Настоящее изобретение относится к области бурения скважин и, более конкретно, к способу изготовления статора для забойного двигателя.
Забойные двигатели (называемые также «гидравлическими забойными двигателями») являются мощными источниками энергии, используемыми в операциях бурения для вращения бурового долота, выработки электроэнергии и т.п. Как следует из термина «гидравлический забойный двигатель», такие забойные двигатели часто приводятся в действие буровым раствором (например, промывочным раствором). Такой буровой раствор также используется для смазки бурильной колонны и выноса шлама и, соответственно, часто содержит твердые частицы, такие как выбуренная порода ствола скважины, которые могут уменьшать жизненный цикл забойных двигателей.
Технической задачей настоящего изобретения является создание новых подходов для экономически эффективного изготовления забойных двигателей и компонентов забойного двигателя, являющихся экономически эффективными и облегчающими быструю замену в полевых условиях.
Поставленная задача достигается с помощью способа изготовления статора для забойного двигателя, причем способ содержит этапы создания шпинделя, имеющего наружную геометрию, комплементарную с необходимой внутренней геометрией статора, наложения гибкого рукава поверх шпинделя, обеспечения трубы статора, имеющей внутреннюю поверхность, нанесения связывающего вещества на внутреннюю поверхность трубы статора, установки гибкого рукава и шпинделя в трубе статора, ввод армирующего материала в трубу статора для заполнения пространства между гибким рукавом и трубой статора и отверждение армирующего материала для связывания армирующего материала с гибким рукавом и трубой статора и удаление шпинделя из статора так, что изготавливается статор.
Согласно аспектам настоящего изобретения труба статора может иметь по существу круглый внутренний профиль. В других аспектах настоящего изобретения труба статора имеет по существу круглый наружный профиль.
Согласно аспектам настоящего изобретения дополнительно описана подготовка внутренней поверхности трубы статора для связывания, при этом этап подготовки внутренней поверхности трубы статора для связывания включает в себя один или несколько этапов, выбранных из группы, состоящей из следующего: очистки внутренней поверхности трубы статора, обезжиривания внутренней поверхности трубы статора, пескоструйной обработки внутренней поверхности трубы статора и дробеструйной обработки внутренней поверхности трубы статора.
Согласно данной заявке настоящее изобретение может дополнительно включать в себя этап удаления изношенной модульной вставки статора из трубы статора. Кроме того, можно создавать вакуум между шпинделем и гибким рукавом для плотного прилегания гибкого рукава к наружной геометрии шпинделя.
Согласно аспектам настоящего изобретения способ может дополнительно содержать нанесение связывающего вещества на гибкий рукав для обеспечения связывания гибкого рукава с армирующим материалом. Кроме того, рукав настоящего изобретения может являться эластомером. Эластомер может содержать одно или несколько соединений, выбранных из группы, состоящей из следующего: резины, натурального каучука (NR), синтетического полиизопрена (IR), бутилкаучука, галогенированного бутилкаучука, полибутадиена (BR), нитрилового каучука, бутадиен-нитрильного каучука (NBR), гидрогенизированного бутадиен-нитрильного каучука (HNBR), карбоксилированного гидрогенизированного бутадиен-нитрильного каучука (XHNBR), фторуглеродного каучука (FKM), перфторэластомеров (FFKM) и хлоропренового каучука (CR).
Кроме того, армирующий материал настоящего изобретения может являться композитом, полимером и/или некоторой их комбинацией. В одном аспекте настоящего изобретения армирующий материал содержит одно или несколько соединений, выбранных из группы, состоящей из следующего: эпоксидных смол, полиимидов, поликетонов, полиэфирэфиркетонов (PEEK), фенолоальдегидных смол, полифениленсульфидов (PPS), цементов и керамики.
Кроме того, армирующий материал может иметь форму, выбранную из группы, состоящей из следующего: жидкости, пасты, суспензии, порошка и гранулированного состава.
Согласно аспектам настоящего изобретения труба статора может содержать материал, выбранный из группы, состоящей из следующего: железа, стали, инструментальной стали, углеродистой стали, вольфрамовой стали, латуни и меди. Кроме того, шпиндель может содержать материал, выбранный из группы, состоящей из следующего: железа, стали, инструментальной стали, углеродистой стали, вольфрамовой стали, латуни и меди.
В некоторых вариантах осуществления настоящего изобретения шпиндель может иметь покрытие из разделительного состава.
Согласно настоящему изобретению статор для забойного двигателя содержит гибкий рукав, включающий в себя внутреннюю поверхность и наружную поверхность, причем внутреннюю поверхность, образующую внутреннюю винтообразную полость, включающую в себя совокупность внутренних винтовых зубьев, трубу статора, включающую в себя внутреннюю поверхность, и армирующий материал, связанный с наружной поверхностью гибкого рукава и внутренней поверхностью трубы статора.
Согласно настоящему изобретению забойный двигатель содержит статор, содержащий трубу статора, гибкий рукав, включающий в себя внутреннюю поверхность и наружную поверхность, причем внутреннюю поверхность, образующую внутреннюю винтообразную полость, включающую в себя совокупность внутренних винтовых зубьев; и армирующий материал, окружающий наружную поверхность, причем армирующий материал, связанный с наружной поверхностью гибкого рукава и внутренней поверхностью трубы статора, и ротор, размещенный в статоре.
Для более полного понимания характера и задач настоящего изобретения ниже приведено подробное описание с прилагаемыми чертежами, на которых одинаковыми позициями указаны соответствующие части на нескольких фигурах и на которых показано следующее.
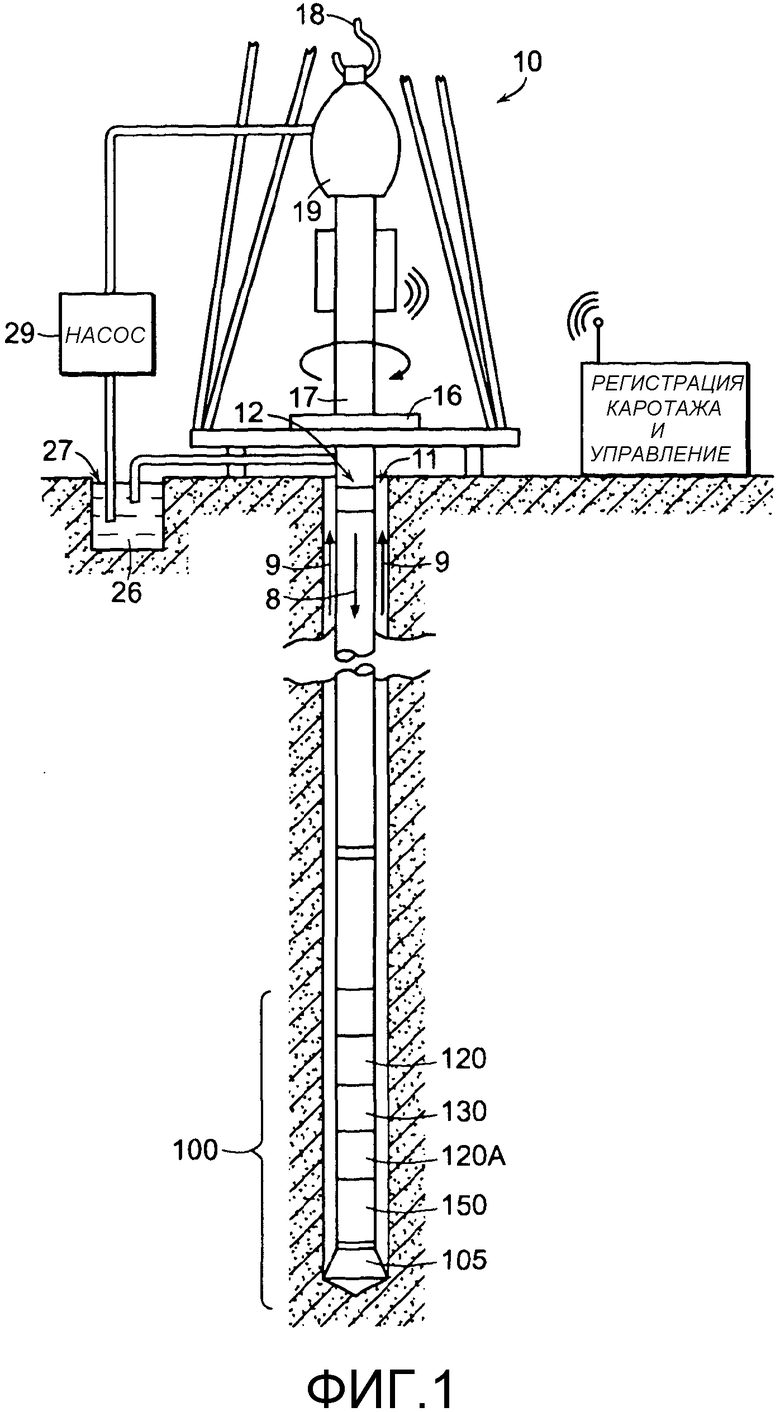
На фиг. 1 показана система буровой, на которой настоящее изобретение можно использовать.
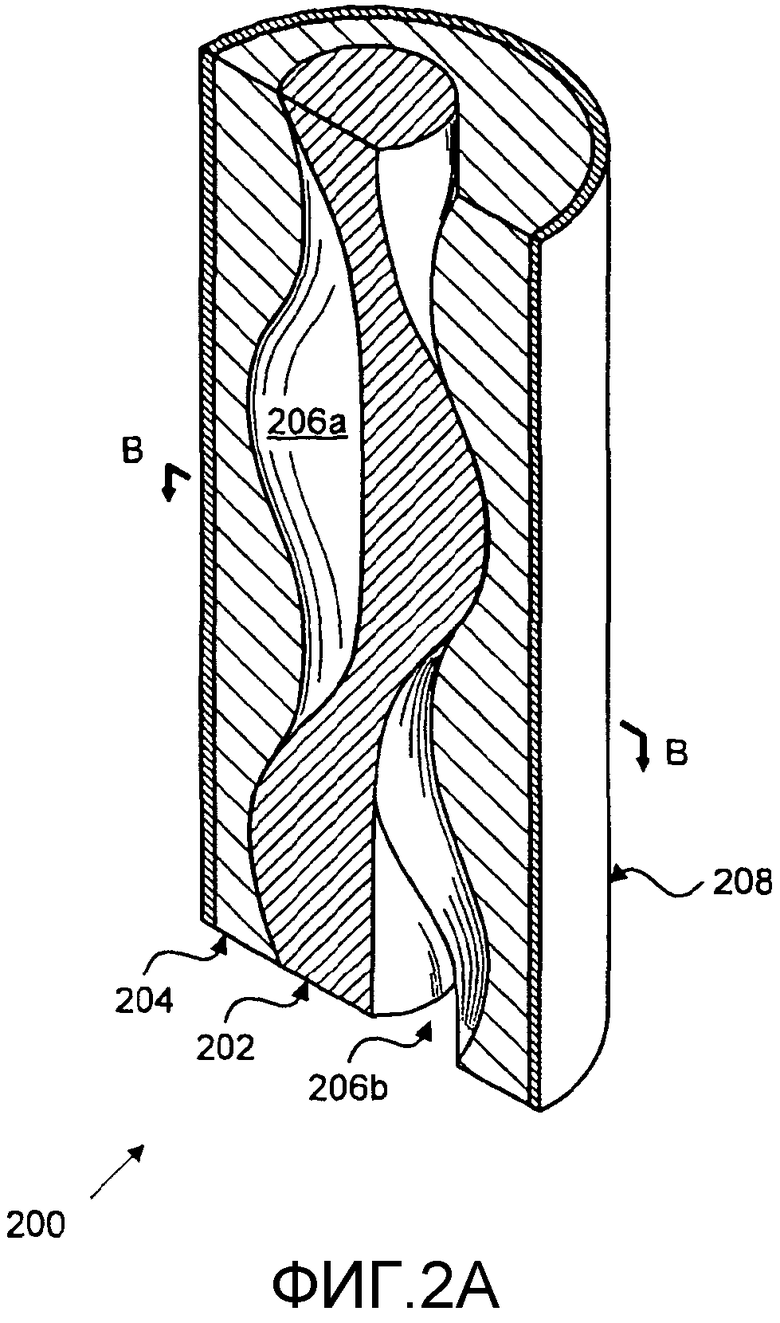
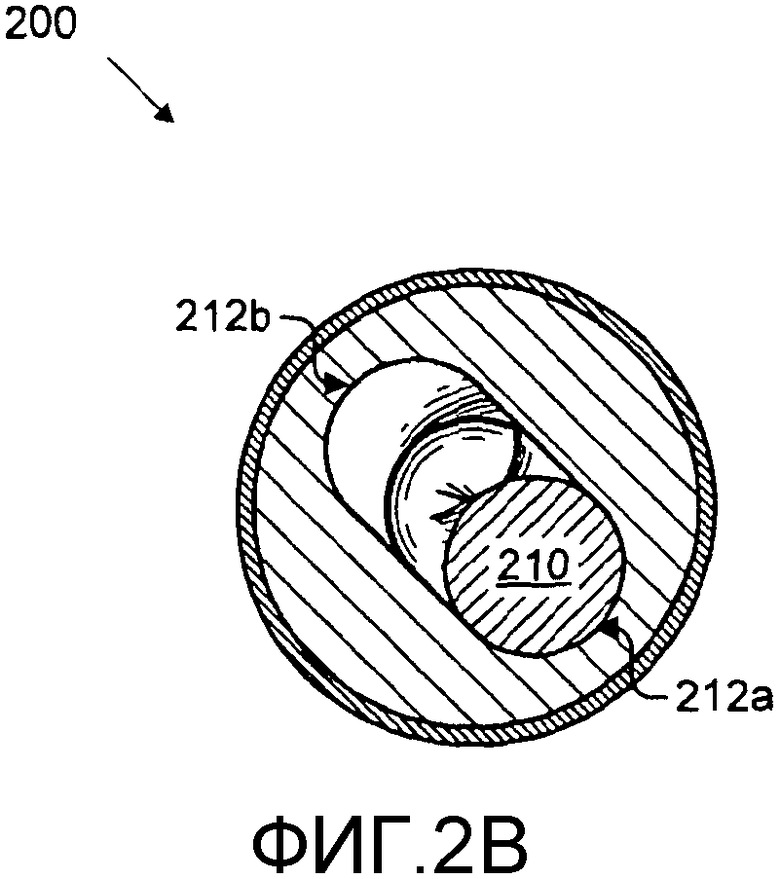
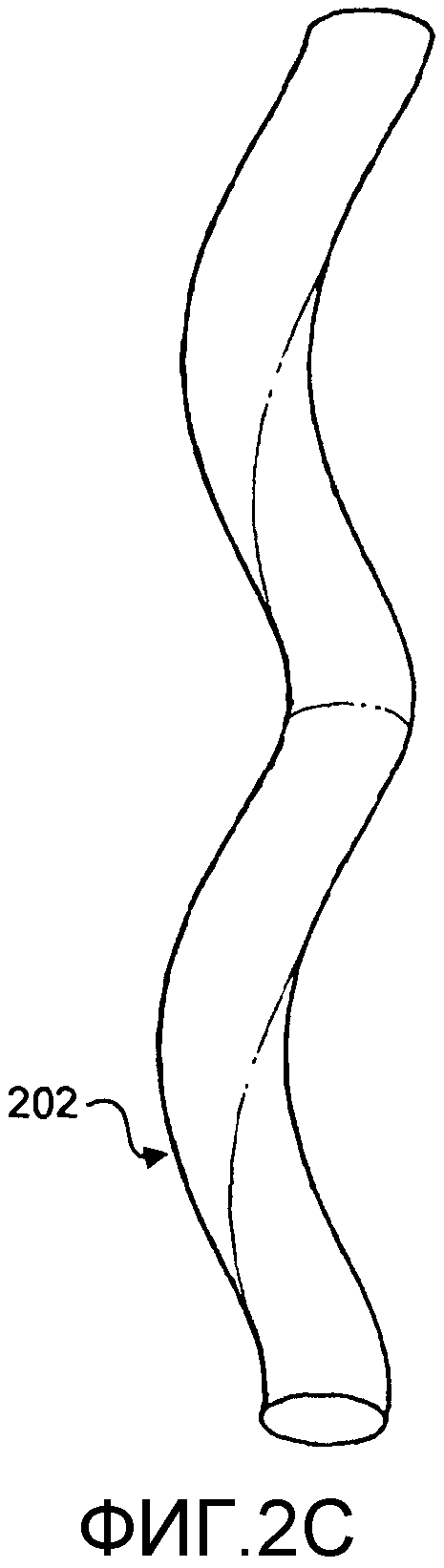
На фиг.2A-2C показан винтовой (объемный) забойный двигатель типа обращенного одновинтового насоса Муано, имеющий профиль винтовых зубьев 1:2 согласно одному варианту осуществления изобретения.
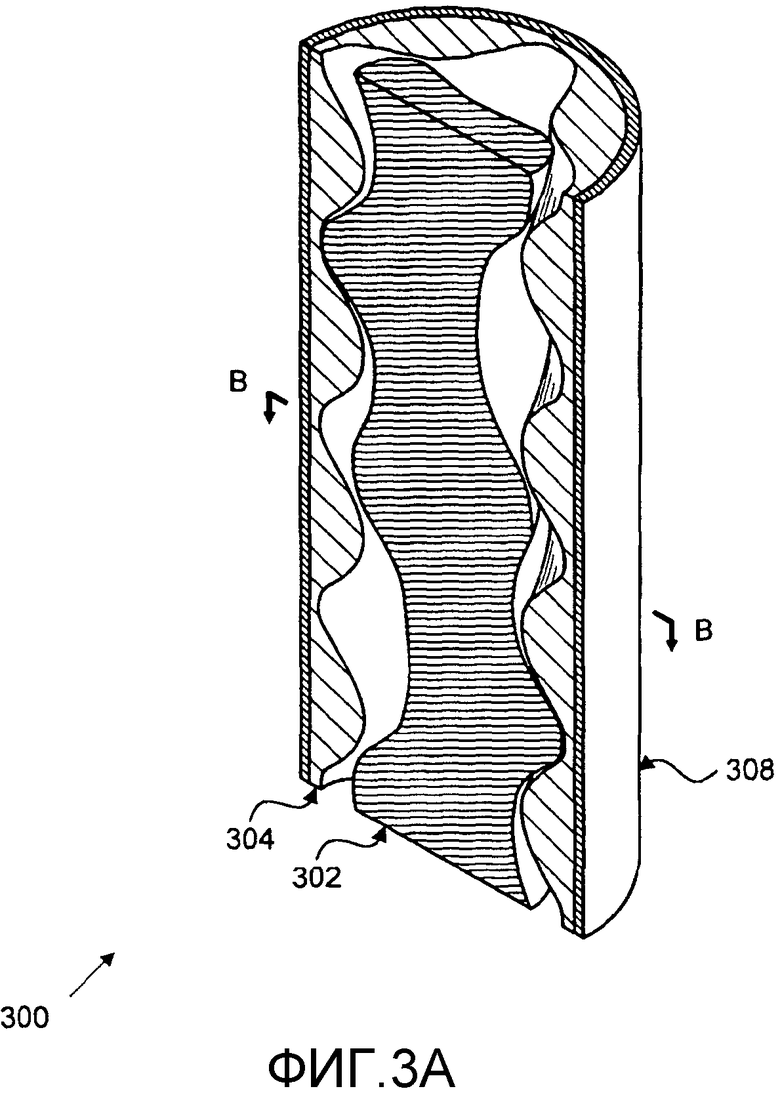
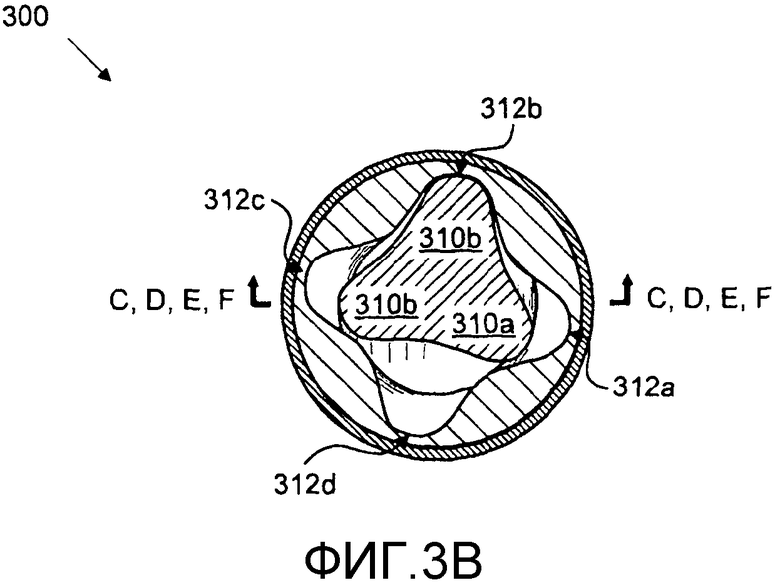
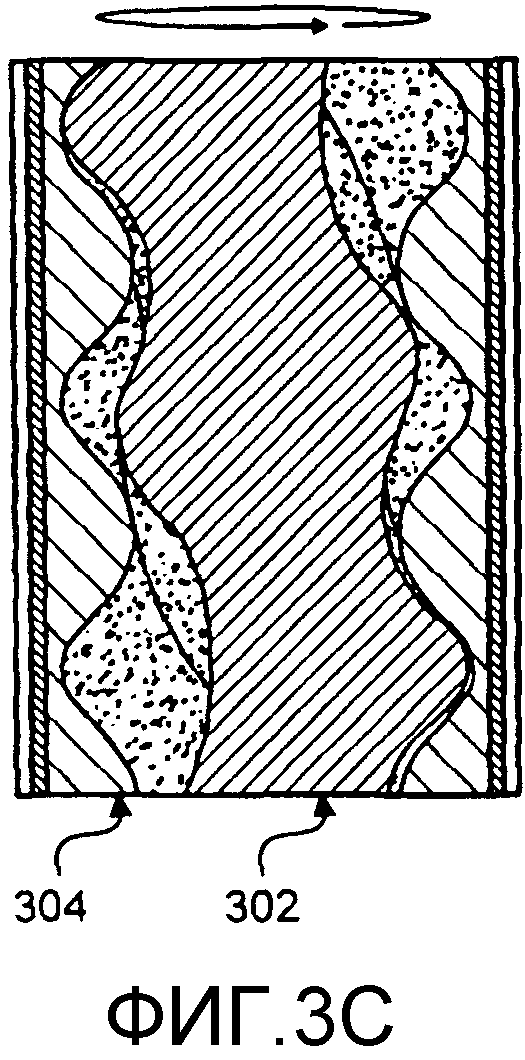
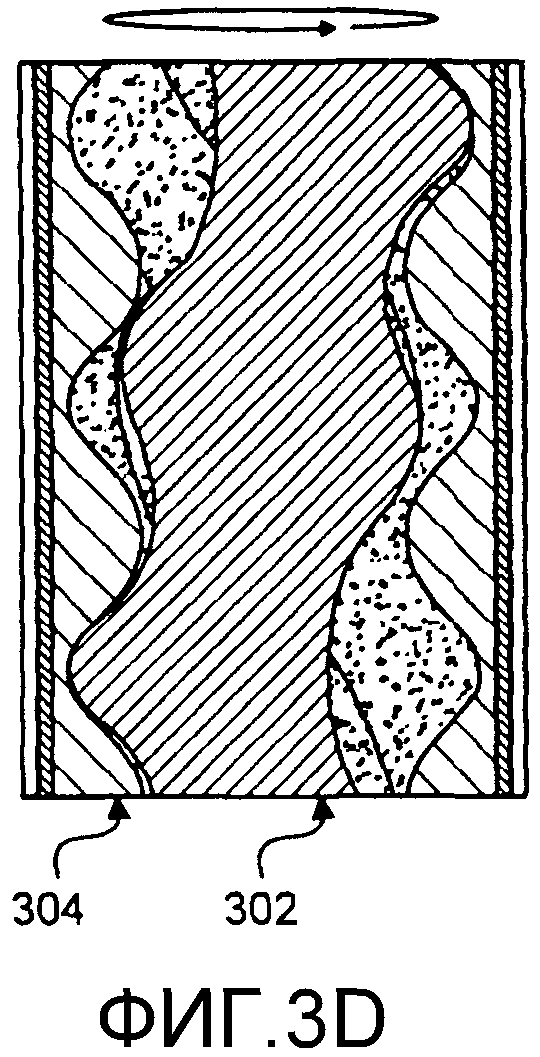
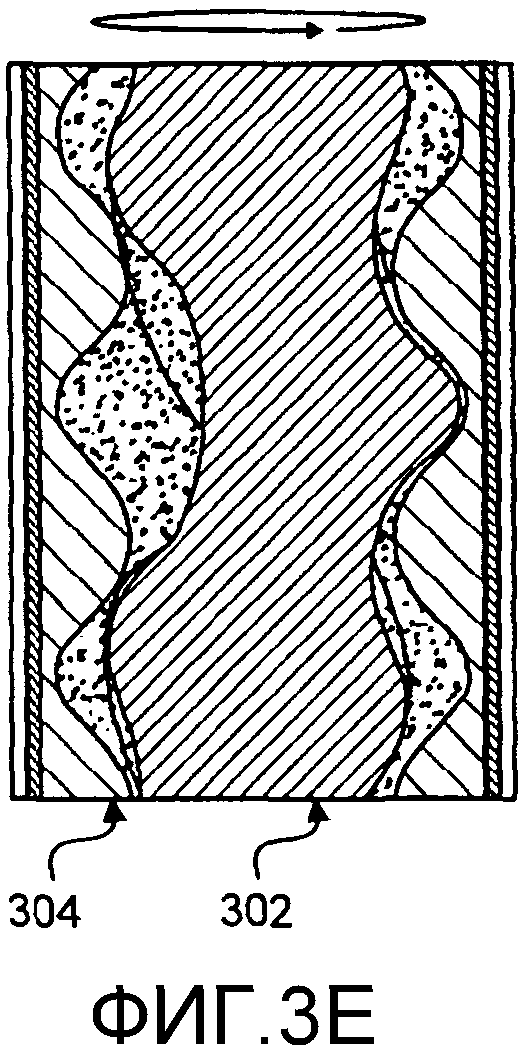
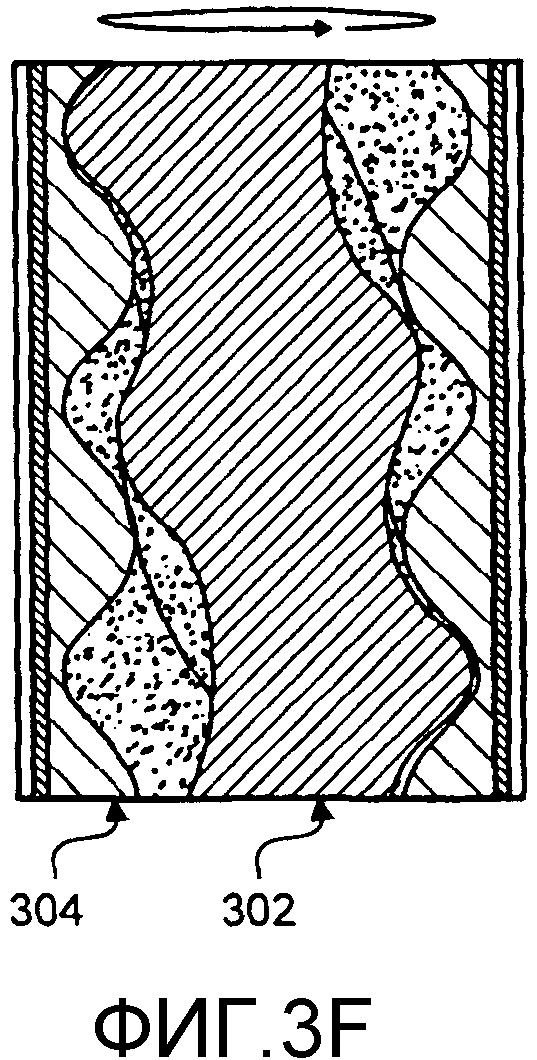
На фиг.3A-3F показан винтовой (объемный) забойный двигатель типа обращенного одновинтового насоса Муано, имеющий профиль винтовых зубьев 3:4 согласно одному варианту осуществления изобретения.
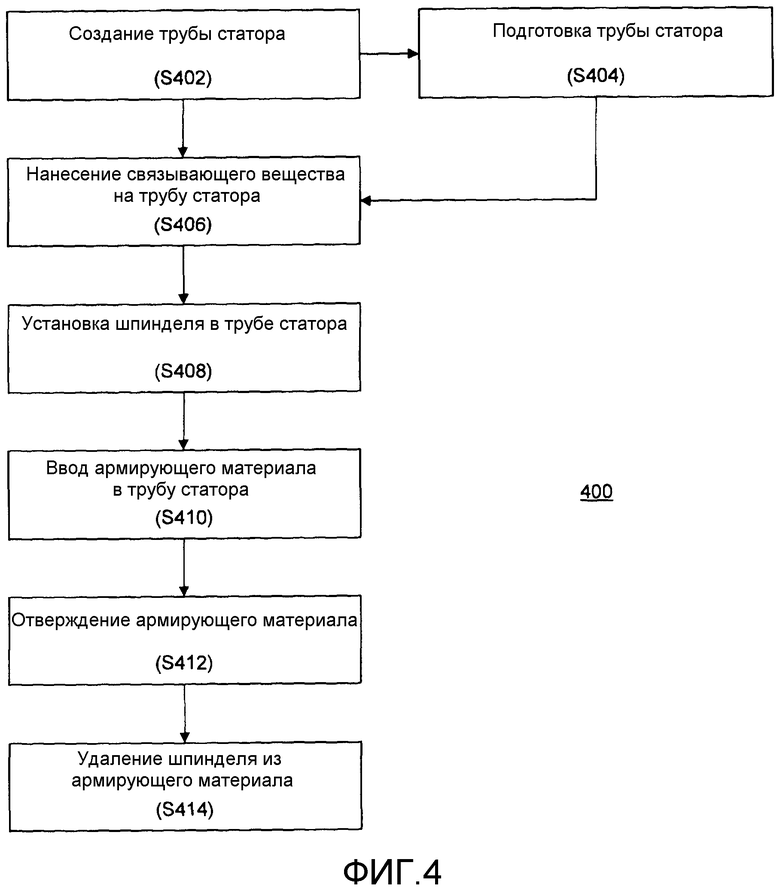
На фиг.4 и 5A-5D показан способ изготовления статора согласно одному варианту осуществления изобретения.
На фиг.6 и 7A-7D показан способ изготовления вставки статора согласно одному варианту осуществления изобретения.
На фиг.8 показана труба статора и вставки статора, имеющие геометрию со шлицами согласно одному варианту осуществления изобретения.
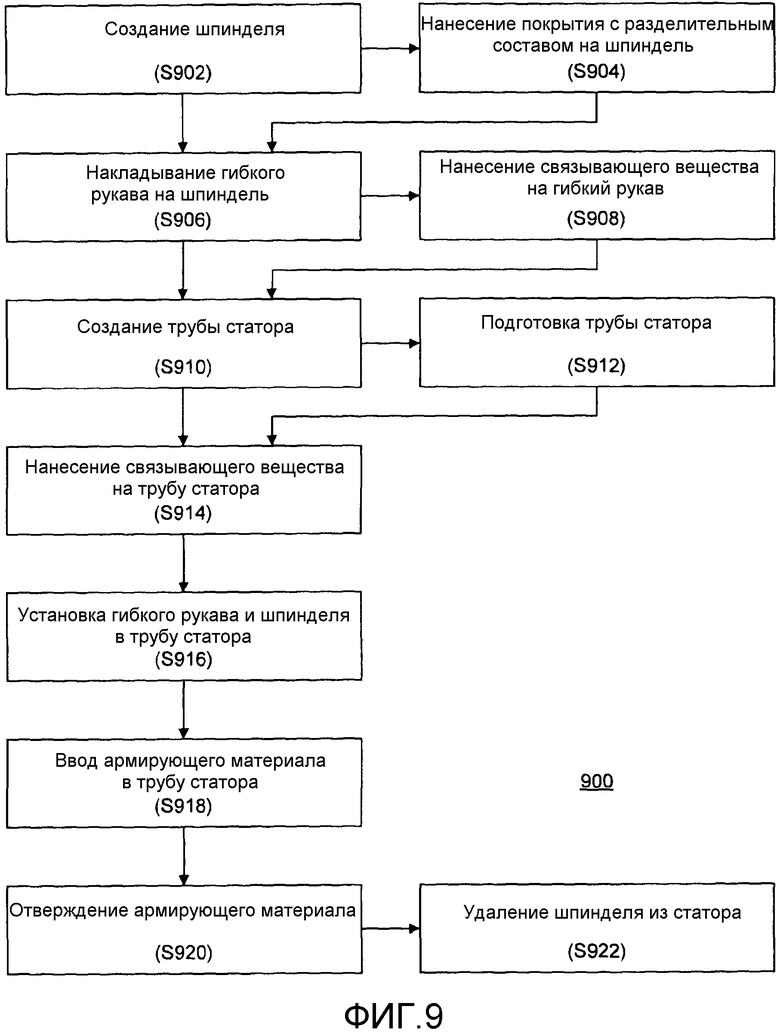
На фиг.9 показан альтернативный способ изготовления статора согласно одному варианту осуществления изобретения.
В вариантах осуществления изобретения созданы статоры и вставки статора для забойных двигателей, способы их изготовления и забойные двигатели с ними. Различные варианты осуществления изобретения можно использовать в системах буровой.
Система буровой
На фиг.1 показана система буровой, на которой настоящее изобретение можно использовать. Буровая может быть сухопутной или морской. В данном примере системы ствол 11 скважины выполняют в подземных пластах с помощью роторного бурения хорошо известным способом. В вариантах осуществления изобретения можно также использовать наклонно-направленное бурение, как описано ниже в данном документе.
Бурильная колонна 12 подвешена в стволе 11 скважины и имеет компоновку низа бурильной колонны (КНБК) 100, которая включает в себя буровое долото 105 на своем нижнем конце. Наземная часть системы включает в себя компоновку 10 основания и вышки, установленные над стволом 11 скважины, причем компоновку 10, включающую в себя ротор 16, ведущую бурильную трубу 17, крюк 18 и вертлюг 19. Бурильную колонну 12 вращает ротор 16, приводимый в действие средством, которое не показано, соединяющийся с ведущей бурильной трубой 17 на верхнем конце бурильной колонны. Бурильная колонна 12 подвешена на крюке 18, прикрепленном к талевому блоку (также не показано) через ведущую бурильную трубу 17 и вертлюг 19, что обеспечивает вращение бурильной колонны относительно крюка. Как хорошо известно, можно альтернативно использовать систему верхнего привода.
В примере данного варианта осуществления наземная система дополнительно включает в себя буровой раствор или промывочный раствор 26, находящийся в емкости 27 на буровой площадке. Насос 29 подает буровой раствор 26 внутрь бурильной колонны 12 через окно в вертлюге 19, обуславливая перемещение бурового раствора вниз через бурильную колонну 12, как показано стрелкой 8. Буровой раствор выходит из бурильной колонны 12 через окна в буровом долоте 105 и затем циркулирует вверх через зону кольцевого пространства между наружной поверхностью бурильной колонны и стенкой ствола скважины, в направлении, показанном стрелками 9. В данном хорошо известном способе буровой раствор смазывает буровое долото 105 и уносит на поверхность выбуренную породу при возврате в емкость 27 для повторной циркуляции.
Компоновка 100 низа бурильной колонны показанного варианта осуществления включает в себя модуль 120 (LWD) каротажа во время бурения, модуль 130 (MWD) измерений во время бурения, роторную управляемую систему и двигатель и буровое долото 105.
Модуль 120 каротажа во время бурения размещается в специальной утяжеленной бурильной трубе, как известно в технике, и может содержать один или множество известных каротажных инструментов. Следует также понимать, что можно использовать несколько модулей каротажа во время бурения и/или измерений во время бурения, например, как представлено позицией 120A. (Ссылки на модуль 120 могут альтернативно также означать модуль позиции 120A.) Модуль каротажа во время бурения обладает возможностями измерения, обработки и хранения информации, а также осуществления связи с наземным оборудованием. В настоящем варианте осуществления модуль каротажа во время бурения включает в себя устройство измерения давления.
Модуль 130 измерений во время бурения также размещается в специальной утяжеленной бурильной трубе, как известно в технике, и может содержать одно или несколько устройств для измерения характеристик бурильной колонны и бурового долота. Инструмент измерений во время бурения дополнительно включает в себя устройство (не показано) для генерирования электроэнергии для скважинной системы. Такое устройство может обычно включать в себя забойный турбогенератор (также известный как «забойный турбинный двигатель»), приводимый в действие потоком бурового раствора, следует понимать, что можно использовать и другие системы электропитания и/или батареи. В настоящем варианте осуществления модуль измерений во время бурения включает в себя одно или несколько следующих измерительных устройств: устройство измерения осевой нагрузки на долото, устройство измерения крутящего момента, устройство измерения вибрации, устройство измерения ударной нагрузки, устройство измерения прихвата и проскальзывания, устройство измерения азимута и инклинометр.
В частности, предпочтительным является использование, системы, соединенной с управлением направлением бурения или «наклонно-направленным бурением». В данном варианте осуществления создана подсистема 150 роторного управляемого бурения (фиг.1). Наклонно-направленное бурение является намеренным отклонением ствола скважины от естественной траектории. Другими словами, наклонно-направленное бурение является управлением направлением бурильной колонны так, что колонна перемещается в нужном направлении.
Наклонно-направленное бурение является, например, предпочтительным в морском бурении, поскольку обеспечивает бурение множества скважин с одной платформы. Наклонно-направленное бурение также обеспечивает горизонтальное бурение через коллектор. Горизонтальное бурение обеспечивает пересечение коллектора отрезком большей длины ствола скважины, что увеличивает дебит скважины.
Систему наклонно-направленного бурения можно также использовать в вертикальном бурении. Часто буровое долото отклоняется от заданного направления проектной траектории бурения по причине непредсказуемого характера пластов проходки или изменения сил, действующих на буровое долото. Когда такое отклонение происходит, систему наклонно-направленного бурения можно использовать для приведения бурового долота обратно на курс.
Известный способ наклонно-направленного бурения включает в себя использование роторных управляемых систем («РУС»). В РУС бурильную колонну вращают с поверхности, и забойные устройства обуславливают бурение буровым долотом в нужном направлении. Вращение бурильной колонны значительно уменьшает возможность застревания бурильной колонны или прихвата во время бурения. Роторные управляемые системы для бурения наклонно-направленных стволов скважины в геологической среде можно, в общем, классифицировать как системы «отталкивания всей компоновки» или «позиционирования долота».
В системе позиционирования долота ось вращения бурового долота отклоняется от локальной оси компоновки низа бурильной колонны в общем направлении нового ствола. Ствол проводится согласно обычной трехточечной геометрии, образованной верхней и нижней точками касания центратора с жесткими лопастями и буровым долотом. Угол отклонения оси бурового долота в соединении с конечным расстоянием между буровым долотом и нижним центратором дает в результате условие неколлинеарности, требуемое для создания кривой. Существует много способов достижения данного условия, включающие в себя фиксированное искривление в точке компоновки низа бурильной колонны вблизи нижнего центратора или изгиб приводного вала бурового долота между верхним и нижним центратором. В идеализированной форме, от бурового долота не требуется бокового разрушения породы, поскольку ось долота непрерывно поворачивается в направление искривленного ствола. Примеры роторных управляемых систем с позиционированием долота и способов управления ими описаны в патентах США №№ 6394193; 6364034; 6244361; 6158529; 6092610; и 5113953; и публикациях патентов США №№ 2002/0011359 и 2001/0052428.
В роторной управляемой системе отталкивания всей компоновки обычно нет специально идентифицированного механизма для отклонения оси долота от локальной оси компоновки низа бурильной колонны; вместо этого требуемое условие неколлинеарности получают, обуславливая приложение внецентренного усилия верхним и/или нижним центратором или смещение в направлении предпочтительной ориентации относительно направления продвижения ствола. Также, существует много способов, которыми можно достигать указанного, включающих в себя использование не вращающихся (относительно ствола) эксцентричных центраторов (подходы на основе смещения) и эксцентричных исполнительных механизмов, прикладывающих усилие к буровому долоту для необходимого управления направлением направлении. Также, управление направлением получают, создавая условие неколлинеарности между буровым долотом и, по меньшей мере, двумя другими точками касания. В идеализированной форме, от бурового долота требуется боковое разрушение породы для создания искривленного ствола. Примеры роторных управляемых систем отталкивания всей компоновки и способов их работы описаны в патентах США №№ 6089332; 5971085; 5803185; 5778992; 5706905; 5695015; 5685379; 5673763; 5603385; 5582259; 5553679; 5553678; 5520255; и 5265682.
Забойные двигатели
На фиг.2A-2C показан винтовой (объемный) забойный двигатель 200 типа обращенного одновинтового насоса Муано. Забойный двигатель 200 включает в себя ротор 202, размещенный в статоре 204. Ротор 202 может представлять собой винтообразный элемент, изготовленный из жесткого материала, такого как металлы, смолы, композиты и т.п. Статор 204 может иметь продолговатую винтообразную форму и изготавливаться из эластомеров, обеспечивающих вращение ротора 202 в статоре 204 при проходе текучей среды между камерами 206, образующимися между ротором 202 и статором 204. В некоторых вариантах осуществления статор 204 размещается в трубе 208 статора, которая может частично ограничивать деформацию статора 204 при вращении ротора 202 и может защищать внешнюю поверхность статора 204 от износа.
Забойные двигатели 200 могут изготавливаться в различных конфигурациях. В общем, при рассмотрении поперечного сечения, показанного на фиг.1B, ротор 202 имеет n r винтовых зубьев, и статор 204 имеет n s винтовых зубьев, при этом n s=n r+1. Например, на фиг.2A-2C показан забойный двигатель 200 с профилем винтовых зубьев 1:2, в котором ротор 202 имеет один винтовой зуб 210, и статор 204 имеет два винтовых зуба 212. На фиг.3A-3F показан забойный двигатель 300 с профилем винтовых зубьев 3:4 в котором ротор 302 имеет три винтовых зуба 310, и статор 304 имеет четыре винтовых зуба 312. Другие примеры профилей винтовых зубьев включают в себя 5:6, 7:8, 9:10 и т.п.
Вращение ротора 302 показано на фиг.3C-3F.
Забойные двигатели дополнительно описаны в ряде публикаций, таких как патенты США №№ 7442019; 7396220; 7192260; 7093401; 6827160; 6543554; 6543132; 6527512; 6173794; 5911284; 5221197; 5135059; 4909337; 4646856 и 2464011; публикации патентных заявок США №№ 2009/0095528; 2008/0190669; и 2002/0122722; и публикации William C. Lyons et al., Air & Gas Drilling Manual: Applications for Oil & Gas Recovery Wells & Geothermal Fluids Recovery Wells § 11.2 (3d ed. 2009); G.Robello Samuel, Downhole Drilling Tools: Theory & Practice for Engineers & Students 288-333 (2007); Standard Handbook of Petroleum & Natural Gas Engineering 4-276 - 4-299 (William C. Lyons & Gary J. Plisga eds. 2006); и 1 Yakov A. Gelfgat et al., Advanced Drilling Solutions: Lessons from the FSU 154-72 (2003).
Способы изготовления статоров
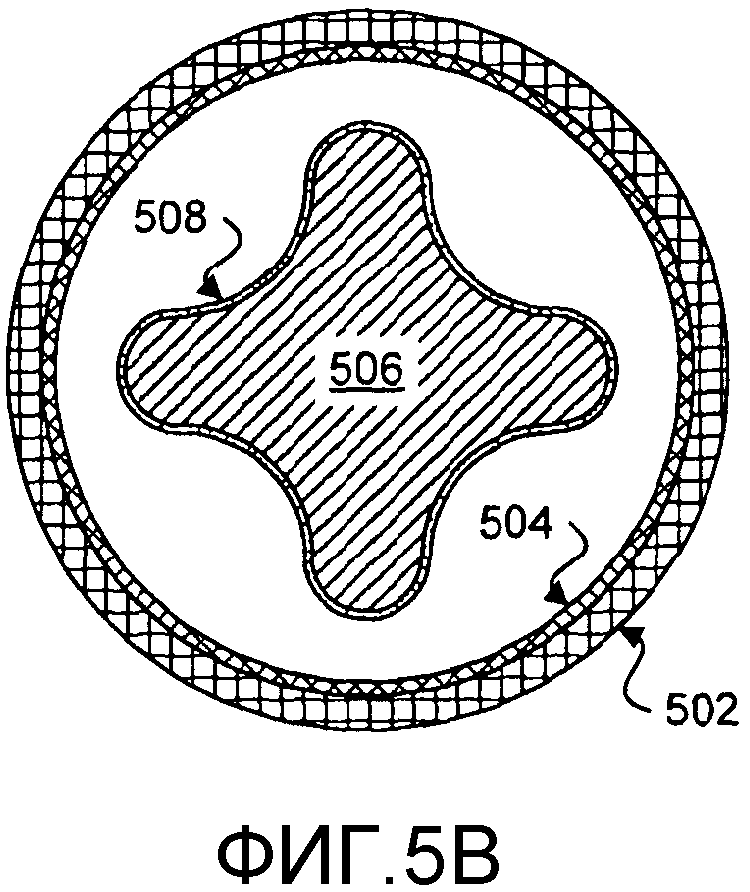
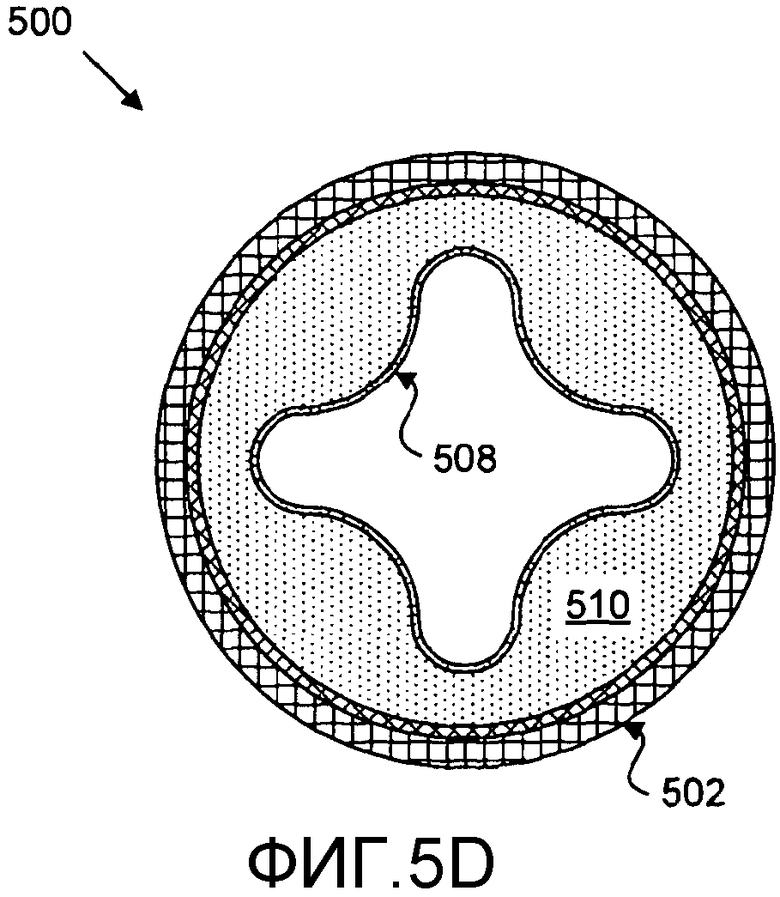
На фиг.4 в контексте фиг.5A-5D показан способ 400 изготовления статора 500. Поперечные сечения показаны без привязки по глубине на фиг.5A-5D для упрощения показа и понимания.
На этапе S402 создают трубу 502 статора. Как рассмотрено в данном документе, труба 502 статора может быть выполнена из жесткого материала. Например, труба 502 статора может быть изготовлена из железа, стали, инструментальной стали, углеродистой стали, вольфрамовой стали, латуни, меди и т.п.
Если необходимо, на этапе S404 готовят внутреннюю поверхность трубы 502 статора. В некоторых вариантах осуществления изношенную вставку статора удаляют из трубы 502 статора. В других вариантах осуществления внутреннюю поверхность трубы 502 статора очищают, обезжиривают, подвергают пескоструйной обработке, подвергают дробеструйной обработке, и т.п.
На этапе S406 связывающее вещество 504 наносят на внутреннюю поверхность трубы 502 статора. Связывающее вещество 504 может быть однослойным связывающим веществом и/или многослойным связывающим веществом. Специалист в данной области техники должен учитывать, что существует ряд подходящих связывающих веществ, включающих в себя, без ограничения этим, эпоксидную смолу, фенолоальдегидную смолу, полиэфирную смолу и/или любое число подходящих альтернатив.
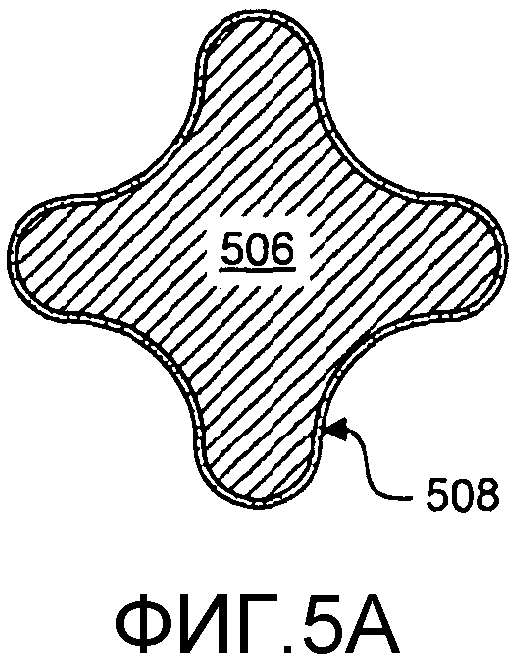
На этапе S408 шпиндель 506 устанавливают в трубе 502 статора. Предпочтительно шпиндель 506 центрируют в трубе 502 статора так, что продольная ось шпинделя 506 становится соосной с продольной осью трубы 502 статора. Шпиндель 506 имеет наружную геометрию, комплементарную с необходимой внутренней геометрией статора 500, подлежащего изготовлению. Например, шпиндель 506 может иметь продолговатую винтообразную форму и иметь n s винтовых зубьев (например, четыре винтовых зуба в варианте осуществления, показанном на фиг.5A).
В некоторых вариантах осуществления шпиндель 506 снабжен покрытием из разделительного состава (не показано) для обеспечения удаления шпинделя 506. Кроме того и/или альтернативно, один и/или несколько упругих слоев 508 можно нанести на шпиндель 506 (например, поверх разделительного состава) для упрочнения статора 500. Для ясности, термины «армирующий/упругий слой» используются взаимозаменяемо в настоящем подробном описании. Например, упругий слой 508 может быть выполнен из эластомеров, таких как резина, натуральный каучук (NR), синтетический полиизопрен (IR), бутилкаучук, галогенированный бутилкаучук, полибутадиен (BR), нитриловый каучук, бутадиен-нитрильный каучук (NBR), гидрогенизированный бутадиен-нитрильный каучук (HNBR), карбоксилированный гидрогенизированный бутадиен-нитрильный каучук (XHNBR), хлоропреновый каучук (CR) и т.п. В других вариантах осуществления упругий слой 508 можно армировать волокном и/или текстильным материалом, таким как полиарамидные синтетические волокна, такие как волокно KEVLAR®, поставляемые E.I. Du Pont de Nemours and Company of Wilmington, Delaware.
В некоторых вариантах осуществления связывающее вещество (не показано) наносят на упругий слой 508. Связывающее вещество может быть однослойным связывающим веществом или многослойным связывающим веществом.
На этапе S410 армирующий материал 510 вводят в трубу 502 статора. Примеры подходящих армирующих материалов 510 рассмотрены в данном документе.
На этапе S412 армирующий материал 510 отверждается, как рассмотрено в данном документе.
На этапе S414 шпиндель 506 удаляют из отвержденного статора 500.
Способы изготовления вставок статора
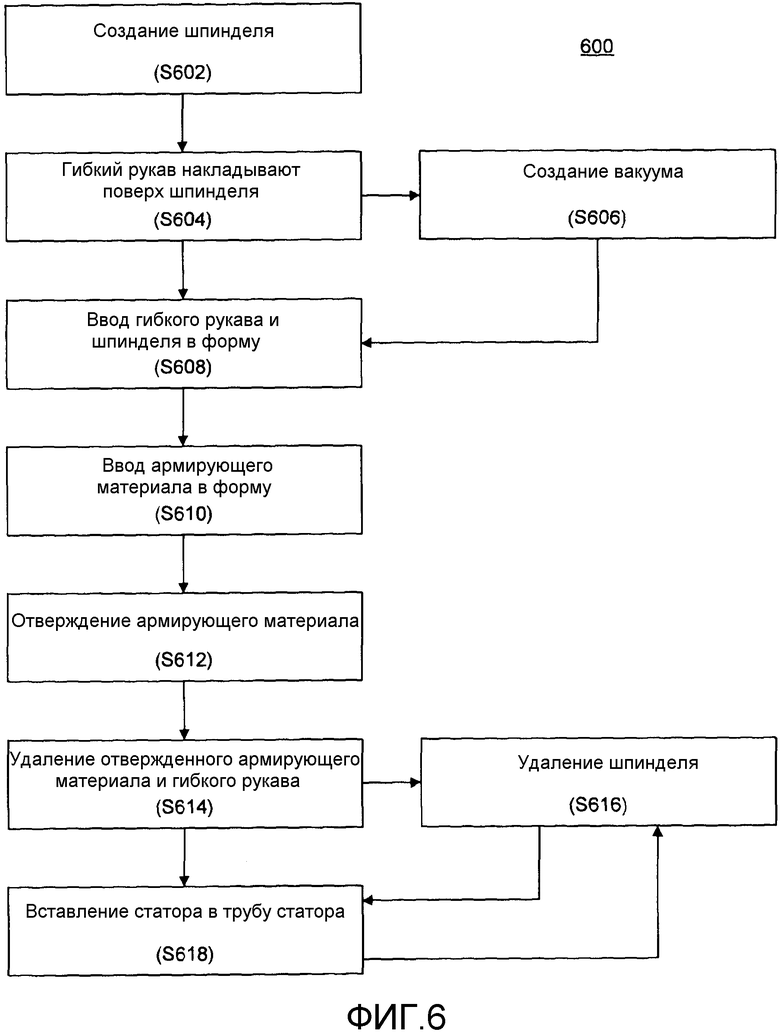
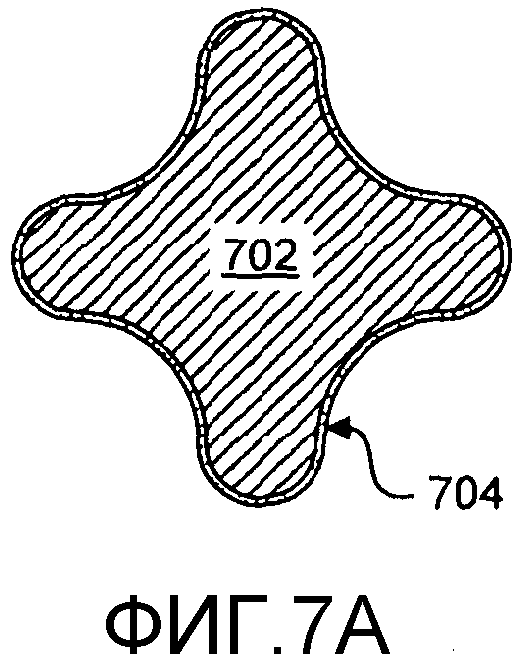
На фиг.6 в контексте фиг.7A-7D показан способ 600 изготовления вставок статора. Поперечные сечения показаны без привязки по глубине на фиг.7A-7D для упрощения показа и понимания.
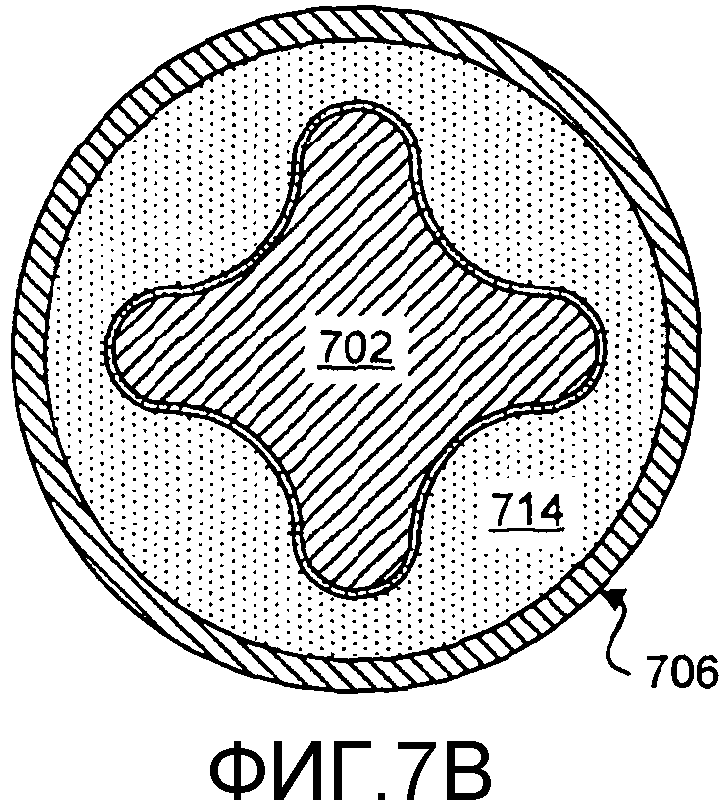
На этапе S602 создают шпиндель 702. Шпиндель 702 имеет наружную геометрию, комплементарную с необходимой внутренней геометрией вставки статора, подлежащей изготовлению. Например, шпиндель 702 может иметь продолговатую винтообразную форму и иметь n s винтовых зубьев (например, четыре винтовых зуба в варианте осуществления, показанном на фиг.7A).
На этапе S604 гибкий рукав 704 накладывают поверх шпинделя 702. Гибкий рукав 704 может быть эластомером. Например, эластомеры могут являться резиной, натуральным каучуком (NR), синтетическим полиизопреном (IR), бутилкаучуком, галогенированным бутилкаучуком, полибутадиеном (BR), нитриловым каучуком, бутадиен-нитриловым каучуком (NBR), гидрогенизированным бутадиен-нитриловым каучуком (HNBR), карбоксилированным гидрогенизированным бутадиен-нитриловым каучуком (XHNBR), хлоропреновым каучуком (CR), фторуглеродным каучуком (FKM), перфторэластомерами (FFKM) и т.п. В других вариантах осуществления гибкий рукав 704 можно армировать с использованием волокна и/или текстильного материала, такого как полиарамидные синтетические волокна, такие как волокно KEVLAR®, поставляемые E.I. Du Pont de Nemours and Company of Wilmington, Delaware.
В некоторых вариантах осуществления смазку или разделительный состав (например, жидкости, гели и/или порошки) наносят между гибким рукавом 704 и шпинделем 702 для обеспечения вставления и удаления шпинделя 702. Предпочтительно, смазка/разделительный слой является совместимым со шпинделем 702 и гибким рукавом 704. Специалист в данной области техники должен понимать, что данная смазка/разделительный слой может принимать многочисленные формы, включающие в себя, без ограничения этим, постоянный и/или полупостоянный слой, имеющий твердую и/или жидкую форму.
Если необходимо, на этапе S606 создают вакуум между гибким рукавом и шпинделем для лучшего прилегания гибкого рукава 704 с соответствием геометрии шпинделя 702. В некоторых вариантах осуществления вакуумирование не требуется, поскольку гибкий материал 704 обеспечивает прилегание с соответствием геометрии шпинделя без физического воздействия.
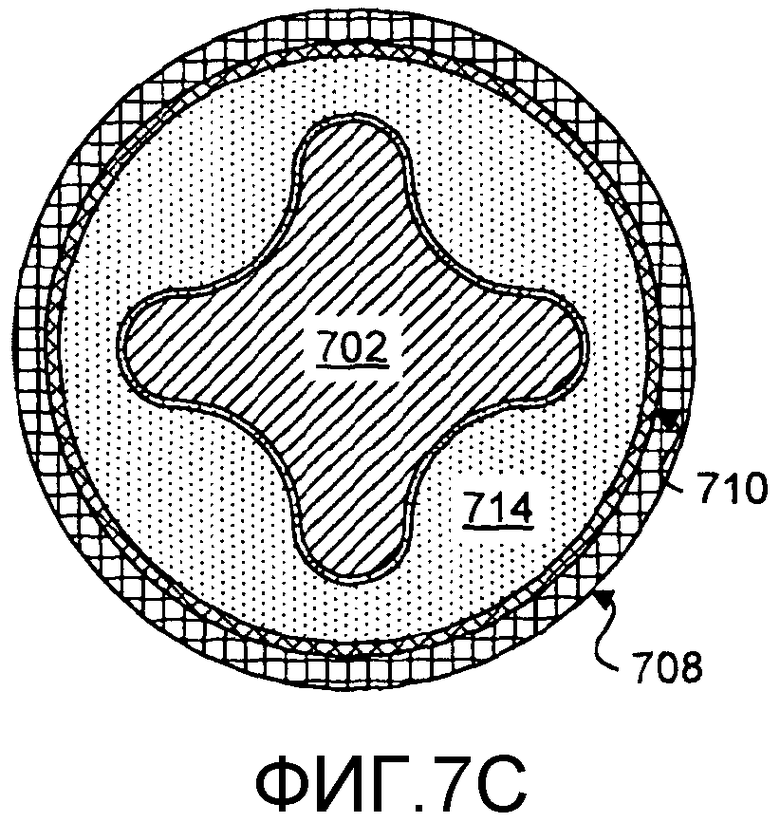
На этапе S608 гибкий рукав 704 и шпиндель 702 в сборе устанавливают в форму 706. Предпочтительно, шпиндель 702 центрируют в форме 706 так, что продольная ось шпинделя 702 становится соосной с продольной осью формы 706. В некоторых вариантах осуществления внутренняя геометрия формы 706 является комплементарной трубе 708 статора, в которую отлитая вставка статора должна быть установлена (за вычетом любых допусков для адгезивов 710, расширения, сокращения и т.п.). Например, вставка статора может иметь, по существу, круглый наружный профиль, и труба 708 статора может иметь, по существу, круглый внутренний профиль.
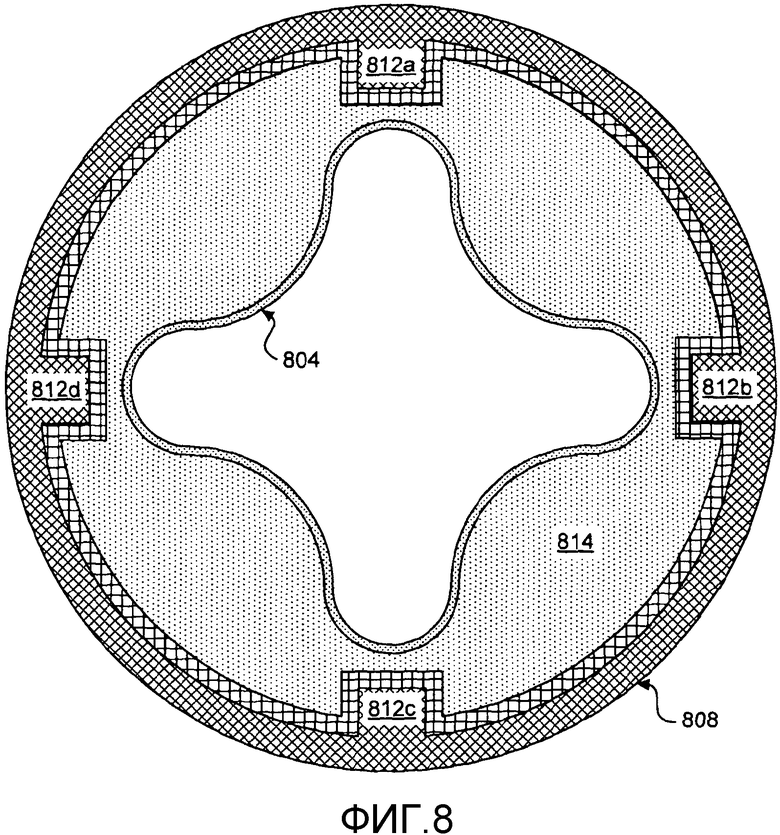
В другом варианте осуществления, показанном на фиг.8, труба 808 статора может иметь совокупность шлицов 812, и вставка 814 статора может включать в себя совокупность комплементарных шлицов для обеспечения механического удержания вставки 814 статора в трубе 808 статора. Согласно альтернативному варианту осуществления специалисту в данной области техники должно быть совершенно понятно, что внутренняя и наружная поверхности стенок трубы статора не обязательно должны быть параллельны.
На этапе S610 армирующий материал 714 вводят в форму. Примеры подходящих армирующих материалов 714 рассмотрены в данном документе.
Если необходимо, разделительный состав и/или смазку можно наносить на внутреннюю поверхность формы 706 перед вводом армирующего материала 714 для обеспечения удаления отвержденной вставки статора из формы 706.
Кроме того или альтернативно, связывающее вещество (не показано) можно наносить на гибкий рукав 704 перед вводом армирующего материала 714 для обеспечения связывания армирующего материала 714 с гибким рукавом 704.
На этапе S612 армирующий материал 714 отверждается, как рассмотрено в данном документе.
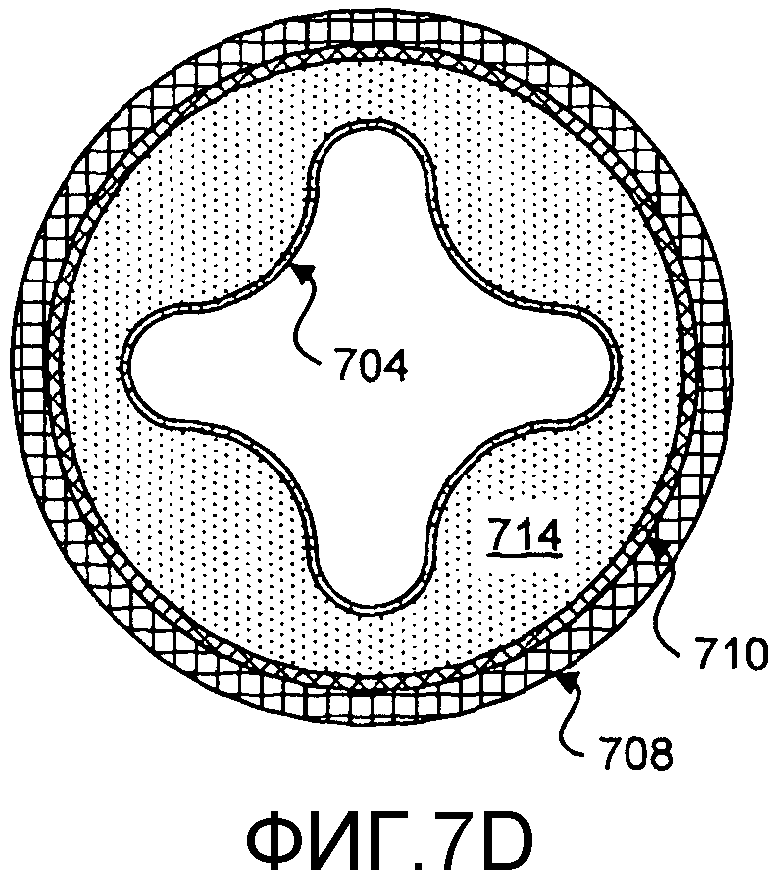
На этапе S614 отвержденный армирующий материал 714 и гибкий рукав 704 удаляют из формы 706. В некоторых вариантах осуществления наружную поверхность отвержденной вставки статора обрабатывают для обеспечения лучшего связывания с трубой 708 статора. Например, отвержденную вставку статора можно очищать, обезжиривать, подвергать пескоструйной обработке, подвергать дробеструйной обработке и т.п.
На этапе S616 шпиндель 702, если необходимо, удаляют из отвержденной вставки статора перед вставлением статора в трубу 708 статора на этапе S618. В другом варианте осуществления, шпиндель 702 удаляют из отвержденной вставки статора после вставления последней в трубу 708 статора.
Различные методики можно использовать для подготовки трубы 708 статора к приему отвержденной вставки статора. В некоторых вариантах осуществления изношенную вставку статора удаляют из трубы 708 статора. В других вариантах осуществления внутреннюю поверхность трубы 708 статора очищают, обезжиривают, подвергают пескоструйной обработке, подвергают дробеструйной обработке и т.п.
В некоторых вариантах осуществления вставка статора соединяется с внутренней поверхностью трубы 708 статора. Вставка статора может соединяться с трубой 708 статора с помощью адгезива 710. Например, адгезив 710 можно наносить на наружную поверхность вставки статора и/или внутреннюю поверхность трубы 708 статора. Альтернативно, адгезив 710 можно подавать или нагнетать под давлением или с использованием вакуума между вставкой статора и трубой 708 статора после ввода вставки статора. Можно использовать различные адгезивы 710, включающие в себя эпоксидные составы, поли(метил метилакрилат), адгезивы на основе полиуретана и т.п.
Армирующие материалы и способы отверждения
Армирующие материалы 510, 714, рассмотренные в данном документе, могут являться различными материалами, включающими в себя композиты, полимеры, термореактивный пластик, термопласты и т.п. Являющиеся примером полимеры включают в себя эпоксидные смолы, полиимиды, поликетоны, полиэфирэфиркетоны (PEEK), фенолоальдегидные смолы, полифениленсульфиды (PPS) и т.п. Армирующие материалы 510, 714 можно вводить в различных формах, включающих в себя жидкость, пасту, суспензию, порошок, гранулированный материал и т.п. Согласно аспектам настоящего изобретения армирующие материалы могут включать в себя, без ограничения этим, многочисленные жидкости, пасты и/или порошки, которые могут отверждаться. Согласно одному аспекту настоящего изобретения они могут являться керамикой и/или цементами.
Армирующие материалы 510, 714 могут быть сшитыми. Кроме того и/или альтернативно, армирующие материалы 510, 714 могут иметь высокую степень кристаллизации.
Отверждение армирующих материалов 510, 714 можно выполнять с помощью различных методик, включающих в себя использование химических добавок, ультрафиолетового облучения, электронных пучков, нагрева, воздействия части или всего микроволнового спектра, отверждения паром, охлаждения и т.п. Способы отверждения могут меняться для конкретных армирующих материалов 510, 714, но могут устанавливаться спецификациями изготовителя и общими химическими принципами. В некоторых вариантах осуществления армирующий материал 510, 714 отверждается под давлением для обеспечения связывания и/или улучшения механических свойств с помощью упругих слоев 508 или гибкого рукава 704, для прижатия упругих слоев 508 или гибкого рукава 704 к геометрии шпинделя 506, 702 и для улучшения механических свойств армирующих материалов 510, 174. Например, эксперименты показывают улучшение на около 20% T g, жесткости и твердости, когда армирующий материал отверждается под давлением.
Дополнительные способы изготовления статоров
На фиг.9 в контексте фиг.5A-5D, показан способ 900 изготовления статора 500. Поперечные сечения показаны без привязки по глубине на фиг.5A-5D для упрощения показа и понимания.
На этапе S902 создают шпиндель 506. Шпиндель 506 может иметь наружную геометрию, комплементарную с необходимой внутренней геометрией статора 500. Например, шпиндель 506 может иметь продолговатую, винтообразную форму и иметь n s винтовых зубьев (например, четыре винтовых зуба в варианте осуществления, показанном на фиг.5A).
Если необходимо, на этапе S904 шпиндель 506 можно снабжать покрытием с разделительным составом (не показано) для обеспечения удаления шпинделя 506 из гибкого рукава 508.
На этапе S906 гибкий рукав 508 накладывают поверх шпинделя 506. Гибкий рукав 508 может быть выполнен из эластомеров, таких как резина, натуральный каучук (NR), синтетический полиизопрен (IR), бутилкаучук, галогенированный бутилкаучук, полибутадиен (BR), нитриловый каучук, бутадиен-нитрильный каучук (NBR), гидрогенизированный бутадиен-нитрильный каучук (HNBR), карбоксилированный гидрогенизированный бутадиен-нитрильный каучук (XHNBR), хлоропреновый каучук (CR), фторуглеродный каучук (FKM), перфторэластомеры (FFKM) и т.п. В других вариантах осуществления гибкий рукав 508 можно армировать волокном и/или текстильным материалом, таким как полиарамидные синтетические волокна, такие как волокно KEVLAR®, поставляемые E.I. Du Pont de Nemours and Company of Wilmington, Delaware.
Если необходимо, на этапе S908 связывающее вещество (не показано) наносят на наружную поверхность гибкого рукава 508. Связывающее вещество может быть однослойным связывающим веществом и/или многослойным связывающим веществом.
На этапе S910 создают трубу 502 статора. Как рассмотрено в данном документе, труба 502 статора может быть выполнена из жесткого материала. Например, труба 502 статора может быть изготовлена из железа, стали, инструментальной стали, углеродистой стали, вольфрамовой стали, латуни, меди и т.п.
Если необходимо, на этапе S912 готовят внутреннюю поверхность трубы 502 статора. В некоторых вариантах осуществления изношенные вставки статора удаляют из трубы 502 статора. В других вариантах осуществления внутреннюю поверхность трубы 502 статора очищают, обезжиривают, подвергают пескоструйной обработке, подвергают дробеструйной обработке, и т.п.
На этапе S914 связывающее вещество 504 наносят на внутреннюю поверхность трубы 502 статора. Связывающее вещество 504 может быть однослойным связывающим веществом или многослойным связывающим веществом. Согласно настоящему изобретению можно использовать различные связывающие вещества, включающие в себя, без ограничения этим, Hunstman CW47/HY33 или Chemosil 310. На этапе S916 гибкий рукав 508 и шпиндель 506 устанавливают в трубу 502 статора. Предпочтительно шпиндель 506 и гибкий рукав 508 центрируют в трубе 502 статора так, что продольная ось шпинделя 506 становится соосной с продольной осью трубы 502 статора.
На этапе S918 вводят армирующий материал 510 для заполнения пространства между гибким рукавом 508 и трубой 502 статора. Примеры подходящих армирующих материалов 510 рассмотрены в данном документе.
На этапе S920 армирующий материал 510 отверждается, как рассмотрено в данном документе.
Если необходимо, на этапе S922 шпиндель 506 удаляют из статора 500.
Все патенты, опубликованные патентные заявки и другие материалы, указанные в данном документе, полностью включены в виде ссылки в данный документ.
Специалисту в данной области техники должно быть ясно, или он должен быть способен установить не более чем с помощью рутинных опытов многие эквиваленты конкретных вариантов осуществления изобретения, описанных в данном документе. Такие эквиваленты охватывает следующая формула изобретения.
Изобретение относится к области бурения скважин и, более конкретно, к способу изготовления статора забойного двигателя. Способ изготовления статора для забойного двигателя включает в себя создание шпинделя 506, имеющего наружную геометрию, комплементарную с необходимой внутренней геометрией статора, и наложение гибкого рукава поверх шпинделя 506. Кроме того, создают трубу 502 статора, имеющую внутреннюю поверхность, и связывающее вещество наносят на внутреннюю поверхность трубы 502 статора. Гибкий рукав и шпиндель 506 устанавливают в трубу 502 статора и армирующий материал 510 вводят в трубу 502 статора для заполнения пространства между гибким рукавом и трубой 502 статора. Армирующий материал 510 отверждается и служит для связывания армирующего материала 510 с гибким рукавом и трубой 502 статора. Изобретение направлено на экономически эффективное изготовление забойных двигателей и его компонентов. 16 з.п. ф-лы, 22 ил.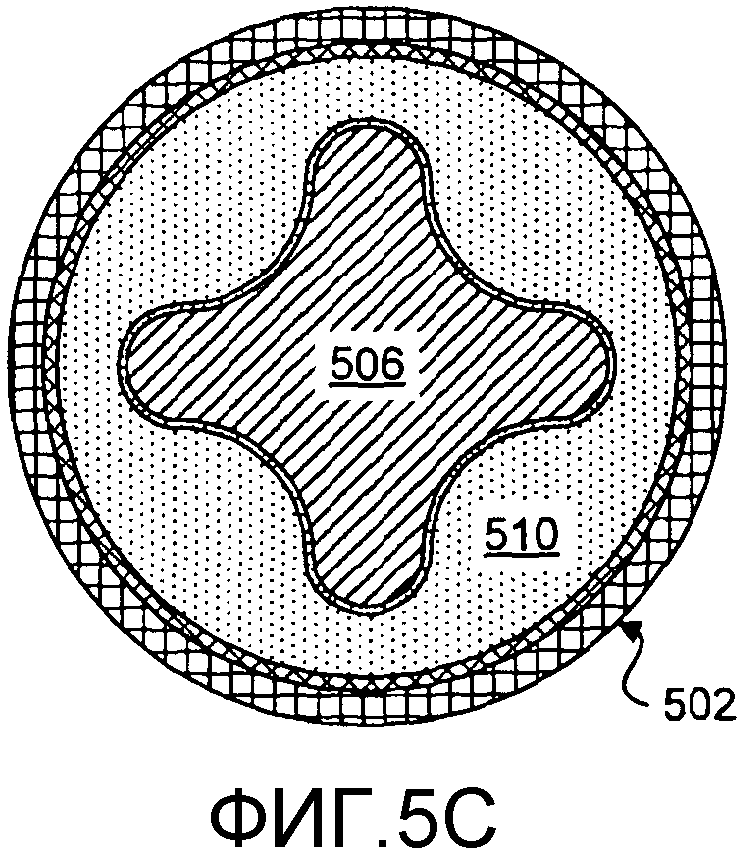
1. Способ изготовления статора для забойного двигателя, в котором:
обеспечивают шпиндель, имеющий наружную геометрию, комплементарную с необходимой внутренней геометрией статора;
накладывают гибкий рукав поверх шпинделя;
обеспечивают трубу статора, имеющую внутреннюю поверхность;
наносят связывающее вещество на внутреннюю поверхность трубы статора;
устанавливают гибкий рукав и шпиндель в трубу статора;
осуществляют ввод армирующего материала в трубу статора для заполнения пространства между гибким рукавом и трубой статора; и
отверждают армирующий материал для связывания армирующего материала с гибким рукавом и трубой статора;
удаляют шпиндель из статора таким образом, получая статор.
2. Способ по п. 1, в котором труба статора имеет по существу круглый внутренний профиль.
3. Способ по п. 1, в котором труба статора имеет по существу круглый наружный профиль.
4. Способ по п. 3, в котором дополнительно подготавливают внутреннюю поверхность трубы статора для связывания.
5. Способ по п. 4, в котором этап подготовки внутренней поверхности трубы статора для связывания включает в себя один или несколько этапов, выбранных из группы, состоящей из следующего: очистки внутренней поверхности трубы статора, обезжиривания внутренней поверхности трубы статора, пескоструйной обработки внутренней поверхности трубы статора и дробеструйной обработки внутренней поверхности трубы статора.
6. Способ по п. 1, в котором дополнительно удаляют изношенную модульную вставку статора из трубы статора.
7. Способ по п. 1, в котором дополнительно создают вакуум между шпинделем и гибким рукавом для плотного прилегания гибкого рукава к наружной геометрии шпинделя.
8. Способ по п. 1, в котором дополнительно осуществляют нанесение связывающего вещества на гибкий рукав для обеспечения связывания гибкого рукава с армирующим материалом.
9. Способ по п. 1, в котором рукав является эластомером.
10. Способ по п. 9, в котором эластомер содержит одно или несколько соединений, выбранных из группы, состоящей из следующего: резины, натурального каучука (NR), синтетического полиизопрена (IR), бутилкаучука, галогенированного бутилкаучука, полибутадиена (BR), нитрилового каучука, бутадиен-нитрильного каучука (NBR), гидрогенизированного бутадиен-нитрильного каучука (HNBR), карбоксилированного гидрогенизированного бутадиен-нитрильного каучука (XHNBR), фторуглеродного каучука (FKM), перфторэластомеров (FFKM) и хлоропренового каучука (CR).
11. Способ по п. 1, в котором армирующий материал является композитом.
12. Способ по п. 1, в котором армирующий материал является полимером.
13. Способ по п. 12, в котором армирующий материал содержит одно или несколько соединений, выбранных из группы, состоящей из следующего: эпоксидных смол, полиимидов, поликетонов, полиэфирэфиркетонов (PEEK), фенолоальдегидных смол, полифениленсульфидов (PPS), цементов и керамики.
14. Способ по п. 1, в котором армирующий материал имеет форму, выбранную из группы, состоящей из следующего: жидкости, пасты, суспензии, порошка и гранулированного материала.
15. Способ по п. 1, в котором труба статора содержит материал, выбранный из группы, состоящей из следующего: железа, стали, инструментальной стали, углеродистой стали, вольфрамовой стали, латуни и меди.
16. Способ по п. 1, в котором шпиндель содержит материал, выбранный из группы, состоящей из следующего: железа, стали, инструментальной стали, углеродистой стали, вольфрамовой стали, латуни и меди.
17. Способ по п. 1, в котором шпиндель снабжен покрытием с разделительным составом.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2245981C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |

