Изобретение относится к горной промышленности и может быть использовано в геологоразведочной, нефтяной, газовой промышленности при использовании буровых коронок для бурения горных пород.
Известен способ термической обработки инструмента (авт св. СССР №485161, опубликовано 25.09.1975 г., МПК C21D 6/04, C21D 1/56, C21D 9/22), включающий закалку и обработку глубоким холодом ударным погружением в жидкую среду.
Недостатком изобретения является то, что инструмент обрабатывается в криогенной среде, получает значительное напряжение, что приводит к повышению его износа.
Известен способ обработки поверхности струей криогенной среды (заявка РФ №2011151863 опубликовано 27.06.2013, МПК В24С 1/100). Недостатком изобретения является то, что инструмент обрабатывается в криогенной среде, получает значительное напряжение, что приводит к повышению его износа.
Известен способ упрочнения твердосплавного и алмазного инструмента для бурения горных пород (патент РФ №2101456, опубликовано 10.01.1998, МПК Е21В 10/46, С21D 6/04) путем обработки холодом, за счет погружения в жидкий азот, а после обработки холодом проводят облучение гамма-квантами, принятый нами за прототип.
Недостатком этого способа является использование сложного и опасного технологического процесса - обработка гамма-квантами. После облучения коронки некоторое время будут иметь остаточную радиоактивность.
Задачей изобретения является создание способа упрочнения породоразрушающего инструмента, направленного на повышение работоспособности буровых коронок, армированных АТП, увеличение срока службы, повышение стойкости коронок.
Технический результат - изменения физических свойств режущей части алмазно-твердосплавных пластин, паячного слоя и твердосплавной подложки.
Достигается поставленная задача за счет того, что способ упрочнения буровых коронок, армированных алмазно-твердосплавными пластинами, включает обработку холодом, которую проводят в течение 15 минут, после чего в течение 15 минут на коронки дополнительно воздействуют постоянным магнитным полем с напряженностью 4000 эрстед.
Породоразрушающий инструмент, в частности алмазно-твердосплавная буровая коронка, армированная алмазно-твердосплавной пластиной (АТП), обрабатывается холодом в сосуде Дюара от температуры положительной 20°С до отрицательной - минус 196°С, далее коронки доводят до температуры +20°С и помещают в постоянное магнитное поле.
Известно, что прочность и износостойкость коронок, армированных АТП, в значительной степени зависит от их структуры и от качества паячного слоя. В качестве паячного слоя применяется специальный сплав. Воздействуя целенаправленно на структуру различными способами, можно улучшить и прочность, и износостойкость буровых коронок. Практически все физические свойства твердых тел определяются взаимным расположением, характером взаимодействия и интенсивностью движения атомов кристаллической решетки и свободных электронов. При низких отрицательных температурах происходят радикальные изменения свойств материалов (твердого сплава, алмазного слоя АТП и паечного слоя). Состояние твердых тел при этом характеризуется малой энергией частиц, пониженным значением энтропии. Такое состояние имеет место только тогда, когда коронка принимает температуру окружающей среды (в нашем случае температуру жидкого азота - -196°С).
Основными факторами, определяющими прочностные характеристики коронки, армированной АТП, являются соотношение компонентов, размер зерен, наличие примесей, количество и размер пор, размеры полей напряжений.
После обработки коронок в криогенно-магнитной среде рентгеноструктурный анализ показал: соотношение компонентов, количество примесей и пор не изменяется, наблюдается перестройка структуры, уменьшаются блоки микромозаики, исходные поля напряжений рассредотачиваются. Эти данные доказывают деформационное упрочнение твердого сплава, паячного слоя и алмазного слоя пластины. При этом увеличивается плотность дислокаций твердых сплавов, происходит изменение физико-механических (снижение термоЭДС и коэффициента трения, увеличение коэрцитивной силы и твердости) и режущих свойств буровых коронок.
Повышение эксплуатационных характеристик буровых коронок после их обработки достигается созданием в твердом сплаве, алмазном и паячном слое напряженного состояния за счет повышения остаточных напряжений сжатия в различных фазах и остаточных паячных напряжений, при этом повышается микротвердость, снижается деформация.
В процессе исследований основное внимание уделялось определению физико-механических характеристик коронок, армированных АТП: предел прочности при изгибе, ударная вязкость, деформация, твердость, хрупкость, коэффициент износа при бурении, структурные и текстурные изменения, атомно-кристаллическое строение, включая рентгеноструктурный анализ, метод радиографического декодирования и исследование на электронном микроскопе «Quauta 2000».
Технология криогенно-магнитного упрочнения буровых коронок, армированных АТП, осуществляется следующим образом:
1. Коронки с температурой 20°С помещаются в сосуд Дьюара с температурой жидкого азота -196°С на 15 минут, после чего доводят температуру коронок до естественной температуры среды - порядка 20°С.
2. Далее коронки помещают в постоянное магнитное поле с напряженностью 4000 эрстед на 15 минут. После этого коронки готовы к эксплуатации.
Скорость погружения в жидкий азот - 0,2-0,3 с, время одноразового погружения 15 мин. Расстояние между одновременно обрабатываемыми изделиями должно быть не менее 20 мм, чтобы испаряющийся при кипении азот не создавал вокруг обрабатываемых изделий газопаровую оболочку.
Обработка в постоянном магнитном поле после воздействия холодом снимает механические напряжения, повышает пластичность и предел упругости всех составных частей буровой коронки. За счет этих процессов в композиционных алмазосодержащих материалах (АТП), из которых изготавливают вооружение буровых коронок, наряду с упрочнением паячного слоя повышаются адгезионные свойства синтетического алмазного порошка, особенно на контакте алмазного слоя и твердосплавной подложки, что сопровождается улучшением взаимного сцепления алмазных зерен. Паячный слой надежнее удерживает пластину АТП в гнезде коронки, что приводит к увеличению работоспособности коронки в целом и каждой отдельной АТП в частности.
Анализ причин выхода буровых коронок из строя показал, что до 11% случаев приходится на потерю алмазно-твердосплавного вооружения и 6% на поломку корпуса коронки, то есть имеется острая необходимость улучшать прочностные характеристики паячного слоя. Фактическая площадь пятна контакта корпуса буровой коронки с ее алмазно-твердосплавным вооружением значительно меньше номинальной площади контакта, что не позволяет обеспечить требуемое качество соединения, снижающее ресурс буровой коронки. Вот почему очень важно улучшить качество паячного слоя АТП.
Полученные результаты исследования позволили сформировать версию о механизме упрочнения структуры всех материалов коронки, армированной АТП, при последовательном воздействии холодом и постоянным магнитным полем.
Криогенно-магнитная обработка коронок представляет собой технологический процесс, который позволяет повысить основные физико-механические характеристики твердого сплава, алмазного слоя и качество закрепления АТП в корпусе коронки, что обеспечивает существенное повышение износостойкости и прочности коронки.
Криогенно-магнитная обработка коронок повышает микротвердость, предел прочности при изгибе и деформацию, позволяет производить объемное упрочнение твердосплавного и алмазного породоразрушающего инструмента. Механизм упрочнения обусловлен изменением кристаллической структуры твердых сплавов (подложка АТП) и алмазного порошка за счет пластической деформации кобольтовой связки в локальных областях по периметру включений (карбид вольфрама, релит и др.).
При применении криогенного способа упрочнения в твердом сплаве формируется объемное микроскопическое напряженное состояние сжатия, увеличивается плотность дислокаций. При последующей обработке постоянным магнитным полем уменьшается плотность дислокаций. При этом дислокации снимаются с точек закрепления и занимают наиболее выгодное в энергетическом отношении положение, что приводит к снятию микронапряжений и уменьшению хрупкости металлов коронки и сплавов. Все это приводит к повышению износостойкости коронок.
С помощью метода рентгеноструктурного анализа определена плотность дислокаций всех частей коронки при различных режимах обработки. В результате пайки АТП на корпус коронки возникают остаточные паячные напряжения. Применение специального паячного слоя позволило избежать высоких паячных напряжений, когда мартенсит переходит в аустенит при высокой паячной температуре.
Микротвердость образцов замерялась до и после обработки на приборе ПМТ-3 с алмазным индентором.
Коронки взвешивались до и после испытаний и отрабатывались до полного износа (прекращение углубки, повышение давления на насосе). В процессе испытаний фиксировалась проходка на коронку и механическая скорость бурения.
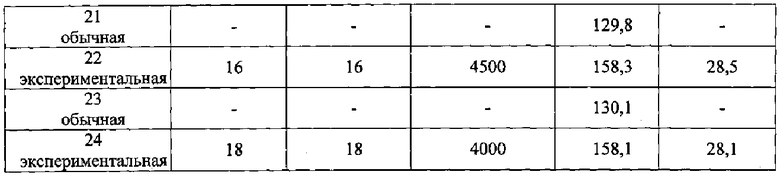
Сравнительные испытания буровых коронок, диаметром 112 мм, армированных АТП, выполняли при бурении песчаника со средней категорией по буримости 7, глубина скважин составляла до 400 м. Бурение выполнялось на буровом станке СКБ-4 с использованием бурового насоса НБ-32 и малоглинистой полимерной промывочной жидкости. Сравнительные результаты бурения песчаника коронками до и после воздействия холодом и постоянным магнитным полем показаны в Таблице 1.
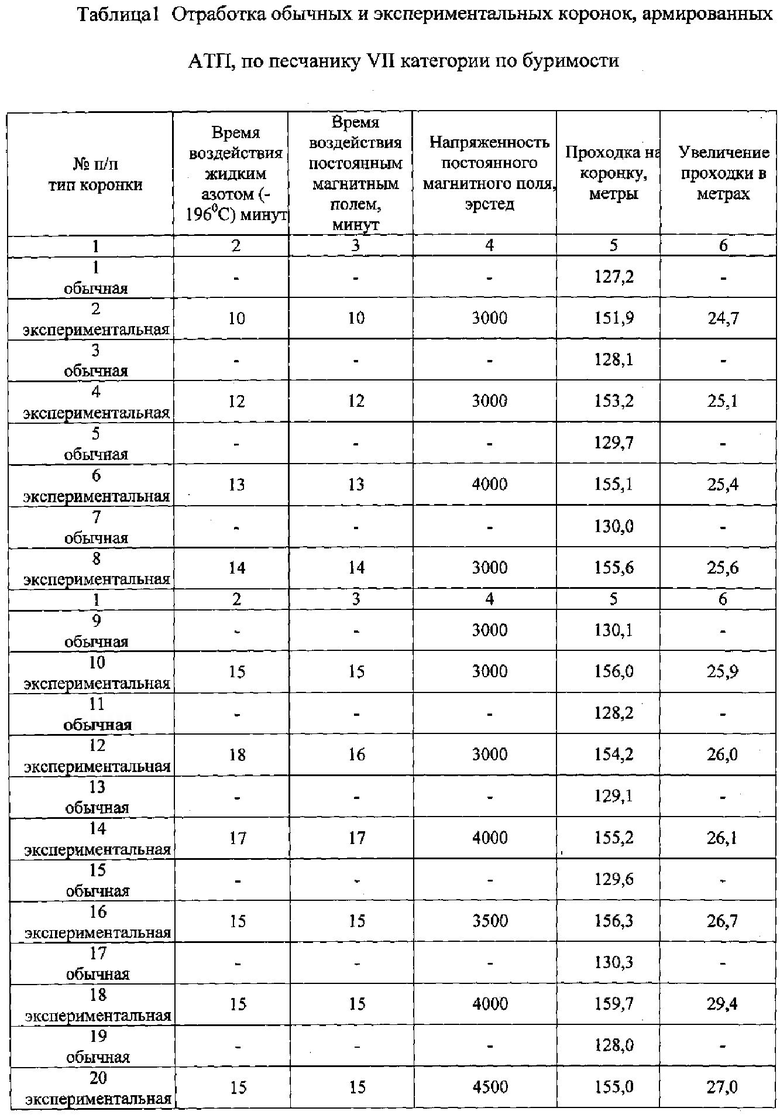
Анализ Таблицы 1 показывает, что упрочнение в жидком азоте и постоянном магнитном поле напряженностью 4000 эрстед приводит к снижению напряжения за счет изменения кристаллической структуры металлического корпуса коронки, паячного слоя, карбид-вольфрамовой подложки АТП, алмазного слоя АТП. При этом увеличивается плотность дислокаций и износостойкость коронки в целом, что в конечном итоге дает увеличение на 22,2% проходки на одну коронку.
Данные экспериментальной отработки коронок (табл. 1) показывают, что оптимальным результатом является опыт №18, когда коронка обрабатывалась в жидком азоте 15 минут и в дальнейшем подвергалась воздействию постоянным магнитным полем в течение 15 минут с напряженностью магнитного поля - 4000 эрстед.
Анализ экспериментальных данных позволяет сделать вывод о том, что именно обработка коронок в жидком азоте (-196°С) в течение 15 минут с последующим охлаждением до +20°С и воздействием магнитным полем в течение 15 минут с напряженностью поля 4000 эрстед дает новый, неочевидный технический результат. Обработка именно с такими параметрами и именно в таком временном режиме дает нам основание предположить, что предлагаемый нами способ упрочнения буровых коронок является новым, отвечающим критерию существенности признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИВИБРАЦИОННАЯ КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2016 |
|
RU2613712C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 2001 |
|
RU2195388C2 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2007 |
|
RU2359103C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 1995 |
|
RU2101456C1 |
| СТАБИЛИЗИРУЮЩАЯ КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2015 |
|
RU2577351C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2003 |
|
RU2245391C1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2009 |
|
RU2422613C1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2010 |
|
RU2435927C1 |
| Способ изготовления сборного инструмента | 1977 |
|
SU730473A1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
Изобретение относится к горной промышленности и может быть использовано для упрочнения твердосплавного инструмента и, в частности, буровых коронок, армированных алмазно-твердосплавными пластинами (АТП), путем комплексной обработки в жидком азоте и последующим воздействием постоянным магнитным полем. Технический результат заключается в уменьшении износа АТП и увеличении проходки буровых коронок более чем на 22% по породам средней категории по буримости. Способ упрочнения буровых коронок, армированных АТП, включает обработку холодом, при этом обработку холодом ведут при погружении коронок с температурой 20°C в жидкий азот с температурой жидкого азота минус 196°C в течение 15 минут с последующим доведением температуры коронок до 20°C, затем на коронки дополнительно воздействуют в течение 15 минут постоянным магнитным полем с напряженностью 4000 эрстед. 1 табл.
Способ упрочнения буровых коронок, армированных алмазно-твердосплавными пластинами, включающий обработку холодом, отличающийся тем, что обработку холодом ведут при погружении коронок с температурой 20°C в жидкий азот с температурой жидкого азота минус 196°C в течение 15 минут с последующим доведением температуры коронок до 20°C, затем на коронки дополнительно воздействуют в течение 15 минут постоянным магнитным полем с напряженностью 4000 эрстед.
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 1995 |
|
RU2101456C1 |
| Способ термической обработки изделий из малолегированной инструментальной стали | 1984 |
|
SU1254039A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИНОСТРОЕНИЯ | 2008 |
|
RU2377318C2 |
| Способ термической обработки инструмента | 1972 |
|
SU485161A1 |
| US 6374932 B1, 23.04.2002 | |||

