ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к покрытию труб. В частности, изобретение относится к восстановлению полимерного покрытия стальных труб, нанесенного в заводских условиях и/или на трассе. Такие трубы могут применяться для наземной или подводной транспортировке флюидов, в частности, нефти, воды и природного газа, на большие расстояния.
УРОВЕНЬ ТЕХНИКИ В ОБЛАСТИ ИЗОБРЕТЕНИЯ
На заводах по производству труб стальные трубы снабжаются слоем заводского полимерного покрытия (FC), чтобы защитить трубы от механических повреждений и коррозии. После того, как трубы будут сварены с образованием трубопровода, зону соединения труб нужно покрыть полимерным слоем, чтобы обеспечить защиту и для зоны соединения (зоны сварного шва). Этот процесс называется изоляцией сварного шва на трассе (FJC). Типично в обоих этих процессах используется по меньшей мере два слоя полимера, а именно предварительно покрывающий слой (праймер) и верхний слой.
Из-за манипуляций, перевозки и сборки труб в заводских покрытиях и покрытиях на трассе будут возникать повреждения. Такие повреждения могут быть мельче или крупнее и более или менее серьезными, но в большинстве случаев требуют восстановления, чтобы обеспечить надлежащую защиту трубы в течение всего срока службы трубопровода.
В международном стандарте на изоляцию сварного шва на трассе, ISO 21809-3, упоминается большое число решений вопроса о восстановлении, например, соэкструдированные заплаты.
Предварительно покрывающий слой чаще всего является мастикой или термоплавкой композицией, которые представляют собой адгезионный слой. Кроме того, имеется верхнее покрытие из РЕХ. Известны также варианты термоусадочных покрытий, они обычно получены из полиэтилена (ПЭ) или смеси полипропилена (ПП) и сшитого полиэтилена (РЕХ). Чаще всего эти заплаты используются вместе с жидким одно- или двухкомпонентным праймером. Применяется также и ряд других решений, таких, как полиуретановая краска, битум, битумная эмаль и т.д.
Ни одно из решений, предлагавшихся до сих пор, не соответствует по качеству 3-слойному заводскому покрытию. Так, зона заплаты остается намного слабее, чем первоначальное покрытие. Это особенно справедливо для очень плотных заводских покрытий, где, например, используются эпоксидный порошок, привитой адгезив и бимодальный HDPE. В частности, значения сопротивления отслаиванию (PS) даже приблизительно не отвечает соответствующим значениям для заводского покрытия. Это связано главным образом с тем фактом, что зону скоса и перекрытия поврежденной области нагревают с применением газовой горелки или обдувки горячим воздухом незащищенного полиолефинового (РО) покрытия. Сильный нагрев очень быстро повреждает поверхность РО. В дополнение, на заводское покрытие, где адгезия низкая, наносится эпоксидный предварительно покрывающий слой (праймер).
Следующими факторами, которые не принимаются во внимание должным образом в сегодняшних методах ремонта, являются толщина слоя заводского покрытия и зоны перекрытия. Проблемы могут возникнуть, в частности, в случае изготовленных заранее заплат, размер и толщина которых фиксированы и редко соответствуют заводскому покрытию. Перекрывание заплатой заводского покрытия дает плохое сцепление и очень плохой результат, в частности, при применении так называемой горизонтальной технологии бурения или на трубных базах колтюбинга, где при установке требуется перемещение трубы. Горизонтальное бурение означает ситуацию, когда имеется заранее выбуренное отверстие, идущее в земле под дорогами, сельскохозяйственными земельными участками, реками, болотами и т.д. После этой операции готовый трубопровод (несколько труб, сваренных вместе, сварные швы которых защищены) протягивается в земле, чтобы избежать открытых траншей.
Документ US 2007/0034316 А1 раскрывает на фиг. 4 и в соответствующих местах в тексте пример метода восстановления трубы, в котором полиолефиновая заплата наносится на поврежденную зону таким образом, чтобы она перекрывала заводское покрытие. Заплата содержит отверждающуюся сшиваемую эпоксидную смолу, причем смола факультативно не содержит добавок отвердителя эпоксидной смолы, и полностью преполимеризованного, несшитого сшивающегося или сшитого полиолефинового полимера. Заплата наносится на частично или полностью отвержденный наплавленный эпоксидный слой. Содержащая эпоксид заплата сцепляется с эпоксидным слоем, образуя в результате взаимопроникающую полимерную сетку (IPN).
ЕР 444446 раскрывает способ восстановления трубного покрытия на основе полипропилена. Заплата содержит от 59% до 94% полипропилена, статистического сополимера пропилена с этиленом, статистического сополимера пропилена с этиленом и 1-бутеном или их смесей с одним или более пластомерными полимерами, выбранными из группы, состоящей из сополимеров этилена с винилацетатом, LDPE, HDPE, полиамидов и полиуретана; от 5% до 4 0% полимера или смеси эластомерных полимеров, выбранных из группы, состоящей из EPR, EPDM, блок-сополимеров SEBS, блок-сополимеров SBS и сополимера этилена с этилакрилатом; от 1% до 10% полипропилена, модифицированного 1-10% малеинового ангидрида, изофорон-бисмалеаминовой кислоты или акриловой кислоты; и от 0% до 3% углеродной сажи. Заплата наносится таким образом, чтобы она перекрывала заводское покрытие трубы и наносится в несколько тонких слоев, чтобы достичь желаемой толщины покрытия. Таким образом, увеличивается также толщина зоны перекрытия, что нежелательно.
Другие способы предшествующего уровня для покрытия и/или ремонта труб раскрыты, например, в WO 93/00214 и W0 90/12235.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одной задачей изобретения является обеспечить способ восстановления и материалы для заплат, которые решают по меньшей мере часть вышеназванных проблем. В частности, задачей является обеспечить способ, который позволяет произвести более серьезный ремонт труб с поврежденным заводским покрытием.
Согласно одному аспекту изобретения, эти задачи достигаются раскрываемым ниже способом, более конкретно, способом, определенным в пункте 1 формулы изобретения.
Согласно одному варианту осуществления, настоящий способ направлен на восстановление покрытия трубы, содержащей каркас трубы и полимерное покрытие вокруг каркаса трубы, причем полимерное покрытие имеет поврежденную зону подлежащую восстановлению. Способ включает:
- подготовку трубы для восстановления путем локального удаления покрытия вокруг поврежденной зоны полимерного покрытия, получая зону восстановления,
- нагревание трубы в зоне восстановления до температуры выше температуры плавления полимерного покрытия,
- нанесение на нагретую зону восстановления заранее нагретого адгезивного полимерного материала, покрывая полностью зону восстановления, в результате чего адгезивный полимерный материал сцепляется со стальной трубой, напрямую или через эпоксидный предварительно покрывающий слой, который может быть факультативно нанесен на сталь, и
- охлаждение зоны восстановления.
В основном способе согласно изобретению адгезивный полимерный материал включает гомо- или сополимеры этилена, содержащие по меньшей мере 90 моль% этиленовых звеньев.
Термин "адгезивный полимерный материал" относится к содержащему полиолефин материалу, который способен покрывать зону восстановления и соединяться с поверхностью трубы или эпоксидного предварительно покрывающего слоя. Адгезивный полимерный материал может быть однослойным объектом, содержащим только адгезионный слой, или многослойным объектом, в частности, двухслойным, содержащим внутренний адгезионный слой и один или более верхних слоев.
Согласно одному предпочтительному варианту осуществления, адгезионный слой содержит модифицированный полиэтилен в количестве по меньшей мере 90%. Предпочтительно, модифицированный полиэтилен содержит:
i. от 50 до 90 вес. %, предпочтительно от 60 до 80 вес. % полимера, выбранного из гомополимеров этилена, сополимеров этилена и С4-С10альфа-олефинов, имеющих плотность примерно от 900 до 970 кг/м3, и их смеси; и
ii. от 10 до 50 вес. % эластомера, предпочтительно являющегося сополимером этилена и одного или более сомономеров, выбранных из С3-С10альфа-олефинов, акрилатов, метакрилатов, ацетатов, циклических олефинов, С6-С12диенов и C6-С12триенов.
Факультативно, модифицированный полиэтилен может содержать также
iii. не более 10 вес. % обычных добавок, пигментов и наполнителей, известных в данной области.
Согласно одному предпочтительному варианту осуществления, смесь (i) и (ii) или один из указанных компонентов привит ненасыщенной карбоновой кислотой, типично в присутствии инициатора свободных радикалов, такого как пероксид.
Согласно одному варианту осуществления, адгезивный полимерный материал содержит адгезионный слой, выполненный из материала, описанного выше, и верхний слой, содержащий по меньшей мере 90%
a) полиэтилена низкой плотности, полученного в процессе высокого давления,
b) сополимера этилена и С4-С10альфа-олефинов, имеющих а плотность примерно от 915 до 970 кг/м3,
c) смеси (а) и (b), или
d) смеси, содержащий от 10 до 90 вес. % (а), (b) или (с) и от 90 до 10% модифицированного полиэтилена, и
e) факультативно, не более 10 вес. % обычных добавок, пигментов и наполнителей, известных в данной области.
Согласно одному предпочтительному варианту осуществления, верхний слой полимерного материала содержит мультимодальный этилен сополимера, имеющий плотность от 935 до 955 кг/м3, индекс расплава MFR2 от 0,3 до 3,0 г/10 мин, и MFR21/MFR5 от 15 до 35.
Адгезивный полимерный материал и верхнее покрытие предпочтительно не содержат волокнистых наполнителей и волокнистых добавок, так как они могут значительно ослабить адгезию материала с трубой.
Согласно одному варианту осуществления, адгезивный полимерный материал сделан по существу из того же материала, что и полимерный верхний слой заводского покрытия или соответствующей изоляции сварного шва на трассе. Выражение "по существу тот же материал" означает, что химические составы материалов одинаковы в пределах обычных производственных допусков. В частности, рецептура полимера и соотношение между компонентами полимерной смеси (где имеется) одни и те же. В предпочтительном варианте осуществления одинаков также механический состав, т.е. толщина слоя и потенциальные структуры нижних слоев одинаковы.
Каркас трубы типично является стальным каркасом трубы. Полимерный верхний слой трубы типично содержит полиолефин.
Согласно одному варианту осуществления, адгезивный полимерный материал поставляется в виде заранее сформованного элемента, т.е. заплаты, форма которой соответствует форме подготовленной зоны восстановления. Такой заранее сформованный элемент может быть получен путем вырезания из верхнего слоя второй трубы, снабженной вторым полимерным верхним слоем, причем сцепление верхнего слоя с каркасом трубы слабее, чем у трубы, которую нужно отремонтировать, чтобы облегчить отделение верхнего слоя. Способ для достижения этого будет пояснен более подробно позднее.
Таким образом, не только состав заплаты, но и ее геометрическая форма, в частности, поперечные размеры и/или кривизна, могут легко соответствовать форме ремонтируемой трубы.
Согласно альтернативному варианту осуществления, адгезивный полимерный материал наносят на зону восстановления с экструдера, предпочтительно с ручного экструдера, в реактивной форме. Реактивность означает, что нанесенный полимер способен реагировать с полимером, на который он нанесен, в присутствии тепла, и образовать в результате прочные полимер-полимерные связи.
Изобретение подходит, в частности, для случаев, когда и адгезивный полимерный материал, и заводское покрытие трубы содержат соэкструдированный лист, содержащий адгезивный полимерный слой и полиолефиновый верхний слой. Альтернативно, адгезивный полимерный материал может быть нанесен как лист, сделанный из реактивного полимера, независимо от структуры заводского покрытия. Однако, имеются также и другие опции.
Согласно одному варианту осуществления, способ содержит этапы
- нагрев трубы до 160-200°C,
- нагрев адгезивного полимерного материала до по меньшей мере 200°C,
- нанесение адгезивного полимерного материала на нагретую зону восстановления, и
- приложение давления к адгезивному полимерному материалу, чтобы обеспечить связывание адгезивного полимерного материала с каркасом трубы и с полимерным верхним слоем.
Предпочтительно нагревают адгезивный полимерный материал до по меньшей мере 150-250°C,
Как вкратце упоминалось выше, согласно одному предпочтительному варианту осуществления, перед нанесением адгезивного полимерного материала на нагретую трубу наносится предварительно покрывающий слой, в частности, эпоксидный предварительно покрывающий слой в форме порошка. Эпоксидные предварительно покрывающие слои и методы их нанесения специалисту известны из процессов заводского покрытия. В одном варианте осуществления настоящего способа предварительно покрывающий слой наносят только на открытый стальной участок, а не на края или скосы восстанавливаемого заводского покрытия или покрытия сварного шва на трассе. Таким образом, даже при использовании предварительно покрывающего слоя полимер-полимерные связи на поверхности раздела адгезивного полимерного материала и исходного покрытия трубы имеют максимальную прочность.
Согласно одному варианту осуществления, применяется двухстадийная схема нагрева. В случае реактивного верхнего слоя такой способ содержит:
- нагрев трубы до первой температуры, вызывающей только частичное отверждение эпоксидной смолы (типично ниже 150°C),
- нанесение эпоксидного предварительно покрывающего слоя на трубу в зоне восстановления,
- нанесение реактивного адгезивного полимерного материала на эпоксидный предварительно покрывающий слой,
- продолжение нагрева трубы до второй температуры, при которой эпоксидная смола окончательно отверждается (типично выше 150°C) и связывает реактивный адгезивный полимерный материал с предварительно покрывающим слоем и с верхним слоем.
Первая температура может составлять, например, 120-140°C, а вторая температура может составить, например, 160-200°C.
Рекомендуется применение порошковой эпоксидной смолы, чтобы обеспечить характеристики сопротивления отслаиванию, близкие к характеристикам заводского покрытия.
Подготовка зоны восстановления вокруг поврежденной зоны необходима для достижения хорошего восстановления. Подготовка предпочтительно содержит вырезание зоны восстановления в правильной форме (например, в форме четырехугольника, треугольника, эллипса, круга или многоугольника), скашивание краев верхнего слоя зоны восстановления и обеспечение подходящего профиля шероховатости стальной поверхность. Скосы могут иметь наклон, например, 10-45°, предпочтительно примерно 30°, относительно нормали к поверхности трубы.
Согласно одному варианту осуществления, к адгезивному полимерному материалу после его нанесения на зону восстановления прикладывается внешнее давление. Это обеспечивает хороший контакт, даже смещение полимера и удовлетворительную химическую связь адгезивного полимерного материала как со сталью, так и с или предварительно покрывающим слоем и с краями верхнего слоя.
Еще лучший результат восстановления достигается, если нагретую зону восстановления активно охлаждать после нанесения адгезивного полимерного материала, например, используя холодный флюид.
Толщина адгезивного полимерного материала, а также его возможных подслоев (таких, как эпоксид и порошковый адгезив), предпочтительно такая же, как у покрытия восстанавливаемой трубы (с точностью 10%). Благодаря этому не требуется наложения адгезивного полимерного материала на заводское покрытие, что устраняет риск отслаивания, в частности, при горизонтальном бурении и на базах намотки колтюбинга.
Нагрев стальной трубы (зоны ремонта) может проводиться с применением нескольких способов. Основной способ включает:
- нагрев газовой горелкой каркаса трубы изнутри трубы, и/или
- индукционный нагрев каркаса трубы изнутри или снаружи трубы,
- и, факультативно, в качестве вторичного/дополнительного нагрева, нагрев обдувкой горячего воздуха или нагрев инфракрасным излучением. Вторичный нагрев может быть направлен на полимерный верхний слой вблизи зоны восстановления, так как верхний слой может не нагреться в достаточной степени через теплопроводность от стали для образования полимер-полимерных связей. Температуру поверхности верхнего слоя предпочтительно повышать до по меньшей мере 110°C, что достаточно для содержащих полиэтилен верхних слоев.
Нагрев адгезивного полимерного материала, если он наносится в форме заплаты, предпочтительно проводится в печи.
Двумя основными опциями для материала покрытия являются соэкструдированный лист, содержащий два слоя, выполненных из разных полимеров, таких, как привитый кислотой МаН адгезионный слой и содержащий ПЭ верхний слой. Другой опцией является реактивный материал, типично однослойное реактивное верхнее покрытие. Обе эти опции могут обеспечиваться как заранее изготовленные заплаты или заплаты, экструдируемые in situ. Заводское изготовление (в частности, соэкструдированных листов) выгодно тем, что размеры и кривизну заплаты можно точно подогнать к размерам и кривизне восстанавливаемой поверхности до нанесения заплаты. Выгода от экструзии in situ состоит в том, что реакционная способность адгезивного полимерного материала максимальна сразу после экструзии и, таким образом, имеет место прочное связывание. Толщина слоя в обоих случаях будет такой же, как для заводского покрытия, так как устройство для нанесения покрытий или экструдер могут делать их в соответствии со спецификациями на заводское покрытие трубы рассматриваемого типа.
Согласно одному варианту осуществления, заплаты для ремонта вырезают из большего листа в зависимости от размера повреждения и, следовательно, размера подготовленной зоны восстановления.
Полимеры согласно изобретению на основе ПЭ способны образовать хорошее сцепление с заводским покрытием на краях зоны восстановления, и не требуется наложения полимерного материала на заводское покрытие. Это особенно относится к случаям, когда материал заводского покрытия и материал для ремонта являются одинаковыми, так как полимер очень хорошо приваривается к самому себе в присутствии тепла. Таким образом, достигаются также вторичные цели изобретения, а именно разработка способа восстановления, в котором получаемое качество заплаты сравнимо с заводским покрытием труб, и способа восстановления, подходящего для полевых условий.
Предпочтительные варианты осуществления изобретения, являющиеся объектом зависимых пунктов, и следующее подробное описание.
Изобретение предлагает значительные преимущества. Наиболее существенным преимуществом является качество и характеристики восстановленной зоны трубы, которые соответствуют качеству и характеристикам высококачественных и высокопрочных заводских покрытий. Одновременно снижается риск нежелательного ухудшения заплаты из-за непредсказуемого короткого или длительного взаимодействия разных материалов. Таким образом, весь трубопровод может быть сделан из высококачественных материалов и методами покрытия без слабых звеньев.
Было установлено, что сопротивление отслаиванию заплаты, полученной согласно изобретению, а также другие критерии качества удовлетворяют не только стандартам на ремонт, но также стандарту на само заводское покрытие. Это обеспечивает производителям/собственникам трубопровода большую уверенность.
Более подробно, сопротивление отслаиванию заплат по настоящему изобретению намного выше 250 Н/см, тогда как для отвечающих прежнему уровню техники заплат Dirax (от Reichem) в близких условиях (нанесение с использованием эпоксидного предварительно покрывающего слоя и измерение при комнатной температуре) было измерено сопротивление отслаиванию менее 180 Н/см. Заплаты Dirax наносят с использованием обжимных рукавов, и их свариваемость с заводским покрытием относительно низкая, возможно, по меньшей мере частично из-за армирования волокном, используемого в заплате.
Полная совместимость гарантируется при использовании материалов и технологий изготовления, подробно описываемых ниже в настоящем документе. В частности, применение индукционного нагрева обеспечивает равномерную температуру и отсутствие повреждений заводского покрытия, так как до высокой температуры нагревается только сталь. Действительно, процессы восстановления всегда склонны сами вызывать повреждения. Такие повреждении включают отслаивание и разложение заводского покрытия из-за слишком высокой температуры. Применяя способ по настоящему изобретению, можно практически устранить такие риски.
Вместо или в дополнение к индукционному нагреву, предпочтительно снаружи трубы, можно использовать нагрев газовой горелкой изнутри трубы. Это устраняет риск сжигания заводского покрытия.
Было измерено, что сопротивление царапанию заплата в 3-4 раза лучше, чем при традиционных решениях, и по меньшей мере в два раза выше, чем у заплат уровня техники (Dirax от Reichem). Материал для ремонта может производиться любым поставщиком, в частности, тем, кто производит покрытие труб, таким образом, нет нужды покупать из других источников. Можно разработать систему, где клиенты производителей труб могут делать заплаты для ремонта сами в соответствии с потребностями. Настоящий метод и заплаты можно легко применять как на трубопрокатном стане, так и, что более важно, в полевых условиях.
Таким образом, воплощения изобретения охватывают следующие варианты метода ремонта.
- 3-слойное восстановление: 2 слоя полимера как соэкструдированное покрытие и использование эпоксидного предварительно покрывающего слоя (основное решение),
- 2-слойное восстановление А: реактивное покрытие на эпоксидном предварительно покрывающем слое (заплата или экструдированное покрытие),
- 2-слойное восстановление В: 2 слоя полимера, наносимые прямо на трубу как соэкструдированное покрытие,
- 1-слойное восстановление: реактивное покрытие, наносимое сразу на сталь (заплата или экструдированное покрытие),
- любое из вышеуказанного вместе с дополнительным адгезионным слоем в форме расплава, заплаты или порошка между каркасом трубы или предварительно покрывающим слоем (если имеется) и покрытием.
Согласно одному аспекту изобретения, покрытую заплатой площадь активно охлаждают изнутри трубы после нанесения заплаты, чтобы повысить адгезию заплаты. Действительно, охлаждение, по-видимому, создает сильную связь между адгезивом и стальной трубой даже в отсутствие эпоксидного слоя, что позволяет применять упрощенный способ восстановления.
Выгодно начинать охлаждение именно изнутри, так как таким путем наиболее критическая часть заплаты, а именно поверхность раздела сталь/полиолефин (или эпоксид/полиолефин) охлаждается быстро. Эффект охлаждения продолжается к наружной поверхности заплаты. Альтернативно, охлаждение можно также первоначально начинать снаружи (сверху заплаты) до достижения температуры ниже температуры плавления адгезивного полимера. Однако после этого применяется внутреннее охлаждение, чтобы достичь наилучших результатов связывания.
Внутреннее охлаждение можно осуществить, приводя нагретую внутреннюю поверхность трубы в контакт с жидким или твердым материалом, имеющим температуру, которая по меньшей мере на 50°C ниже, чем температура, до которой была нагрета поверхность трубы, или обдувая поверхность трубы воздухом или другим газом, имеющим температуру не более 30°C.
Действительно, было найдено, что описанное выше внутреннее охлаждение работает не только с заплатами, содержащими ПЭ, но также и с другими, такими, как заплаты, содержащие ПП. Таким образом, данный аспект можно подразделить на выделенную заявку, в которой заплата производится из любого полиолефин-содержащего материала, в частности, материала, содержащего модифицированный полиолефин. Примеры подходящих ПП-полимеров описаны в ЕР 1911825 А1 и в спецификации ВВ108Е-1199, относящегося к семейству материалов Borcoat(ТМ) от группы компаний Borealis.
Примеры подходящих содержащих ПП материалов приводятся в следующем подробном описании.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
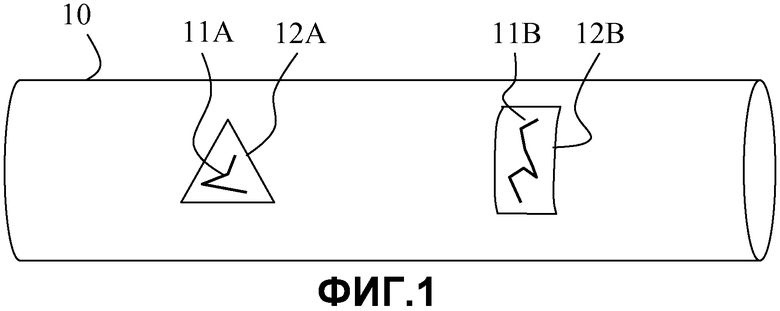
Фиг. 1 схематически показывает трубу с двумя поврежденными зонами.
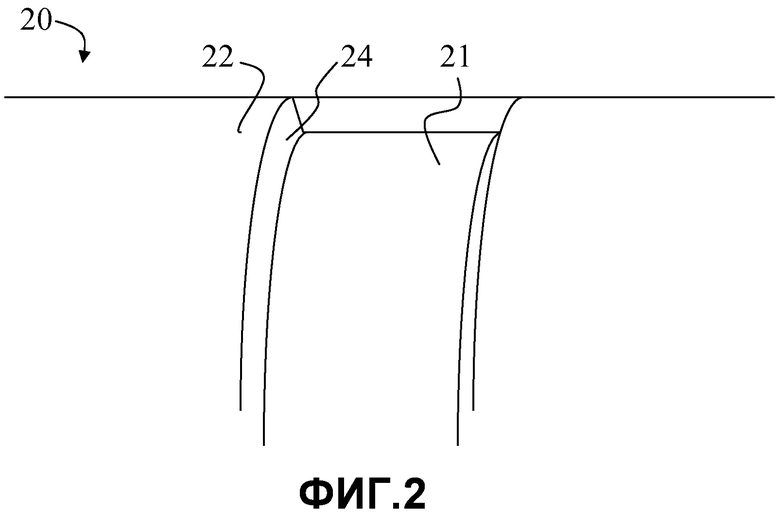
Фиг. 2 иллюстрирует вид в перспективе зоны восстановления, подготовленной для нанесения заплаты.
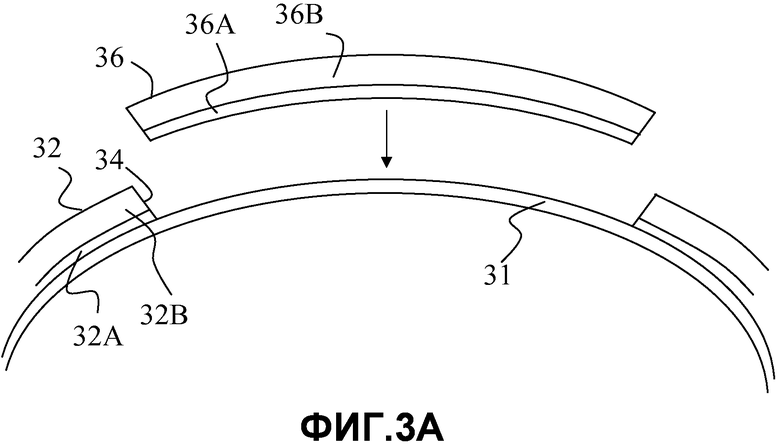
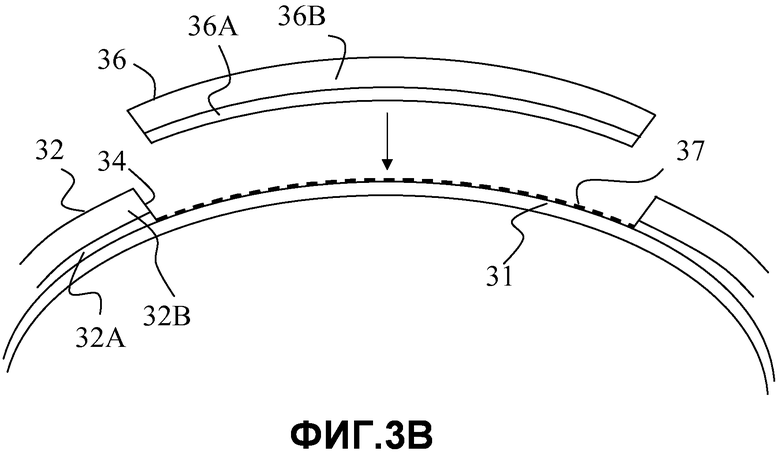
Фиг. 3А, 3В и 4 показывают в поперечном разрезе различные варианты осуществления предлагаемого изобретением метода восстановления.
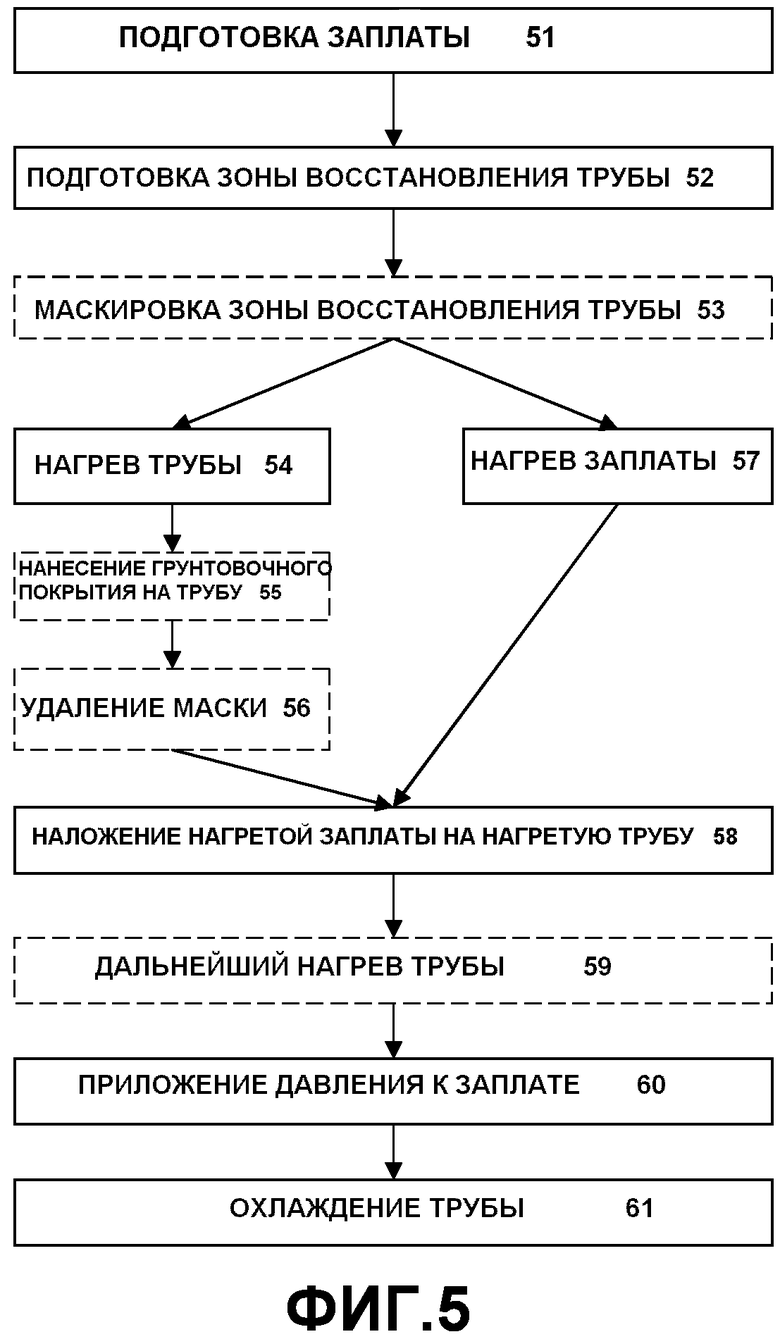
Фиг. 5 показывает блок-схему способа согласно одному варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Ниже описываются выгодные процедуры ремонта согласно изобретению, а также различные альтернативы отдельных этапов.
ПОДГОТОВКА МОДИФИЦИРОВАННОГО ПОЛИОЛЕФИНА
Модифицированный полиэтилен, имеющий желаемую адгезионную способность и подходящий для применения в настоящем способе, может быть получен прививкой к полимерам (i) и (ii), указанных выше в разделе "Сущность изобретения", или к одному из указанных компонентов, ненасыщенной карбоновой кислоты, типично в присутствии радикального инициатора, такого, как пероксид. Один возможный способ получения такого модифицированного полиэтилена подробно описан в ЕР 1316598 А1 и здесь не повторяется.
Другие примеры таких полимеров описаны в достаточной для воспроизведения манере в документах ЕР 837915 В1, ЕР 1865037 А1, ЕР 2072586 А1, ЕР 2072587 А1, ЕР 2072588 А1 и ЕР 2072589 А1. Такие полимеры доступны для приобретения среди семейства материалов Borcoat (ТМ) от группы Borealis.
Подготовка заплаты (соэкструдированная или реактивная заплата) (фиг. 5, этап 51)
Приготовление заплаты производится с использованием "запасной" трубы, которая покрыта сходным образом с трубой, которую нужно отремонтировать. Вкратце, в случае трехслойного покрытия (эпоксид+адгезив+верхний слой) трубу получают, сначала покрывая одну труду только эпоксидом. Затем эпоксид нагревают и быстро охлаждают, как обычно. После этого трубу покрывают выбранным материалом заводского покрытия, включая адгезив и верхний слой. Трубу предварительно нагревают до температуры, соответствующей Tg эпоксида (типично 80-120°C), и затем наносят адгезив и верхний слой, например, способом соэкструдирования, чтобы получить лист, который можно легко удалить с трубы, так как из-за "неверных" параметров покрытия отсутствуют связи между эпоксидом и адгезивом. Таким образом, когда лист удаляют с трубы для получения заплаты или листовой заготовки для заплаты, трубу нагревают до температуры ниже Tg эпоксидной смолы (например, на 0,5-20°C ниже), чтобы можно было легко удалить покрытие и сделать заплаты.
Как должен понимать специалист в данной области техники, принцип будет таким же для реактивного верхнего слоя, когда FC-материал является "смесью" адгезива и основного материала верхнего слоя.
После этого делают заплату из листа, полученного с поверхности трубы, отрезая желаемый размер. Такая заранее формованная заплата может использоваться для проведения ремонта трубы, содержащей заводское покрытие такого же типа, либо на заводе, либо в полевых условиях. Толщина заплаты, благодаря реально близким параметрам покрытия, такая же или по существу такая же (с погрешностью в пределах 10%), как толщина покрытия трубы, которую нужно отремонтировать.
Соэкструдированный лист содержит два слоя, а именно, адгезионный слой и верхний слой. Оба слоя могут содержать полимеры на основе полиэтилена.
Подготовка трубы (фиг. 5, этап 52)
Поврежденную зону трубы готовят для нанесения заплаты. Фиг. 1 показывает две поврежденные зоны, обозначенные позициями 11А и 11В. В зависимости от типа повреждения, то есть, от того, простирается ли повреждение вниз до оголенной стали или относится только к поверхности полимера, процедуры сильно различаются. Сначала обсуждается наихудший сценарий, то есть до повреждения стали трубы.
Поврежденную зону 11А, 11В, которая изначально имеет неправильную форму, делают более регулярной, например, четырехугольной или треугольной, чтобы облегчить последующие шаги. Это можно сделать, удаляя заводское покрытие локально вокруг поврежденной зоны 11А, 11В, используя подходящий режущий инструмент, чтобы образовать подходящую линию резки 12А, 12В. Затем центральную часть, задаваемую линиями резки 12А, 12В, удаляют, чтобы получить вырез в заводском покрытии трубы 10.
Фиг. 2 показывает более подробно часть выреза в заводском покрытии 22 трубы 20. Вырез формируют вглубь к поверхности 21 стали (или, альтернативно, к предварительно покрывающему слою, если таковой имеется). Затем при необходимости края 24 открытой поверхности скашивают до наклонного угла (например, 10-45°, предпочтительно примерно 30°) относительно нормали к поверхности трубы 22, например, используя абразивный инструмент. Скосы могут быть образованы также при получении линий резки.
Само собой разумеется, вырез может быть сделан в соответствии с размерами заранее вырезанной заплаты или, альтернативно, сначала может быть сделан вырез желаемой формы, а заплата может быть сделана в соответствии с размерами выреза.
После этого рекомендуется провести пескоструйную обработку или очистку от шлаков стальной поверхности 21, получая профиль шероховатости стали (предпочтительно >50 мкм). Можно также использовать стальную щетку. Это создание профиля можно также обеспечить, применяя вращающееся колесо щеточного типа, которое не разрушает первоначальный профиль шероховатости, но способно удалить все оставшиеся первоначальные покрытия. Дробеструйная обработка не рекомендуется, так как она может проникнуть в заводское покрытие.
После этого открытую зону предпочтительно чистят, например, используя такие химикаты, как изопропиловый спирт или другие вещества, способные растворять липофильные загрязнители, вместе с механическим удалением пыли. Целью этого является удаление всех загрязнителей, несвязанных частиц, масла, жира и т.д. с поверхности, которую требуется восстановить.
Маскировка трубы (факультативный этап) (фиг. 5, этап 53)
Затем окружающее заводское покрытие закрывают, в частности, его скосы и зону, возможно перекрываемую заплатой. Маскировка является факультативным этапом, но оказалось, что маскировка очень желательна по меньшей мере в том случае, если на следующем этапе нагрева применяется обдувка горячим воздухом для нагрева заводского покрытия, чтобы предотвратить окисление и образование карбоксильных групп, которые не позволяют получить хорошее сварное соединение полимера. Обдувка горячим воздухом может быть необходима особенно тогда, когда толщина стенок стали низкая, или когда заводское покрытие толстое.
Для маскировки можно использовать тефлоновую ленту, так как она выдерживает высокие температуры.
Нагрев трубы (фиг. 5, этап 54)
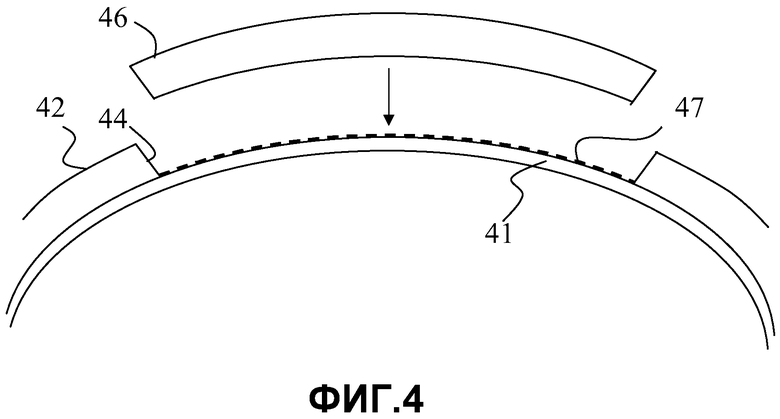
Далее, согласно фиг. 3А, 3В и 4, открытый стальной каркас 31, 41 трубы затем локально нагревают. Предпочтительно, нагревают также полимер на краях 34, 44 (скосы) заводского покрытия 32, 42 вокруг открытой стали, но не так сильно, как сталь 31, 41.
Нагрев может проводиться с применением пропановой газовой горелки изнутри трубы (газовая горелка может обеспечить температуру примерно 1800°C, которая бы сразу повредила заводское покрытие, если бы применялась напрямую) и/или используя индукционный нагрев изнутри или снаружи трубы. Обдувка горячим воздухом снаружи может применяться в качестве дополнительного нагрева, чтобы повысить температуру заводского покрытия до желаемого уровня. Сталь предпочтительно нагревают до температуры 160-200°C, измеряемой на поврежденной зоне снаружи трубы. В принципе, более высокая температура дает лучший результат, но может вызвать риск повреждений заводского покрытия, что нежелательно. Температура заводского покрытия 32, 42 в зонах скоса должна быть больше или равна температуре плавления рассматриваемого полимера, на практике типично 110-130°C для ПЭ и 140-180°C для ПП.
Типично, процесс нагрева занимает примерно 10-20 минут, в зависимости главным образом от толщины стенок трубы.
Нагрев заплаты (фиг. 5, этап 57)
Заплату 36, 46 также нагревают перед нанесением на зону восстановления. Нагрев заплаты 36, 46 предпочтительно проводят в подходящей печи. Температура печи предпочтительно устанавливается на 200-230°C, что также является целевой температурой заплаты 36, 46.
Обычно нагрев заплаты 36, 46 занимает примерно такое же время, что и нагрев трубы, поэтому предпочтительно помещать заплату 36, 46 в печь одновременно с началом нагрева трубы. Более конкретно, длительность определяется толщинами заплаты и стальной стенки. Достигнутые температуры можно проверить, используя датчики, например, ИК-датчик или обычный температурный датчик.
Нанесение эпоксидного предварительно покрывающего слоя (факультативный этап) (фиг. 5, этап 55)
Согласно фиг. 3В и 4, в соответствии с одним вариантом осуществления, на нагретую стальную трубу 31, 41 наносят эпоксидный предварительно покрывающий слой 37, 47. Результатом этого является улучшенная адгезия заплаты 36, 46 к стальной трубе 31, 41. Кроме того, что касается защиты от коррозии, присутствие эпоксида делает восстановленную зону похожей на заводское покрытие. Маскировка не удаляется до нанесения эпоксида 37, 47, чтобы предотвратить загрязнение эпоксидной смолой заводского покрытия. Эпоксид можно наносить в порошковой или жидкой форме на нагретую трубу непосредственно перед нанесением заплаты на следующем этапе. Оказалось, что порошковая эпоксидная смола является предпочтительной формой в случае соэкструдированных заплат 36 или реактивных заплат 46.
Согласно одному предпочтительному варианту осуществления, нанесение эпоксидного предварительно покрывающего слоя проводится в два этапа (двухстадийный нагрев). Так, на первом этапе сталь нагревают до 120-140°C.Затем наносят эпоксид. После этого нагрев продолжают до 160-200°C, предпочтительно до 160-180°C (без эпоксида желаемая температура составляет примерно 180-200°C). Оказалось, что двухстадийный нагрев меньше всего ухудшает качество имеющегося заводского покрытия.
Согласно одному варианту осуществления, заплату наносят между двумя этапами процесса двухстадийного нагрева. Окончательный нагрев, и, таким образом, отверждение эпоксида имеет место только после нанесения заплаты, что имеет особое значение в случае реактивных заплат.
Вместо эпоксидных смол можно использовать другие праймеры в порошковой или жидкой форме.
Эффектом предварительно покрывающего слоя является улучшение адгезии полиолефинового покрытия. Кроме того, можно удерживать более низкую температуру стали, что минимизирует риск повреждения заводского покрытия, и способ становится менее критичным в отношении охлаждения, как более подробно обсуждается ниже.
Нанесение заплаты (соэкструдированная или заранее сформированная реактивная заплата) (фиг. 5, этап 58)
Когда сталь 31, 41 и заплата 36, 46 достигли требуемых температур, заплату наносят на зону восстановления. До этого рекомендуется проверить по меньшей мере температуру на скосе 34, 44 заводского покрытия и при необходимости добавить нагрев горячим воздухом. Маску также удаляют (фиг. 5, этап 56) перед нанесением заплаты 36, 46. Затем заплату 36, 46 наносят на зону восстановления в контакте со стальной трубой 31, 41 или предварительно покрывающим слоем 37, 47 и заводского покрытия 32, 42. В слоистой структуре, какая показана на фиг. 3А и 3В, нижние слои заводского покрытия и заплаты 32А, 36А; 32В, 36В (соответственно) выровнены.
Нанесение завершается применением прижимного валика (фиг. 5, этап 60), чтобы избежать увлечения воздуха и вынудить полимер заплаты проникать везде в зоне восстановления. Прижимной валик прокатывается по всей площади заплаты 36, 46, а также по заводскому покрытию.
Для приложения давления к заплатам 36, 46 и, таким образом, для улучшения связи могут применяться стягивающий хомут или аналогичные средства создания давления.
Нанесение адгезивного полимерного материала в расплавленной форме (реактивная заплата, экструдированная на месте (in situ))
Заплата может также экструдироваться на месте на трубу с предварительно покрывающим покрытием. Для этого можно использовать ручной экструдер, соединенный с источником реактивного верхнего слоя. Температура полимера при нанесении в этом случае может быть выше 200°C, так как температура нанесения реактивного верхнего слоя типично находится в диапазоне 200-250°C.
Экструдер предпочтительно содержит плоскую головку, ширина которой устанавливается в соответствии с размером зоны восстановления.
Реактивную заплату можно наносить на полностью нагретую трубу прямо на сталь или на заранее нагретую трубу, содержащую эпоксидный предварительно покрывающий слой, после чего нагрев продолжается (двухстадийный нагрев). Таким образом, следует отметить, что порядок нанесения заплаты и нагрев трубы не критичен. Согласно одному предпочтительному варианту осуществления, трубу нагревают до по меньшей мере 100°C перед нанесением заплаты, чтобы предотвратить преждевременное и промежуточное охлаждение полимера и, таким образом, слабую связь.
В принципе, нанесение реактивного восстанавливающего материала в форме расплава аналогично нанесению соэкструдированной готовой заплаты, описанной выше, но используется ручной экструдер. Таким образом, расплавленный полимер наносится прямо на поврежденную зону и прокатывается, чтобы предотвратить захват и обеспечить хорошую свариваемость с заводским покрытием с или без предварительно покрывающего слоя.
Реактивный верхний слой может содержать, например, ME3000FC производства Borealis AG. Вокруг зоны восстановления можно использовать теплоизоляцию на заданный период времени, чтобы достаточно долго удерживать температуру высокой, чтобы прошло реактивное связывание с предварительно покрывающим слоем.
Охлаждение трубы (фиг. 5, этап 61)
После нанесения заплаты трубу охлаждают. Охлаждение может проводиться пассивно, т.е. позволяя трубе достичь температуры окружающей среды. Однако, было найдено, что активное охлаждение улучшает связывание заплаты. В частности, если эпоксидный предварительно покрывающий слой не используется, сильное (резкое) охлаждение делает связь очень хорошей. Охлаждение можно начинать снаружи (сверху заплаты) до достижения температуры ниже температуры плавления полимера заплаты. После этого процесс охлаждения продолжается изнутри трубы, предпочтительно с высокой интенсивностью. Активное охлаждение можно проводить, усиливая циркуляцию холодного воздуха или газа вокруг заплаты, или используя холодную воду, или даже снег или лед.
Одно преимущество использования эпоксидного предварительно покрывающего слоя состоит в том, что, как было найдено, охлаждение площади заплаты является менее критичным в сравнении со способом покрытия без применения эпоксида.
Описанные выше способы позволяют избежать захвата воздуха и слабого сцепления заплаты с зоной восстановления, позволяя одновременно использовать очень твердые и жесткие ПЭ- или ПП-материалы для ремонта. Например, было найдено, что вариант метода, использующий эпоксидный предварительно покрывающий слой (без дополнительного охлаждения) дает сопротивление отслаиванию по меньшей мере 260 Н/см и даже 300 Н/см или выше (причем 350 Н/см означает полную когезию). Это существенно выше, чем достигается методами предшествующего уровня.
Изобретение относится к способу восстановления покрытия на трубе (10), причем труба (10) содержит каркас трубы (31) и полимерное покрытие (32; 42) вокруг каркаса трубы (31), и полимерное покрытие (32; 42) имеет поврежденную зону (11A; 11B), которую нужно восстановить. Способ включает подготовку трубы (10) к ремонту путем удаления покрытия вокруг поврежденной зоны полимерного покрытия (32; 42), чтобы получить зону восстановления (12A; 12B), нагрев трубы (10) в зоне восстановления (12A; 12B) до температуры выше температуры плавления полимерного покрытия (32; 42), нанесение на нагретую зону восстановления (12A; 12B) адгезивного полимерного материала (36; 46), покрывая всю зону восстановления (12A; 12B), причем адгезивный полимерный материал (36; 46) связывается с трубой, и охлаждение зоны восстановления. Согласно изобретению адгезивный полимерный материал (36; 46) содержит модифицированный полиэтилен, имеющий по меньшей мере 90 моль.% этиленовых звеньев. Способом согласно изобретению можно провести высококачественный и высокоэффективный ремонт труб. 14 з.п. ф-лы, 5 ил.
1. Способ восстановления покрытия трубы (10), причем труба (10) содержит каркас (31, 41) трубы и полимерное покрытие (32; 42) вокруг каркаса (31, 41) трубы, и указанное полимерное покрытие (32; 42) содержит поврежденную зону (11А; 11В), подлежащую восстановлению, причем способ включает этапы, на которых:
- подготавливают трубу (10) для восстановления путем удаления покрытия вокруг поврежденной зоны полимерного покрытия (32; 42) для получения зоны восстановления (12А; 12В),
- нагревают трубу (10) в зоне восстановления (12А; 12В) до температуры выше температуры плавления полимерного покрытия (32; 42),
- наносят на нагретую зону восстановления (12А; 12В) адгезивный полимерный материал (36; 46), покрывая полностью зону восстановления (12А; 12В), в результате чего адгезивный полимерный материал (36; 46) сцепляется с трубой (10), и
- охлаждают зону восстановления,
причем адгезивный полимерный материал (36; 46) содержит модифицированный полиэтилен в количестве по меньшей мере 90 моль.% этиленовых звеньев, причем модифицированный полиэтилен включает в себя:
i. от 50 до 90 вес. %, предпочтительно от 60 до 80 вес. % полимера, выбранного из гомополимеров этилена, сополимеров этилена и С4-С10альфа-олефинов, имеющих плотность от примерно 900 до 970 кг/м3, и их смеси; и
ii. от 10 до 50 вес. % эластомера, предпочтительно являющегося сополимером этилена и одного или более сомономеров, выбранных из С3-С10альфа-олефинов, акрилатов, метакрилатов, ацетатов, циклических олефинов, C6-С12диенов и C6-С12триенов.
2. Способ по п. 1, отличающийся тем, что адгезивный полимерный материал (36; 46) наносится на зону восстановления (12А; 12В) в реактивном состоянии.
3. Способ по п. 1, отличающийся тем, что адгезивный полимерный материал (36) содержит верхний слой (36В), наложенный на адгезионный слой (36А) и содержащий по меньшей мере 90%
a) полиэтилена низкой плотности, полученного в процессе высокого давления,
b) сополимера этилена и С4-С10альфа-олефинов, имеющих плотность от примерно 915 до 970 кг/м3,
c) смесь (а) и (b), или
d) смесь, содержащую от 10 до 90 вес. % (а), (b) или (с) и от 90 до 10% модифицированного полиэтилена.
4. Способ по п. 3, отличающийся тем, что адгезионный слой (36А) и верхний слой (36В) являются соэкструдированными.
5. Способ по п. 1, отличающийся тем, что адгезивный полимерный материал (36; 46) содержит по существу тот же материал, что и полимерное покрытие (32; 42) трубы, подлежащей восстановлению.
6. Способ по любому из пп. 1-5, отличающийся тем, что адгезивный полимерный материал (36; 46) обеспечивается в виде заранее сформованной заплаты, форма которой соответствует форме зоны восстановления (12А; 12В), и заплату нагревают перед нанесением на зону восстановления (12А; 12В).
7. Способ по п. 6, отличающийся тем, что заплата получена вырезанием из покрытия второй трубы, отличной от трубы, которую требуется восстановить, и имеющей эпоксидный предварительно покрывающий слой, причем указанное покрытие содержит соэкструдированный или реактивный полимер.
8. Способ по п. 1, отличающийся тем, что адгезивный полимерный материал (36; 46) наносят на зону восстановления как пленочный расплав из экструдера, предпочтительно ручного экструдера.
9. Способ по любому из пп. 3 или 4, отличающийся тем, что и полимерное покрытие (32) трубы (10), подлежащей восстановлению, и адгезивный полимерный материал (36) содержат соэкструдированный лист, имеющий слой адгезивного полимера (32А; 36А) и верхний слой (32В; 36В).
10. Способ по любому из пп. 1-5, отличающийся, тем, что
- нагревают каркас (31; 41) трубы в зоне восстановления (12А; 12В) до 160-200°C,
- нагревают адгезивный полимерный материал (36; 46) до по меньшей мере 150-250°C,
- наносят адгезивный полимерный материал (36; 46) на нагретую зону восстановления (12А, 12В), и
- прикладывают давление к адгезивному полимерному материалу (36; 46), чтобы обеспечить сцепление заплаты с каркасом (31; 41) трубы и с полимерным верхним слоем (32; 36).
11. Способ по любому из пп. 1-5, отличающийся тем, что перед нанесением адгезивного полимерного материала (36; 46) на нагретый каркас (31) трубы наносят предварительно покрывающий слой (37), такой как эпоксидный предварительно покрывающий слой.
12. Способ по п. 11, отличающийся тем, что
- нагревают каркас (31; 41) трубы в зоне восстановления (12А; 12В) до первой температуры ниже 150°C, предпочтительно 120-140°C,
- наносят эпоксидный предварительно покрывающий слой (31) на трубу в зоне восстановления (12А; 12В),
- наносят реактивную или соэкструдированную заплату (36; 46) на эпоксидный предварительный покрывающий слой (31),
- продолжают нагревание каркаса (31) трубы до второй температуры выше 150°C, предпочтительно до 160-200°C, чтобы полностью отвердить эпоксидный предварительно покрывающий слой (31) и связать реактивную заплату или соэкструдированную заплату с предварительно покрывающим слоем (37) и с верхним слоем (32; 42) трубы.
13. Способ по п. 6, отличающийся тем, что обеспечивают на краях (34; 44) полимерного покрытия (32; 42), ограничивающих указанную зону восстановления, скосы под углом 10-45° относительно нормали поверхности трубы.
14. Способ по любому из пп. 1-5, отличающийся тем, что активно охлаждают зону восстановления (12А; 12В) изнутри трубы после нанесения адгезивного полимерного материала (36; 46).
15. Способ по п. 6, отличающийся тем, что адгезивный полимерный материал (36; 46) ограничен зоной восстановления (12А; 12В), не имеющей перекрытия с полимерным покрытием (32; 42) трубы, подлежащей восстановлению.
| US 5792518 A, 11.08.1998 | |||
| US 6165302 A, 26.12.2000 | |||
| US 2007036982 A1, 15.02.2007 | |||
| СПОСОБ РЕМОНТА ПЛАСТМАССОВЫХ ПОКРЫТИЙ МЕТАЛЛИЧЕСКИХ ТРУБ И РЕМОНТНОЕ ПОКРЫТИЕ | 1993 |
|
RU2109787C1 |

