Настоящее изобретение относится к способу изготовления штампов для тиснения, в частности стальных форм для глубокой печати, согласно ограничительной части п.1 формулы изобретения.
До настоящего времени штампы для тиснения, в частности стальные формы для глубокой печати, которые обычно используют для изготовления высококачественной печатной продукции, такой, как ценные бумаги, банкноты и другой аналогичной печатной продукции, изготавливали с привлечением к этой работе художников, обладающих соответствующей квалификацией. Изображение, созданное художником, преобразовывалось в соответствии с различными уровнями яркости оригинала в штриховой рисунок с линиями различной ширины и глубины и различным количеством линий на единицу площади. Работая специальным гравировальным инструментом, художник вручную, затрачивая на эту работу много времени, воспроизводил этот штриховой рисунок на металлической форме, изготовленной, например, из стали или меди. Изготовленные таким путем формы отличаются от стальных форм для глубокой печати своим высоким качеством. Однако при этом у художника во время изготовления таких форм практически нет никаких возможностей для внесения в изображение тех или иных изменений или исправлений. При повреждении или утере оригинальной, изготовленной индивидуально формы для печати, создать другую точно такую же форму практически невозможно.
В настоящее время известен станок для гравировки печатного цилиндра. С помощью этого станка, который описан, например, в ЕР 0076868 В1, на форме для печати создаются лунки, которые в зависимости от растровой ширины и глубины гравировки воспроизводят различные уровни яркости оригинала. Светлые тона и переходы между тонами оригинала получают в форме для печати путем изменения фокусного расстояния электронного пучка, с помощью которого в форме в процессе гравировки образуются имеющие определенную глубину и протяженность лунки.
В DE 3008176 С2 для гравировки печатного цилиндра предлагается использовать лазер. В результате сканирования оригинала получают сигнал, который используют, пропуская через аналого-цифровой преобразователь, для управления лазером и образования на печатном цилиндре путем гравировки лунок необходимой глубины и протяженности.
При наличии в оригинале разрывов в уровне яркости, которые на форме для печати воспроизводятся лунками, происходит потеря существенных необходимых для глубокой печати с помощью стальной формы компонентов, поскольку при таком способе печати перенос краски на соответствующий носитель печатного изображения осуществляется точечно. Глубокая печать с использованием стальных форм отличается, однако, тем, что при таком способе печати на носитель печатного изображения переносится сплошной штриховой рисунок, который отличается филигранным характером и становится различимым на носителе только после нанесения на него краски.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ, который позволял бы простым путем изготавливать в автоматическом режиме штампы для тиснения, в частности стальные формы для глубокой печати.
Указанная задача решается с помощью способа, отличительные признаки которого представлены в п.1 формулы изобретения.
Изобретение основано на том, что двумерный штриховой оригинал можно графически обработать таким образом, чтобы образующие его линии интерпретировались как участки. Эти участки ограничены краями, которые определяют заданный контур участка. По заданному контуру участка можно определить траекторию движения гравировального инструмента, который при перемещении по этой траектории удаляет с формы для печати материал на участке, ограниченном заданным контуром. Подача гравировального инструмента регулируется таким образом, что при удалении материала с очерченного соответствующим контуром участка на форме для печати образуются сплошные или прерывистые линии с профилем определенной глубины. Глубина профиля определяется глубиной линии, которая в пределах заданного контура может быть одной и той же или разной.
В предлагаемом в изобретении способе предпочтительно использовать систему обработки данных, которая позволяет считывать, хранить в памяти и обрабатывать соответствующую информацию, характеризующую двумерные штриховые оригиналы. Двумерный штриховой оригинал, который можно, например, создать на компьютере или считать и ввести в компьютер через соответствующие входные устройства, можно обработать на компьютере по соответствующей программе, получив при этом данные для управления движением гравировального инструмента по заданной траектории. Для этого сначала из двумерного штрихового оригинала выбирается плоский элемент, который представляет собой, например, одну из линий штрихового оригинала. Края, ограничивающие эту линию, формируют определенный контур, который не имеет пересечений. Для гравировки этого контура глубина его профиля сочетается с внутренней частью плоского элемента как необходимая глубина гравировки, а затем на основании имеющихся в компьютере данных, характеризующих создаваемый контур и необходимую глубину гравировки, вычисляется траектория движения гравировального инструмента, который при движении по этой траектории удаляет с формы внутри плоского элемента соответствующее количество материала.
Такая процедура затем повторяется для каждого подлежащего гравировке отдельного плоского элемента, и в результате определяется траектория движения гравировального инструмента для всего подлежащего гравировке участка, площадь которого равна сумме площадей всех воспроизводимых на форме в процессе гравировки отдельных плоских элементов.
Предлагаемый в изобретении способ позволяет существенно увеличить скорость изготовления штампа для тиснения. Такой способ, кроме того, позволяет за счет высокой точности движения гравировального инструмента избежать появления ошибок в процессе гравировки и обеспечивает возможность изготовления большого количества штампов с одной и той же точностью. Предлагаемый способ, кроме того, обеспечивает возможность достаточно просто корректировать создаваемый на штампе штриховой рисунок путем изменения характеризующих его данных. Возможность точного воспроизведения изображений предлагаемым в изобретении способом гравировки позволяет изготавливать формы для печати непосредственно гравировкой, не используя для этого различные гальванические методы. Изобретение позволяет также одновременно с помощью нескольких гравировальных инструментов изготавливать несколько форм для печати. Кроме того, предлагаемый способ позволяет проводить гравировку одной формы для печати одновременно несколькими инструментами, сокращая тем самым длительность всего процесса ее изготовления.
Другие преимущества изобретения более подробно поясняются ниже на примере нескольких предпочтительных вариантов его выполнения со ссылкой на прилагаемые чертежи, на которых для наглядности отдельные элементы изображены без соблюдения масштаба и на которых показано:
на фиг.1 - схема, принципиально иллюстрирующая предлагаемый способ,
на фиг. 2-5 - схемы, иллюстрирующие примеры осуществления предлагаемого способа,
на фиг.6 - схематичное изображение поперечного сечения штампа для тиснения,
на фиг.7 - схема, иллюстрирующая еще один пример осуществления предлагаемого способа,
на фиг. 8 - схема, на которой показана траектория движения гравировального инструмента,
на фиг. 9 - два схематичных изображения формы режущей вершины гравировального инструмента и
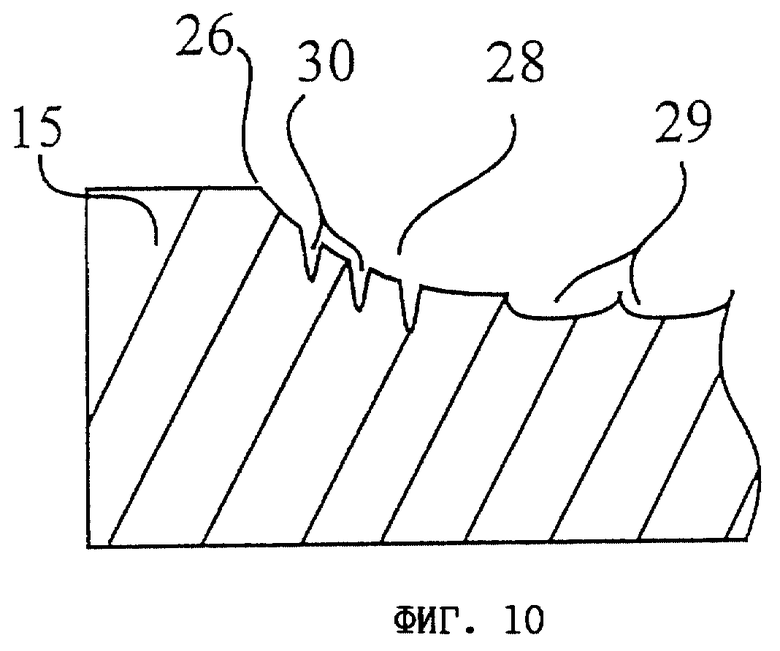
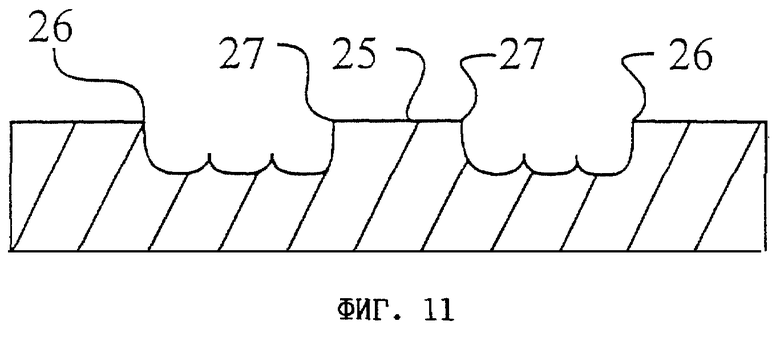
на фиг.10 и 11 - схематичные изображения двух поперечных сечений штампа для тиснения.
Для иллюстрации основного принципа, на котором основан предлагаемый в изобретении способ, в качестве примера воспроизводимого на штампе изображения на фиг.1 показан двумерный штриховой оригинал 1, изображающий простую черную линию 2, расположенную на светлом фоне 3. Оригинал, который выполнен, например, на листе бумаги, можно считать, например, с помощью сканера или другого соответствующего устройства для ввода данных в компьютер, и после соответствующего преобразования характеризующей его информации в цифровую форму ввести эту информацию в память компьютера.
В альтернативном варианте можно также создать штриховой оригинал непосредственно с помощью компьютера, используя для этого либо заложенную в него программу построения графиков или воспроизведения графических символов, либо имеющиеся в компьютере возможности создания определенной графической информации по соответствующим математическим алгоритмам. При выполнении оригинала последним способом блокперфектные линии или другие графические элементы можно создать, например, с помощью дополнительных программ, которые позволяют осуществить интерактивный ввод или инициализацию данных, или путем расчета структур с помощью алгоритмов случайного поиска. Имея оригинал 1, можно перейти к осуществлению второй стадии предлагаемого способа, заключающейся в определении участка, в частности участка 4, которому должен соответствовать определенный участок на штампе. Края этого участка образуют определенный контур 5, который служит первым из двух элементов расчета и с которого начинается последующее вычисление всей траектории движения инструмента, перемещаясь по которой инструмент гравирует изготавливаемый штамп для тиснения. В качестве второго элемента для расчета траектории движения инструмента используется глубина профиля внутри выбранного контура, которую обычно называют глубиной гравировки. В рассматриваемом примере глубина гравировки остается постоянной в пределах всего участка гравировки. При определении глубины гравировки необходимо учитывать и форму используемого для гравировки инструмента. Зная глубину 6 гравировки и контур 5 участка, можно вычислить всю траекторию 10 движения инструмента в пределах участка 4, в процессе перемещения которого по этой траектории происходит гравировка штампа и образование на нем углубления, соответствующего определенному штриховому изображению.
Поскольку для гравировки штампа можно использовать различные инструменты, при расчете траектории движения инструмента необходимо учитывать и данные, характеризующие форму выбранного для гравировки инструмента. При использовании для гравировки лазерного луча при расчете его траектории движения необходимо учитывать, в частности, ширину луча. При гравировке штампа механическим гравировальным инструментом для расчета траектории его движения обязательно требуется учитывать форму режущей вершины инструмента или радиус его кривизны.
В процессе гравировки инструмент по рассчитанной таким путем траектории перемещается в пределах участка 4, не повреждая его краев и образуя на этом участке углубление заданной глубины 6.
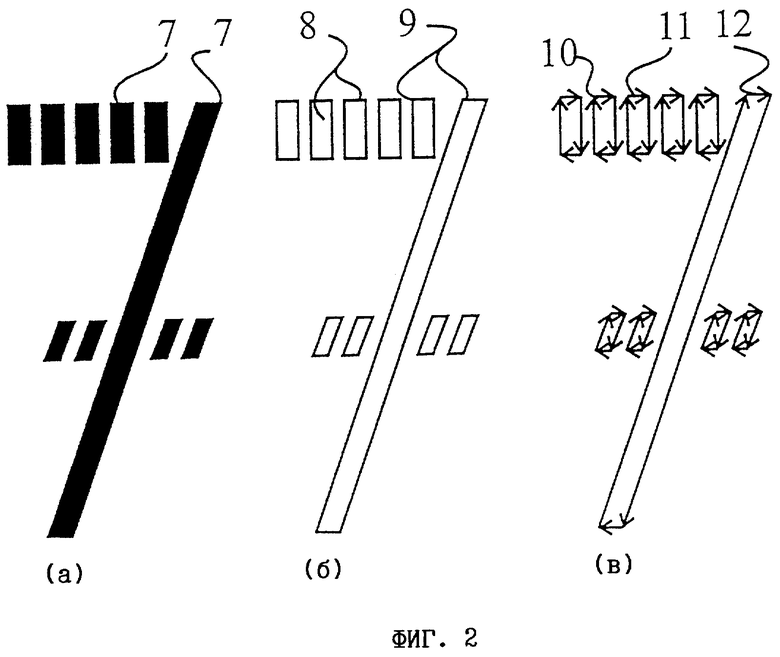
В примере, показанном на фиг.2, в качестве штрихового оригинала используется изображенная на листе бумаги цифра "7", которая считывается с бумаги сканером и заносится в память компьютера. Цифра "7", как показано на фиг. 2(а), образована рядом отдельных линий 7. Используя описанную выше методику, по линиям 7 определяются отдельные участки 8, края которых формируют определенные контуры 9, как показано на фиг.2(б). Эти контуры служат отправной точкой для последующего расчета траектории движения гравировального инструмента. Задав глубину профиля, которая в данном случае является постоянной величиной для всех отдельных участков оригинала, можно вычислить все траектории 10, 11 и 12 движения инструмента на отдельных участках оригинала, в процессе движения по которым гравировальный инструмент переносит на штамп для тиснения изображение всего штрихового оригинала. Эти траектории движения инструмента показаны на фиг.2(в). Траектории 10, 11 и 12 движения инструмента предпочтительно определяются таким образом, чтобы при движении инструмента вдоль заданных контуров 9 в пределах участков 8 все края этих участков оставались ровными и не имели каких-либо дефектов.
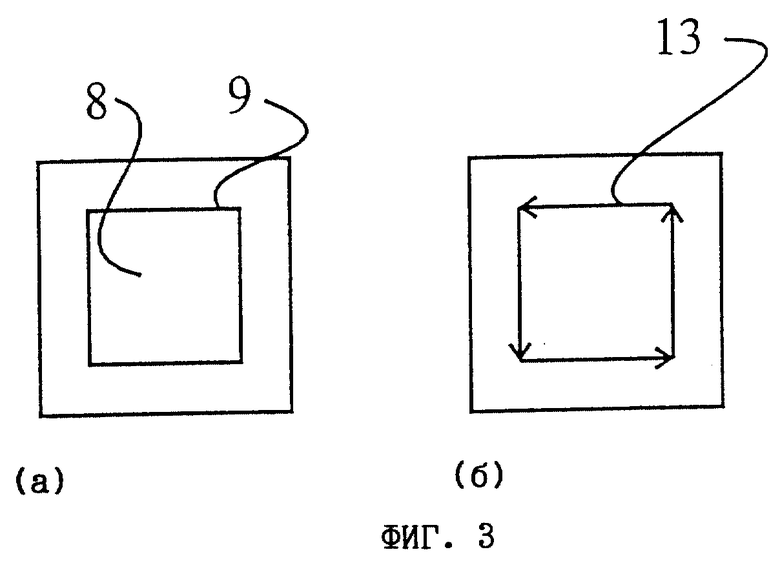
При ограниченной ширине материала, удаляемого со штампа гравировальным инструментом, всегда можно определить, какие из плоских элементов штрихового оригинала нельзя воспроизвести на штампе при перемещении инструмента только вдоль заданных линий соответствующего контура. Самым простым примером такого штрихового оригинала является рисунок, показанный на фиг.3. Размеры рисунка, показанного на фиг. 3(а), определяют размеры плоского элемента 8, ограниченного контуром 9. Для гравировки такого изображения при расчете траектории 13 движения гравировального инструмента, как показано на фиг.3(б), необходимо учитывать, что гравировальный инструмент не может с учетом размеров участка 8 и своей формы за один проход полностью удалить металл со всего подлежащего гравировке участка штампа.
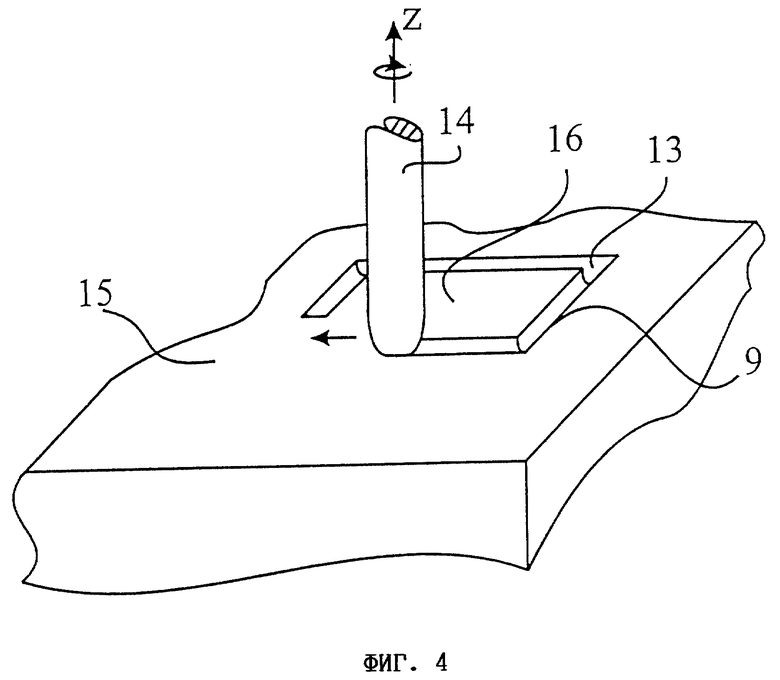
Пример изготовления штампа для тиснения с помощью вращающегося гравировального инструмента 14 показан на фиг.4. Гравировальный инструмент 14 вращается вокруг собственной оси z и при перемещении по траектории 14 и врезании в штамп 15 на определенную глубину удаляет с поверхности штампа соответствующее количество материала. В процессе перемещения инструмента 14 по траектории 13 на поверхности штампа образуется канавка требуемого контура 9 с ровными, не имеющими дефектов краями. Однако ограниченная ширина гравировального инструмента не позволяет за один проход удалить материал с части 16 участка 8. Для удаления материала с оставшегося нетронутым участка 16 штампа необходимо, как очевидно, задать другую, отличную от траектории 13 траекторию движения гравировального инструмента.
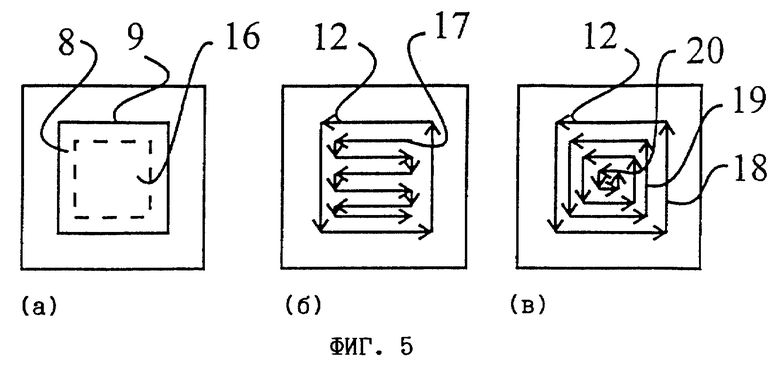
При изготовлении такого штампа необходимо, как показано на фиг.5 (а), вначале при расчете траектории движения инструмента для гравировки участка 8 не учитывать гравировку на участке 16. Для последующей гравировки участка 16 следует рассчитать другие траектории движения инструмента, которые зависят от того, какими должны быть конечные результаты гравировки. После гравировки в штампе канавки, геометрия которой определяется внешним контуром участка 8, в процессе непрерывного движения инструмента, как показано на фиг.5(б), по извилистой траектории 17, напоминающей по форме меандр, осуществляется гравировка металла в пределах внутренней части 16 всего подлежащего гравировке участка внешней поверхности штампа.
На фиг.5(в) показан другой вариант возможной траектории движения инструмента при гравировке оставшейся части 16 изображения, образованной отдельными замкнутыми траекториями, которые в математическом смысле подобны вычисленной вначале траектории 12, т.е. траекториями 18, 19 и 20, которые по форме аналогичны траектории 12, но отличаются от нее своими размерами. При гравировке криволинейных контурных линий гравировка оставшегося участка 16 выполняется при перемещении инструмента по линиями, изопараллельным основному контуру, т.е. по линиям, каждая точка которых равно удалена от линии внешнего контура изображения.
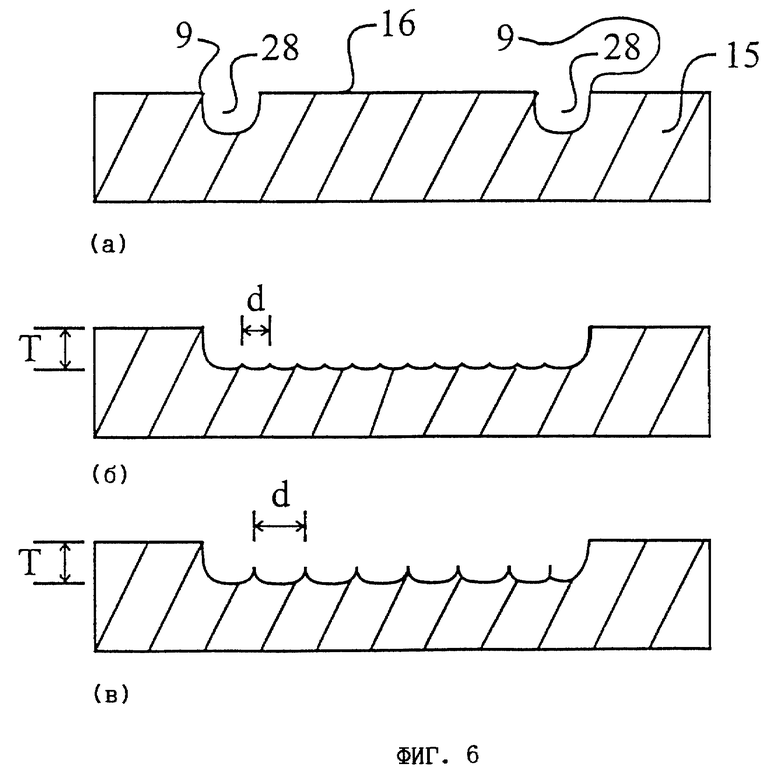
На фиг.6(а) показано поперечное сечение штампа 15 после выполнения в нем в процессе перемещения инструмента по заданной рассчитанной по внешнему контуру 9 траектории скругленной канавки 28, внутри которой расположен подлежащий дальнейшей гравировке участок 16. Гравировку участка 16 можно выполнить любым способом, однако предпочтительно использовать для этой цели один из описанных выше способов. Независимо от выбранного способа гравировки поверхность выгравированного участка имеет шероховатую структуру, обусловленную смещениями траекторий движения инструмента и его формой. Показанная на фиг. 6(б) шероховатая структура получена после гравировки штампа на заданную глубину Т вращающимся гравировальным инструментом с конической режущей вершиной. Для такой гравировки использовался инструмент с рабочим диаметром d, который на каждом проходе смещался, как показано на фиг.6(б), внутрь участка гравировки на расстояние d/2 или, как показано на фиг.6(в), на расстояние 3/4d. В обоих случаях гравировальный инструмент перемещался по траекториям, показанным на фиг.5(в).
Штампы для тиснения, в частности стальные формы для глубокой печати, с описанной структурой (наличием шероховатостей) поверхности выгравированного участка штампа обладают целым рядом преимуществ. Существующие в настоящее время стальные формы для глубокой печати позволяют печатать линии только определенной ширины, которая ограничена количеством используемой для глубокой печати краски, которой можно заполнить имеющие определенную ширину линии, выполненные в форме в процессе ее гравировки. Новый предлагаемый в настоящем изобретении способ гравировки решает эту проблему, т.к. он позволяет в процессе гравировки формы придать поверхности выгравированного участка различную шероховатость и обеспечить тем самым необходимое сцепление с этой поверхностью соответствующего количества краски, которая наносится на выгравированные участки поверхности формы. Шероховатости удерживают краску даже в очень широких выгравированных на поверхности формы линиях, что позволяет использовать имеющие такую шероховатость стальные формы для глубокой печати линий сравнительно большой ширины.
Как показано на фиг.6(б) и 6(в), характер образовавшейся в процессе гравировки шероховатости можно менять, варьируя величину смещения гравировального инструмента. Закладывая в расчет траектории движения гравировального инструмента различные по величине смещения между соседними проходами, можно получить различную на различных участках гравировки шероховатость образовавшейся в результате гравировки поверхности и создать тем самым рисунок с наложенной на него дополнительной и модулированной определенным образом шероховатостью. Выполненная определенным образом на выгравированной поверхности линии шероховатость может служить единственным необходимым элементом дополнительной информации, которой должно обладать печатное изображение.
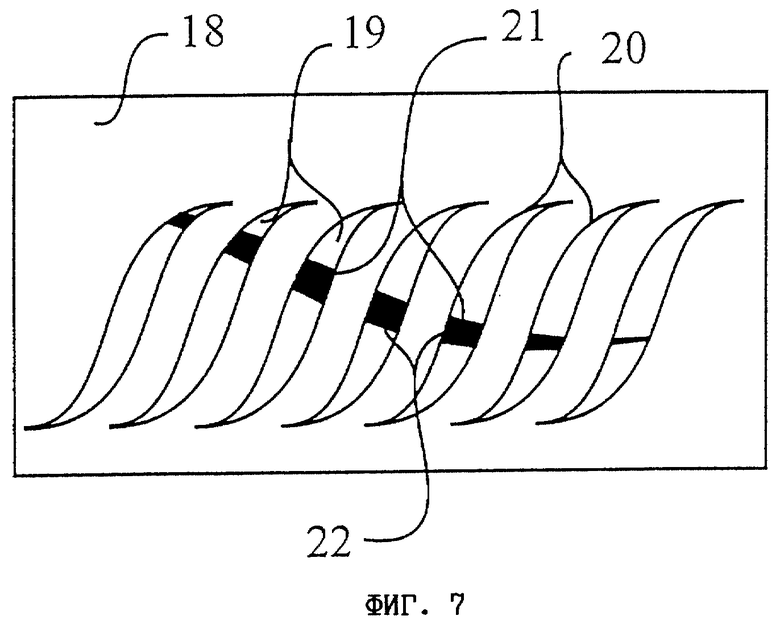
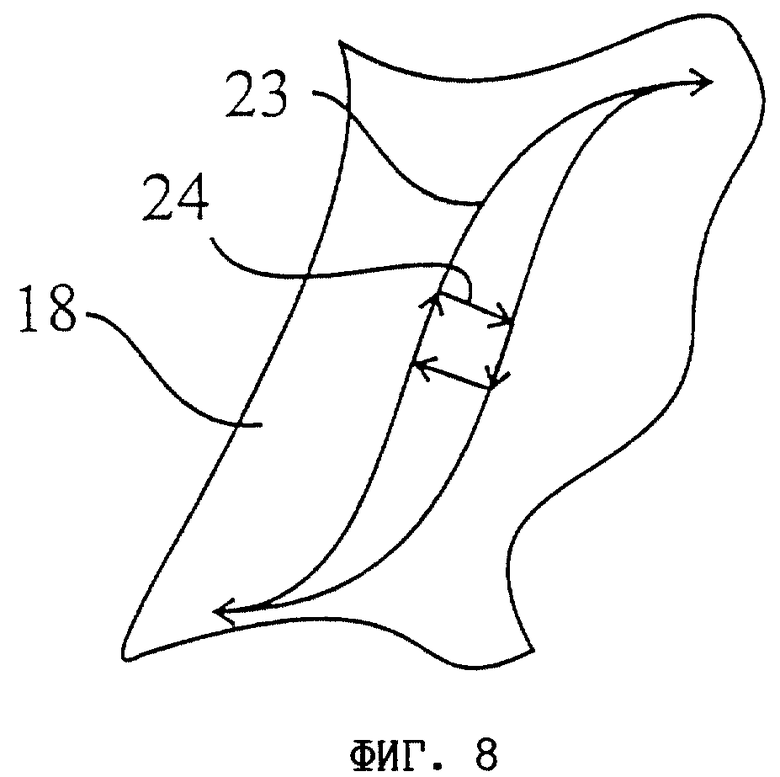
Поскольку при печати с помощью стальных выгравированных форм для глубокой печати обычно используются прозрачные краски, для создания различного цветового эффекта внутри линии на напечатанном документе необходимо, чтобы гравировка внутри линии была различной. Полученный при этом цветовой эффект можно улучшить, если, например, на участке имеющейся гравировки выполнить еще одну гравировку с глубиной, отличающейся от глубины первой гравировки. Пример такого изображения показан на фиг.7, которым может служить штриховой рисунок 18, состоящий из отдельных линий 19. Линии 19 ограничены соответствующими контурными линиями 20. Внутри линий 19 имеются участки 21, ограниченные вторыми контурными линиями 22. Такой штриховой оригинал либо переносится в память компьютера и хранится в ней в виде цифровой информации, либо непосредственно создается в компьютере. На компьютере вначале по контурным линиям 20 с учетом глубины гравировки на участках, ограниченных этими линиями, вычисляется показанная на фиг.8 первая траектория 23 движения гравировального инструмента. Как уже было сказано выше, после гравировки контура производится окончательная гравировка этих участков на необходимую глубину. По контуру участка 21, расположенного внутри линии 19, и необходимой на этом участке глубине гравировки, которая отличается от уже выполненной на этом участке первой глубины гравировки, таким же способом вычисляется новая траектория движения 24 гравировального инструмента. Таким способом гравировки можно создать на стальной форме для глубокой печати изображение с дополнительной информацией, занимающей на всем рисунке достаточно большую площадь, и перенести его затем в процессе печати на соответствующий документ.
Заостренные края линий 19 могут быть выполнены на форме с необходимой точностью за счет соответствующего выбора формы гравировального инструмента. Гравировку линий с такими краями можно выполнить либо одним небольшим по размерам гравировальным инструментом, либо последовательно двумя различными инструментами, один из которых предназначен для грубой гравировки основной части линий, а другой, более мелкий, для гравировки их заостренных краев.
В альтернативном варианте такие линии с заостренными краями можно выполнить за счет соответствующего изменения глубины гравировки на всем занимаемом линией 19 участке формы. В этом случае расчетная траектория движения гравировального инструмента должна быть такой, чтобы на заостренных краях линий гравировальный инструмент удалял с формы меньше материала, и поэтому при использовании вращающегося механического гравировального инструмента с конической режущей вершиной плавное уменьшение ширины линии обеспечивается за счет постепенного подъема гравировального инструмента по мере его приближения к краю линии, сопровождающегося соответствующим уменьшением глубины гравировки. Такие два способа гравировки можно также использовать для точной гравировки углов или кромок.
Для определения траектории движения гравировального инструмента согласно предлагаемому в изобретении способу необходимо одновременно учитывать и контур изображения, и глубину гравировки в пределах этого контура, чтобы перемещение гравировального инструмента точно по рассчитанной по этим двум показателям траектории обеспечивало удаление с формы материала в пределах заданного контура на необходимую глубину с соответствующим профилем гравировки. Глубина профиля, или необходимая глубина гравировки, может быть предварительно задана для каждой отдельной линии гравировки или для всего изображения как постоянная величина. Гравировка линий с различной глубиной гравировки или линий, у которых глубина гравировки меняется внутри контура линии, осуществляется за счет соответствующей модуляции траектории движения гравировального инструмента. Для получения необходимых результатов гравировки можно также на различных стадиях гравировки последовательно использовать различные гравировальные инструменты одного или разных типов. При изготовлении штампов для печати с помощью вращающихся механических гравировальных инструментов предпочтительно использовать инструменты с различными по форме и размерам режущими вершинами.
Используя гравировальные инструменты с разными по форме и размерам режущими вершинами, можно самыми разными способами влиять на результат гравировки. Форма и размер гравировального инструмента с высокой точностью определяют форму поперечного сечения выгравированного участка, которая зависит от глубины врезания гравировального инструмента в форму для печати.
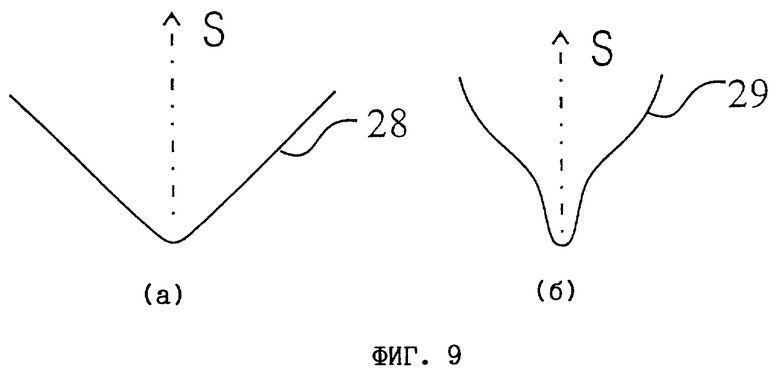
На фиг.9 показаны два возможных варианта поперечного сечения режущей вершины гравировального инструмента. У гравировального инструмента, показанного на фиг. 9(а), образующая 28 конуса расположена под углом 45o к оси S вращения инструмента. При гравировке штампа таким инструментом в нем образуется линия (канавка), боковые стороны которой наклонены к вертикальной оси под углом 45o и сходятся в нижней точке канавки. Меняя угол конуса режущей вершины такого инструмента, можно выполнять гравировку канавок с различным углом наклона боковых стенок. Одновременно с изменением угла наклона стенок канавки, меняя форму режущей вершины гравировального инструмента, можно менять и форму самой стенки, выполненной в процессе гравировки канавки. Один из примеров поперечного сечения такой режущей вершины 29 вращающегося гравировального инструмента, который позволяет на разной глубине гравировки получать различные углы наклона стенок канавки, показан на фиг.9(б).
Рассмотренные примеры выполнения режущих вершин гравировального инструмента показывают, что гравировальный инструмент существенным образом влияет на результат гравировки и что с помощью специальных гравировальных инструментов или инструментов с соответствующим образом выполненными режущими вершинами можно для определенного штрихового оригинала получать оптимальные результаты. Используя, в частности, инструменты с различным углом наклона и формой режущей вершины, можно выполнить гравировку очень небольших участков штриховых изображений с очень тонкими линиями, ограничив траекторию перемещения инструмента только той линией, которая лежит в пределах участка гравировки. В этом случае специальная форма гравировального инструмента обеспечит удаление материала в пределах заданного контура за один рабочий ход инструмента. При гравировке таких тонких линий траектория движения инструмента должна проходить вдоль центральной линии между двумя линиями внешнего контура на равном от них расстоянии. Необходимая глубина гравировки обеспечивается при этом соответствующей формой режущей вершины гравировального инструмента.
Принципиальным преимуществом предлагаемого в изобретении способа является возможность выполнения с высокой точностью процесса гравировки очень небольших по размерам участков или линий. Предлагаемый в изобретении способ позволяет выполнять гравировку участков глубиной от 10 до 150 мкм, задавая глубину гравировки в зависимости от различного уровня яркости штрихового оригинала.
При выполнении оригинала в виде однородного линейного рисунка, в частности в виде блокперфекта, его всегда можно перевести предлагаемым в изобретении способом в видимую информацию, например портрет, путем различного выбора в разных местах изображения глубины линии, ширины линии, плотности линий или контура. Вместо видимой информации оригинал можно также представить и в другом виде, например в виде информации, полученной при считывании оригинала с помощью соответствующих устройств.
Преимущество предлагаемого в изобретении способа заключается не только в возможности использования различных гравировальных инструментов и выполнения на выгравированном участке формы для печати различной по структуре шероховатости или дополнительной информации, которую в данном случае можно назвать микрогравировкой, но и в возможности модификации боковых краев выгравированного по определенному контуру участка формы. Пример такого рода модификации показан на фиг.10, на которой изображен участок выполненной в штампе 15 для тиснения гравировки, состоящий в данном случае из бокового края 28 и нижней плоскости 29. Во время дополнительной операции на боковом крае 28 создается дополнительная характеризующая изображение информация, выполненная в виде так называемых подструктурных или микроструктурных линий 30. С помощью таких линий на боковом крае выгравированной линии создается дополнительная информация в виде, например, простых линий, ступенек, символов, рисунков, картинок и т.п. В рассматриваемом случае, когда боковые края 28 имеют небольшой уклон, в качестве дополнительной информации, которая на них создается, используются линии гравировки, которые расположены ниже контурной линии 26.
Очевидно, что предлагаемый в изобретении способ можно использовать и для получения негативного изображения штрихового оригинала. Описанным выше методом расчета траектории движения гравировального инструмента можно рассчитать траекторию движения инструмента при гравировке показанного на фиг.11 штампа, у которого в средней части изображения должен быть оставлен нетронутым некоторый участок 25, окруженный со всех сторон гравировкой. В этом случае на первом этапе гравировка штампа осуществляется в процессе перемещения гравировального инструмента по траектории, соответствующей внешней контурной линии 26. На следующем этапе гравировальный инструмент перемещается, как описано выше, по траектории, соответствующей второй контурной линии 27, и при этом на штампе между контурными линиями 26 и 27 остается нетронутым участок определенного размера.
Изобретение относится к области изготовления штампов высококачественной печатной продукции. В заявке описан способ изготовления штампов для тиснения, в частности стальных форм для глубокой печати. По выполненному в виде линий рисунку определяется плоский элемент, край которого образует необходимый контур (9). По этому контуру и по глубине гравировки, которая определяется плоским элементом, рассчитывается траектория (12, 17, 18, 19, 20) движения гравировального инструмента, который, перемещаясь по этой траектории, осуществляет гравировку отдельного участка штампа. Технический результат от использования изобретения заключается в возможности изготовления штампов в автоматическом режиме. 2 с. и 33 з.п. ф-лы, 11 ил.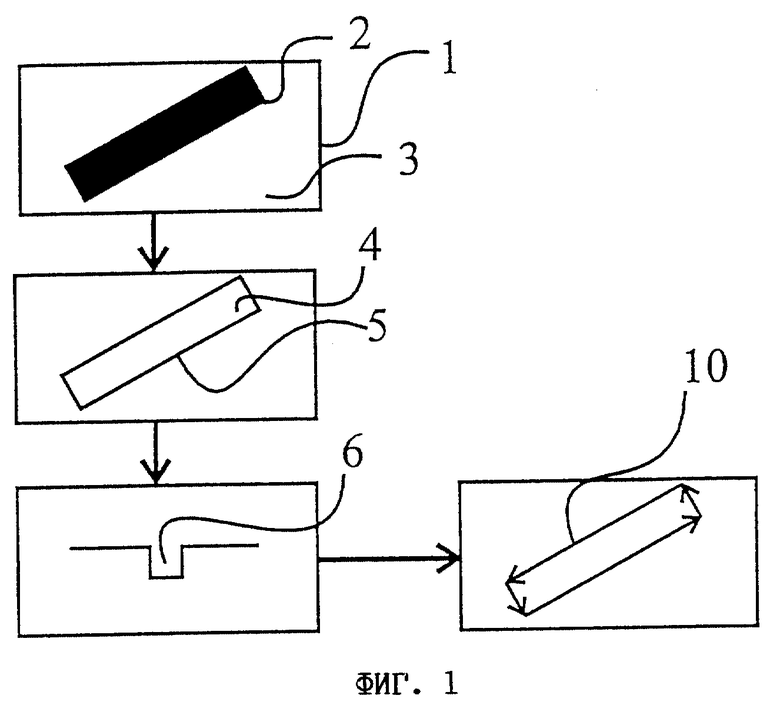
| DE 3008176 А1, 11.09.1980 | |||
| Способ разработки нефтяной залежи с подошвенной водой и ухудшающейся проницаемостью к кровле | 1990 |
|
SU1719621A1 |
| Способ управления пневмоприводами звеньев механической руки циклового промышленного робота | 1979 |
|
SU941171A1 |
| 1971 |
|
SU412024A1 | |
| Электронная гравировальная машина | 1987 |
|
SU1412999A1 |
| Устройство для изготовления печатных форм | 1979 |
|
SU878593A1 |

