Изобретение относится к способу и устройству для подтверждения подлинности идентификационных знаков (маркировки), которые посредством тиснения нанесены на упаковку или упаковочную фольгу при помощи роликов для тиснения и сатинирования. Указанный способ известен из ЕР-В1-1236192 на имя того же лица, которое является заявителем в данной заявке, в указанном патенте специальное тиснение одновременно осуществляют при помощи роликов для тиснения во время сатинирования, что позволяет получать эффект тени, при этом яркость получающегося рисунка различна в зависимости от угла восприятия.
Устройства для тиснения и одновременного сатинирования плоских материалов известны из US-B-7036347 и ЕР-А-1437213 также на имя лица, являющегося заявителем в данной заявке, при этом отдельные зубцы обработаны таким образом, что знаки наносят посредством тиснения, при этом внешний вид поверхности таких участков изменяется в зависимости от угла восприятия.
В заявках на выдачу патента на имя лица, являющегося заявителем в данной заявке, в которых описан предшествующий уровень техники, упаковочная фольга имеет толщину от примерно 30 мкм до 70 мкм, и, как указано, изготовлена либо из металла, например алюминия, или состоит из слоя бумаги или пластика, снабженного тонким металлическим слоем или напылением из очень тонкого металлического слоя. Соответственно, сатинирование описано как процесс, в ходе которого на металлической стороне фольги выполняют небольшие, упорядочение расположенные выемки для получения эффекта сатинирования. Если описывать в общем для достижения этой цели использовали взаимодействующие друг с другом ролики с зубцами пирамидальной формы, расположенными в так называемой конфигурации пинап-пинап (вершины зубцов обращены друг к другу).
Однако, что находится в рамках данного изобретения, также может быть использована полностью синтетическая фольга, например, из полипропилена или полибутилена, поверхность которой снабжена небольшими упорядоченно расположенными выемками для достижения эффекта сатинирования. Для достижения этой цели ролики не обязательно должны содержать упомянутые выше зубцы пирамидальной формы, а могут быть использованы и другие конструкции, такие как кольца, или продольные гребни, или выступы на гладких в остальных местах зубцах. Обычно такие ролики изготовлены из стали для обеспечения контактного давления и требуемой точности.
В данном изобретении термин «одновременно» применен в его широком значении и включает в себя термин «в одной поточной линии». Как указано в предшествующем уровне техники, термин «одновременно» означает, что сатинирование и нанесение знаков посредством тиснения проводят в одном и том же узле тиснения, который содержит два или несколько приводимых в движение одновременно или синхронизировано приводных роликов, этот процесс проводят в одной поточной линии с получением упакованных объектов в линии упаковки. Последний термин относится к тому пути, следуя которому табачные изделия, такие, как сигареты или сходные товары, изготавливают, собирают в пачки и упаковывают. Однако также можно проводить сатинирование и нанесение знаков посредством обработки в двух различных узлах тиснения, которые расположены последовательно, и таким образом, также выполняют работу в пределах одной поточной линии. В контексте данного изобретения термин «в одной поточной линии» относится только к процессу тиснения, а не к работе всей упаковочной линии.
Термин «тиснение» обозначает трехмерную деформацию поверхности фольги, в отличие от печати, при которой чернила наносят на поверхность без деформации последней. Однако в дополнение к тиснению на поверхность фольги может быть нанесена печать.
Как следует из уровня техники, цель данного изобретения состоит в усовершенствовании раскрытой общей идеи, то есть нанесение посредством тиснения идентификационных знаков для целей подтверждения подлинности вместе с сатинированием, учитывая при этом то, как термины фольга, сатинирование и тиснение были раскрыты выше. При этом идентификационные знаки, относящиеся к содержимому упаковки, или упаковочной фольги, или к изготовлению, или к другим объектам, могут быть изготовлены с относительно низким качеством тиснения и могут быть легко идентифицированы и распознаны в автоматическом режиме. Указанную цель достигают посредством способа, раскрытого в п.1 формулы изобретения. Устройство для осуществления способа раскрыто в п.7 формулы изобретения.
Варианты выполнения и дополнительные предоставляющие преимущества признаки изобретения раскрыты в зависимых пунктах формулы.
Изобретение подробно будет объяснено со ссылками на чертежи, на которых изображены приведенные в качестве примера варианты его выполнения.
На Фиг.1-6 показаны приведенные в качестве примера варианты выполнения устройства для тиснения для осуществления способа.
На Фиг.7 в увеличении показаны зубцы с микроструктурой.
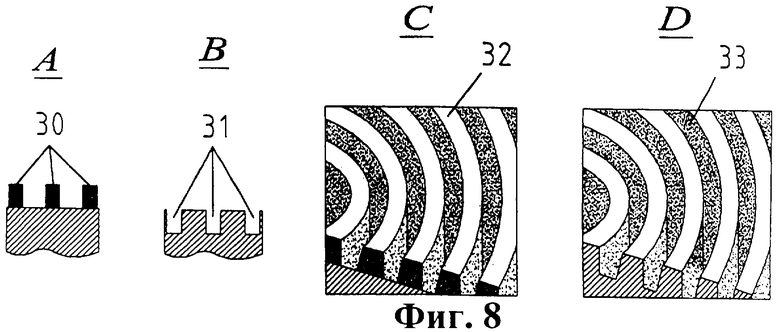
На Фиг.8 в еще большем увеличении показаны различные возможные микроструктуры поверхности зубцов, показанных на Фиг.7.
Фиг.9 представляет собой вариант изображения, представленного на Фиг.7, при этом зубцы снабжены микроструктурой.
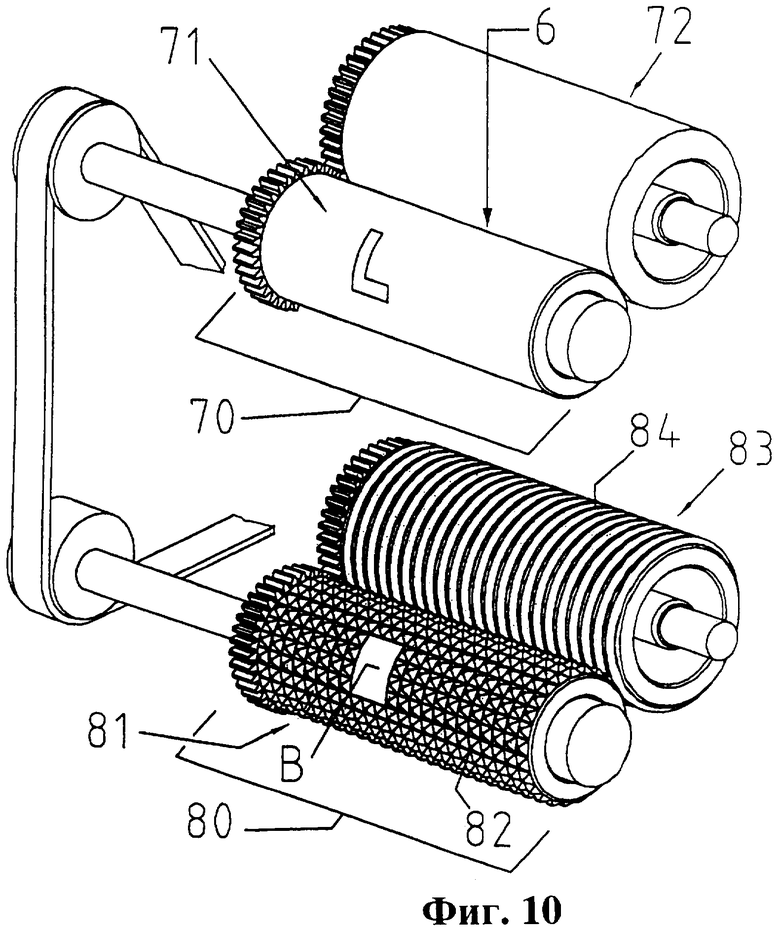
На Фиг.10 показано возможное расположение двух пар роликов для сатинирования, тиснения логотипов и идентификационных знаков.
На Фиг.10А показан вариант выполнения устройства, представленного на Фиг.10.
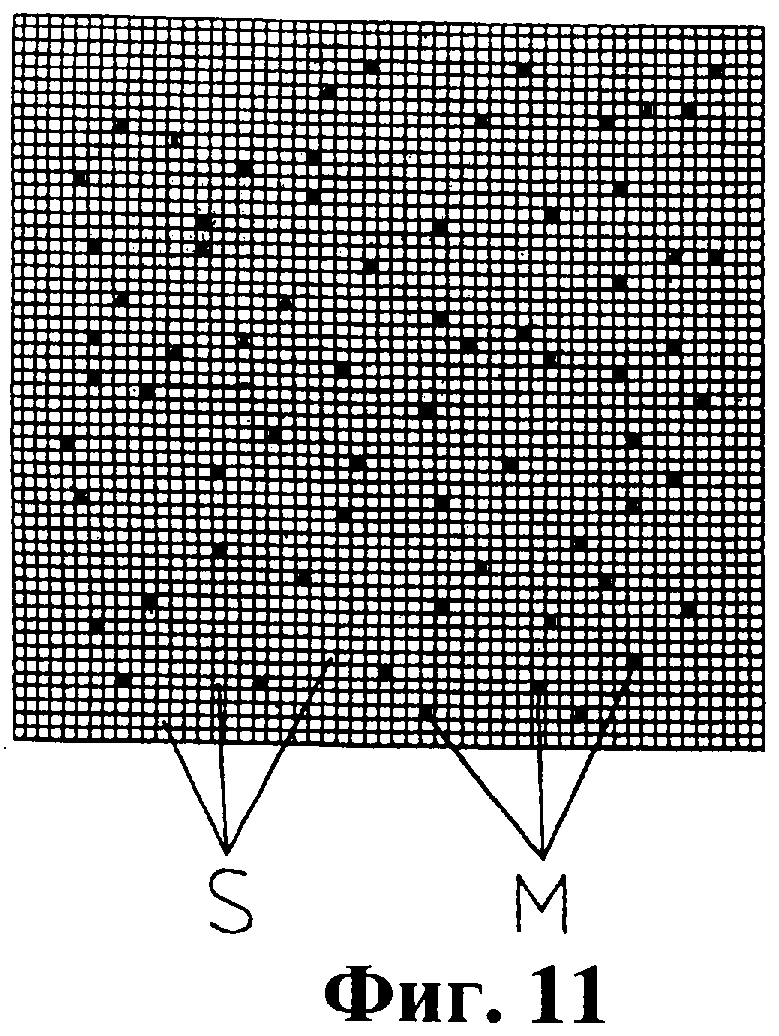
На Фиг.11 схематично показано возможное расположение идентификационных знаков.
На Фиг.12 в большом увеличении представлена часть изображения, показанного на Фиг.10.
На Фиг.1-6 показаны некоторые варианты выполнения устройств, как они раскрыты и описаны в US 7147453 B2 на имя того же лица, которое является заявителем в данной заявке. Те варианты выполнения, которые не показаны в данной заявке, но приведены в указанном выше документе, также являются частью данного описания.
На Фиг.1 представлен первый приведенный в качестве примера вариант выполнения устройства 1, содержащего три ролика для тиснения, то есть первый ролик 2 для тиснения, который взаимодействует со вторым роликом 15 и следующим роликом 3 для тиснения, при этом первый ролик 2 приводится в действие приводным механизмом 5. Три ролика для тиснения синхронизированы посредством шестерен 22-24.
Как схематично показано на Фиг.3 или 4, материал 6, который подвергают тиснению, например упаковочная фольга 6, снабженная тонким металлическим слоем, составляющим 0.006 мм, проходит в вертикальном направлении, то есть в направлении от верха к низу чертежа, при этом металлический слой всегда обращен к приводному ролику для тиснения.
Структура трех роликов для тиснения неодинакова. Во-первых, приводной ролик 2 для тиснения содержит некоторое количество зубцов 8 в форме усеченных пирамид, стороны которых расположены параллельно и практически перпендикулярны продольной оси ролика для тиснения, как показано на Фиг.1.
Зубцы второго ролика 15 для тиснения идентичны зубцам первого ролика 2 для тиснения, то есть второй ролик также снабжен зубцами 8. Такое расположение представляет собой так называемую конфигурацию пинап-пинап (pinup-pinup).
Третий ролик 3 для тиснения снабжен выемками 9, проходящими по всей его окружности и расположенными параллельно друг другу таким образом, что зубцы 8 приводного ролика 2 для тиснения входят в контакт (зацепление) с выемками. Кольца 10, образованные между выемками 9, также имеют конусообразную сглаженную внешнюю поверхность, так, что они входят в контакт с зубцами 8, выполненными в форме усеченных пирамид.
В устройстве 20, как показано на Фиг.2, первый ролик 2 для тиснения и второй ролик 15 для тиснения имеют одинаковые зубцы 8. Третий ролик 4 для тиснения снабжен продольными выемками 11, образующими между ними продольные гребни 12, которые также имеют конусообразную сглаженную внешнюю поверхность, подобно кольцам 10, так, что продольные выемки 11 и продольные гребни взаимодействуют с зубцами 8 приводного ролика 2 для тиснения.
В устройстве 20 вместо того, чтобы приводиться в движение или синхронизироваться с приводным роликом посредством синхронизирующих элементов, таких как шестерни, два парных ролика 15 и 4 приводятся в движение посредством фольги 6, см. Фиг.3 или 4.
Как показано на Фиг.3 и 4, устройства 30 и 40 состоят из приводного ролика 2, снабженного зубцами 8, и ролика 3 с кольцами 10 и выемками 9 или ролика 4 с продольными гребнями 12 и выемками 11.
На Фиг.5 также показано устройство 50 предшествующего уровня техники, содержащее два ролика 2 и 17 для тиснения с зубцами 8, расположенными в конфигурации пинап-пинап, при этом приводной ролик 2 для тиснения снабжен логотипом, например, буквой «L». На месте расположения логотипа соответствующие зубцы удалены.
Устройство 60, показанное на Фиг.6, содержит приводной ролик 2 для тиснения, снабженный зубцами 8, и парный ему ролик 27, снабженный выемками 28, комплементарными зубцам 8, то есть расположенными в конфигурации пинап-пиндаун (pinup-pindown). Логотип может быть, в обычном случае, выполнен на ролике 2 для тиснения.
Элементы устройств, показанных на Фиг.1-6, могут быть взаимно скомбинированы. В зависимости от материала упаковочной фольги или упаковки может быть удобным использовать конструкции из двух или трех роликов для тиснения.
Изготовление логотипов, эмблем и подобных элементов, называемых здесь «логотипы», осуществляют посредством удаления, укорачивания или машинной обработки зубцов ролика 2 для тиснения, снабженного зубцами 8, что осуществляют, однако таким образом, чтобы такие зубцы не портили поверхность фольги. Кольца или продольные гребни, соответственно, могут оказывать влияние на внешний вид нанесенных посредством тиснения рисунков, получаемых при помощи роликов для тиснения, снабженных зубцами.
Посредством конструкций, содержащих ролики для тиснения, можно одновременно изготавливать логотипы и идентификационные знаки при помощи различных вариантов зубцов 8, или колец 10, или продольных гребней 12, то есть, изменяя высоту, боковые стороны или края зубцов, колец или продольных гребней или нанося рисунки на их верхние поверхности. Для тиснения идентификационных знаков на поверхность фольги оказывают воздействие. После выполнения тиснения фольга в общем случае сатинирована и содержит один или несколько логотипов на тех участках, где поверхность не изменена и является блестящей, и идентификационные знаки там, где поверхность изменена, но иным образом по сравнению с сатинированной. При определенной конфигурации зубцов нанесенные посредством тиснения идентификационные знаки имеют такой внешний вид, который изменяется в зависимости от угла восприятия.
На Фиг.1 или 2 схематично показано, что второй и третий ролики 15 и 3 или 4 для тиснения входят в соединение (контакт) с приводным роликом 2 для тиснения, но это не является обязательным. Также предполагается, что, соответственно, второй или третий ролики для тиснения входят или могут входить в соединение только с первым или, соответственно, предшествующим роликом. Кроме того, в определенных вариантах применения может быть удобным использовать больше, чем три ролика для тиснения с различными структурами поверхности. Кроме того, как диаметр, так и длина отдельных роликов могут быть различными. Также в дополнение к жестким роликам для тиснения могут использовать мягкие противодействующие ролики.
Для изготовления идентификационных знаков удобным может быть применение принудительной синхронизации роликов 2 и 15 для тиснения, снабженных, соответственно, зубцами 8 и выемками 28, как это предложено для варианта выполнения, представленного на Фиг.1, посредством шестерен 22-24. Последние символизируют собой синхронизирующие элементы в целом, но синхронизирующие элементы могут включать в себя другие приспособления для синхронизации, известные в данной области, такие как электронные компоненты и иные устройства. Принудительная синхронизация также рекомендована, в частности, если материал в процессе тиснения подвергается сильной деформации. В зависимости от типа материала и/или механизм привода такие шестерни могут быть также размещены по обеим сторонам роликов. Синхронизированные ролики обычно размещают с высокой точностью при помощи подходящих дополнительных приспособлений.
Термин «нанесенные посредством тиснения идентификационные знаки» относится к нанесенным тиснением знакам, точкам, рисункам и иным сходным обозначениям, служащим для целей идентификации, которые наносят в одном технологическом процессе с сатинированием и тиснением логотипов. В частном случае такие идентификационные знаки могут быть расположены как на сатинированном участке, так и на участке, где нанесены логотип(ы) или на самом логотипе, и их выполняют на проводном ролике или на парном ему ролике. Сатинирование также могут выполнять при помощи роликов, снабженных отдельными выступами или иголками, которые, например, управляются индивидуально, в отличие от зубцов, в этом случае необходимо предпринимать меры предосторожности, чтобы не допустить образования сквозных проколов в фольге.
В способе по данному изобретению предпочтительно используют знаки, которые сложно изготовить и легко спрятать, например, расположенные в пределах или вблизи от других знаков или вблизи дефектов поверхности, так, что их трудно заметить.
В US 6665998 B1 на имя того же лица, которое является заявителем в данной заявке, указанный документ включен в описание посредством ссылки, раскрыто устройство для тиснения, в котором, по крайней мере, один ролик для тиснения расположен в заменяемом узле, так, что его помещают в монтажную опору в заранее заданное положение. В варианте выполнения, в котором применяют, по крайней мере, три ролика для тиснения, использование заменяемых узлов для отдельных роликов или для групп роликов является особенно предпочтительным, так как в этом случае особенно важна рациональность и преимущества с точки зрения экологии.
Для тиснения идентификационных знаков могут применять способы и устройства, раскрытые в ЕР-А-1437213 на имя того же лица, которое является заявителем в данной заявке, указанный документ, там, где возможно, также представляет собой часть данного описания. Из различных приведенных в качестве примеров вариантов выполнения, представленных в указанном документе, выбраны те, которые соответствуют чертежам Фиг.5, 6 и 8, то есть Фиг.7-9 согласно данному описанию.
На Фиг.7-9 показана отделка поверхности отдельных зубцов и оснований зубцов приводного ролика для тиснения, названная «микроструктурой». На Фиг.7 показаны шесть зубцов 2S1-2S6, микроструктуры которых заштрихованы. Зубцы имеют форму усеченной пирамиды с прямоугольной горизонтальной проекцией, боковые стороны параллельны и расположены практически перпендикулярно продольной оси ролика, а вершины пирамид усечены (являются плоскими).
Зубец 2S1 содержит микроструктуру 20 на плоской части зубца, а также содержит микроструктуру 21 на одной или обеих поперечных сторонах зубца, зубец 2S4 имеет ту же структуру 20 поверхности и содержит микроструктуру 22 на одной или обеих продольных сторонах зубца. Основание ZG зубца может содержать микроструктуру 23, выполненную вдоль продольной стороны зубца, или микроструктуру 24, которая проходит на заданную длину, или микроструктуру 25, проходящую в поперечном направлении.
Зубец 2S2 содержит микроструктуру 26, которая проходит по всей поверхности одной или обеих продольных боковых сторон, а зубец 2S3 имеет микроструктуру 27, которая проходит по всей поверхности его плоского участка. Зубцы 2S5 и 2S6 содержат только узкую микроструктуру 28, которая проходит по высоте их продольных боковых сторон, или микроструктуру 29, которая проходит по поперечным боковым сторонам. Таким образом, понятно, что можно использовать множество различных микроструктур, создавая на фольге, соответственно, большое количество идентификационных рисунков.
На Фиг.8A-8D в увеличении показаны некоторые примеры возможных прямолинейных или закругленных микроструктур, выполненных на верхней и на боковых сторонах зубцов. На Фиг.8А представлено поперечное сечение снабженной выступами («положительной») гребенчатой структуры, отдельные гребни 30 расположены с интервалами в несколько мкм. Такая структура может быть использована в отношении любой из микроструктур 20, 21, 28 или 29, а также применительно к основанию зубцов, например, в отношении микроструктур 23, 24 или 25.
На Фиг.8В схематично показано поперечное сечение содержащей выемки («отрицательной») гребенчатой структуры, выемки 31 также расположены с интервалами, которые составляют от примерно 100 нм до нескольких мкм.
На Фиг.8С схематично показан общий вид возможной содержащей выступы микроструктуры, образованной скругленными гребнями 32.
На Фиг.8D схематично показан общий вид возможной содержащей выемки микроструктуры, образованной скругленными выемками 33. Такую структуру можно использовать в отношении, например, микроструктур 24 или 25.
Из приведенных примеров становится очевидным, что можно выполнить очень большое количество вариаций как в микроструктуре, касательно расположения таких микроструктур на отдельных зубцах и на основаниях зубцов или только на основании зубцов, так и в типе самой микроструктуры. Это зависит от современного состояния уровня техники в отношении изготовления таких структур. Получение микроструктур также осуществляют, в частности, при изготовлении электронных микрочипов, и этот процесс известен в указанной области техники. При получении таких мелких микроструктур важную роль играет применение подходящих способов, таких как технологии лакирования и травления.
Зубцы, показанные на Фиг.9, снабжены как макроструктурой, так и микроструктурой. В этом случае термин «макроструктура» обозначает модификацию геометрии зубца в диапазоне от примерно 10 мкм до 600 мкм, тогда как термин «микроструктура» относится к модификации поверхностей или оснований зубцов.
На Фиг.9 представлены три геометрически не модифицированные зубцы 2S1, 2S4 и 2S6, содержащие, однако, микроструктуры, как показано на Фиг.7, а также зубцы 2М1, 2М2 и 2М3, где «М» обозначает наличие макроструктуры. В зубце 2М1 плоская часть занимает бóльшую площадь, чем у обычного зубца, такого как 2S1, при этом плоская часть снабжена микроструктурой 20.
У зубца 2М2 только увеличена плоская часть, в остальном он не модифицирован, а у зубца 2МЗ срезана половина (по ширине). Конечно, зубцы 2М2 и 2М3 также могут быть снабжены микроструктурами. Кроме того, в примере, показанном на Фиг.9, основание зубцов может быть обработано и может содержать такие же микроструктуры 23, как показано на Фиг.7, и микроструктуру 25.
Из вариантов, представленных на Фиг.9, следует еще большее количество возможных модификаций, что позволяет выполнить при тиснении очень большое количество различных рисунков. В альтернативном варианте при тиснении могут использовать только структуры основания зубцов.
В конфигурации пинап-пиндаун возможно не только использовать менее глубокие выемки, по аналогии с зубцами с плоскими поверхностями, но также выполнять в выемках комплементарные макроструктуры и/или микроструктуры.
На Фиг.10 показан другой возможный узел тиснения, который содержит две пары роликов, которые приводят в действие посредством одного и того же приводного механизма, при этом пары, то есть узлы тиснения, внутренне синхронизированы.
Первый узел тиснения 70 содержит два гладких металлических ролика 71 и 72, первый ролик 71 приводится в действие непосредственно, и его поверхность содержит выступающую зону тиснения L. Символ «L» здесь обозначает любой идентификационный знак любого типа, который может представлять собой отдельные точки или обозначения или группу обозначений, точек и подобные элементы. Также понятно, что на ролике может быть создано несколько зон тиснения. Парный ролик 72 также изготовлен из металла, например из стали, и не содержит поверхностной структуры.
Второй узел тиснения 80 содержит два снабженных структурой роликов для тиснения, таких как описаны в US 7147453 B2, в данном случае приводной ролик 81, содержащий выступающие зубцы 82, и ролик 83, снабженный кольцами 84, при этом ролики синхронизированы по отношению друг к другу или расположены в общем корпусе. Такая вторая пара роликов предназначена для сатинирования фольги, как это известно из уровня техники, и, в случае необходимости, для выполнения на фольге логотипа или множества логотипов.
Это означает, что подвергаемую тиснению фольгу подают с ролика, используемого для хранения, к первому комплекту роликов, выполняют тиснение идентификационных знаков, затем фольга проходит через второй комплект роликов. Однако нужно предпринимать меры предосторожности, чтобы идентификационные знаки, нанесенные посредством тиснения в первом комплекте роликов, не были бы испорчены при прохождении через второй комплект, для этого на приводном ролике 81 удалены зубцы на том(тех) участке или участках, где идентификационный знак соприкасается с роликом, так что фольга на участке В не подвергается повторному тиснению.
В варианте выполнения, показанном на Фиг.10А, фольгу 6 сначала сатинируют в узле сатинирования 80A, а затем подают во второй узел тиснения 70, при этом один или множество идентификационных знаков будут спрятаны в сатинированной фольге.
Узлы тиснения могут быть снабжены приводным механизмом, оказывающим на них воздействие одновременно или последовательно, или могут быть снабжены двумя приводными механизмами, и могут быть размещены в одном корпусе или в двух корпусах.
Одна из идей изобретения состоит в том, чтобы при помощи известных устройств, содержащих модифицированные зубцы, кольца или продольные гребни на роликах для тиснения или посредством создания подходящих структур на гладких в остальных местах роликах получить определенное расположение идентификационных знаков, представленных группами точек, обозначений или иных элементов, которые могу быть распознаны и, тем самым, идентифицированы в процессе подтверждения подлинности. Для этого при помощи зубцов, колец или продольных гребней или подходящих структур на гладких в остальных местах роликах создают, например, рисунок типа шахматной доски или иной воспроизводимый рисунок, при этом ролики модифицированы в соответствии с таким заданным рисунком, и такая группа точек будет отличаться от обычных точек, созданных при сатинировании. Выбирают одну или более заданных геометрических областей, в которой проводят подтверждение подлинности идентификационных знаков.
С тем, чтобы выявить различия между обычными точками, полученными при сатинировании, и модифицированными, нужно обратиться к термину «сатинирование», как он определен во вступительной части описания.
Относительно упаковочных материалов также нужно обратиться к вступительной части описания. Так называемые инлайнеры (внутренняя фольга), то есть упаковочная фольга, которую оборачивают вокруг упаковываемых предметов, таких как сигареты или иные объекты, состоят из металлической или металлизированной фольги и обладают следующими свойствами:
- их используют в качестве изысканного упаковочного материала,
- их нельзя сжимать, скручивать или сворачивать в поперечном направлении из-за образующихся складок и вызываемых этим неполадок в упаковочных машинах,
- матового оптического эффекта - эффекта сатинирования - достигают посредством тиснения небольших выемок, в результате чего отражаемый свет рассеивается.
Размер выступов подбирают таким образом, что они были едва различимы глазу. В общем случае выступы располагают с интервалами менее 0,5 мм. Высота выступов составляет около половины от этого значения, то есть меньше 0, 25 мм.
Пластиковая фольга является так называемой оберткой, в которую оборачивают упаковки, такие как сигаретные пачки. Такая фольга, которая может представлять собой однослойную или многослойную фольгу, содержит идентификационные знаки и сатинирована посредством одного и того же узла из роликов для тиснения и может быть снабжена логотипами. Идентификационные знаки и/или логотипы могут также представлять собой голограммы, нанесенные посредством тиснения.
Предпочтительно, что, при соблюдении ограничений, накладываемых сатинированием, посредством модифицированных зубцов, колец или гребней могут быть выполнена одна или несколько групп точек или сходных обозначений, и в ранее заданной области или нескольких областях при помощи электронных приспособлений выбирают определенное количество знаков для соотнесения и сравнения их с группами знаков, образцами или специальным образом расположенными точками на упаковочной фольге или упаковочном материале для идентификации при помощи способа обработки изображения.
На Фиг.11 схематично показана сетка на фольге, как она получается во время сатинирования, то есть расположенные упорядочение выемки S, выполненные описанными способами и при помощи устройств для сатинирования. Кроме того, нанесены идентификационные знаки М, то есть выемки другого дизайна, выполненные посредством тиснения при помощи микро- и макроструктур. На Фиг.12 в увеличении показана часть изображения, представленного на Фиг.11.
В одном из возможных приведенных в качестве примера вариантов осуществления способа поверхность упаковочной фольги, снабженную идентификационными знаками, снимают с помощью видеокамеры. Однако в способе по данному изобретению могут быть использованы другие способы получения изображения. Для сравнения шаблона, содержащего специальный рисунок, например шаблона типа шахматной доски, с записанным с помощью видеокамеры изображением применяют технологию обработки изображения, основанную на так называемом выявлении соответствия с шаблоном.
Статистическое соответствие между знаками шаблона и идентификационными знаками, нанесенными посредством тиснения, определенное при помощи данного способа, используют для определения степени сходства между шаблоном и нанесенным посредством тиснения рисунком и используют это в качестве основы для принятия решения относительно подлинности. На практике было установлено, что достаточно надежное для многих целей установление подлинности может быть достигнуто посредством эмпирического установления минимального уровня сигнала обработки по отношению к шуму.
Надежное и быстрое установление подлинности (которое до настоящего времени невозможно было осуществить) идентификационных знаков, расположенных в сатинированной области или в зоне размещения логотипа, которые не видны или лишь с трудом различимы глазу, может быть еще более усовершенствовано посредством альтернативных способов, применяемых при автоматической обработке изображений и известных специалисту в данной области, таких как, например, корреляция на серой шкале, и посредством использования подходящих программно-реализованных алгоритмов.
Согласно изобретению считывание шаблонов можно выполнять непосредственно через внешнюю упаковку, например, картонную пачку, при помощи оптических устройств создания изображения, использующих дневной свет или источник подходящего с точки зрения спектра излучения. В этом случае длина волны исходящего из источника света должна быть выбрана таким образом, чтобы излучение отражалось от металлической стороны упаковочной фольги и проходило через остальные части упаковки.
Общее всех указанных способов создания изображения заключается в том, что в специальной области на шаблоне создают специальный рисунок, и этот шаблон служит как для выполнения соответствующего рисунка на ролике для тиснения, посредством модификации зубцов и т.д., так и для определения степени сходства получаемой фольги и шаблона.
Выбор области облегчает и ускоряет осуществление способа, однако не является обязательным во всех случаях. Более того, в предлагаемом способе достаточно относительно простой модификации зубцов, так как в основном используют установление различия в яркости отражения подвергнутых тиснению материалов.
Кроме того, ввиду легкости обнаружения при помощи электронных средств объекта, подлинность которого устанавливают, можно быстро и надежно дистанционно провести его изучение посредством дистанционного запроса.
В том случае, если требуется достичь еще более высокой степени надежности, описанные способы могут быть скомбинированы с другими способами подтверждения подлинности, известными в данной области техники.










В способе посредством тиснения наносят идентификационные знаки на упаковочную фольгу и/или упаковку при сатинировании или вместе с сатинированием и нанесением посредством тиснения логотипов. При этом группу знаков наносят посредством тиснения в поточной линии в качестве рисунка, считывают при помощи подходящего устройства, сравнивают с шаблоном и оценивают при помощи способа обработки изображения. В качестве шаблона используют шаблон, содержащий знаки, а в качестве одного или нескольких роликов для тиснения используют обработанные согласно шаблону. Устройство для осуществления способа содержит, по крайней мере, два ролика для тиснения, устройство для считывания и устройство для оценки. При этом один из роликов для тиснения приводят в действие посредством приводного механизма. Ролик содержит зубцы, из которых некоторые, требуемые для нанесения идентификационных знаков, имеют отличающуюся форму, высоту или структуру поверхности, тогда как остальные зубцы используют для сатинирования, и один из парных роликов снабжен проходящими по окружности кольцами. Группа изобретений обеспечивает упрощение идентифицирования, изготовления и расширение ассортимента используемой фольги. 2 н. и 10 з.п. ф-лы, 13 ил.
1. Способ подтверждения подлинности идентификационных знаков, которые посредством тиснения нанесены на упаковочную фольгу и/или упаковку при сатинировании или вместе с сатинированием и нанесением посредством тиснения логотипов, в котором группу идентификационных знаков наносят посредством тиснения в поточной линии в качестве рисунка, считывают при помощи подходящего устройства, сравнивают с шаблоном и оценивают при помощи способа обработки изображения, при этом в качестве шаблона используют шаблон, содержащий идентификационные знаки, а в качестве одного или нескольких роликов для тиснения используют обработанные согласно шаблону.
2. Способ по п.1, отличающийся тем, что в качестве одного или нескольких роликов для тиснения используют ролики, в которых соответствующие зубцы, кольца или продольные гребни обработаны согласно шаблону и/или на гладкий в остальных местах ролик нанесены подходящие структуры.
3. Способ по п.2, отличающийся тем, что на шаблоне создают специальную область, содержащую идентификационные знаки, эту область распознают на считанном изображении рисунка и идентификационные знаки, расположенные в обеих областях, сравнивают друг с другом.
4. Способ по п.2, отличающийся тем, что сравнение выполняют при помощи канального кодирующего/декодирующего устройства.
5. Способ по п.1, отличающийся тем, что на ролике для тиснения высоту одного зубца или группы зубцов модифицируют так, чтобы создать идентификационный знак.
6. Способ по п.5, отличающийся тем, что идентификационные знаки расположены в сатинированной области или на логотипе или логотипах.
7. Устройство для осуществления способа по одному из пп.1-6, содержащее устройство для тиснения, содержащее один или множество узлов тиснения (1, 20, 30, 40, 50, 60, 70, 80), каждый из которых содержит, по крайней мере, два ролика (2, 3, 4, 15; 71, 72; 81, 83) для тиснения, устройство для считывания и устройство для оценки, при этом один из роликов (2) для тиснения приводят в действие посредством моторного приводного механизма (5) и он содержит зубцы (8), из которых некоторые, требуемые для нанесения посредством тиснения идентификационных знаков, имеют отличающиеся форму, высоту или структуру поверхности, тогда как остальные зубцы используют для сатинирования, и один из парных роликов (3, 4) снабжен либо проходящими по окружности кольцами (10), либо продольными гребнями (12).
8. Устройство по п.7, отличающееся тем, что узел тиснения (1, 20) содержит три ролика (2, 3, 4, 15) для тиснения, при этом в дополнение к приводному ролику (2) для тиснения и ролику (3, 4) для тиснения, снабженному проходящими по окружности кольцами или продольными гребнями, используют другой парный ролик, снабженный либо зубцами (8), идентичными тем, которыми снабжен приводной ролик (2) для тиснения, либо зубцами (28), которые комплементарны указанным зубцам приводного ролика.
9. Устройство по п.7, отличающееся тем, что в дополнение к узлу тиснения (80), который содержит ролик (81) для тиснения, снабженный зубцами (82), устройство для тиснения содержит расположенный перед упомянутым узлом узел тиснения (70), содержащий два гладких ролика (71, 72), которые соединены посредством синхронизирующих элементов (22-24), и один из указанных роликов снабжен структурой для нанесения посредством тиснения идентификационных знаков (L), при этом ролик (81) для тиснения содержит в соответствующей области участок (В) без зубцов.
10. Устройство по п.7, отличающееся тем, что в дополнение к узлу тиснения (80А), который содержит ролик (81А) для тиснения, снабженный зубцами (82), устройство для тиснения содержит расположенный за упомянутым узлом узел тиснения (70), содержащий два гладких ролика (71, 72), которые соединены посредством синхронизирующих элементов (22-24), и один из указанных роликов снабжен структурой для нанесения посредством тиснения идентификационных знаков (L)
11. Устройство по п.7, отличающееся тем, что устройство для считывания представляет собой камеру, или иное устройство для создания изображения, или механическое устройство для определения структуры поверхности упаковочной фольги или упаковки, при этом устройство для считывания связано с устройством для оценки.
12. Устройство по п.7, отличающееся тем, что устройство для считывания представляет собой камеру или иное подходящее устройство для создания изображения, которое способно считывать группу идентификационных знаков, расположенных на металлической стороне упаковочной фольги, через внешнюю упаковку при помощи источника излучения с подходящим спектром.
| СПОСОБ ИДЕНТИФИКАЦИИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1996 |
|
RU2117989C1 |
| Манипулятор | 1986 |
|
SU1437213A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ПОДЛИННОСТИ КОНТРОЛИРУЕМОГО ОБЪЕКТА | 2000 |
|
RU2172015C1 |
| Способ закрепления обручей на бочке | 1934 |
|
SU41909A1 |

