Предлагаемое изобретение относится к области термической обработки деталей машиностроения и может быть использовано для повышения износостойкости деталей машин, штампованного и металлорежущего инструмента. Обработке по предложенному способу могут подвергаться как вновь изготовленные детали, так и находящиеся в эксплуатации.
Известен метод термической обработки - закалка, когда деталь нагревают до определенной температуры, а затем охлаждают в воде или другой жидкой среде - см. И.И.Новиков. Теория термической обработки материалов. М., Металлургия, 1974 г., стр. 195. Обычные виды закалки: не весь аустенит переводят в мартенсит, что не позволяет получить структуру металла с наибольшей поверхностной износостойкостью. Для более полного перевода аустенита в мартенсит применяют термическую обработку холодом, например, по методу, см. авт. свид. RU 485160, кл. С21D 9/ 04 «Способ закалки рельсов».
Известно авт. свид. RU 485161, кл. С21D 9/ 22 «Способ термической обработки инструмента», включающий закалку и обработку глубоким холодом в жидкой среде с температурой сжиженного азота в пределах от -159 до -269°С и т.д. (отличие по восьми пунктам).
Однако известное изобретение наряду с несомненными достоинствами имеет и серьезные недостатки, заключающиеся в следующем. Первое - обработке по известному способу могут подвергаться только высокоуглеродистые стали, так как только в них может переводиться остаточный аустенит в мартенсит, и достигаться положительный эффект - увеличение твердости и износостойкости. Второе - известный способ позволяет получить только однородную по объему структуру, в то время как для многих деталей машин важно иметь упрочненный твердый верхний слой. Третье - обработка деталей и металлорежущего инструмента по известному способу требует значительного количества жидкого азота и длиться в течение 15-20 минут, что во многих случаях экономически не целесообразно.
В качестве прототипа нами выбран способ, см. патент RU 2297459, кл. С21D 9/22, включающий обработку холодом в жидкой среде, например сжиженном азоте с температурой от -159°С до -269°С.
Известное изобретение имеет существенные преимущества по сравнению с известными разработками за счет того, что детали одновременно обрабатываются жидким азотом и электрогидравлическим ударом (точнее, электрогидравлическим эффектом).
Однако известное изобретение наряду с достоинствами имеет и существенные недостатки. Первое - при осуществлении электрогидравлического эффекта в области разряда выделяется значительное количество тепловой энергии, что приводит к повышению температуры жидкого азота и необходимости увеличения его количества. Второе - трудность определения оптимальных режимов работы самой установки для определения электрогидравлических эффектов, так как это связанно с необходимостью оперативного изменения емкости рабочего конденсатора, с которого энергия передается в зону разряда. Третье - электрогидравлическая установка потребляет значительное количество энергии и имеет сравнительно невысокий КПД, что в свою очередь приводит к существенным экономическим затратам.
Техническим решением поставленной задачи является устранение указанных недостатков, повышение эффективности обработки за счет повышения износостойкости деталей машин путем улучшения прочностных характеристик, увеличение твердости их поверхностного слоя, а также интенсификации (ускорения) процесса обработки.
Задача достигается за счет того, что в способе термической обработки деталей, включающем обработку холодом в жидкой среде, например сжиженном азоте с температурой от -159°С до -269°С, согласно изобретению предварительно перед подачей их в жидкий азот обрабатывают в электромагнитном поле напряженностью от 400 до 1600 кА/м в течение одного часа.
Новизна предложенного технического решения заключаются в том, что за счет обработки деталей машин и механизмов в электромагнитном поле повышается эффективность обработки за счет повышения износостойкости деталей машин путем улучшения прочностных характеристик, увеличения твердости их поверхностного слоя, а также интенсификации (ускорения) процесса обработки.
По данным патентной и научно-технической литературы не обнаружена аналогичная совокупность признаков, что позволяет судить об изобретательском уровне предложения.
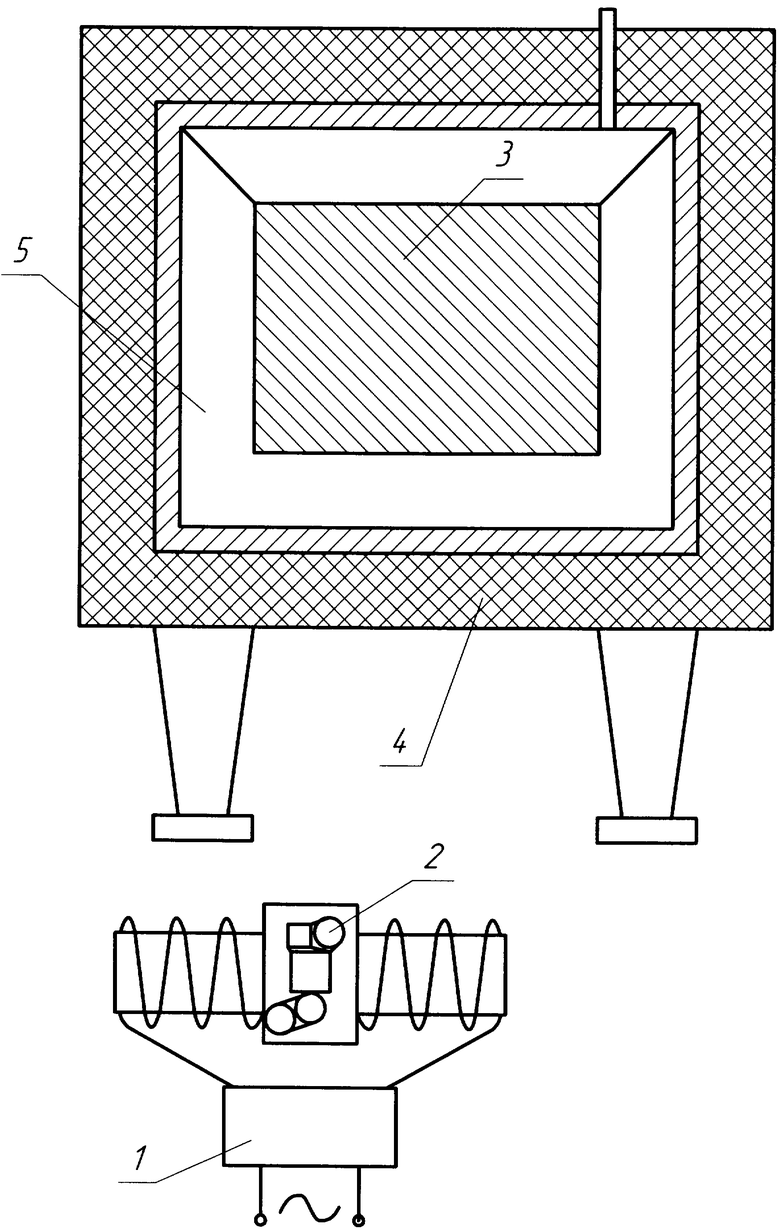
Сущность изобретения поясняется чертежом, где представлена установка для осуществления способа термической обработки деталей.
Установка имеет мощный электромагнитный аппарат 1, где предварительно обрабатывают детали 2 при напряженности поля от 400 до 1600 кА/м в течение не менее оного часа. Далее детали перемещаются в сетку корзины 3 термоизолированной камеры 4, которая заполняется жидким азотом 5, и детали 2 обрабатываются в течение 10-15 минут при температуре -159°С…-269°С. Совместить электромагнитную установку и камеру для обработки жидким азотом вместе в одном корпусе не предоставляется возможным, поскольку заявитель (а также рассмотренные нами материалы) не располагает информацией о воздействии мощного электромагнитного поля на жидкий азот и, в конечном счете, на решение поставленной задачи. Требуется проведение дополнительных исследований, что планируется последующими работами.
В результате такой комплексной обработки деталей машин и механизмов - жидким азотом и электромагнитным полем у высокоуглеродистых сталей происходит переход остаточного аустенита в мартенсит, что существенно повышает прочностные характеристики материала деталей, а твердость поверхности деталей повышается на глубину до 350 мкм.
Образующийся поверхностный «белый слой» характеризуется повышенным содержанием углерода, и образование ковалентных алмазоподобных структур происходит под влиянием мощных электромагнитных полей в сочетании с обработкой жидким азотом. Отметим, что для закалки деталей обычно применяют ванны с водой, маслом или жидким азотом - см., например, А.Г.Гуляев. Металловедение. М., Металлургия, 1978 г., стр.305, см. также В. Дедеж. Закалка стальных полос. М., Металлургия, 1977 г., стр.103.
Комплексное воздействие на детали мощным электромагнитным полем и жидким азотом обеспечивает существенный экономический эффект, при этом существенно снижаются затраты на обработку, а простота технической реализации позволяет осуществлять широкое практическое внедрение силами инженерных служб промышленных предприятий, АПК, а также фермерских хозяйств.
Экономическая целесообразность предложенного технического решения очевидна - предельная простота технической реализации и существенное снижение энергозатрат, особенно учитывая тенденцию к непрерывному росту цен на энергоносители.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2297459C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2360011C1 |
| Способ обработки стальных деталей | 1981 |
|
SU998542A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ВАКУУМЕ | 2006 |
|
RU2324001C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ цементации стальных изделий | 1987 |
|
SU1611982A1 |
| СПОСОБ УПРОЧНЕНИЯ БУРОВЫХ КОРОНОК, АРМИРОВАННЫХ АЛМАЗНО-ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ | 2014 |
|
RU2566523C1 |
| Способ термической обработки инструмента | 1972 |
|
SU485161A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2001 |
|
RU2186149C1 |
| Способ поверхностного упрочнения стальных деталей | 1990 |
|
SU1763517A1 |
Изобретение относится к области термической обработки деталей машиностроения и может быть использовано для повышения износостойкости деталей машин, штампованного и металлорежущего инструмента. Обработке по предложенному способу могут подвергаться как вновь изготовленные детали, так и находящиеся в эксплуатации. Для повышения износостойкости, повышения срока службы и снижения эксплутационных и ремонтных затрат в способе термической обработки деталей машиностроения, включающем обработку холодом в жидкой среде, например сжиженном азоте с температурой -159…-269°С, согласно изобретению детали машин и механизмов предварительно обрабатывают в электромагнитном поле напряженностью от 400 до 1600 кА/м в течение не мене одного часа. 1 ил.
Способ термической обработки деталей, включающий обработку холодом в жидком азоте с температурой -159…-269°С, отличающийся тем, что детали предварительно обрабатывают в электромагнитном поле напряженностью от 400 до 1600 кА/м в течение не менее 1 ч.
| Способ термической обработки изделий из малолегированной инструментальной стали | 1984 |
|
SU1254039A1 |
| Способ обработки инструмента | 1990 |
|
SU1770389A1 |
| Способ обработки стальных деталей | 1981 |
|
SU998542A1 |
| US 3138494 A, 23.06.1964 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2297459C1 |
| БЕРНШТЕЙН М.Л., Термомагнитная обработка стали | |||
| - М.: Металлургия, 1968, c.11, 38, 53, 62. | |||

