Изобретение относится к машиностроению и может быть использовано для упрочнения твердосплавного и алмазного инструмента для бурения горных пород комплексной обработкой холодом путем погружения инструмента в жидкий азот, а после обработки холодом облучением гамма-квантами, вследствие чего повышается ресурс его работы.
Известен способ термической обработки инструмента холодом путем его ударного погружения в жидкий азот (авт.св. СССР N 485161, кл. C 21 D 9/22, 1975).
Недостатками известного способа являются высокая хрупкость инструмента после обработки холодом, появление трещин в состыкованном инструменте. Способ не позволяет получать стабильные результаты по повышению стойкости инструмента, а зависит от ряда случайных факторов.
Известен способ поверхностей термической обработки метастабильных аустенитных сталей и сплавов (авт.св. СССР N 449940, кл. C 21 D 6/00, 1973).
Недостатком известного способа является малая твердость поверхностного слоя инструмента.
Известен способ нанесения металлического покрытия на образец, включающий облучение различными ионами с последующим формированием пленки на его поверхности и закаливанием цементированного, борированного, азотированного или металлизированного образца для получения мартенситной структуры (патент США N 3915757, кл. 148-6, 1975).
Недостатками известного способа являются сложность в технологическом отношении, невозможность обработки твердосплавного и алмазного инструмента, кроме того, урочняется только поверхностный слой инструмента.
Известен способ обработки твердосплавного инструмента, включающий ионизирующее облучение, в котором изделие облучают бета-лучами, протонами и He+-ионами в вакууме или атмосфере инертного газа (заявка Великобритании N 148452, кл. B 22 3/24, 1977).
Недостатками известного способа являются сложность его реализации, а также то, что упрочняется только поверхность инструмента и после его переточки требуется проведение повторных обработок.
Известен способ термической обработки аустенитных метастабильных сталей и сплавов, заключающийся в том, что после обработки холодом проводят азотирование (авт.св. N 1077932, кл. C 21 D 6/00, 1982).
Недостатками известного способа являются высокая хрупкость поверхностного слоя инструмента и невозможность упрочнения всего объема инструмента.
Наиболее близким аналогом является способ упрочнения алмазного и твердосплавного инструмента, включающий его термическую и механическую обработку [1]
Предложенный способ отличается от известного тем, что в качестве термической обработки используют обработку холодом путем погружения в жидкий азот, а после обработки холодом проводят облучение гамма-квантами. При обработке холодом повышается твердость инструмента, но увеличиваются механические напряжения, хрупкость, появляются трещины и разрывы. Облучение гамма-квантами после обработки холодом снимает механические напряжения, повышает пластичность и предел упругости всего объема инструмента, устраняет трещины и разрывы в результате гигантского усиления коэффициента диффузии атомов при облучении и перехода структуры в равновесное состояние. Кроме того, уменьшается коэффициент трения инструмента. За счет этих процессов в композиционных алмазосодержащих материалах, из которых изготавливают вооружение алмазных коронок, наряду с упрочнением матрицы повышаются адгезионные свойства зерен алмазов и материала матрицы, что сопровождается улучшением их взаимного сцепления. Матрица коронки надежнее удерживает алмазные зерна в процессе разрушения горной породы, что приводит к увеличению работоспособного периода алмазных зерен, а следовательно, и ресурса коронки в целом.
Изобретение иллюстрируется следующими примерами.
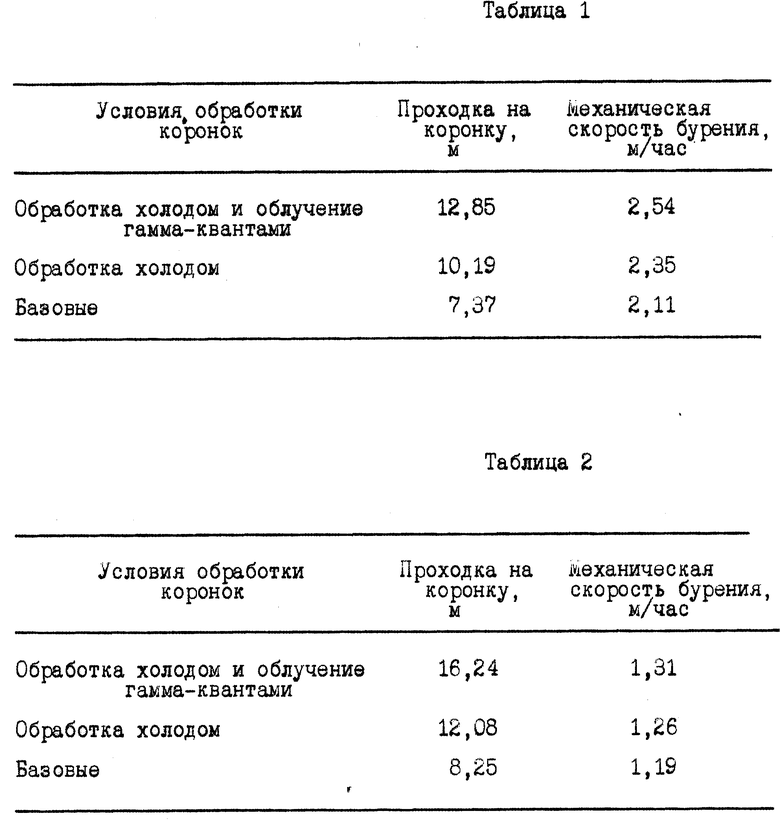
Пример 1. Проводят обработку твердосплавных буровых коронок CA-5 диаметром 76 мм. Обработку холодом проводят путем ударного погружения коронок в жидкий азот. После обработки холодом коронки облучают гамма-квантами радиоактивного источника кобальт-60 экспозиционной дозой 103Р. Испытывают три партии коронок: базовые, обработанные холодом, обработанные холодом и облученные гамма-квантами. Геолого-технические условия бурения скважин: горные породы песчаник; средняя категория горных пород 6,5; глубина скважин 100 200 м. Бурение проводят на буровом станке СКБ-4, буровой мачте ВМТ-4, буровом насосе НБ-32, труборазвороте РТ-1200 М. В качестве промывочной жидкости используется техническая вода.
Оптимальные фиксированные режимные параметры бурения: осевая нагрузка 1000 кГс; частота вращения 280 об/мин; интенсивность промывки 100 л/мин.
Результаты сравнительных испытаний твердосплавных буровых коронок приведены в табл. 1.
Пример 2. Проводят обработку алмазных буровых коронок 01 A3 Д40K40 диаметром 59 мм. Обработку холодом проводят путем ударного погружения коронок в жидкий азот. После обработки холодом коронки облучают гамма-квантами радиоактивного источника кобальт-60 экспозиционой дозой 103Р. Испытывают три партии коронок: базовые, обработанные холодом, обработанные холодом и облучение гамма-квантами. Геолого-технические условия бурения: горные породы -парфириты; средняя категория горных пород 9,0; глубина скважин 250 400 м. Бурение проводят на буровом станке СКБ-5, буровой мачте БМТ-5, буровом насосе НБ-4, труборазвороте РТ-1200 М. В качестве промывочной жидкости используется техническая вода.
Оптимальные фиксированные режимные параметры бурения: осевая нагрузка 1200 кГс; частота вращения 407 об/мин; интенсивность промывки 60 л/мин.
Результаты сравнительных испытаний алмазных буровых коронок приведены в табл. 2.
Приведенные результаты свидетельствуют о том, что обработка холодом и последующее облучение гамма-квантами приводит к эффективному повышению проходки на коронку и механической скорости бурения скважин твердосплавным и алмазным породоразрушающим инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 2001 |
|
RU2195388C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2146815C1 |
| СПОСОБ УПРОЧНЕНИЯ БУРОВЫХ КОРОНОК, АРМИРОВАННЫХ АЛМАЗНО-ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ | 2014 |
|
RU2566523C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2003 |
|
RU2245391C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2092282C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2168393C2 |
| ТВЕРДОСПЛАВНАЯ МИКРОФРЕЗА С АЛМАЗНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2017 |
|
RU2658567C1 |
| ЭЛЕКТРОИМПУЛЬСНОЕ НЕВРАЩАЮЩЕЕСЯ БУРОВОЕ ДОЛОТО | 2015 |
|
RU2580860C1 |
| Алмазная буровая коронка | 1988 |
|
SU1620590A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2566252C2 |
Изобретение относится к машиностроению и может быть использовано для упрочнения твердосплавного и алмазного инструмента, для бурения горных пород. Сущность изобретения: предложен способ упрочнения твердосплавного и алмазного инструмента, включающий его термообработку. В качестве термической обработки используют обработку холодом путем погружения инструмента в жидкий азот, а после обработки холодом проводят облучение гамма-квантами. Инструмент, обработанный предложенным способом, дает стабильную высокую проходку на коронку и большую механическую скорость бурения скважин в различных горных породах. 2 табл.
Способ упрочнения твердосплавного и алмазного инструмента для бурения горных пород, включающий его термообработку, отличающийся тем, что в качестве термической обработки используют обработку холодом путем погружения инструмента в жидкий азот, а после обработки холодом проводят облучение гамма-квантами.
| Пути повышения эффективности применения породоразрушающего инструмента, армированного синтетическими алмазами и сверхтвердыми материалами | |||
| - М.: ВПО "Союзгеотехника", 1983, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
