Настоящее изобретение касается способа и устройства для формирования структуры, как минимум, одной области на поверхности твердого тела с покрытием из твердого материала посредством устройства, содержащего, как минимум, один лазер с длительностью импульса с коэффициентом в нано, пико или фемтосекундах. В частности, обрабатываемая поверхность может являться поверхностью инструмента для тиснения такого, как вал для тиснения или штамп для тиснения, структура поверхности которых передается на среду, как упаковочная фольга или подобную ей, или которая может являться поверхностью части ювелирного изделия, такой как часть корпуса часов. В дальнейшем, понятие «лазер» распространяется на лазерную систему целиком.
Известен способ и устройство такого рода из публикации WO 2007/012215 заявителя данного изобретения. Заявка PCT раскрывает процесс создания, так называемой, рифленой поверхности посредством луча лазера с длительностью импульса в фемтосекунду, направленного на деталь, которая может иметь слой из твердого металла, состоящего из сверхтвердого аморфного углерода с алмазоподобной фракцией более 50% удельного объема, которая известна под обозначением ta-C, состоящего из карбида вольфрама (WC), карбида бора (B4C), карбида кремния (SiC) или аналогичных твердых материалов. Как следует из различных документов, доступных в сети Интернет, большинство сверхтвердых углеродистых пленок (ta-C) отлично подходят для различных применений, в частности, для трибологических применений, а также для применения в целях оптической дифракции.
Кроме того, применение лазерных устройств, имеющих длительность импульсов в фемто- и пикосекунду, также известно в эксимерных лазерах с длительностью импульса в наносекундном диапазоне и длиной волны в ультрафиолетовой области для создания микроструктур. Создание микроструктур при помощи лазера для износоустойчивых поверхностей твердых тел требуется, в основном, для валов для тиснения или штампов для тиснения, если данные валы для тиснения или штампы предназначены для тиснения защищенных от подделок отличительных характеристик или особых знаков, привлекательных с точки зрения оптической дифракции, на упаковочной фольге для сигарет или продуктов. Такая упаковочная фольга изготовлена, как правило, из бумаги или пластикового слоя, имеющего нанесенный осаждением из паровой фазы или распыленный металлический слой, или выполнена только из металла, в основном, алюминия, или только из бумаги или пластика с поверхностной обработкой, придающей оптически эффективные с точки зрения оптической дифракции характеристики и структуры.
На основании известного уровня техники, а именно, на основании публикации, упомянутой выше WO 2007/012215, предметом данного изобретения является усовершенствование указанного способа формирования структуры поверхности твердого тела, в частности, вала или штампа для тиснения защищенных от подделок идентификационных признаков и/или оптически привлекательных знаков таким образом, что было бы возможно серийное изготовление таких поверхностей для придания им отличительных признаков, имеющих повышенную устойчивость от подделок, а также поверхностей большего масштаба, имеющих привлекательный оптический эффект, создаваемый дифракцией света. Такой объект получают способом, согласно пункту формулы изобретения 1, и при помощи устройства, согласно пункту формулы изобретения 11.
Другим предметом данного изобретения является предоставление способа измерения, управления и оптимизации способа создания микроструктуры. Данный предмет осуществляется способом в соответствии с пунктом формулы изобретения 10 и посредством устройства в соответствии с пунктом формулы изобретения 16. Дальнейшие примеры воплощения изобретения определены в зависимых пунктах формулы изобретения.
Далее данное изобретение получает детальное объяснение в соответствии с чертежами, представляющими примеры его воплощений.
Фиг.1 представляет схематичную диаграмму устройства в соответствии с изобретением, оснащенным двумя лазерами,
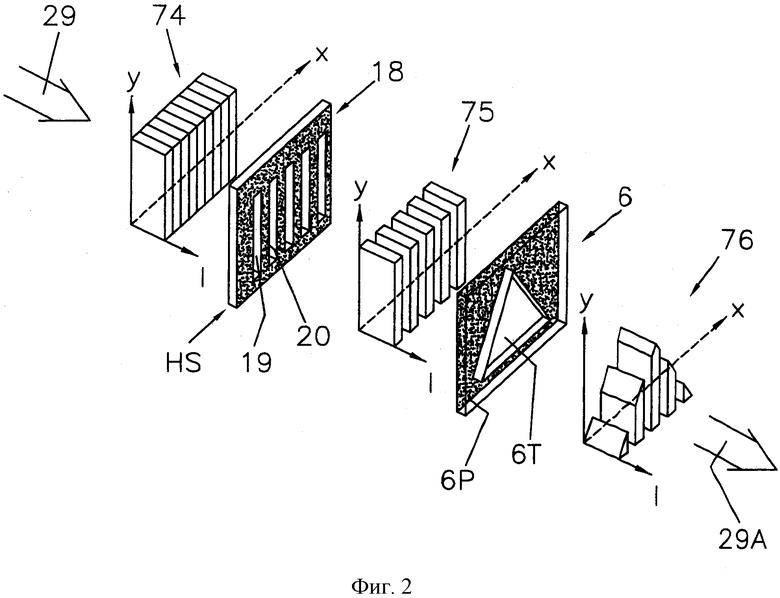
Фиг.2 представляет интенсивность луча, формирующего посредством сочетания шаблона и диафрагмы,
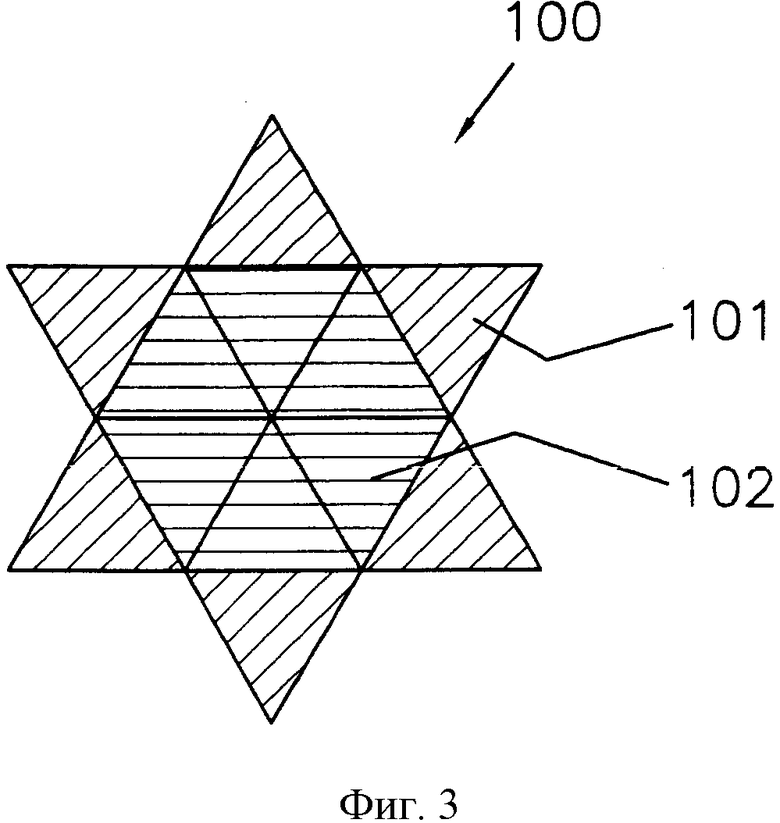
Фиг.3 представляет область с микроструктурой, имеющую форму звезды,
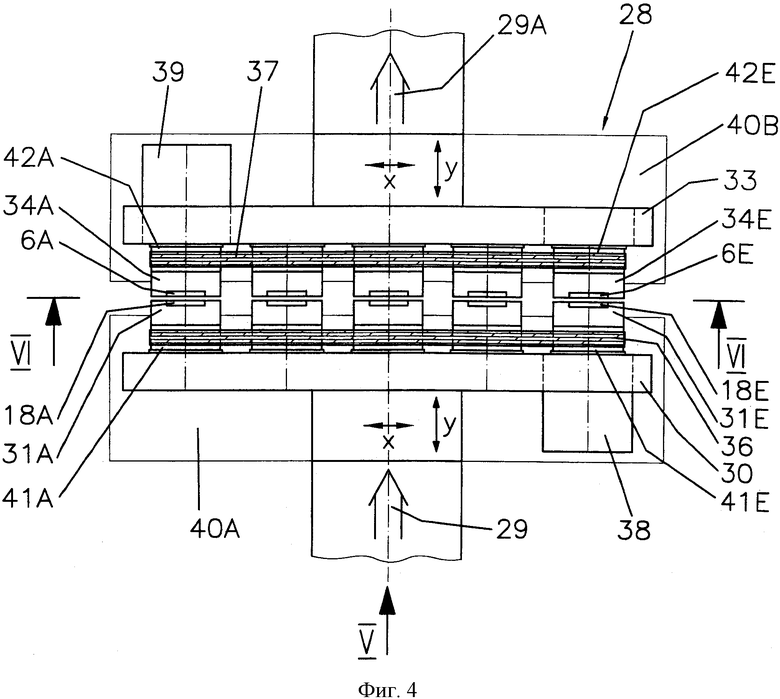
Фиг.4 представляет схематичную диаграмму обменного устройства для линейного шаблона и диафрагмы, вид сверху,
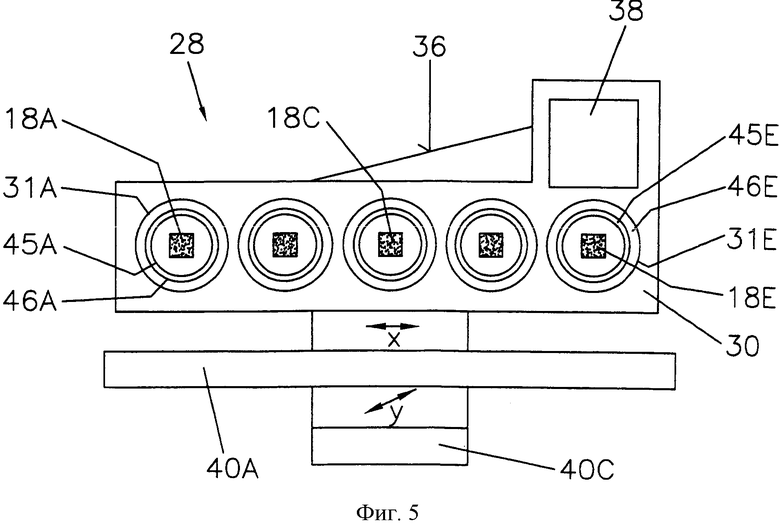
Фиг.5 представляет обменное устройство, изображенное на фигуре 4, в соответствии с направлением, указанным стрелкой V на фигуре 4,
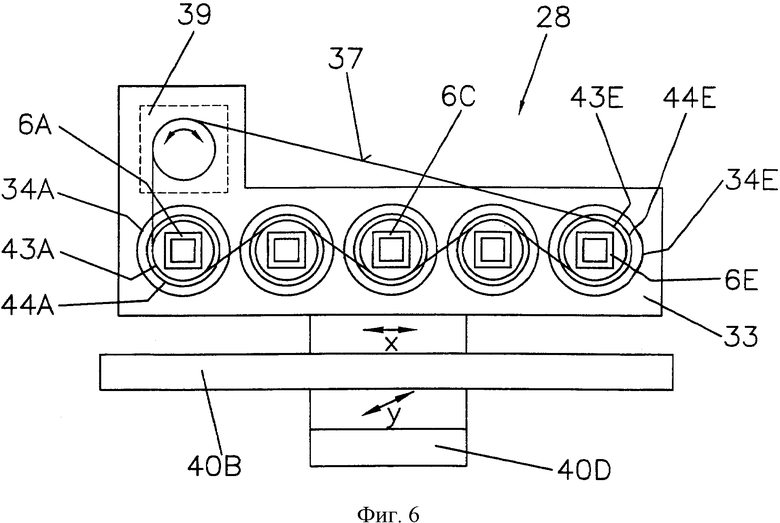
Фиг.6 представляет обменное устройство, изображенное на фигуре 4, в соответствии с плоскостью сечения VI-VI на фигуре 4,
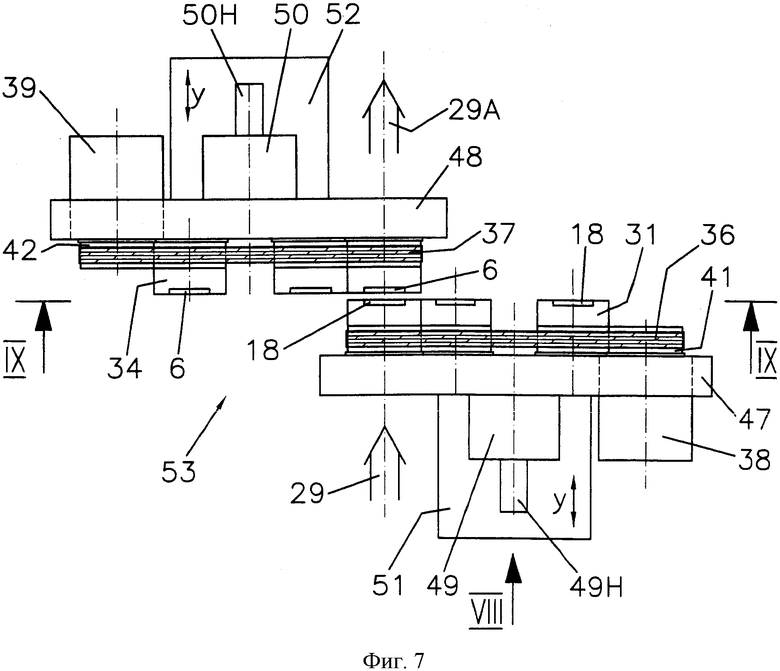
Фиг.7 представляет схематичную диаграмму обменного устройства поворотного шаблона и диафрагмы, вид сверху,
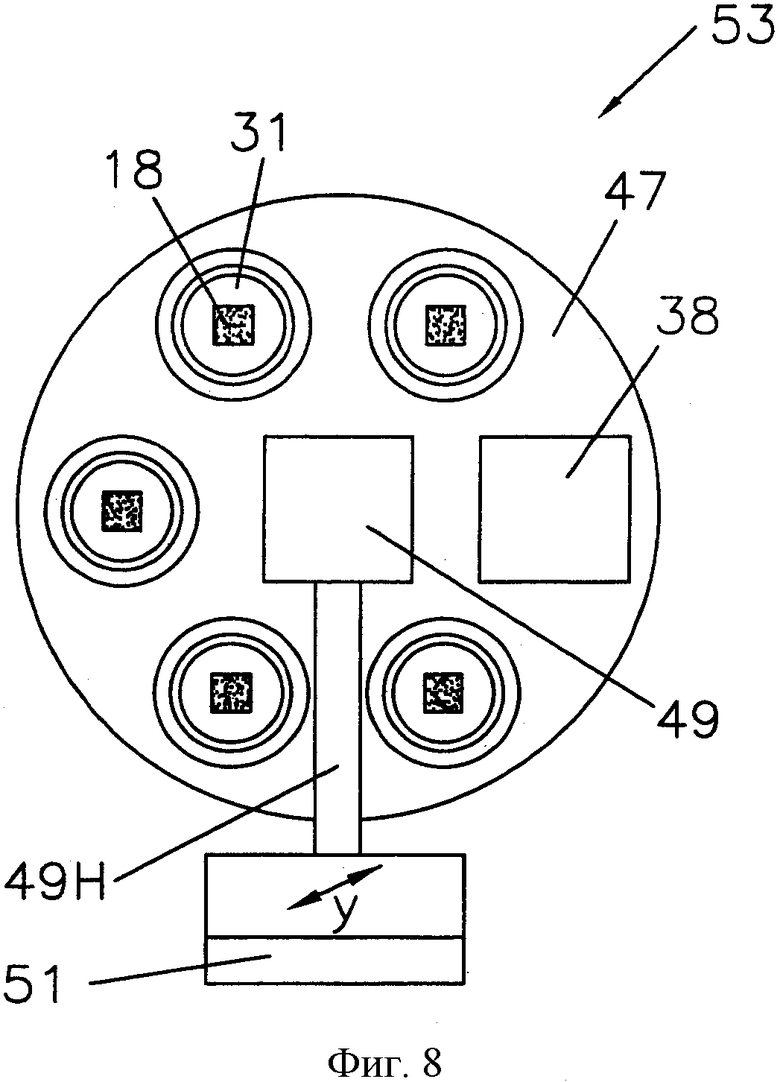
Фиг.8 представляет обменное устройство, изображенное на фигуре 7, в соответствии с направлением, обозначенным стрелкой VIII на фигуре 7,
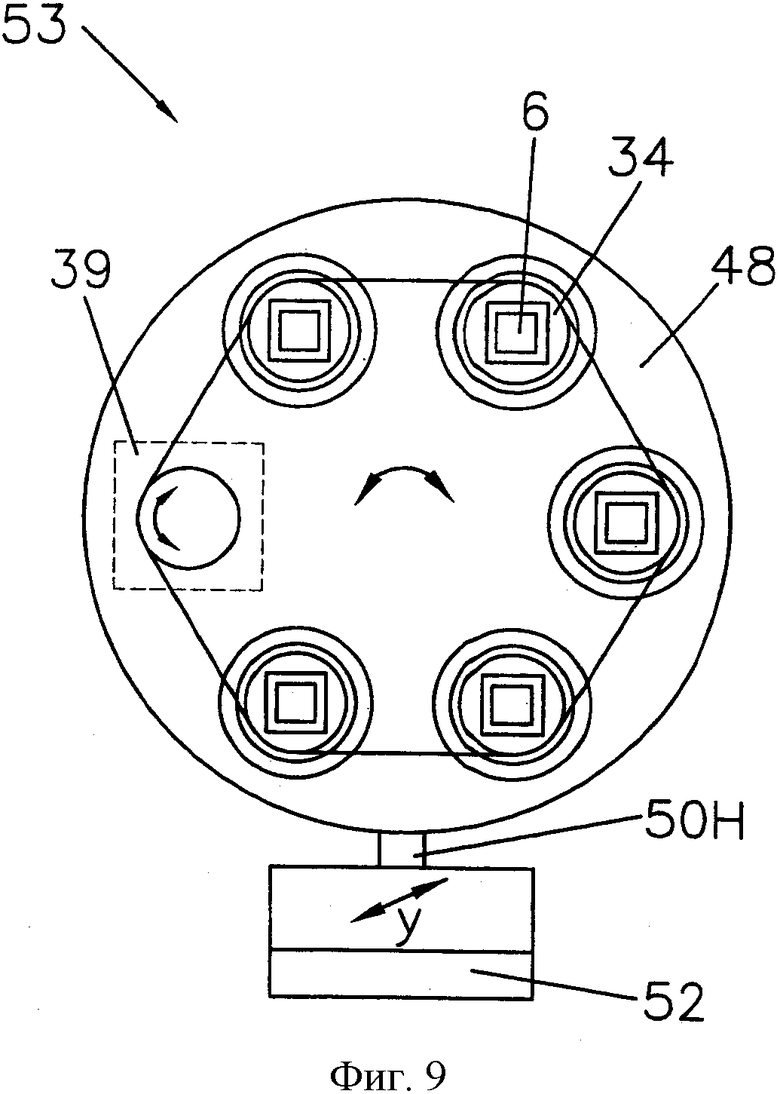
Фиг.9 представляет обменное устройство, изображенное на фигуре 7, в соответствии с плоскостью сечения IX-IX на фигуре 7,
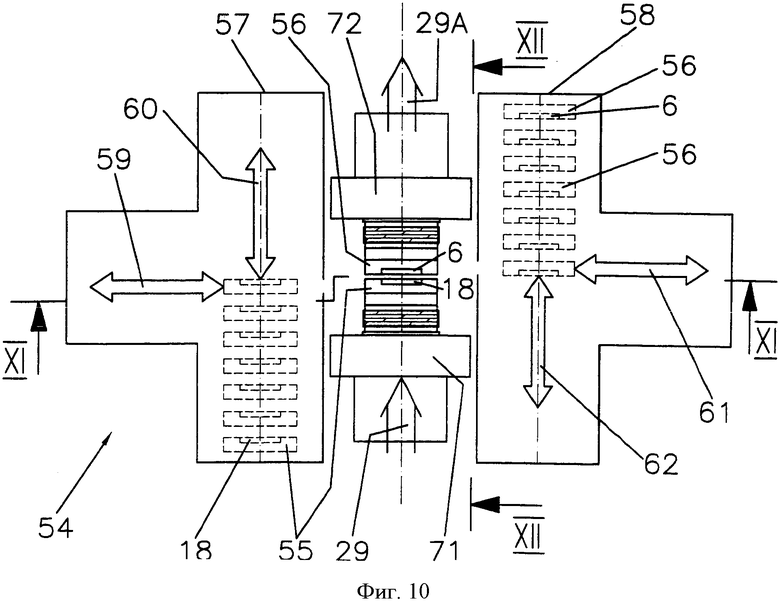
Фиг.10 представляет схематичную диаграмму иного воплощения обменного устройства с шаблоном и диафрагмой, имеющего накопитель для шаблонов и диафрагм,
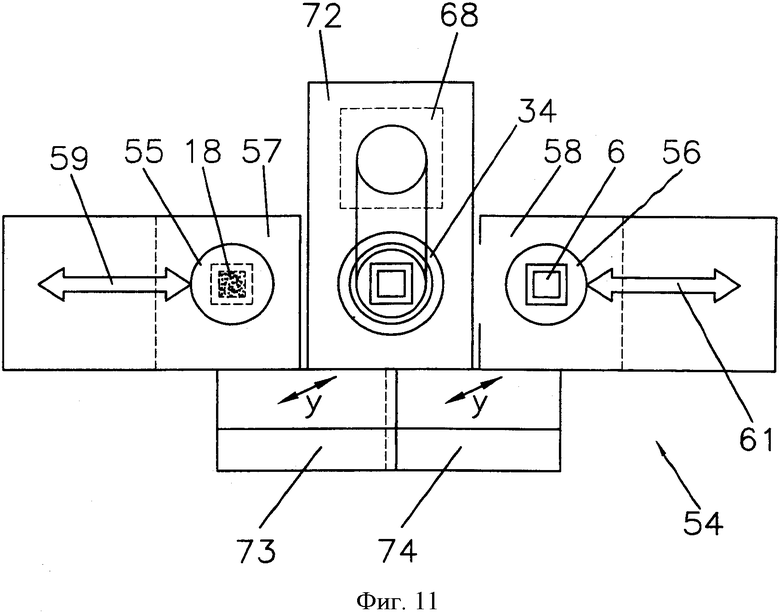
Фиг.11 представляет сечение в соответствии с линией XI-XI на фигуре 10,
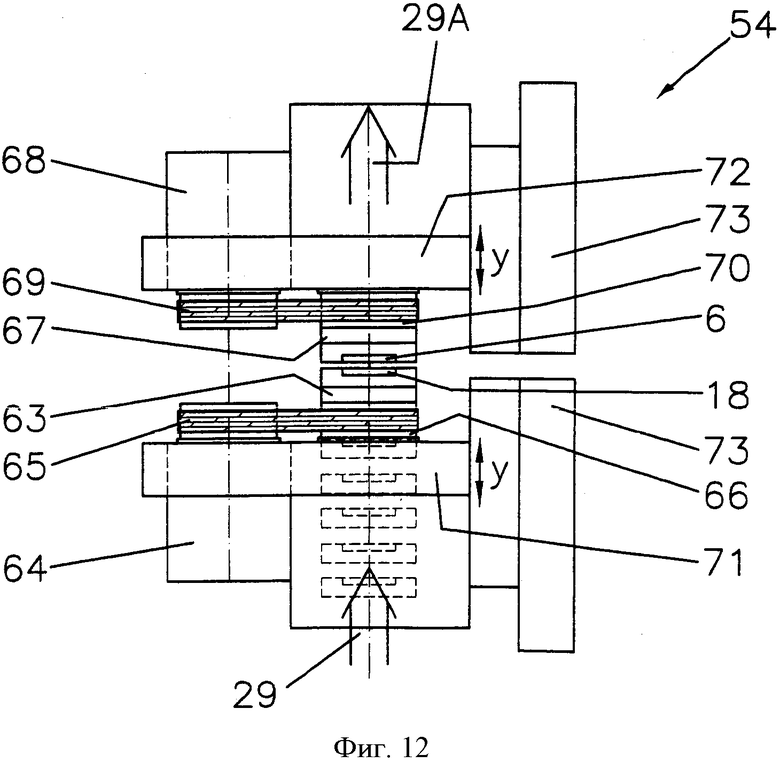
Фиг.12 представляет сечение в соответствии с линией XII-XII на фигуре 10,
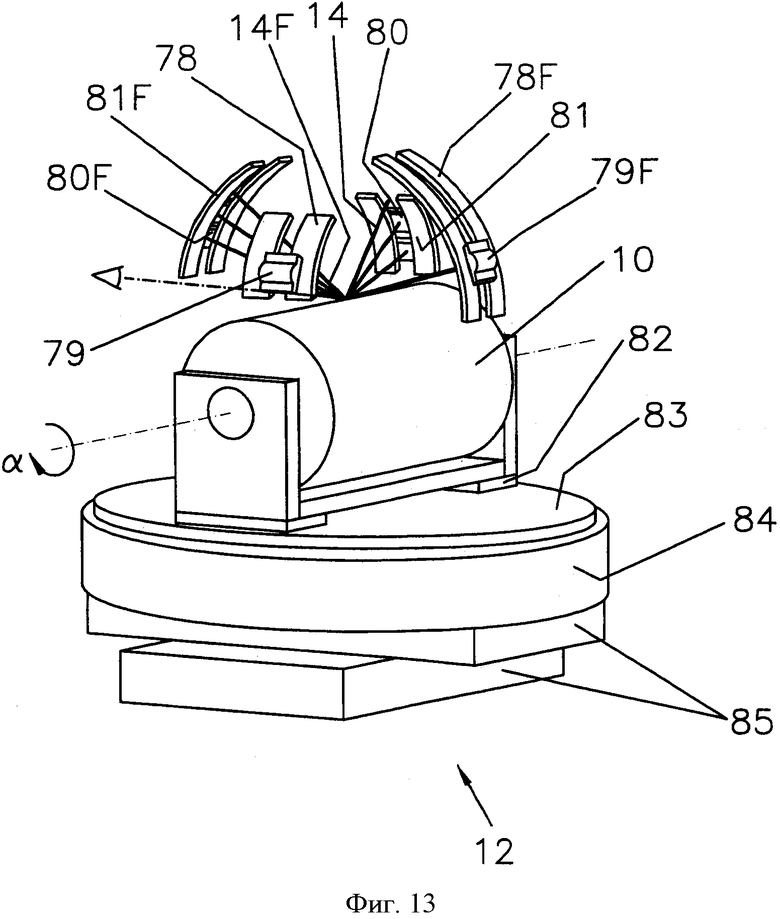
Фиг.13 представляет схематичную диаграмму дифрактометра для измерения и соотнесения шаблонов, диафрагм и валов для тиснения, а также для контроля качества при формировании структуры вала для тиснения.
Фиг.1 представляет схематичную диаграмму устройства в соответствии с изобретением, оснащенного двумя лазерами, для создания микро и наноструктур покрытых ta-C валов для тиснения, твердого материала ta-C, предназначенного для представленных твердых материалов.
Первый лазер, например, эксимерный лазер на фториде криптона (KrF) с длиной волны в 248 нанометров (нм) создает микроструктуру на слое ta-C в соответствии с технологией проекции шаблона, а второй лазер с длительностью импульса в фемтосекундах, имеющий длину центральной волны в 775 нм, создает наноструктуры на слое ta-C в соответствии с технологией фокусировки.
Микроструктуры могут, например, представлять собой выполненные в виде канавок решетчатые конструкции с промежутком от 1 до 2 мкм, а наноструктуры могут, например, представлять собой самоорганизованные рифленые структуры с периодом, примерно, в 500 нм, которые выступают в качестве решетки для оптической дифракции. В этом отношении любая периодическая последовательность активных конструкций оптической дифракции способна создавать зависимую от угла дисперсию, т.е. разделение на цвета спектра посредством дифракции при облучении полихроматическим светом.
На фиг.1 первый лазер, эксимерный лазер 1 представлен таким образом, что его луч 2 имеет прямоугольное поперечное сечение. Интенсивность данного лазерного луча может соотноситься и варьироваться посредством аттенюатора 3. При помощи гомогенизатора 3A и полевой линзы 3B, распределение интенсивности гомогенизатором посредством поперечного лазерного луча достигается в гомогенном пятне HS. Профиль интенсивности поперечного лазерного луча, необходимого для создания микроструктуры, образуется из распределения гомогенной интенсивности посредством шаблона 18, расположенного в гомогенном пятне HS.
Геометрическая форма отверстия в диафрагме 6, расположенного после шаблона и предпочтительно контактирующего с ним, создает охватывающую геометрию сечения или форму контура профиля распределения интенсивности лазерного луча, форму которому придает шаблон 18. Шаблон 18 и диафрагма 6 входят в состав обменного устройства шаблона и диафрагмы, более подробное описание которых, будет приведено ниже.
Вместо эксимерного лазера на фториде криптона (KrF) в качестве первого лазера может использоваться аргон-фторидный эксимерный лазер (ArF) с длиной волны в 193 нм, лазер на фторе с длиной волны в 157 нм или эксимерный лазер на хлориде ксенона (XeCl) с длиной волны в 308 нм.
Лазерный луч, формируемый шаблоном 18 и диафрагмой 6, см. также фиг.2, наталкивается на отклоняющее зеркало 7, которое проводит луч через предусмотренные для данного лазерного луча оптические системы отображения 8, которые создают изображение подходящего лазерного профиля распределения интенсивности для микроструктуры на поверхности 9 слоя ta-C на вале для тиснения 10 с заданным масштабом изображений, например 8:1. При помощи поворотных стрелок 11 становится возможным обозначить, что вал для тиснения 10 может поворачиваться вокруг своей продольной оси под заданными углами. Вал для тиснения 10 установлен на передаточном устройстве 32.
В порядке корректировки, контроля и стабилизации мощности и интенсивности лазерного луча, небольшая часть лазерного луча направлена посредством расщепителя пучка 4 на измеритель мощности 5, который поставляет данные для осуществления управления аттенюатором 3 и/или лазером 1. Данный измеритель мощности 5 может избирательно быть заменен на устройство измерения профиля распределения интенсивности лазерного луча 5А, которое указано посредством двойной стрелки на фиг.1. Устройства 5 и 5А расположены на том же расстоянии от расщепителя пучка 4, что и шаблон 18, находящийся в гомогенном пятне HS, для предоставления возможности производить верное измерение мощности и распределения интенсивности лазерного луча в гомогенном пятне HS, т.е. в плоскости шаблона. Камера 26 служит для наблюдения за процессом создания микроструктуры. Отклоняющее зеркало 7 имеет систему слоя интерференции, которая отражает излучение эксимерного лазера с длиной волны в 248 нм, но передает излучение в видимой области спектра.
Для корректировки точно определенного фокусного положения лазерного луча, изображенного оптической системой отображения 8 на структурируемом слое ta-С на всей поверхности области вала для тиснения 10, положение и зависимые от производства отклонения вала от идеальной геометрии подлежат измерению посредством устройства 16 для осмотра положения вала для тиснения, производимого, например, при помощи тригонометрических способов измерения. Данные этих измерений затем используются для автоматической корректировки положения вала для тиснения 10, производимой посредством устройства перемещения 32 и для управления корректировкой оси z устройства перемещения 32 в процессе формирования структуры.
Как было указано вкратце в описании примерного воплощения изобретения, согласно фиг.1, профиль распределения интенсивности, необходимый для процесса структурирования эксимерным лазером в соответствии со способом проекции шаблона, формируется при помощи шаблона и диафрагмы.
Данный процесс будет описан более детально ниже со ссылкой на фиг.2: из гомогенного распределения интенсивности 27 лазерного луча 29 в гомогенном пятне HS профиль распределения интенсивности в поперечном сечении лазерного луча, необходимый для формирования микроструктуры в слое ta-C вала для тиснения 10, формируется посредством шаблона 18, расположенного в гомогенном пятне HS. На данном схематическом изображении шаблон 18 имеет прозрачные области 19, расположенные в виде решетки и области на поверхности 20, которые не пропускают лазерный луч, и, таким образом, создает профиль в виде решетки 75 с кубовидными участками профиля распределения интенсивности.
Диафрагма 6, установленная в направлении лазерного луча за шаблоном и, предпочтительно, находящаяся с ним в контакте, создает геометрию профиля распределения интенсивности лазерного луча в поперечном сечении, формируемого посредством геометрической формы отверстия шаблона 18 или прозрачной поверхности области. На данном изображении форма отверстия диафрагмы 6Т или поверхность области диафрагмы, непроницаемая для лазерного луча участка, является треугольной, и, следовательно, за диафрагмой, профиль распределения интенсивности 76 лазерного луча 29А существует в треугольной в поперечном сечении форме.
На фиг.2 период решетки шаблона 18 и толщина, а также разбивка кубовидных участков профиля распределения интенсивности лазерного луча 76, расположенных за шаблоном, проиллюстрированы в значительно увеличенном масштабе в направлении координаты х; фактически, коэффициент отображения шаблона посредством проекционной системы составляет 8:1, производятся измерения, например, 8 к 16 мкм для создания оптически эффективных в виде канавок микроструктур, имеющих периоды решетки от 1 до 2 мкм на слое ta-C или вале для тиснения 10 посредством лазерного луча 29А, сформированного посредством шаблона. На самом деле, за счет одинаковых размеров областей поверхности гомогенного пятна HS и структурированной области шаблона 18, например, 8 мм×8 мм=64 мм2, структурированная область шаблона в отличие от схематически изображенной на фигуре 2 состоит из полос решетки с периодами от 1000 до 500, а лазерный луч, сформированный таким образом, состоит из 1000-500 кубовидных участков профиля распределения интенсивности.
Размер, форма, расстояние, положение и количество областей с прозрачной поверхностью шаблона 18, далее - структура шаблона, определяют профиль распределения интенсивности лазерного луча для создания микроструктуры на слое ta-C, имеющий заданный оптический эффект, а диафрагма 6 определяет геометрию профиля распределения интенсивности лазерного луча в поперечном сечении, и таким образом, геометрическую форму основной области, обладающей микроструктурой, на валу для тиснения. Понятие «основная область» применяется в данном случае для определения поверхности на валу для тиснения или гравировальном штампе, структуру которого сформировал лазерный луч с заданной шаблоном и диафрагмой формой, и который изображается на покрытой ta-C поверхности вала посредством последовательности импульсов лазерного излучения без относительных перемещений лазерного луча и поверхности вала.
Следовательно, при изменении структуры шаблона и, в особенности, посредством вращения шаблона вокруг оптической оси лазерного луча под заданными углами, ориентация профиля распределения интенсивности лазерного луча, форму которому придает шаблон и который отображается на слое ta-C вала для тиснения посредством фокусирующей оптики 8, таким образом, может изменяться, и проявляется оптический эффект микроструктурированной основной области при облучении ее полихроматическим светом, например, направление и угол наблюдения, а также цвет и интенсивность.
Посредством вращения диафрагмы 6 вокруг оптической оси лазерного луча под заданными углами, ориентация геометрии поперечного сечения, сформированной диафрагмой лазерного луча, отображенного на слое ta-C на валу для тиснения посредством фокусирующей оптики, изменяется и, таким образом, производится ориентация основной области, структура которой создана лазером, на поверхности вала для тиснения. Данная процедура описана ниже.
Основные области с микроструктурой могут либо быть размещены рядом в соответствии с отдельным образцом или, после поворота шаблона под заданным углом, быть покрыты той же микроструктурой под тем же заданным углом. Кроме того, если используются различные шаблоны, различные микроструктуры могут накладываться на основную область, таким образом, достигаются новые эффекты оптической дифракции при облучении полихроматическим лучом. Если данные области размещаются рядом, то основные области могут иметь те же или иные формы поверхности и микроструктуры.
На фиг.3 схематически представлена шестилучевая звезда 100, обладающая микроструктурой и состоящая из двенадцати основных областей треугольной в сечении формы в шести различных положениях, выявляются два различных ориентации для дифракции света, линейные микроструктуры решетчатой формы внутри основных областей. Если данная звезда рассматривается в полихроматическом луче, имеющий схожую микроструктуру шестиугольник 101, состоящий из шести треугольных основных областей, и имеющие схожую микроструктуру лучи 102 звезды представлены в различном цветовом исполнении, имеют различную интенсивность при том же направлении наблюдения и под тем же углом наблюдения. Если направление наблюдения меняется при повороте звезды вокруг прямоугольной симметричной оси или, если угол наблюдения меняется путем наклона поверхности звезды, меняются обе характеристики - цвет и интенсивность луча, отклоненного посредством внутреннего шестиугольника и лучей.
Для эксимерного лазера, имеющего сложную поверхность с микроструктурой, области которой состоят из большого количества основных областей, которые необязательно могут иметь поверхности различной формы или части которых могут производить различные эффекты на покрытом ta-C вале для тиснения, используется множество шаблонов, имеющих различные шаблонные структуры, и множество диафрагм, имеющих отверстия различной геометрии, шаблон 18 и диафрагма 6 могут вращаться вокруг оптической оси лазерного луча независимо друг от друга под заданным углом α. Более детально α может иметь значение между 1° и 180°.
Следующие параметры обработки являются, например, приемлемыми для создания структуры слоя ta-C вала для тиснения: частота повторения импульсов эксимерного лазера составляет 30 Гц, поток лазерного луча на слой составляет 8 Дж/см2, количество лазерных импульсов, воздействующих на основную область - 10.
Для оптимизации корректировки шаблона 18 и диафрагмы 6 на месте используется дифрактометр 12, см. Фиг.1 и 13, где измеряющий лазерный луч 79 направлен на поверхность вала, а лучи 14, отраженные и отклоненные созданными структурами, подлежат оценке дифрактометром.
Согласно данному изобретению, для создания более тонких микроструктур, согласно Фиг.1, дополнительно используется второй лазер 15, который может представлять собой лазер с длительностью импульса в фемтосекундах или пикосекундах. Лазерный луч 2F испускается с распределением интенсивности по Гауссу по круговому поперечному сечению луча, интенсивность которого корректируется и меняется посредством аттенюатора 3F. При помощи поляризатора 17 изменяется направление поляризации лазерного луча, т.е. направление вектора интенсивности электрического поля в плоскости xz перпендикулярно направлению у прохождения лазерного луча.
Для достижения очень маленьких поперечных сечений в фокусе в слое ta-C, поперечное сечение несфокусированного лазерного луча увеличивается в расширителе пучка 3FC. Линейно поляризованный и расширенный лазерный луч отклоняется посредством зеркала 7F и фокусируется на слое ta-C посредством фокусирующей оптики 8F, которая подходит для длины волны лазера с длительностью импульса в фемтосекундах и установлена в подвижном по оси z положении.
Для корректировки, управления и стабилизации мощности и, за счет этого, интенсивности лазерного луча, небольшая часть лазерного луча направлена посредством расщепителя пучка 4F на измеритель мощности 5F, который поставляет данные для управления, осуществляемого аттенюатором 3F и/или лазером 15. Камера 26F служит для обозрения процесса создания структуры. Преломляющее зеркало 7F имеет покрытие, подходящее для отражения лазерного излучения в фемтосекундном диапазоне при передаче видимого света.
Для создания структуры на заданных областях поверхности, относительное движение между лазерным лучом, сфокусированным на слое ta-C вала для тиснения, и поверхностью вала, должно быть совершено путем вращения вала для тиснения в заданных диапазонах углов α и Φ и его смещения в направлении осей x и y. Данное относительное движение совершается посредством устройства перемещения 32F.
Опционально в траекторию лазерного луча с длительностью импульса в фемтосекундах может быть помещен гомогенизатор 3FA, который преобразует распределение интенсивности по Гауссу в поперечном сечении лазерного луча в гомогенное распределение интенсивности и/или устройство 23F для удвоения или утроения частоты лазерного луча, для предоставления возможности создавать структуру с гомогенным распределением интенсивности, а также а также с использованием более коротких длин волн лазерного луча. Это является предпочтительным примером производства шаблонов 18 и диафрагм 6 из кварцевого стекла посредством создания структур лазером с длительностью импульса в фемтосекундах.
Если используется устройство удвоения частоты 23F, то расширитель пучка 3FC, преломляющее зеркало 7F и фокусирующая оптика 8F должны подходить для более короткой длины волны.
В качестве альтернативы, вместо фокусирующей оптики 8F может использоваться сканер 8FS с адаптированным объективом, таким образом, данный сканер позволяет реализовать более быстрое относительное перемещение между лазерным лучом, сфокусированным на слое ta-C вала для тиснения, и ограниченной областью поверхности вала, зависящей от параметров сканера таким образом, что требуемое для создания структуры данной ограниченной области поверхности время может быть значительно сокращено в сравнении с относительным движением, совершаемым посредством системы перемещения 32F. Если используется система преломляющего зеркала 8FS сканера, система перемещения 32F служит только для того, чтобы располагать множество ограниченных областей поверхности с уже созданной структурой, в то время как большие области поверхности на вале для тиснения подлежат структурированию.
Посредством системы измерения расстояния 32FA фокусное положение лазерного луча корректируется и управляется перед осуществлением процесса формирования структуры и перемежается с процессом формирования структуры.
Формирование структуры с помощью лазера с длительностью импульса в фемтосекундах в соответствии с технологией фокусировки производится для создания самоорганизованных, эффективных с точки зрения оптической дифракции рифленых структур слоев ta-C вала для тиснения 10. Данные рифленые структуры могут представлять собой, например, решетчатые структуры в виде параллельных волн, имеющие периоды решетки от 500 до 800 нм и глубину канавок в 300 нм, где параллельные полосы, как было описано в заявке PCT WO 2007/012215 заявителя настоящего изобретения, всегда перпендикулярны направлению поляризации лазерного луча.
По аналогии с напластованным микроструктурами, производимым посредством эксимерного лазера на основной области, рифленая структура, производимая лазером с длительностью импульса в фемтосекундах, может напластовываться на вторую рифленую структуру, ориентация которой отличается от первой рифленой структуры благодаря разнице в направлениях поляризации лазерного луча. Далее, существует возможность наложения микроструктуры, сформированной на основной области посредством эксимерного лазера, на рифленую структуру, сформированную посредством лазера с длительностью импульса в фемтосекундах, таким образом, дальнейшего создания новых эффектов дифракции света при испускании полихроматического света, если накладывается оптический эффект созданной эксимерным лазером микроструктуры путем воздействия дифракции света рифленой структуры, созданной лазером с длительностью импульса в фемтосекундах.
Следующие параметры обработки являются, например, подходящими для создания рифленых структур на слое ta-C: скорость перемещения 15 мм/с, длина центральной волны 775 нм, длительность импульса 150 фс, частота повторения импульсов 1 кГц, плотность потока в фокусе лазерного луча 2.3 Дж/см3, радиус фокуса по Гауссу 21 мкм. Лазер с длительностью импульса в пикосекундах также применим в качестве альтернативы для создания рифленых структур, может представлять собой лазер на неодиме: по типу лазера на алюмоиттриевом гранате с длиной волны в 1064 нм, или лазер такого рода с удвоенной частотой и длиной волны в 532 нм.
Рифленая структура создается на слое ta-C на валу для тиснения путем линейного сканирования поверхности, линия смещения, предпочтительно выбранная в качестве линии, интервал которой соответствует интервалу отдельных импульсов, выпущенных вдоль данной линии.
Для управления качеством данных наноструктур, созданных на слое ta-C на валу для тиснения, тот же дифрактометр 12, как указано выше, используется на месте и содержит иной источник белого света или лазерный диод и составную CCD камеру, установленную для записи порядков дифракции, установленных оптически эффективными наноструктурами. В качестве альтернативы, второй дифрактометр может быть использован на месте. За счет небольших периодов, например, решетки волны 0,5 мкм, созданной посредством рифленой структуры, в сравнении с большими периодами решетки, например, 1-2 мкм, созданной на слоях ta-C посредством эксимерного лазера, соответствующий порядок дифракции производится под меньшими углами. Принцип действия данного дифрактометра будет описан ниже со ссылкой на фиг.16.
Структуры, создаваемые эксимерным лазером в соответствии с технологией отображения шаблона, отличаются от структур, создаваемых лазером с длительностью импульса в фемтосекундах в соответствии с технологией фокусировки в их размерах, показатель глубины структуры при предыдущем масштабирования структур, например, между 250-450 нм и периода решетки соответствует 1.5 мкм, а показатель глубины поздних структур находится между 250-400 нм, а периода решетки - между 0.4 и 0.7 мкм.
При наслаивании структур решетки, созданных эксимерным лазером, и рифленых структур решетки, созданных лазером с длительностью импульса в фемтосекундах, имитация становится все более сложной за счет сложных дифракционных картин, созданных на упаковочной фольге путем тиснения, а их подделка становится почти невозможной. С другой стороны, создаются оптически эффективно окрашенные области.
В настоящем примере воплощения изобретения оптические элементы, за исключением предназначенных для фокусирующей оптики, являются неизменными, а для сокращения количества областей на поверхности вала с разной структурой, вал расположен на столе поперечного перемещения в плоскостях Х и Y и является поворотным вокруг данных осей. Кроме того, вал может перемещаться в плоскости Z. Однако, вместо перемещения вала относительно луча, возможно также использование корректирующей оптики со сканером, как указано выше, или сочетания обоих вариантов.
Как было указано во введении, поверхность вала имеет слой ta-C, который был нанесен способом лазерного импульсного напыления. В заявке WO 2007/012215, цитированной во введении, упомянуты различные покрытия, с которыми проводились испытания, также было установлено, что такой супертвердый тетраэдрально связанный карбоновый слой, производимый импульсным лазерным напылением, очень подходит для создания намеченной очень тонкой структуры. В частности, толщина слоя составляет, приблизительно, 1-2 мкм, более детально, 1,5 мкм, может быть наиболее подходящей для намеченных целей. Для улучшения сцепления слоя ta-C с расположенным под ним материалом, предпочтительно предусмотреть промежуточный слой из карбида вольфрама толщиной 50-300 нм.
Как схематично представлено на фиг.1, как минимум, один шаблон расположен в траектории луча, испускаемого эксимерным лазером, один шаблон расположен между эксимерным лазером и фокусирующей оптикой. На фиг.4-12 сочетания шаблона и диафрагмы в обменных устройствах изображены более детально.
В качестве материала для подложки для шаблона и диафрагм предпочтительно используется кварцевое стекло, обладающее значительными оптическими качественными характеристиками. В качестве альтернативы, например, можно использовать фтористый кальций, CaF, или фтористый магний MgF2. В предпочтительном примере воплощения непрозрачный участок шаблона или диафрагмы создается посредством рифления.
Поле 26F символизирует две камеры, которые служат для обозрения процесса, т.е. для наблюдения за поверхностью детали. Как правило, шаблоны из кварца предусмотрены с регулярной структурой на поверхности области, например, 8×8 мм; данная структура может быть простой штриховкой, но другие структуры могут быть запланированы и сконструированы. Камеры 26F подключены к монитору 27. В качестве альтернативы, непроницаемые поверхности дифракционных шаблонов или диафрагм из кварцевого стекла могут быть произведены посредством лазера на фторе в соответствии с технологией фокусировки или способом проекции шаблона. Также удвоение или утроение частоты может быть преимуществом при использовании лазера с длительностью импульса в фемтосекундах.
В некоторых простых применениях может быть достаточным наличие одного шаблона из кварца или кварцевых шаблонов в держателе для придания формы лазерному лучу, испускаемому эксимерным лазером. В случае с очень тонкими и сложными цветными структурами, независимо от того, отвечают ли они эстетическим условиям, и должны ли они обладать большей степенью сопротивляемости от подделки, должно использоваться множество шаблонов, имеющих различные шаблонные конструкции, и множество диафрагм, имеющих различные отверстия различной геометрии.
Более детально, одновременное придание формы профилю распределения интенсивности лазерного луча для создания микроструктур для формирования поверхностей, обладающих заданной степенью оптической дифракции, т.е. эффект разноцветности, достигается посредством шаблона, а создание поперечной геометрии и, следовательно, придание формы контуру лазерного луча для создания не имеющих зазоров основных областей с заданной микроструктурой, имеющей заданный эффект оптической дифракции, достигается посредством диафрагмы.
В конце процедуры шаблоны и диафрагмы подлежат смене управляемым программой образом и, в частности, независимо друг от друга, а также повороту под определенными углами. Структура шаблона определяет направление наблюдения и угол наблюдения оптического эффекта основной области, обладающей микроструктурой, а диафрагма определяет геометрическую форму и поверхностное положение основной области, обладающей микроструктурой и заданным оптическим эффектом.
Смена и вращение шаблонов и диафрагм может достигаться посредством обменного устройства для шаблона и диафрагмы и поворотных устройств, указанных ниже:
На фигурах 4-12 представлены некоторые воплощения обменного устройства для шаблона и держателей диафрагмы; в основном, рассматриваются линейные или поворотные, или комбинированные обменные устройства, и важным является во всех устройствах тот факт, что шаблон и диафрагма могут быть заменены независимо друг от друга и быстро для допущения большого количества вариантов рисунков. Это позволяет осуществлять эффективное и экономичное производство большого количества структур и аутентификационных характеристик для лежащей в основе детали, например, вала для тиснения или гравировочного штампа, которые отвечают самым строгим эстетическим и оптическим требованиям.
Обменное устройство не только позволяет производить различные рисунки между одним валом для тиснения и другим валом, но также создавать большое количество различных структур, которые эффективно и быстро служат на одном и том же валу для тиснения как характеристики распознавания и эффективные с эстетической точки зрения рисунки.
Линейное устройство 28 для обмена изображено на фигурах 4-6. Фиг.4 представляет вид сверху, где воздействующий лазерный луч обозначен стрелкой 29, а сформированный лазерный луч - 29А. Устройство для обмена имеет монтажную пластину 30 для установки на нее держателей 31А-31Е шаблона и установлено на первый стол 40А на оси x в системе координат, см. фиг.5, шаблоны 18А-18Е размещены в держателях шаблонов 31А-31Е. По аналогии с ними, обменное устройство имеет монтажную пластину 33 для держателей диафрагм 34А-34Е, которая установлена на второй стол 40B на оси x в системе координат, см. фиг.9, в которые (держатели) установлены диафрагмы 6А-6Е. Первый и второй столы 40А и 40B на оси x в системе координат установлены на столах 40C и 40D на соответствующей оси у в системе координат.
Как видно далее из фиг.4, лазерный луч 29 сначала проходит через шаблон, а затем через диафрагму, где обретает форму выходящий лазерный луч 29А, см. также фиг.2, а затем встречает воспроизводящую оптику 8, посредством которой полученные профили распределения интенсивности лазерного луча отображаются на покрытой слоем ta-C поверхности вала в уменьшенном масштабе. Держатели шаблона перемещаются посредством зубчатого приводного ремня 36, а держатели диафрагмы - посредством зубчатого приводного ремня 37, который соединен с соответствующими зубчатыми колесами 41А-41Е, соответственно 42А-42Е на держателях, как, в частности, представлено на фиг.4.
В данном примере воплощения все держатели приводятся в движение посредством одного соответствующего зубчатого приводного ремня, управляемого соответствующим шаговым двигателем 38, 39. В качестве альтернативы, можно производить вращение каждого держателя под заданным углом посредством шагового двигателя.
Таким образом, отдельные шаблоны и диафрагмы могут подлежать линейному обмену, т.е. один из шаблонов 18А-18Е и одна из диафрагм 6А-6Е могут быть расположены в траектории луча, и далее, отдельный шаблон и отдельная диафрагма могут вращаться под заданным углом.
На фиг.5, показано изображение в направлении стрелки V на фиг.4, т.е. в направлении лазерного луча; можно увидеть, что держатели шаблона 31А-31Е имеют внутренние обоймы подшипника 45А-45Е, которые связаны с внешними обоймами подшипника 46А-46Е. Держатели шаблона установлены на монтажной пластине 30.
Фиг.6 представляет сегмент в соответствии в плоскостью VI-VI на фиг.4 и в направлении лазерного луча, где видны держатели диафрагмы 34А-34Е и шаговый двигатель 39, а также зубчатый приводной ремень 37, а держатели диафрагмы установлены на монтажной пластине 33. На фиг.6 видно, что каждый держатель диафрагмы 34А-34Е имеет внутреннюю обойму подшипника 43А-43Е, которая связана с внешней обоймой подшипника 44А-44Е.
Вместо зубчатого приводного ремня, приводящего в движение шаблоны и диафрагмы, может быть использован червячный привод и привод шпинделя, приводимый в действие посредством соответствующих общих валов, которые, в свою очередь, приводятся в движение соответствующими шаговыми двигателями. В качестве альтернативы, поворот держателя каждого шаблона и каждой диафрагмы под заданным углом может также осуществляться посредством отдельного шагового двигателя, предназначенного для держателя каждого шаблона и каждой диафрагмы.
Стол 40C по оси Y в системе координат, который позволяет сместить монтажную пластину 30 параллельно направлению передачи лазерного луча, служит для точного размещения структурированной области шаблона 18C, который находится в данный момент в положении обработки в гомогенном пятне HS, образованном лазерным лучом; а перемещение стола 40D по оси у системы координат позволяет производить перемещение монтажной пластины 33 параллельно направлению передачи лазерного луча, корректировать заданное минимальное расстояние между шаблоном 18C, который в данный момент находится в положении обработки, и диафрагмой 6C, которая в данный момент находится в положении обработки, или приводить в прямой контакт друг с другом стороны шаблона 18C, имеющие структурную поверхность, и диафрагмы 6C, т.е. отверстие диафрагмы.
На фиг.7-9 представлено поворотное передвижное размещение шаблонов и диафрагм, где те же шаблоны и диафрагмы, что и на фиг.4-6, с держателями, внутренними и внешними обоймами подшипника, зубчатые колеса, зубчатые приводные ремни и шаговые двигатели установлены с возможностью поворота на круглой монтажной пластине 47 и 48, соответственно, не линейно на прямоугольной монтажной пластине, а шаговый двигатель 38 или 39 приводит в движение все держатели шаблона или диафрагмы, соответственно, одновременно посредством зубчатого приводного ремня, или каждый держатель отдельно приводится в движение соответствующим шаговым двигателем.
Фиг.8 представляет изображение в направлении стрелки VIII на фиг.7, т.е. в направлении лазерного луча, а фиг.9 представляет сечение в соответствии с плоскостью IX-IX на фиг.7. Монтажные пластины приводятся в движение посредством соответствующего шагового двигателя 49 с держателем 49Н для монтажной пластины 47, а шагового двигателя 50 с держателем 50Н для монтажной пластины 48, и установлены на столе 51 по оси у для размещения шаблонов 18А-18Е и, соответственно, - на столе 52 по оси у для размещения диафрагм 6A-6C в направлении оси координат у. Круговая установка 53 позволяет использовать более компактную конструкцию, чем линейное размещение 28.
На фиг.10-12 представлено другое обменное устройство 54, где шаблоны и диафрагмы с крепежами установлены в соответствующие приемные устройства 57 и 58 и могут быть изъяты из них и введены в траекторию луча, независимо друг от друга. В данном положении они могут вращаться вокруг своих осей.
Как представлено на фиг.10, каждый шаблон 18 подогнан к креплению 55, а каждая диафрагма 6 - к креплению 56, а крепления шаблона и диафрагмы установлены в соответствующие приемные устройства 57 и 58, крепления шаблона, установлены в обменное устройство шаблона 59 и в ползун 60 шаблона, а крепления диафрагмы, аналогично, - в обменное устройство диафрагмы 61 и в ползун 62 диафрагмы, данные устройства изображены в виде стрелок.
В частности, из фиг.12, где изображено сечение по плоскости XII-XII на фиг.10, видно, что и шаблон и диафрагма обладают способностью к вращению. С этого конца крепление шаблона или диафрагмы установлены на поворотный держатель шаблона 63 или держатель диафрагмы 67, соответственно, который может поворачиваться под заданным углом посредством шагового двигателя 64 или 68, соответственно, шаговый двигатель 64 приводит в движение зубчатый приводной ремень 65, который соединен с зубчатым колесом 66 на держателе шаблона. Таким же образом, держатель диафрагмы 67 поворачивается под заданным углом посредством шагового двигателя 68, который приводит в движение зубчатое колесо 70 на держателе диафрагмы посредством зубчатого приводного ремня 69.
И механизм поворота шаблона, и механизм поворота диафрагмы установлены на соответствующих монтажных пластинах 71 и 72. Монтажная пластина 71 держателя шаблона и приемного устройства шаблона 57, а также, монтажная пластина 72 держателя диафрагмы и приемного устройства шаблона 58 установлены на соответствующих столах 73, 74 по оси y.
При использовании сложного устройства с двумя лазерными системами и обменными устройствами шаблона и диафрагмы для создания эффективных для оптической дифракции структур необходимо обеспечить эффективный контроль полученных структур. Теоретически, существует возможность создания структуры вала для тиснения или гравировального штампа, а затем проведения проверки в лаборатории этих деталей в порядке последующей корректировки устройства в случае выявления дефектов. В любом случае, этот процесс представляется слишком сложным и требующим больших временных затрат для эффективного производства обработанных деталей, как правило, представляющих собой валы для тиснения.
Поэтому возникло предложение по обеспечению измерительным и корректирующим устройством с установленным дифрактометром, согласно фиг.13, для осуществления измерений структур, созданных при нанесении структуры на вал для тиснения, и корректировки интенсивности излучения, положения фокуса в соответствии с положением отображаемой плоскости и пр. В данном случае, порядки множественной дифракции одновременно оцениваются и сравниваются один с другим и с установленными ссылками на дифракционные записи.
Значительно упрощенная и схематически представленная установка дифрактометра 12, вмонтированная над валом для тиснения 10, содержит полукруглую установку из двух первых оставшихся сегментов 78 и 81, на которых установлены лазерные диоды 79 для генерирования измерительного луча 14, имеющего заданное поперечное сечение, и, соответственно, комплекты CCD камеры 80 для измерения частей луча 14, дифрагированных на полученных микроструктурах, а также полукруглую установку из двух вторичных оставшихся сегментов 78F и 81F, на которых установлены лазерные диоды 79F для генерирования измерительного луча 14F, имеющего заданное поперечное сечение, и, соответственно, блоки CCD камеры 80F для измерения частей луча 14F, дифрагированных на полученных рифленых структурах. В дополнение, предусмотрены непредставленные электронные средства оценки. Блоки CCD каждый установлены с возможностью перемещения вдоль четвертей кругов с целью определения различных порядков дифракции, или блоки установлены с возможностью перемещения в пространстве подобно индикатору рентгеновского излучения для осуществления записи различных порядков дифракции.
Таким образом, для каждой структуры тиснения положение изображения порядка дифракции может быть автоматически определено и записано в течение первого пространственного сканирования комплекта, например, при тестировании недавно сконструированных валов для тиснения. Вал для тиснения удерживается на устройстве для перемещения с сохранением способности к вращению и перемещению, например, посредством, как минимум, одного пьезоэлектрического привода 82, для возможности осуществления точной горизонтальной корректировки поверхности твердого тела, на которой создается или подлежит созданию структура, на поворотном столе 83, который, в свою очередь, установлен на подъемном столе 84 и соединен со столом 85 с осями координат x-y.
Для осуществления контроля качества на месте, согласно фиг.1, следует проверить монохромный лазерный луч, выпущенный из лазерного диода, или луч, выпущенный из источника белого света, обладающий небольшим поперечным сечением, направленный на основную область. Разность интенсивности дифракции, возникающих под различными углами дифракции благодаря оптическому эффекту, которым обладают микро и наноструктуры, соответственно, или распределение интенсивности в порядках дифракции подлежат записи посредством установки дифрактометра 12 и сравнению друг с другом. Интенсивности и, в частности, распределение интенсивности в порядках дифракции определяются исходя из геометрической формы, глубины и точности размеров полученных структур, таким образом, могут быть определены изменения размеров и незначительные изменения глубины структуры. В случае чрезмерного отклонения от заданной эталонной структуры, процесс нанесения структуры прерывается и производится адаптация параметров лазерного луча и положения вала.
Для проведения всестороннего контроля качества посредством дифрактометра, указанного на фиг.13, луч из источника белого света небольшого поперечного сечения направлен на поверхность вала для тиснения, обладающего законченной структурой 10. Более детально, участки поверхности, имеющие микроструктуру, нанесенную посредством эксимерного лазера, облучаются из источника белого света, а участки поверхности, имеющие наноструктуру, нанесенную посредством лазера с длительностью импульса в фемтосекундах, облучаются из другого источника белого света. Угол воздействия лучей может изменяться путем перемещения источника белого света в дугообразные круглые держатели. Порядки дифракции, созданные посредством оптического эффекта, присущего участкам поверхности, обладающей микроструктурой, подлежат записи посредством блоков CCD камеры 80F, а порядки дифракции, созданные посредством оптического эффекта, присущего участкам поверхности, обладающей наноструктурой, подлежат записи посредством иного блока CCD камеры 80.
Для точной записи порядков дифракции, возникающих под различными углами дифракции, комплекты перемещаются в дугообразных круглых держателях.
За счет больших периодов дифрагирующих структур, например, 1-2 µм, созданных на слоях ta-C путем нанесения микроструктуры посредством эксимерного лазера в соответствии с проекционным способом шаблона, в сравнении с меньшими периодами решетки, например 0.5 мкм, рифленой поверхности, созданными путем нанесения наноструктуры посредством лазера с длительностью импульса в фемтосекундах, соответствующие порядки дифракции возникают под различными углами. Вследствие этого, во избежание наложения различных порядков дифракции, выбирается меньший радиус дугообразного круглого держателя 81, чем радиус дугообразного круглого держателя 81F.
Исходя из данных измерений, можно количественно определить следующие характеристики всей области поверхности, обладающей структурой, вала для тиснения:
Резкость изображения, контрастность изображения или выраженность цвета посредством сравнения интенсивности.
Размер и распределение оптимально и неоптимально структурированных участков поверхности.
Разностная степень создания структуры, т.е. коэффициент оптимально дифракционных областей создаваемых структур, определенных в небольшой заданной области поверхности по отношению к размеру данной небольшой области поверхности.
Общая степень создания структуры, т.е. коэффициент суммированной области поверхности областей, обладающих оптимальной степенью дифракции и имеющих полученные структуры, по отношению к общей области поверхности в измеряемом поле.
Качественные характеристики областей поверхности, обладающих микро и наноструктурой.
Рассматривая применение вала для тиснения, имеющего структуру, созданную согласно вышеуказанному способу, отмечаем, что, например, упаковочная фольга, проходит между валом для тиснения, имеющим структуру, нанесенную таким образом, и стыковочным валом, а места, на которых размещается логотип, обрабатываются согласно специальной технологии, и который (логотип) получает микроструктуру, после чего производится последующая сатинизация посредством следующей пары валов для тиснения.
При такой процедуре также становится возможным использование измененной и адаптированной соответствующим образом версии устройства дифрактометра для измерения структур, созданных на упаковочной фольге, и использование измеренных значений для внесения поправок в создание структур на валу для тиснения.
На основании вышеприведенного описания, возможны изменения в рамках изобретения. Таким образом, возникает возможность вместо предоставления шаблонов и диафрагм, изготовленных из кварцевых пластин изготавливать шаблоны и/или диафрагмы, например, из CaF2 или создавать их посредством кристаллов, изменяемых под воздействием электричества, в которых могут быть созданы зоны высокой или очень низкой проницаемости для лазерного луча. Диафрагмы также могут быть произведены из металлической фольги.
В описании вал для тиснения определяется как пример поверхности детали, но данное изобретение также подходит для создания структур иных покрытых или непокрытых поверхностей, например, выступающих поверхностей вала для тиснения или зубцов вала для тиснения, или поверхности, отклоняющей случайно направленный луч, такой как часть часовой камеры или монеты, например, декоративной монеты или монеты, находящейся в обращении, или части ювелирного украшения.
Изобретение относится к способу и устройству структурирования поверхности твердого тела с покрытием из твердого материала и полученной при этом упаковочной фольге. Создают структуру, как минимум, одной области поверхности твердого тела, посредством первого лазера, предпочтительно, эксимерного лазера (1), имеющего продолжительность импульса в наносекундном диапазоне. На нее накладывают вторую рифленую структуру посредством второго лазера (15), предпочтительно, имеющего продолжительность импульса в фемтосекундном диапазоне. Создание структуры посредством эксимерного лазера производят согласно технологии проекции шаблона, а создание структуры посредством лазера с продолжительностью импульса в фемтосекундах - согласно технологии фокусировки. Изобретение позволяет осуществлять рациональное производство очень сложных, сильно защищенных от подделок отличительных маркировок и/или эстетически привлекательных, эффективных с точки зрения оптической дифракции цветных образцов. 3 н. и 17 з.п. ф-лы, 13 ил.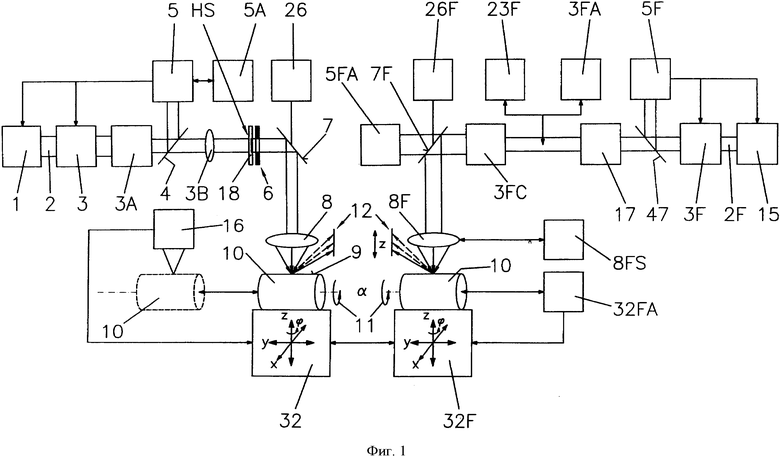
1. Способ структурирования поверхности твердого тела, имеющего покрытие из твердого материала, включающий облучение, как минимум, одной области поверхности лазером с длительностью импульса на уровне нано-, пико- или фемтосекунд, при этом посредством первого лазера, имеющего продолжительность импульса, измеряемую наносекундами, создают первую структуру, на которую накладывают вторую рифленую структуру посредством второго лазера с продолжительностью импульса, измеряемой в пико- или фемтосекундах.
2. Способ по п. 1, характеризующийся тем, что первую структуру создают с использованием технологии проекции шаблона, а вторую структуру - технологии фокусировки.
3. Способ по п. 1, характеризующийся тем, что покрытие из твердого материала состоит из ta-C, карбида вольфрама (WC), карбида бора (B4C), карбида кремния (SiC) или аналогичных твердых металлов.
4. Способ по п. 3, характеризующийся тем, что между слоем ta-C твердого материала и расположенным ниже материалом расположен слой из карбида вольфрама с толщиной между 50 и 300 нм.
5. Способ по п. 1, характеризующийся тем, что создание первой и/или второй структур производят путем наложения множества микроструктур, при этом налагаемые структуры создают под углом (α) по отношению к наложенным структурам, или они имеют иную ориентацию.
6. Способ по п. 1, характеризующийся тем, что для создания первой структуры посредством первого лазера используют шаблон в гомогенном пятне (HS) оптической системы, а затем диафрагму, расположенную перед оптикой отображения, а для создания второй структуры используют поляризатор, установленный между фемтосекундным лазером и связанной с ним оптикой фокусировки.
7. Способ по п. 6, характеризующийся тем, что, по меньшей мере, один шаблон и одна диафрагма установлены в обменном устройстве, посредством чего любой выбранный шаблон и любая выбранная диафрагма могут быть помещены в траекторию луча первого лазера независимо друг от друга.
8. Способ по п. 7, характеризующийся тем, что шаблоны и диафрагмы обменного устройства расположены с возможностью вращения вокруг своей оси и с возможностью линейного или вращательного перемещения.
9. Способ по п. 8, характеризующийся тем, что шаблоны и диафрагмы установлены в соответствующих приемных устройствах.
10. Способ по п. 1, характеризующийся тем, что при создании структур на поверхности детали данные структуры измеряют посредством дифрактометра, а измеренные значения используют для корректировки интенсивности луча и/или оптических систем отображения и фокусировки.
11. Устройство для структурирования поверхности твердого тела, имеющего покрытие из твердого материала, способом по любому из пп. 1-10, характеризующееся тем, что оно имеет первый лазер (1) с длительностью импульса в наносекундном диапазоне, второй лазер (15) с длительностью импульса в пикосекундном или фемтосекундном диапазоне, средства (32, 32F) для первичного размещения поверхности (9) предмета (10), который должен быть структурирован, в плоскости отображения оптической системы отображения (8) первого лазерного луча (2), а затем - в фокальной плоскости фокусирующей оптики (8F) второго лазерного луча (2F).
12. Устройство по п. 11, характеризующееся тем, что первый лазер (1) представляет собой эксимерный лазер на фториде криптона KrF с длиной волны 248 нм, или аргон-фторидный ArF эксимерный лазер с длиной волны 193 нм, или лазер на фторе с длиной волны 157 нм, или эксимерный лазер на хлориде ксенона XeCl с длиной волны 308 нм.
13. Устройство по п. 11, характеризующееся тем, что второй лазер, используемый для создания рифленых структур, представляет собой фемтосекундный лазер (15) с центральной длиной волны 775 нм или пикосекундный лазер типа Nd:YAG на алюмоиттриевом гранате с длиной волны 1064 нм или лазер с удвоенной частотой и длиной волны 532 нм.
14. Устройство по п. 11, характеризующееся тем, что между первым лазером (1) и его системами оптического отображения (8) установлено, по меньшей мере, одно сочетание шаблона и диафрагмы (18, 6), которые установлены в обменном устройстве (28, 53, 54), а обменное устройство адаптировано для размещения одного из шаблонов (18) и одной из диафрагм (6) в траектории луча (29) первого лазера (1) независимо друг от друга, при этом шаблоны (18, 18А-18Е, 18/1-18/9) и диафрагмы (6, 6А-6Е) установлены с возможностью перемещения линейного или вращательного и вращения вокруг своей оси в держателях (31А-31E; 34А-34Е).
15. Устройство по п. 14, характеризующееся тем, что каждый шаблон (18) и диафрагма (6) в обменном устройстве (54) установлены в крепления (55, 56), которые установлены в соответствующих приемных устройствах.
16. Устройство по п. 11, характеризующееся тем, что оно содержит дифрактометр (12), имеющий, по меньшей мере, один блок CCD камеры (80, 80F) для измерения излучения (14, 14F), отраженного и дифрагированного структурами, созданными эксимерным лазером и фемтосекундным лазером, соответственно.
17. Устройство по п. 11, которое предназначено для создания структурированных областей на валу для тиснения, предназначенном для тиснения отличительных маркировок и/или создания эффективных с точки зрения оптической дифракции областей на упаковочной фольге.
18. Устройство по п. 11, которое предназначено для создания структурированных областей на покрытых или непокрытых частях часов, монет или ювелирных украшений для нанесения отличительных характеристик и/или создания эффективных с точки зрения оптической дифракции знаков.
19. Упаковочная фольга, произведенная посредством вала для тиснения, структурированного с помощью устройства по п. 17, характеризующаяся тем, что имеет эффективные области оптической дифракции и/или отличительные характеристики, содержащие, как минимум, первую структуру, созданную эксимерным лазером с использованием технологии проекции шаблона, и, как минимум, вторую структуру, наложенную на первую, которая создана лазером с продолжительностью импульса в фемтосекундах или пикосекундах с использованием технологии фокусировки.
20. Упаковочная фольга по п. 19, характеризующаяся тем, что она сатинизирована в местах, не имеющих отличительных маркировок, и/или областей, эффективных с точки зрения оптической дифракции, или логотипов.
| US2003062347A1, 03.04.2003 | |||
| ФОРМИРОВАНИЕ МЕТКИ НА ДРАГОЦЕННОМ КАМНЕ ИЛИ ПРОМЫШЛЕННОМ АЛМАЗЕ | 2002 |
|
RU2285619C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1997 |
|
RU2183558C2 |
| WO2007012215 A1, 01.02.2007 | |||
| US2008116610A1, 22.05.2008 | |||
| CN101161482A, 16.04.2008 | |||
| US 6008914A, 28.12.1999 | |||

