Изобретение относится к меташтур- гии и может быть использовано при изготовлении инструмента из малолегированной инструментальной стали.
Цель изобретения - повшиение износостойкости изделий.
Цилиндрические образцы типа ка диаметром 12 мм и длиной 50 мм из стали марки X закаливали от и подвергали отпуску при 180 С в течение I ч. После предварительной технической обработки валики шлифовали на х лубину 0,25 мм. Шлифованные образцы обрабатывали по предлагаемому и известному способам. У окончательно обработаиньгх: валиков измеряли твердость по Роквеллу, рентгеновским методом измеряли количество остаточного аустенита в поверхностном слое и оценивали уровень зональных напряжений. На машине балансирного типа проводили испытания образцов на износ в условиях сухого трения. Вторым контртелом было кольцо из закаленной стали 4ОХ.
Пример 1. Нагреваг и пш Елфо- валыпые валики до 250°С в щс лочной ванне в течение 30 с охлалодали на воздухе, промьшали и сушили. Охлаждали в жидком азоте в течение 20 с при напряженности поля 500 кА/м. Твердость поверхности образцов составила 60,810,5 HRC, количество остаточного аустенита 18,3±3%, напряжени в поверхност1Юм слое 6 -210 Mlla, ве совой износ 0,040±0,005 г.
Пример 2. Нагревали шлифованные валики до 275°С в щелочной ванне в течение 25 с, акпаждгит на воздухе, промьшали их и сушили. Ох- лажд.али в жидком азоте в течение АО в магнитном поле напряженностью 550 кА/м. После обработки т)зердость поверхности образцов состав1;ша 61,5 to,5 HRC, количество остаточного аус
15 60,520,5 30 500
25 25 550
35 300-5 20 600
тенита 13,, напряжения в поверхностном слое б -350 МПа, РССОРОН износ 0,,005 г.
Пример 3. Нагревапи шлифованные валики до в щелочной ванне в течение 20 с, охлаждали на воздухе, промывали их и сушили. Охлаждали в жидком азоте в течение 60 с в магнитном поле напряженностью 600 кА/м. После обработки твердость поверхности валиков составила 59,9t iO,5 HRC, количество остаточного аустенита 10±3%, напряжения в поверхностном слое б -J80 МПа, весовой износ валика 0,04510,005 г,
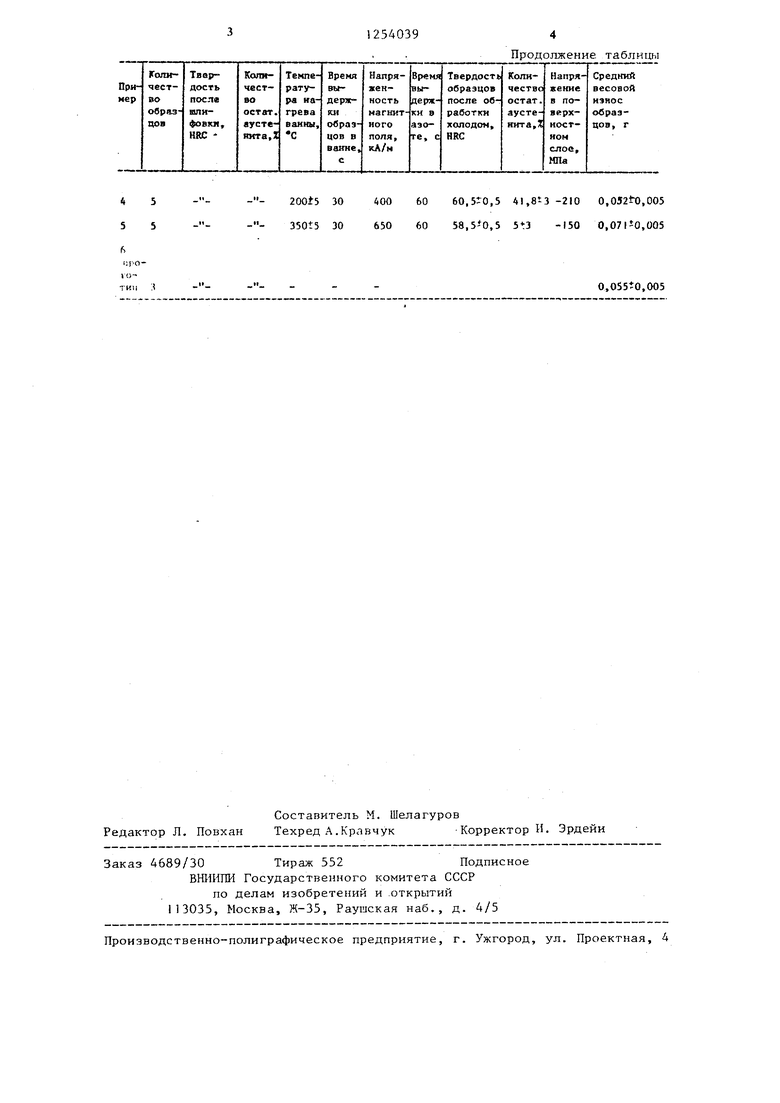
Пример 4. Нагревали шлифованные валики до 200°С в щелочной ванне в течение .30 с, охлаждали на воздухе, промывали их и сушили. Охлаждали в жидком азоте в течение 60 с в магнитном поле напряженностью 400 кА/м. После обработки валиков их твердость составила 60,5Ю,5 HRC, количество остаточного аустенита 41,, напряжения в поверхностном слое & +210 МПа, весовой износ 0,052± ±0,005 г.
Пример 5. Нагревали шлифованные валики до в щелочной ванне в течение 30 с, охлаждали на воздухе, промьшали их и сушили. Охлаждали в жидком азоте в течение 60 с в магнитном поле напряженностью 650 кА/м. После обработки твердость поверхности образцов составила 58,5± 0,5 HRC, количество остаточного аустенита , напряжения в поверхностном слое 6 -150 МПа, весовой износ 0,07110,005 г.
В таблице приведены сравнительные результаты испытания образцов по известному и предлагаемому способам.
Предлагаемый способ повьппает износостойкость образцов стали.
20 60,,5 8, -210 0,040-0,005
ДО 61,51:0,5 13,1 3-350 0,.005 йО 59,,5 iOn -180 0,,005
ft
:го- юTKll i
200t5 30400 60 60,,5 41, -210 0,,005
350t5 30650 60 58,5-0,5 5t3 -150 0,,005
---0,,005
Редактор Л, Повхан
Составитель М. Шелагуров
Техред А.Кравчук -Корректор Н, Эрдейи
Заказ 4689/30 Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и .открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Продолжение Ta6nHuj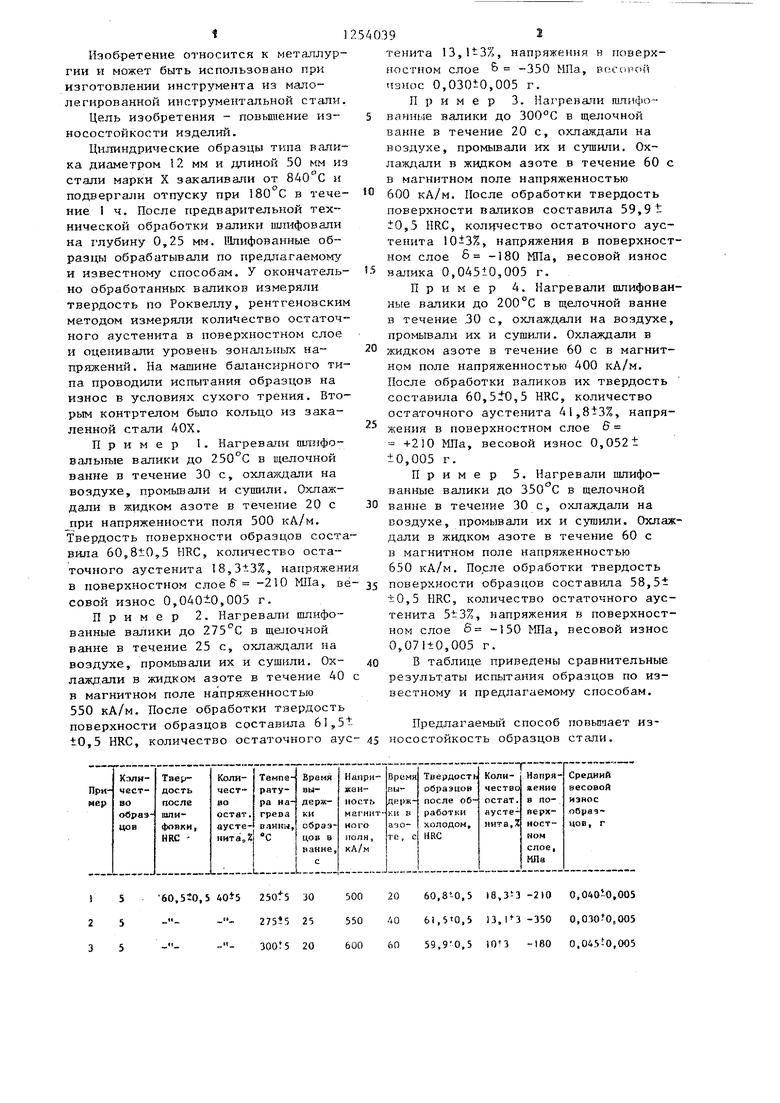
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки инструмента из быстрорежущей стали | 1984 |
|
SU1196394A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМИСТОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2009 |
|
RU2404267C1 |
| Сталь | 1990 |
|
SU1763510A1 |
| Сталь | 1990 |
|
SU1717668A1 |
| Флюс для электрошлакового переплава | 1990 |
|
SU1749246A1 |
| Способ изготовления рессорных листов | 1987 |
|
SU1514807A1 |
| Способ упрочнения поверхности изделий | 1990 |
|
SU1749251A1 |
| Способ упрочнения стальных деталей | 1983 |
|
SU1164290A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОЙ КЛЕММЫ ДЛЯ РЕЛЬСОВОГО СКРЕПЛЕНИЯ И УПРУГАЯ КЛЕММА | 2012 |
|
RU2512695C1 |
| Способ термической обработки инструмента | 1972 |
|
SU485161A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки инструмента | 1978 |
|
SU954450A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
