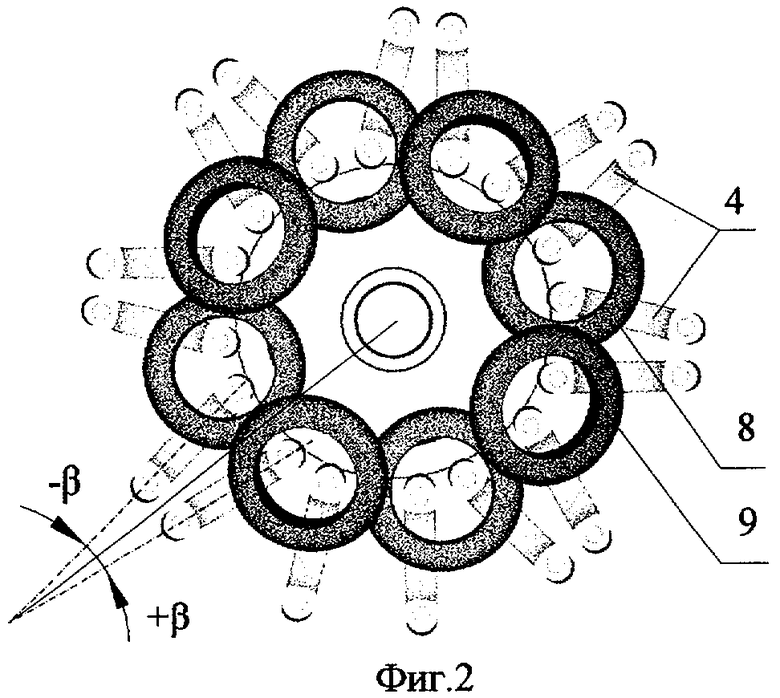
- каждую пару газифицируемых моделей звеньев в модельном блоке устанавливают под углом ±β к радиальной плоскости опоки.
Предлагаемый способ поясняется на примере изготовления цепи для завес клинкерных печей цементных заводов. Цепь изготавливается в форме.
На прилагаемых чертежах изображено:
на фиг.1 - форма в разрезе,
на фиг.2 - вид сверху на форму после укладки первого и второго уровней предварительно отлитых звеньев,
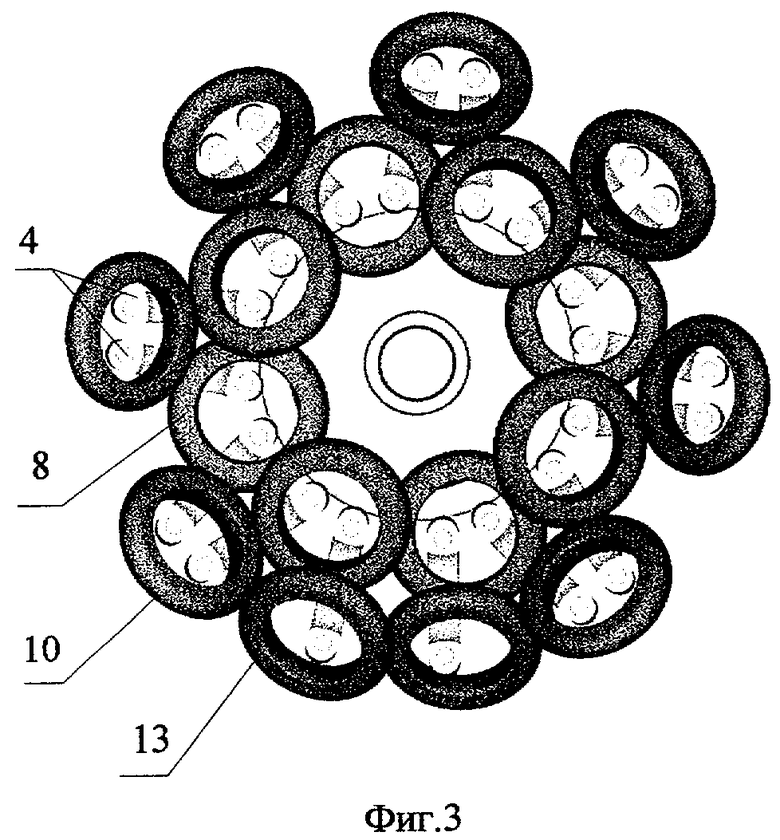
на фиг.3 - вид сверху на форму после укладки третьего уровня предварительно отлитых звеньев,
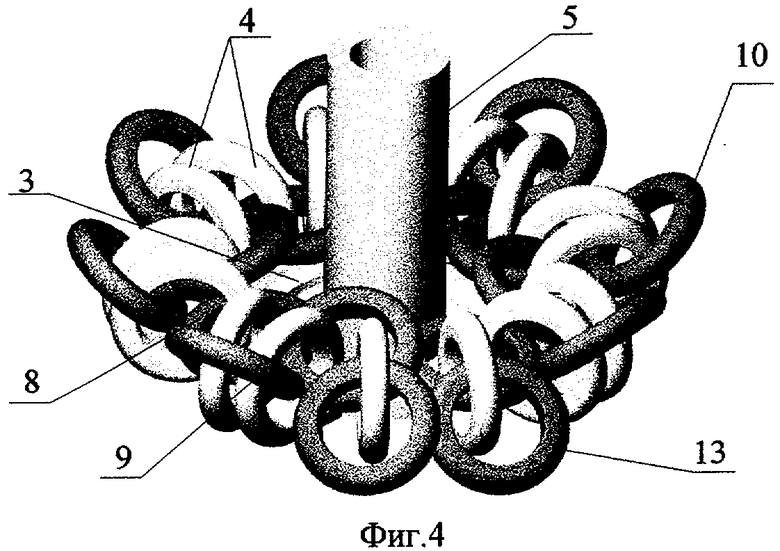
на фиг.4 - расположение предварительно отлитых и пенополистирольных звеньев под углами ±α и ±β.
Форма для изготовления цепи состоит из опоки-контейнера (1), на уплотненной песчаной постели установлена шамотная плашка (2). На постель с плашкой (2) установлен модельный блок; состоящий из коллектора (3) и вертикально расположенных в нем пенополистирольных моделей (4). На коллектор модельного блока установлена сифонная трубка (5), закрытая колпаком (6). Объем опоки-контейнера заполнен чистым кварцевым песком (7). По наружным и внутренним сторонам моделей промежуточных звеньев (4) модельного блока уложены предварительно отлитые звенья (8), (9)и (10). Причем внутри каждого предварительно отлитого звена расположены одной стороной две газифицируемые модели промежуточных звеньев. На песок (7) установлен груз (11). Опока-контейнер (1) закрыта крышкой (12). Вместо крышки может быть использована полиэтиленовая пленка (условно не показана), прикрытая сверху песком для предохранения от брызг заливаемого в форму металла.
Изготовление цепи производится следующим образом.
На первом этапе отливают звенья цепи. Для этого в опоку-контейнер (1) засыпают песок (7), устраивая постель, на которую по центру устанавливают плашку (2). Затем устанавливается модельный блок, на коллектор которого ставится сифонная трубка (5). Модельный блок собирается вставкой в Т-образные пазы на коллекторе (3) Т-образных хвостовиков питателей пенополистирольных моделей звена (4). При этом коллектор и модели выполнены из пенополистирола марки ПСВ-С. Сифонная трубка (5) закрывается колпаком (6) и опока-контейнер засыпается песком (7), который уплотняется на вибростоле (условно не показан). На песок укладывается груз (11), и опока-контейнер закрывается крышкой (12). Снимается защитный колпак (6), и форма готова для заливки металла.
В сифонную трубку (5) заливают расплавленный металл, от высокой температуры которого происходит деструкция модельного блока. Образующиеся газы выходят в верхнюю полость опоки-контейнера. Отсасываются насосом через штуцер на крышке (12), затем подаются в систему очистки газов (условно не показана).
После остывания отливки с опоки-контейнера (1) снимают крышку (12), убирают груз (11) и извлекают содержимое опоки-контейнера. Отливка поступает на обрубку. С помощью пневмоинструмента типа разжимной цанги звенья цепи отделяют от коллектора. При этом излом происходит по узкому сечению питателя. При необходимости место излома может быть зачищено. На этом процесс изготовления звеньев цепи закончен.
На втором этапе отливается цельная цепь. При этом используется та же опока-контейнер (1), в которую засыпают песок (7), устраивая постель. На постель по центру устанавливают плашку (2). Модельный блок собирается вставкой в Т-образные пазы на коллекторе (3) Т-образных хвостовиков питателей пенополистирольных моделей нижней части звена (4). При этом используются модели промежуточного звена, которые выполнены из двух частей с разъемом. Для сокращения габаритов опоки-контейнера целесообразно вертикальные газифицируемые модели звеньев цепи устанавливать в модельном блоке, попарно под углом ±β к радиальной плоскости опоки-контейнера, как показано на фиг.4. На плашку (2) устанавливается модельный блок, на коллектор которого ставится сифонная трубка (5). Сифонная трубка накрывается колпаком (6). Затем опоку-контейнер наполняют песком до уровня 2/3 высоты нижней части модели промежуточного звена (4) и уплотняют песок на вибростоле. После этого в уплотненном слое делается выборка песка с формированием его поверхности под углом +α к плоскости основания опоки-контейнера. Такая поверхность (конус) формируется вокруг центральной продольной оси опоки. На сформированную таким образом поверхность под углом +α укладывается первый уровень предварительно отлитых звеньев цепи (8) таким образом, чтобы в каждом звене было две нижних части последовательно расположенных пеномоделей (4), как показано на фиг.2. После чего в опоку-контейнер (1) засыпается следующая порция песка и уплотняется на вибростоле. Затем в песке формируется коническая поверхность под углом -α и укладывается следующий уровень предварительно отлитых звеньев цепи (9). При необходимости подобным образом укладываются третий уровень звеньев (10) и последующие (см. фиг.1 и 3). Для получения цепи большей длины вместо отдельного не замыкающего металлического звена (13) в опоку-контейнер (1) укладывается заранее отлитый отрезок с необходимым количеством звеньев.
После укладки всех предварительно отлитых звеньев нижние части пеномоделей звена замыкают верхними частями. Стыковка частей производится по схеме "гильза-втулка" (без использования клея). Затем заполняют опоку (1) песком (7) до верхней границы, производят уплотнение песка на вибростоле, устанавливают груз (11) и крышку (12). Затем снимают с сифонной трубки (5) колпак (6) и форма готова к заливке.
Заливка, извлечение отливки из опоки и отделение готовой цепи производится аналогично процессу, описанному на первом этапе. После зачистки (при необходимости) вновь отлитых звеньев цепи процесс ее изготовления закончен. Производится контроль качества цепи, ее маркировка и упаковка.
В предлагаемом способе установка предварительно отлитых звеньев цепи на слой уплотненного формовочного песка в несколько уровней позволяет избежать использование кондуктора для размещения в опоке-контейнере звеньев цепи. Это дает существенный практический эффект, заключающийся в снижении металлоемкости опоки, устранении затрат на изготовление кондуктора, сокращении времени и упрощении сборки формы, а затем и отделении полученной цепи от литниковой системы.
Расположение звеньев первого, второго и последующих уровней под углом (±α) к плоскости основания опоки позволяет уменьшить длину питателя пенополистирольной модели, что ведет к снижению отходов металла (повышению выхода годного), сократить диаметр опоки, что приводит к снижению массы опоки и сокращению потребного количества песка, а соответственно и энергозатрат на его подготовку.
Установка каждой пары газифицируемых моделей вертикально, веерообразно под углом (±β) к радиальной плоскости опоки также позволяет сократить ее диаметр.
В соответствии с предлагаемым способом изготовлена промышленная партия навесных цепей для цепных завес вращающихся клинкерных печей цементных заводов. Результаты изготовления промышленной партии показали, что выход годного увеличился на 4...9% по сравнению с прототипом, диаметр опоки может быть снижен на 6...10%, а масса используемого песка на каждую форму - 12...18%. Стоимость изготовления цепи снизилась на 5...11%.
Предлагаемый способ также может использоваться при производстве других, содержащих сочлененные элементы, металлоконструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ЦЕПИ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2453392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2405651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2432225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2297899C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям | 1990 |
|
SU1773550A1 |
| Способ изготовления выплавляемой или газифицируемой модели, армированной вставками | 1990 |
|
SU1792351A3 |
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
Изобретение относится к технологии изготовления свободно сочлененных конструкций типа цепей. Предварительно отливают отдельные звенья цепи. В опоку устанавливают модельный блок, на котором расположены вертикально и веерообразно вокруг центрального литника газифицируемые модели промежуточных звеньев. Каждую пару моделей звеньев цепи устанавливают под углом ±β к радиальной плоскости опоки-контейнера. Затем в модельный блок устанавливают предварительно отлитые звенья на двух и более уровнях. Каждый уровень звеньев укладывается с чередованием углов +α и -α к плоскости основания опоки-контейнера. После засыпки песком производят отливку цепи. Способ обеспечивает устранение затрат на расходуемую оснастку, снижение массы опоки и сокращение потребного количества песка, повышение выхода годного, что в конечном итоге приводит к снижению затрат по изготовлению цепи на 5...11%. 2 з.п. ф-лы, 4 ил.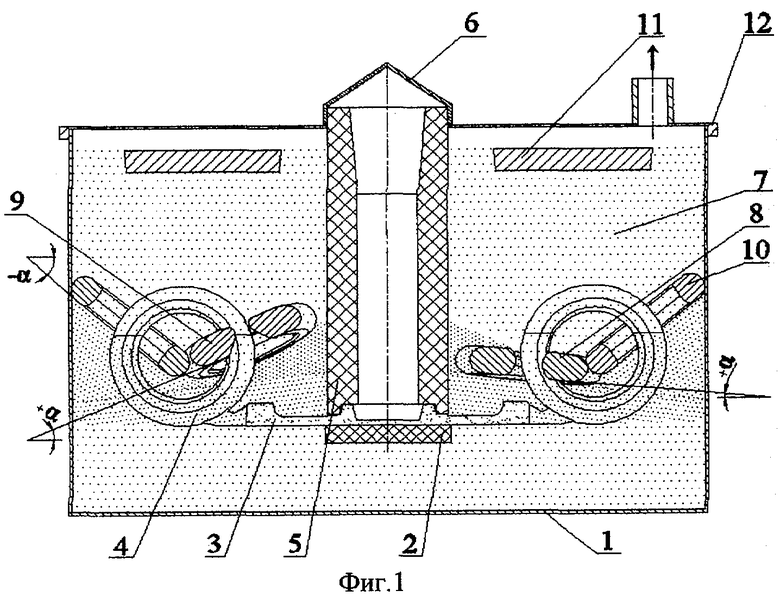
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| 0 |
|
SU246789A1 | |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ В ПЕСЧАНЫХ ФОРМАХ | 1998 |
|
RU2123903C1 |
| US 3427801 A, 18.02.1969. | |||

