Данное изобретение относится к устройству для сатинирования и тиснения упаковочной фольги, которое содержит, по крайней мере, три ролика для тиснения, как раскрыто в ограничительной части п.1 формулы изобретения.
Однако также можно применять устройство, содержащее два ролика для тиснения, как раскрыто в ограничительной части п.2 формулы изобретения.
Устройства такого типа известны из публикации WO 02/076716A на имя того же лица, которое является заявителем в данной заявке. Указанная европейская патентная заявка представляет собой дальнейшее усовершенствование устройства, раскрытого в US-B-6715411 на имя того же лица, которое является заявителем в данной заявке. Общее описанных двух устройств заключается в том, что рулон бумаги сначала проходит через первую пару роликов, а затем через вторую пару роликов, применение трех роликов позволяет уменьшить контактное давление и достичь более совершенного разрушения бумажного компонента фольги.
Поверхностные структуры роликов для тиснения, то есть расположение зубцов, круговых ребер или продольных ребер на известных роликах разрушают бумагу симметрично, при этом по сравнению с предшествующим уровнем техники может быть достигнуто более равномерное разрушение волокон в двух направлениях, и можно получить более мелкие рисунки, при этом избегают сминания на участке расположения логотипа, наблюдается снижение тенденции сворачивания и загибания, и могут быть получены хорошие характеристики сгибания или так называемые характеристики жесткого сгиба.
В последнее время, однако, возникли дополнительные проблемы, связанные с фольгой на бумажной основе. Некоторые из таких проблемных областей, связанных с различными новыми свойствами бумаги, указаны ниже:
1) важный фактор, с трудом поддающийся контролю, заключается в непостоянстве состава фольги или внутреннего выстилающего слоя (инлайнера), как его называют в отрасли изготовления сигарет, сложности, заключающиеся в том, что разнообразие коммерчески доступных инлайнеров постоянно увеличивается в отсутствие очевидных тенденций к стандартизации. Это означает, что в зависимости от места производства или требований рыночного сектора используют бумагу с удельным весом поверхности от 30 г/м2 до 80 г/м2, при этом ее металлизируют, покрывая алюминием или обрабатывая поверхность, например, посредством печати с получением металлоподобной поверхности. При применении так называемого тиснения с получением тени, см., например, US-B-7036347 на имя того же лица, которое является заявителем в данной заявке, получают очень тонкие (мелкие) структуры, которые необходимо нанести посредством тиснения с постоянным качеством независимо от материала.
2) Механические свойства фольги в большой степени определяются используемой массой волокон, их морфологическими свойствами и способом их обработки. Внешне сходная фольга может сильно отличаться по механическим характеристикам. В связи с этим желательным является получение хороших результатов при применении инлайнеров низкого качества.
3) Для выполнения тиснения различной фольги в промышленном масштабе желательно, чтобы была меньшая зависимость от широкого разнообразия фольги.
4) Другая экономического характера проблема состоит в тиснении фольги различного состава таким образом, чтобы фольга оптически не отличалась друг от друга при рассмотрении знаков, нанесенных тиснением сходным образом. При существующем в настоящее время уровне техники в зависимости от состава (композиции) фольги одинаковые нанесенные тиснением рисунки, как логотипы, так и рисунки, полученные при тиснении с получением тени, могут при визуальном восприятии выглядеть очень по-разному.
Основываясь на предшествующем уровне техники, цель данного изобретения заключается в создании устройства для сатинирования и тиснения фольги, посредством которого волокна бумажной подложки фольги разрушаются более эффективно с тем, чтобы получить после выполнения тиснения усовершенствованное общее эстетические впечатление, при этом тиснение должно быть выполнено так, что практически не зависит от состава бумажной подложки фольги, и устройство должно позволять выполнять тиснение высокого качества с получением мелких структур. Такое устройство раскрыто в п.1 или п.2 формулы изобретения. Другие цели и преимущества изобретения обозначены в зависимых пунктах формулы.
Далее изобретение будет объяснено подробно со ссылками на чертежи, на которых изображены приведенные в качестве примера варианты его выполнения.
На Фиг.1 схематично показан общий вид устройства с роликом для тиснения, имеющим равномерное расположение зубцов, который взаимодействует с двумя дополнительными роликами для тиснения.
На каждой из Фиг.2-5 в увеличении показаны соответствующие структуры двух дополнительных роликов для тиснения.
На Фиг.6 показан вариант выполнения структуры дополнительных роликов для тиснения.
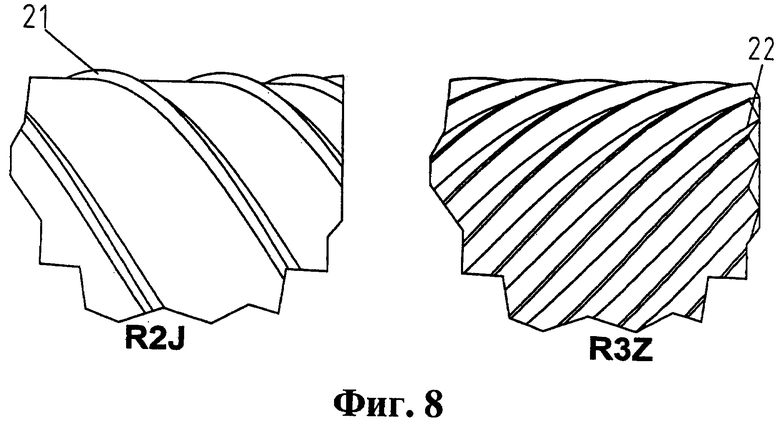
На Фиг.7 и 8 показаны дополнительные варианты выполнения структур дополнительных роликов для тиснения.
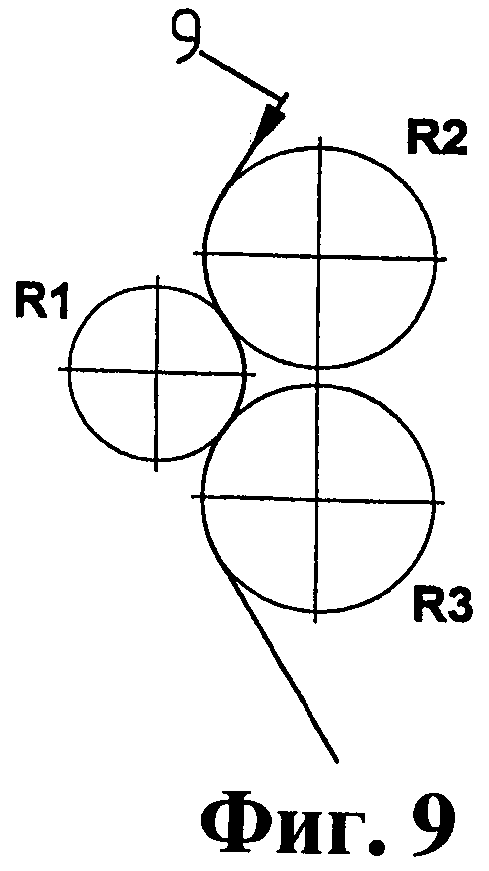
На Фиг.9 схематично показано поперечное сечение трех несинхронизированных роликов для тиснения.
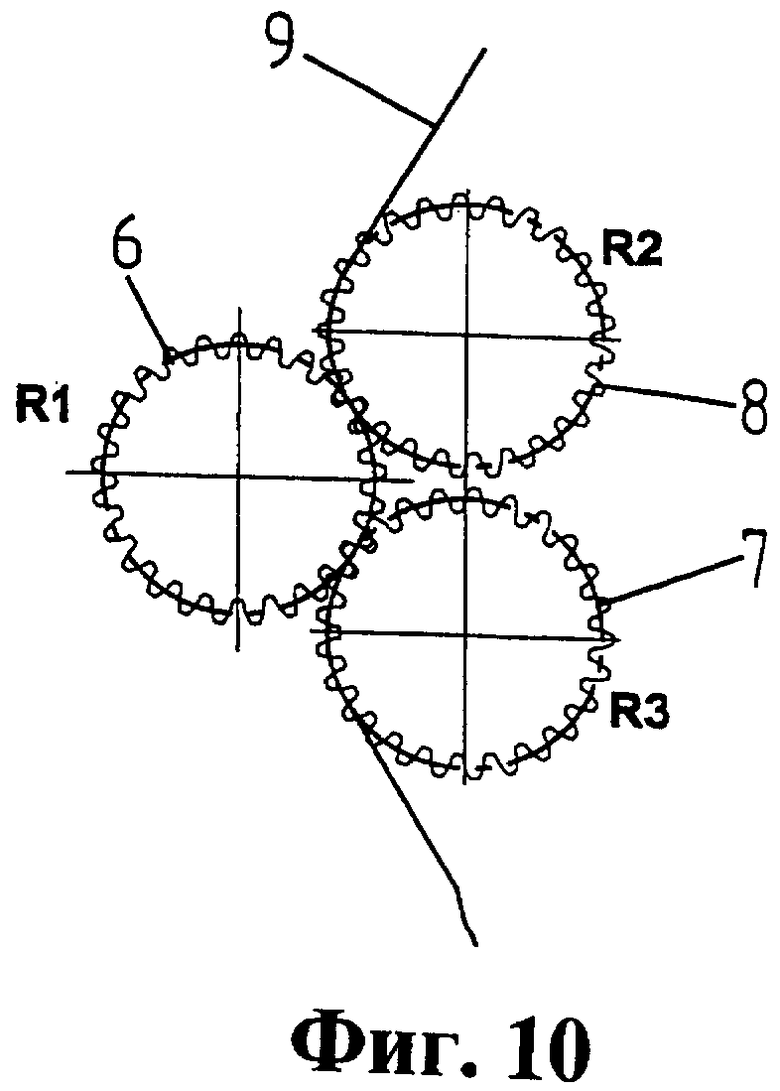
На Фиг.10 схематично показано поперечное сечение трех синхронизированных роликов для тиснения.
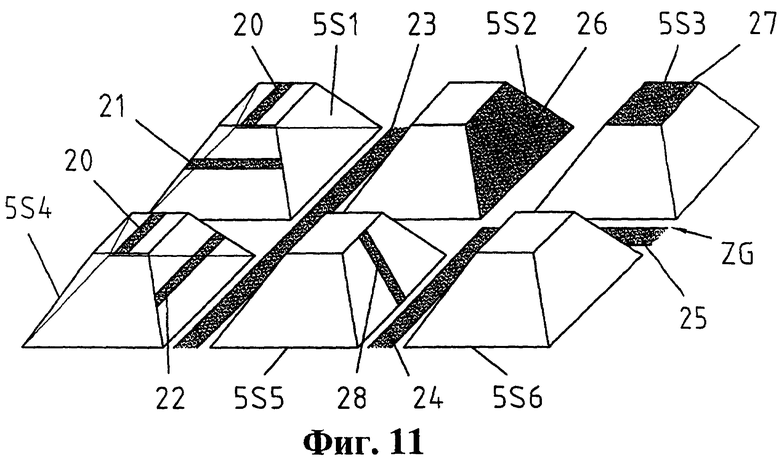
На Фиг.11 в увеличении показан зубец первого ролика для тиснения, снабженный макро- и микроструктурами.
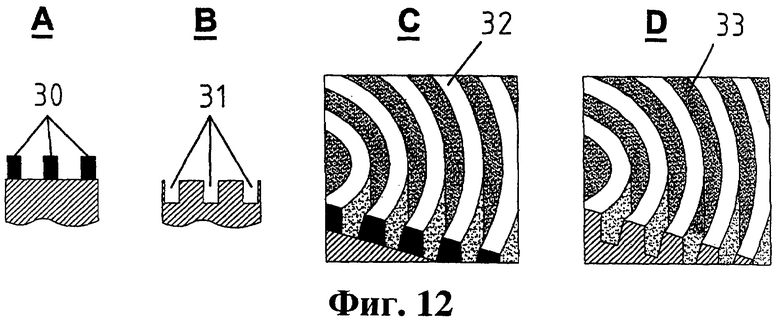
На Фиг.12 показаны другие возможные микроструктуры поверхности зубца, приведенного на Фиг.11, при дополнительном увеличении.
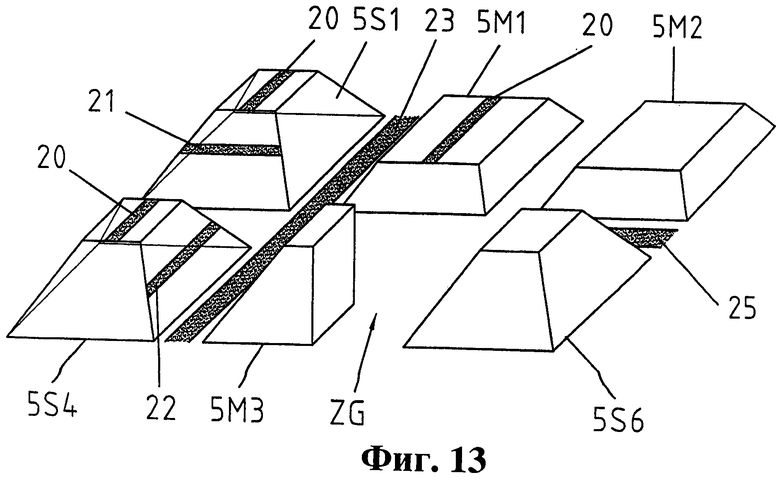
На Фиг.13 показан вариант чертежа, приведенного на Фиг.11, при этом зубец снабжен макроструктурами и микроструктурами.
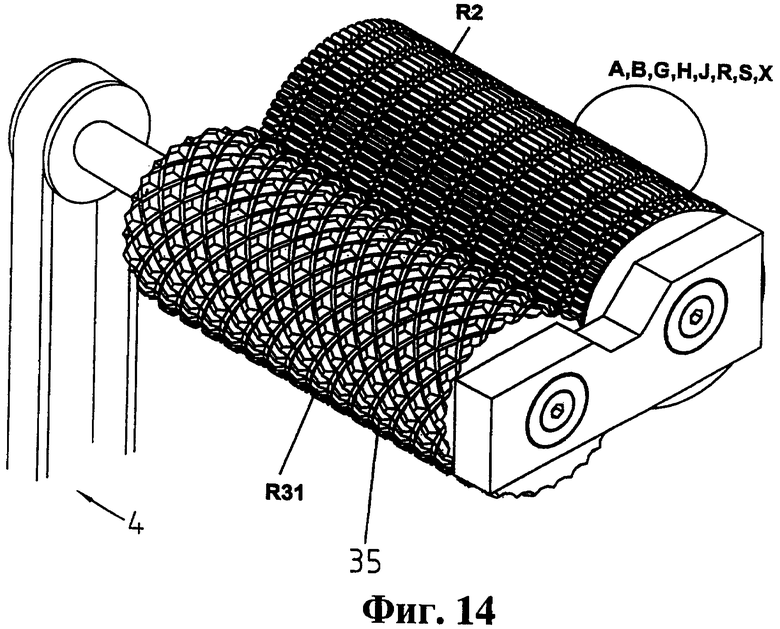
На Фиг.14 показан второй вариант выполнения изобретения, содержащий два ролика для тиснения.
На схематичном чертеже, приведенном на Фиг.1, показаны три ролика R1, R3 и R2 для тиснения, при этом ролик R1 для тиснения приводится в действие посредством привода 4. Ролик R1 для тиснения сам по себе известен и раскрыт в различных описаниях патентов, в том числе в источниках, приведенных во вступительной части данного описания. Приводной ролик R1 для тиснения имеет поверхностную структуру, образованную отдельными зубцами 5, которые расположены в виде проходящей как вдоль оси, так и по окружности равномерной сетки, посредством чего достигают эффекта сатинирования. Такая поверхностная структура названа основной сеткой GR. Зубцы сетки могут иметь пирамидальную форму с различными поперечными сечениями, форму усеченной пирамиды, коническую форму. В случае зубцов пирамидальной формы их поперечное сечение будет иметь форму четырехугольного параллелограмма.
Два дополнительных ролика R2 и R3 для тиснения могут быть приведены в действие посредством фольги 9 и при помощи подходящих поверхностных структур первого ролика R1 для тиснения, см. Фиг.9, или посредством синхронизирующих шестерен 6, 7 и 8 известного типа, см. Фиг.10. В общем случае фольга 9 проходит через ролики для тиснения таким образом, что металлизированная или обработанная поверхность обращена к первому ролику R1 для тиснения.
Однако также можно снабдить приводом ролик 2 или 3, вместо ролика 1 для тиснения, при этом остальные ролики вращаются свободно. Вместо применения шестерен для синхронизации могут использовать ремни или электронные приспособления.
При изготовлении бумаги так называемая флоккуляция является ключевым процессом, и он заключается в том, что суспензия волокон обладает естественным свойством осаждаться хлопьями, интенсивность этого процесса возрастает с увеличением концентрации волокон, что приводит к уплотнению консистенции сырья. Получаемое в результате флоккуляции уплотнение волокон инлайнеров может привести к тому, что полученная бумага будет обладать сравнительно высокой жесткостью. Кроме того, такие сгустки (хлопья) распределены по поверхности бумаги нерегулярно, и невозможно получить гомогенную тонкодисперсную структуру.
Исследования показали, что при применении равномерного массива зубцов разрушение фольги происходит в направлении перемещения, то есть в продольном направлении, и наблюдается небольшое расползание в поперечном направлении во время тиснения. Этот эффект может быть объяснен тем, что волокна расположены в основном в продольном направлении. При разрушении волокон их ширина, естественно, увеличивается, а длина увеличивается незначительно.
Для противодействия такому явлению в предшествующем уровне техники поверхность каждого ролика для тиснения была снабжена выступами и выемками одного типа, то есть в пределах основной сетки, например, пирамидальными зубцами с различными поперечными сечениями, такими, как четырехугольный параллелограмм, усеченная пирамида, также могли быть использованы конические зубцы, что позволяло роликам вступать во взаимодействие с другими роликами для тиснения, вовлеченными в процесс тиснения.
Для того чтобы избежать искажения наносимого посредством тиснения рисунка, в основной сетке, состоящей из одинаковых зубцов, не использовали асимметричные структурные элементы. В последнее время для соответствия требованиям, предъявляемым в связи с применением бумаги различных типов и качества, были исследованы различные альтернативные подходы.
Исследования показали, что посредством применения роликов для тиснения, снабженных различными структурными элементами, такими, как снабженные зубцами венцы, ряды зубцов, расположенных по окружности, по спирали или в продольном направлении, причем сетка таких элементов не является такой же, как основная сетка GR первого ролика для тиснения, может быть достигнуто очень важное усовершенствование процесса разрушения, и, соответственно, нейтрализация влияния подструктур, образованных в бумажном субстрате вследствие флоккуляции. Это может быть объяснено тем, что поверхностные структуры ролика, которые не имеют ту же основную сетку GR, более подходят для устранения случайно образовавшихся хлопьев. Это относится как к конструкции с тремя роликами, так и к конструкции с двумя роликами.
Применение описанных ниже роликов позволяет не только получить более хорошее разрушение и нейтрализацию в бумажном субстрате эффектов сминания, сворачивания и загибания, но также значительно улучшается эстетическое впечатление, оказываемое поверхностью фольги, что придает ей изысканный вид. Очевидно, что такая поверхность фольги позволяет осуществлять более тонкое и точное тиснение очень мелких структур, которые служат, например, для идентификации и установления подлинности.
Как показано на Фиг.9 или 10, фольга 9 сначала проходит через пару роликов R1 и R2, а затем через пару роликов R1 и R3. Фольга сначала проходит через различные структуры одной пары роликов, а затем ее обрабатывают иным образом, при помощи поверхностной структуры второй пары роликов, то есть обработка происходит не гомогенно, что приводит к общей негомогенной обработке фольги, в результате которой получают неожиданный результат.
На Фиг.1, как уже было упомянуто во вступительной части описания, ролик R1 для тиснения снабжен равномерно распределенными зубцами 5, которые задают основную сетку GR. Такие зубцы могут быть пирамидальными или коническими, содержащими плоский участок, составляющий, по крайней мере, 2%, предпочтительно, по крайней мере, 5%, при этом поперечное сечение пирамидальных зубцов представляет собой четырехугольный параллелограмм.
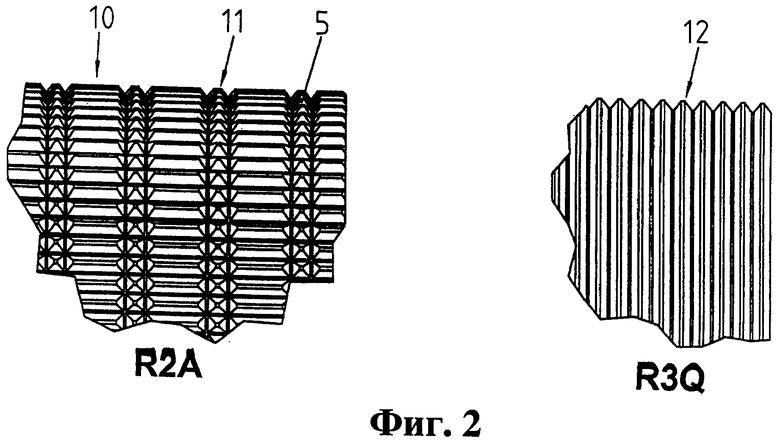
Кроме того, как показано на Фиг.1, поверхностные структуры роликов R2 и R3 для тиснения обозначены, соответственно, буквами от А до J и от Q до Z. При сравнении Фиг.1 и Фиг.2 видно, что символ R2A обозначает поверхностную структуру А ролика R2 для тиснения, а символ R3Q относится к поверхностной структуре Q, выполненной на ролике R3 для тиснения, и так далее.
На Фиг.2 представлены возможные поверхностные структуры роликов R2 и R3 для тиснения. Поверхностная структура А ролика R2 согласно Фиг.2 образована продольными гребнями 10, которые перемежаются отдельными структурными элементами в форме рядов 11 зубцов, при этом ряды 11 состоят из зубцов 5 и зубцов, в данном примере имеющих форму усеченной пирамиды. Следовательно, вместо одинаковых продольных гребней, известных из уровня техники, поверхность ролика R2 состоит из продольных гребней, которые перемежаются круговыми рядами зубцов, при этом сетка, образованная такими структурными элементами, отличается от основной сетки GR.
Структура Q третьего ролика R3 для тиснения состоит из равномерно расположенных круговых гребней 12, как это известно в отношении роликов для тиснения предшествующего уровня техники.
В поперечном сечении структурные элементы, расположенные в продольном, поперченном направлении или проходящие по спирали, являются сужающимися (коническими) или снабженными плоскими участками, размеры структурных элементов и выемок между ними соответствуют размерам зубцов 5 первого, приводного ролика R1 для тиснения, и все зубцы входят в выемки между гребнями.
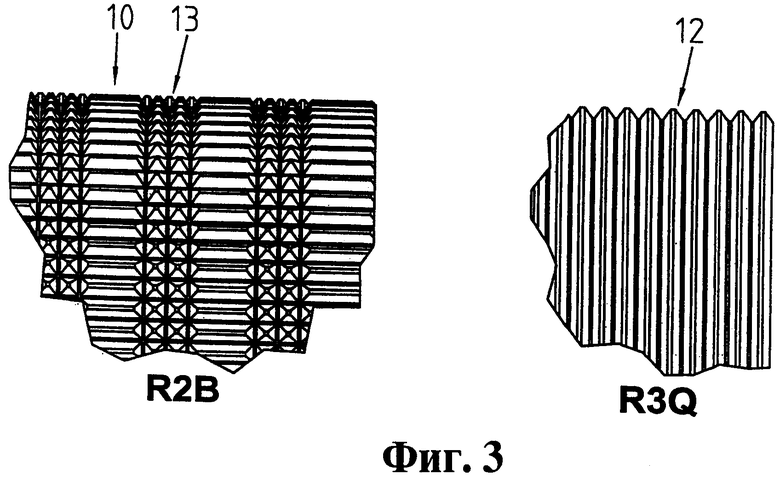
На Фиг.3 показано, что поверхностная структура В ролика R2 для тиснения содержит перемежаемые продольные гребни 10, а также двойные ряды 13 зубцов, при этом понятно, что могут быть использованы тройные ряды и более, перемежающие продольные гребни 10. Ролик R3 для тиснения имеет такую же поверхностную структуру Q, как показано на Фиг.2.
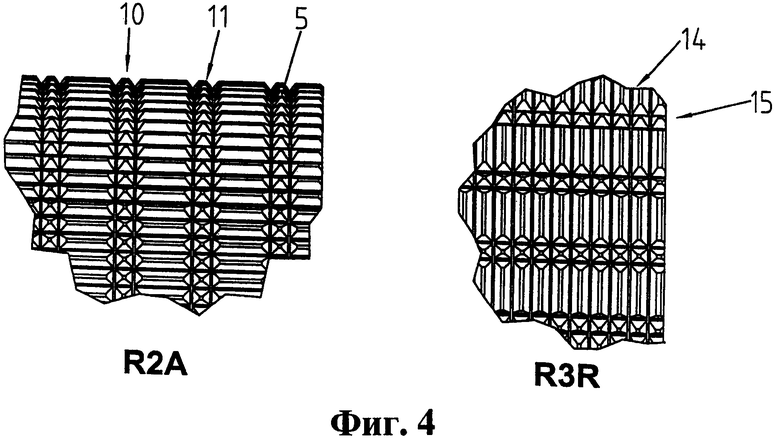
На Фиг.4 показано, что ролик R2 для тиснения имеет такую же поверхностную структуру А, как показано на Фиг.2, при этом ролик R3 для тиснения имеет поверхностную структуру R, в которой круговые гребни 14 перемежаются проходящими в продольном направлении рядами 15 зубцов, при этом ряды 15 образованы зубцами 5.
Как показано на Фиг.5, ролик R2 для тиснения содержит такую же поверхностную структуру В, как показано на Фиг.3, при этом ролик R3 для тиснения имеет поверхностную структуру S, в которой проходящие по кругу гребни 14 перемежаются двойными продольными рядами 16, при этом ряды 16 также образованы зубцами 5.
Описание Фиг.1-5 уже свидетельствует о том, что возможно широкое разнообразие вариантов. Таким образом, можно использовать не только структурные элементы в форме одинарного или двойного ряда зубцов, а также тройные или множественные ряды зубцов, между которыми расположены продольные или проходящие по окружности гребни.
Кроме того, могут быть различными как размеры отдельных зубцов, так и расстояние между рядами зубцов, а также размеры и расстояния продольных или проходящих по окружности гребней, при условии, что их размеры и расположение таковы, что такие элементы всегда входят в контакт или зацепление с сеткой зубцов ролика R1 для тиснения. Понятно, что возможна любая требуемая комбинация обозначенных типов обоих роликов для тиснения.
В то время как на Фиг.1-5 показаны поверхностные структуры, при которых структурные элементы расположены ортогонально по отношению к продольной оси роликов, на Фиг.6 и 8 показаны поверхностные структуры, в которых структурные элементы, образованные отдельными зубцами или гребнями, расположены по спирали.
На Фиг.6 приведена поверхностная структура G ролика R2 для тиснения, в которой структурные элементы 17 расположены по спирали с образованием таких же продольных гребней 10, как те, что показаны на Фиг.5, например, расположенных под углом 45° к продольной оси, при этом такие элементы также составлены из рядов зубцов, содержащих отдельные зубцы 5.
Парный ролик R3 имеет поверхностную структуру X, которая является зеркальным отражением структуры G, при этом структурные элементы 18 образованы двумя рядами зубцов 5 и расположены под углом, например, 45° к продольной оси ролика для тиснения. Как показано на Фиг.3, 4 и 5, ролик R3 для тиснения с поверхностной структурой Х также снабжен кольцами 12, которые перемежаются структурными элементами 18.
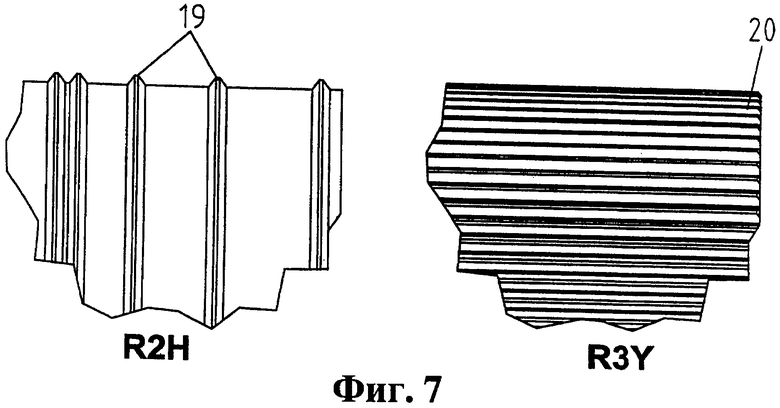
На Фиг.7 показана поверхностная структура Н ролика R2 для тиснения, при этом структурные элементы не образованы рядами отдельных зубцов, а состоят из круговых гребней 19, расстояние между отдельными гребнями может быть различным, при этом не используют продольные гребни. Ролик R3 для тиснения имеет поверхностную структуру Y, которая состоит из продольных гребней 20. В данном случае взаимодействие роликов R2 и R3 для тиснения также приводит к негомогенному разрушению бумажных волокон.
Ролики для тиснения согласно Фиг.8 аналогичны роликам, показанным на Фиг.6, что выражается в том, что расположенные по спирали гребни 21 являются структурными элементами, однако, ролики не содержат промежуточных продольных или поперечных гребней. Расстояние между отдельными гребнями также может быть различным. В данном примере гребни 22 ролика R3 для тиснения, образующие поверхностную структуру Z, расположены по спирали один возле другого. В данном случае взаимодействие двух роликов R2 и R3 для тиснения также приводит к негомогенному тиснению и, тем самым, к максимальному разрушению бумажных волокон.
На основании таких приведенных в качестве примера вариантов выполнения может быть выполнено очень большое количество вариаций, как в отношении расстояния между отдельными элементами, так и в отношении угла круговых элементов. Также возможна комбинация обозначенных типов, то есть отдельных круговых, продольных или расположенных по спирали элементов на зубцах. Кроме того, как очевидно для специалиста в данной области техники, зубцы не обязательно должны быть пирамидами с прямоугольным или квадратным сечением и срезанной (плоской) вершиной, но они также могут быть коническими, предпочтительно, с плоской вершиной.
Для определенных типов бумаги достаточно использовать устройство, содержащее только два ролика, как показано на Фиг.14. Следовательно, все описанные выше поверхностные структуры также могут быть применены к устройству, содержащему два ролика, при этом приводной ролик R31 имеет основную сетку GR1, аналогичную основной сетке GR. В одном из вариантов выполнения зубец 35 имеет ромбическое поперечное сечение, при этом стороны расположены под желаемым углом к продольной оси, например, 45°. Таким образом получают хорошую синхронизацию двух роликов.
Второй ролик R2 всегда снабжен негомогенной поверхностной структурой, например. А, В, G, H, J; R, S, X. Если первый ролик для тиснения содержит такой массив зубцов, как ролик R1, второй ролик может быть приведен в действие либо за счет формы зубцов и гребней, которые контактируют с фольгой, либо при помощи средств синхронизации.
В представленной форме описанные и показанные на чертежах ролики для тиснения подходят для выполнения оптимального сатинирования упаковочной фольги, в частности, сигаретной бумаги. Если желаемым является нанесение логотипов, их предпочтительно, как известно из уровня техники, наносят на ролик R1 для тиснения, снабженный основной сеткой GR или GR1. Этого достигают, удаляя зубцы на том участке, где размещают логотип, так что металлизированная или обработанная поверхность фольги, контактирующая с таким участком, не изменяется при прохождении фольги и остается блестящей.
Как уже было указано во вступительной части описания, при обработке согласно изобретению получают особенно тонкую поверхностную структуру фольги, так что, в дополнение к нанесению логотипов, посредством тиснения могут быть нанесены метки для идентификации и установления подлинности, которые являются хорошо защищенными от подделки и обладают очень мелкой структурой. Кроме того, такие поверхностные структуры также подходят для так называемого тиснения с получением эффекта тени, которое будет описано ниже.
Метки для установления подлинности и идентификации и тиснение с получением эффекта тени могут быть получены, например, как описано в US-B-7036347 на имя того же лица, которое является заявителем в данной заявке, или при помощи роликов для тиснения, раскрытых в ЕР-А-1437213 на имя того же лица, которое является заявителем в данной заявке.
На Фиг.11-13 в качестве примера показана обработка поверхности отдельного зубца и основания зубца приводного ролика R1 для тиснения, которая названа в ЕР-А-1437213 «макроструктурой» и «микроструктурой».
На Фиг.11 показаны шесть зубцов 5S1-5S6, микроструктуры которых заштрихованы. Зубцы имеют форму усеченной пирамиды с прямоугольной горизонтальной проекцией, боковые стороны параллельны и расположены практически перпендикулярно продольной оси ролика, а вершины пирамид усечены (являются плоскими).
Зубец 5S1 содержит микроструктуру 20 на плоской части зубца, а также содержит микроструктуру 21 на одной или обеих поперечных сторонах зубца, зубец 5S4 имеет такую же поверхностную структуру 20 и содержит микроструктуру 22 на одной или обеих продольных сторонах зубца. Основание ZG зубца может содержать микроструктуру 23, выполненную вдоль продольной стороны зубца, или микроструктуру 24, которая проходит на заданную длину, или микроструктуру 25, проходящую в поперечном направлении.
Зубец 5S2 содержит микроструктуру 26, которая проходит по всей поверхности одной или обеих продольных боковых сторон, а зубец 5S3 имеет микроструктуру 27, которая проходит по всей поверхности его плоского участка. Зубец 5S5 содержит только узкую микроструктуру 28, которая проходит по высоте его продольных боковых сторон, а зубец 5S6 оставлен неизмененным. Таким образом, понятно, что можно использовать множество различных микроструктур, создавая на фольге, соответственно, большое количество разнообразных рисунков.
На Фиг.12A-12D в увеличении показаны некоторые примеры возможных прямолинейных или скругленных микроструктур, выполненных на верхней и на боковых сторонах зубцов. На Фиг.12А представлено поперечное сечение снабженной выступами («положительной») структуры сетки, отдельные гребни 30 расположены с интервалами в несколько мкм. Такая структура может быть использована в отношении любой из микроструктур 20, 21, 28 или 29, а также применительно к основанию зубцов, например, в отношении микроструктур 23, 24 или 25.
На Фиг.12В схематично показано поперечное сечение содержащей выемки («отрицательной») структуры сетки, выемки 31 также расположены с интервалами, которые составляют от примерно 100 нм до нескольких мкм.
На Фиг.12С схематично показан общий вид возможной содержащей выступы микроструктуры, образованной скругленными гребнями 32, создающими подобную сетке конфигурацию.
На Фиг.12D схематично показан общий вид возможной содержащей выемки микроструктуры, образованной скругленными выемками 33, создающими подобную сетке конфигурацию. Такую структуру можно использовать в отношении, например, микроструктур 24 или 25.
Из приведенных примеров становится очевидным, что можно выполнить очень большое количество вариаций как в микроструктуре, касательно расположения таких микроструктур на отдельных зубцах и на основаниях зубцов или только на основании зубцов, так и в типе самой микроструктуры. Это зависит от современного состояния уровня техники в отношении изготовления таких структур. Получение микроструктур также осуществляют, в частности, при изготовлении электронных микрочипов, и этот процесс известен в указанной области техники. При получении таких мелких микроструктур важную роль играет применение подходящих способов, таких, как технологии лакирования и травления. При падении на нее света такая микроструктура позволяет получить дифракцию.
Зубцы, показанные на Фиг.13, снабжены как макроструктурой, так и микроструктурой. В этом случае термин «макроструктура» обозначает модификацию геометрии зубца, которая при осуществлении тиснения позволяет получить знаки, внешний вид которых изменяется в зависимости от угла восприятия, и/или типа, и/или места расположения источника света. Такие геометрически измененные зубцы в большей или меньшей степени выполняют тиснение металлической поверхности фольги. Микроструктура может быть расположена поверх макроструктуры для выполнения тиснения с тенью с получением специальных эффектов.
На Фиг.13 представлены три геометрически не модифицированные зубцы 5S1, 5S4 и 5S6, содержащие, однако, микроструктуры, как показано на Фиг.11, а также геометрически модифицированные зубцы 5М1, 5М2 и 5М3, где «М» обозначает наличие макроструктуры. В зубце 5М1 плоская часть занимает большую площадь, чем у обычного зубца, такого, как 5S1, при этом плоская часть снабжена микроструктурой 20.
У зубца 5М2 только увеличена плоская часть, в остальном он не модифицирован, а у зубца 5М3 срезана половина (по ширине). Конечно, зубцы 5М2 и 5М3 также могут быть снабжены микроструктурами. Кроме того, в примере, показанном на Фиг.13, основание зубцов может быть обработано и может содержать такие же микроструктуры 23, как показано на Фиг.11, и микроструктуру 25.
Из вариантов, представленных на Фиг.13, следует еще большее количество возможных модификаций, что позволяет выполнить при тиснении очень большое количество различных рисунков. В альтернативном варианте при тиснении могут использовать только структуры основания зубцов.
В связи с этим необходимо отметить, что все зубцы, содержащие макроструктуры и микроструктуры, предназначены для модификации металлизированной или обработанной поверхности фольги, в отличие от участков расположения логотипов, которые не модифицируют поверхность фольги.
Как следует из описания поверхностных структур роликов и макроструктур и микроструктур зубцов, ролики для тиснения изготовлены из металла.
Для достижения заявленного технического эффекта важен именно раскрытый в настоящем описании блок роликов. Устройство для сатинирования и тиснения упаковочной фольги может содержать также другие блоки, хорошо известные специалистам, но не имеющие для настоящего изобретения существенного значения.



Изобретение относится к устройству для сатинирования и тиснения упаковочной фольги. Блок роликов для устройства для сатинирования и тиснения упаковочной фольги, содержащий первый, второй и третий ролики (R1, R2 и R3) для тиснения, при этом первый ролик (R1) для тиснения контактирует как со вторым роликом (R2), так и с третьим роликом (R3) для тиснения, а упаковочная фольга (9) под давлением может проходить между первым и вторым и между первым и третьим роликом для тиснения для сатинирования и получения рисунка, при этом первый ролик (R1) для тиснения содержит зубцы, расположенные в виде основной сетки (GR, GR1), и содержит равномерно расположенные отдельные зубцы (5, 35), а два других ролика (R2, R3) для тиснения имеют поверхностную структуру, которая отличается от поверхностной структуры первого ролика для тиснения, при этом по крайней мере, один из двух роликов (R2, R3) для тиснения имеет поверхностную структуру (А, В, В, G, H, J; Q, R, S, X, Y, Z), со структурными элементами (11, 13, 15, 16; 17, 18, 19, 21), которые расположены отдельно или в виде групп, но не в виде основной сетки (GR, GR1) первого ролика для тиснения, при этом каждый структурный элемент (11, 13, 15, 16; 17, 18, 19, 21) состоит из отдельных зубцов (5, 35), или из непрерывных гребней (19, 21), или из комбинации этих двух конфигураций, при этом зубцы и/или гребни расположены друг от друга на расстояниях, отличающихся от расстояний в основной сетке, при этом структурные элементы расположены по кругу, проходят в продольном направлении, или расположены по спирали на втором и/или третьем ролике (R2, R3) для тиснения. Техническим результатом изобретения является усовершенствование конструкции устройства для сатинирования и тиснения упаковочной фольги. 4 н. и 12 з.п. ф-лы, 14 ил.
1. Блок роликов для устройства для сатинирования и тиснения упаковочной фольги, содержащий первый, второй и третий ролики (R1, R2 и R3) для тиснения, при этом первый ролик (R1) для тиснения контактирует как со вторым роликом (R2), так и с третьим роликом (R3) для тиснения, а упаковочная фольга (9) под давлением может проходить между первым и вторым и между первым и третьим роликом для тиснения для сатинирования и получения рисунка, при этом первый ролик (R1) для тиснения содержит зубцы, расположенные в виде основной сетки (GR, GR1), и содержит равномерно расположенные отдельные зубцы (5, 35), а два других ролика (R2, R3) для тиснения имеют поверхностную структуру, которая отличается от поверхностной структуры первого ролика для тиснения, при этом по крайней мере один из двух роликов (R2, R3) для тиснения имеет поверхностную структуру (А, В, В, G, H, J; Q, R, S, X, Y, Z) со структурными элементами (11, 13, 15, 16; 17, 18, 19, 21), которые расположены отдельно или в виде групп, но не в виде основной сетки (GR, GR1) первого ролика для тиснения, при этом каждый структурный элемент (11, 13, 15, 16; 17, 18, 19, 21) состоит из отдельных зубцов (5, 35) или из непрерывных гребней (19, 21) или из комбинации этих двух конфигураций, при этом зубцы и/или гребни расположены друг от друга на расстояниях, отличающихся от расстояний в основной сетке, при этом структурные элементы расположены по кругу, проходят в продольном направлении, или расположены по спирали на втором и/или третьем ролике (R2, R3) для тиснения.
2. Блок роликов для устройства для сатинирования и тиснения упаковочной фольги, содержащий первый и второй ролики (R31, R2) для тиснения, при этом два ролика для тиснения контактируют друг с другом, а упаковочная фольга (9) под давлением может проходить между первым и вторым роликом для тиснения для сатинирования и получения рисунка, при этом первый ролик (R1, R31) для тиснения содержит зубцы, расположенные в виде основной сетки (GR, GR1), и содержит равномерно расположенные отдельные зубцы (5, 35), а второй ролик (R2) для тиснения имеет поверхностную структуру, которая отличается от поверхностной структуры первого ролика для тиснения, при этом в устройстве второй ролик (R2) для тиснения имеет поверхностную структуру (А, В, В, G, H, J; R, S, X) со структурными элементами (11, 13, 15, 16; 17, 18, 19, 21), которые расположены отдельно или в виде групп, но не в виде основной сетки (GR, GR1) первого ролика для тиснения, при этом каждый структурный элемент (11, 13, 15, 16; 17, 18, 19, 21) состоит из отдельных зубцов (5, 35) или из непрерывных гребней (19, 21) или из комбинации этих двух конфигураций, при этом зубцы и/или гребни расположены друг от друга на расстояниях, отличающихся от расстояний в основной сетке, причем структурные элементы расположены по кругу, проходят в продольном направлении или расположены по спирали на втором ролике (R2) для тиснения.
3. Блок роликов по п.1 или 2, отличающийся тем, что второй ролик (R2) для тиснения, с поверхностной структурой (А, В), содержит продольные гребни (10), которые перемежаются расположенными по кругу структурными элементами, образованными зубцами, расположенными в виде одного, двух или множества рядов (11, 13).
4. Блок роликов по п.3, отличающийся тем, что третий ролик (R3) для тиснения, снабженный поверхностной структурой (Q, R), имеет круговые гребни (12, 14).
5. Блок роликов по п.4, отличающийся тем, что третий ролик (R3) для тиснения имеет расположенные продольно структурные элементы, каждый из которых образован отдельными зубцами (5, 35), и они расположены в виде одинарных, двойных или множественных рядов (15, 16).
6. Блок роликов по п.3, отличающийся тем, что второй и/или третий ролик (R2, R3) для тиснения, снабженный поверхностной структурой (G, Н), имеет расположенные по спирали структурные элементы, каждый из которых образован отдельными зубцами (5, 35), и они расположены в виде одинарных, двойных или множественных рядов (17, 18).
7. Блок роликов по п.1 или 2, отличающийся тем, что второй ролик (R2) для тиснения, снабженный поверхностной структурой (Н, J), имеет круговые структурные элементы (19, 21), расположенные с различными интервалами, при этом структурные элементы расположены по окружности (19) или по спирали (21).
8. Устройство по п.7, отличающееся тем, что третий ролик (R3) для тиснения, снабженный поверхностной структурой (Y, Z), имеет расположенные по спирали или проходящие продольно структурные элементы (20, 22) в форме гребней.
9. Блок роликов по п.1 или 2, отличающийся тем, что гребень (10, 12, 14, 19, 20, 21, 22) в поперечном сечении постепенно сужается и содержит плоскую часть, при этом размеры гребней и выемок между ними соответствуют размерам зубцов (5, 35) первого приводного ролика (R1, R31) для тиснения, и все зубцы входят в контакт с выемками между гребнями.
10. Блок роликов по п.1 или 2 для нанесения посредством тиснения знаков, внешний вид которых изменяется в зависимости от угла восприятия и/или типа и/или места расположения источника света, при этом в устройстве зубцы (5М1-5М3) для тиснения первого ролика (R1, R31) для тиснения, при помощи которых получают знаки с изменяющимся внешним видом, имеют другую геометрическую форму, чем зубцы (5, 35), которые предназначены для сатинирования.
11. Блок роликов по п.1 или 2 для нанесения посредством тиснения знаков для установления подлинности и идентификации, при этом в устройстве поверхности зубцов (5S1-5S6; 5М1-5М3) для тиснения и/или участки основания (ZG) зубцов ролика (R1) для тиснения снабжены микроструктурами (20-22, 26-33, 23-25).
12. Блок роликов по п.11, отличающийся тем, что микроструктуры содержат гребни (30, 32) или выемки (33), расположенные в виде сетки с интервалами от менее чем микрометр, до 30 микрометров.
13. Блок роликов по п.11, отличающийся тем, что геометрически модифицированные зубцы (5М1-5М3) для тиснения имеют высоту меньше, чем остальные зубцы.
14. Блок роликов по п.11 или 13, отличающийся тем, что геометрически модифицированные зубцы (5М1-5М3) для тиснения имеют другую форму боковой стенки или края, чем остальные зубцы.
15. Способ сатинирования и тиснения упаковочной фольги при помощи блока роликов, раскрытого в п.1, в котором упаковочную фольгу (9), которая содержит металлизированную, снабженную обработанной поверхностью или покрытую алюминием бумагу, пропускают через первую пару роликов (R1, R31; R2) для тиснения, а затем через вторую пару роликов (R1, R31; R3) для тиснения, при этом металлический или обработанный слой фольги обращен к первому ролику (R1, R31) для тиснения, причем, по крайней мере, одна пара роликов (R1, R31; R2) для тиснения имеет негомогенный рисунок сетки, образованной поверхностной структурой (А, В, В, G, H, J; Q, R, S, X, Y, Z), которая отличается от основной сетки первого ролика (R1, R31) для тиснения с тем, чтобы выполнить эффективное разрушение бумажных волокон.
16. Способ сатинирования и тиснения упаковочной фольги при помощи блока роликов, раскрытого в п.2, в котором упаковочную фольгу (9), которая содержит металлизированную или снабженную обработанной поверхностью или покрытую алюминием бумагу, пропускают через пару роликов (R1, R31; R2) для тиснения, при этом металлический слой фольги обращен к первому ролику (R1, R31) для тиснения, причем пара роликов (R1, R31; R2) для тиснения имеет неоднородный рисунок сетки, образованной поверхностной структурой (А, В, В, G, Н, J; R, S, X), которая отличается от основной сетки первого ролика (R1, R31) для тиснения для того, чтобы выполнить эффективное разрушение бумажных волокон.
| СРЕДСТВО ДЛЯ ЛЕЧЕНИЯ КИШЕЧНЫХ ИНФЕКЦИЙ, ОСЛОЖНЕННЫХ ДИСБАКТЕРИОЗОМ | 1993 |
|
RU2076716C1 |
| Манипулятор | 1986 |
|
SU1437213A1 |
| Высокоскоростной вентильный электродвигатель | 1983 |
|
SU1264268A1 |
| US 1954635 A, 10.04.1934 | |||
| УСТРОЙСТВО ДЛЯ ГЛЯНЦЕВАНИЯ И ОДНОВРЕМЕННОГО ТИСНЕНИЯ УПАКОВОЧНОЙ ФОЛЬГИ И МЕТАЛЛИЗИРОВАННАЯ И/ИЛИ ОТРАЖАЮЩАЯ УПАКОВОЧНАЯ ФОЛЬГА | 2001 |
|
RU2286257C2 |

