Изобретение относится к способу гидроконверсии тяжелых нефтяных фракций в более легкие продукты, которые можно использовать в качестве топлива и/или сырья для нефтехимии. Более конкретно, изобретение относится к способу гидроконверсии тяжелых нефтяных фракций, включающему стадию гидроконверсии сырья по меньшей мере в одном реакторе, содержащем суспендированный катализатор, и обеспечивающему извлечение металлов из остаточной неконвертированной фракции, в частности металлов, использовавшихся в качестве катализаторов, чтобы повторно использовать их в каталитических растворах и вернуть в начало цикла процесса конверсии на суспендированном катализаторе. Способ включает стадию гидроконверсии, стадию разделения газ/жидкость, стадию экстракции жидкость-жидкость, стадию дробления, стадию промывки, стадию сжигания, стадию экстракции металлов и стадию получения каталитического раствора или растворов, которые рециркулируют на стадию гидроконверсии.
Конверсию тяжелых нефтяных фракций в жидкие продукты можно проводить путем термообработки или гидрогенизационной обработки, называемой также гидроконверсией. Современные исследования ориентированы в основном на гидроконверсию, так как термическая обработка обычно дает продукты посредственного качества и довольно заметное количество кокса.
Гидроконверсия тяжелых фракций включает конверсию сырья в присутствии водорода и катализатора. Промышленные способы применяют, в зависимости от сырья, технологию в неподвижном слое, технологию в кипящем слое или технологию с суспендированным катализатором (slurry-технология).
Гидроконверсию тяжелых фракций в неподвижном слое или в кипящем слое осуществляют на катализаторах, содержащих один или несколько переходных металлов (Mo, W, Ni, Co, Ru), нанесенных на подложки типа оксид кремния/оксид алюминия или эквивалентных.
Для конверсии тяжелых фракций, в частности, содержащих гетероатомы, металлы и асфальтены, технология в неподвижном слое обычно применима ограниченно, так как загрязнители вызывают быструю дезактивацию катализатора, что требует слишком частого обновления слоя катализатора, и, следовательно, является дорогой. Чтобы можно было обрабатывать этот тип сырья, были разработаны способы в кипящем слое. Однако уровень конверсии в технологиях с кипящим слоем обычно ограничен значениями ниже 80% из-за используемой каталитической системы и конструкции установки.
Технологии гидроконверсии, работающие по slurry-технологии, дают привлекательное решение в отношении устранения недостатков, встречающихся при применении неподвижного слоя или кипящего слоя. Действительно, slurry-технология дает возможность обрабатывать тяжелые фракции, сильно загрязненные металлами, асфальтенами и гетероатомами, давая одновременно степень конверсии обычно более 85%.
Slurry-технологии гидроконверсии остатков используют катализатор, диспергированный в виде очень мелких частиц, размер которых менее 1 мм, предпочтительно составляет несколько десятков микрон или меньше (обычно от 0,001 до 100 мкм). Благодаря такому малому размеру частиц катализатора, реакции гидрирования облегчаются вследствие однородного распределения во всей реакционной зоне, и образование кокса сильно снижается. Катализаторы или их предшественники вводят вместе с сырьем, конверсию которого нужно осуществить, на вход реакторов. Катализаторы проходят через реакторы с сырьем и продуктами в ходе конверсии, затем они увлекаются с продуктами реакции наружу из реакторов. После разделения они находятся в тяжелой остаточной фракции, как, например, неконвертированный остаток вакуумной перегонки. Катализаторы, используемые в виде суспензии, обычно являются сульфированными катализаторами, содержащими предпочтительно по меньшей мере один элемент, выбранный из группы, состоящей из Mo, Fe, Ni, W, Co, V и/или Ru. Обычно молибден и вольфрам обнаруживают намного более удовлетворительные характеристики, чем никель, кобальт или рутений и тем более чем ванадий и железо (N. Panariti et al., Applied Catalysis A: General 204 (2000), 203-213).
Промышленные технологии гидроконверсии тяжелых фракций по slurry-технологии известны. Следует назвать, например, технологию EST, запатентованную компанией ENI, технологию VRSH, запатентованную компанией Chevron-Lummus-Global, технологии HDH и HDHPLUS, запатентованные Intevep, технологию SRC-Uniflex, запатентованную компанией UOP, технологию (HC)3, запатентованную компанией Headwaters, и т.д.
Хотя малый размер частиц суспендированных катализаторов дает возможность получения очень высокой степени конверсии, этот размер оказывается проблематичным в том, что касается разделения и извлечения катализатора или катализаторов после реакции гидроконверсии. Катализаторы после разделения находятся в тяжелой остаточной фракции, как, например, неконвертированный остаток вакуумной перегонки. В некоторых способах часть остатка вакуумной перегонки, содержащего неконвертированную фракцию и катализаторы, сразу рециркулируют в реактор гидроконверсии, чтобы повысить выход конверсии. Однако эти рекуперированные катализаторы обычно не имеют какой-либо активности или имеют намного более низкую активность, чем у свежего катализатора. Кроме того, остаток вакуумной перегонки традиционно используют в качестве горючего для производства тепла, электроэнергии и шлаков. Эти шлаки содержат металлы, и их обычно отправляют на свалку. Следовательно, в этом случае металлы не извлекают.
Кроме того, дезактивация катализаторов требует их регулярной замены, создающей в результате потребность в свежих катализаторах. Обработанные тяжелые фракции содержат металлы в высокой концентрации, в основном ванадий и никель. Эти металлы по большей части удаляются из сырья, осаждаясь на катализаторах во время реакции. Они уносятся частицами катализатора, покидающими реактор. Аналогичным образом, дезактивация катализаторов усиливается из-за образования кокса, обусловленного, в частности, высокой концентрацией асфальтенов, содержащихся в этих фракциях.
Непрерывное обновление каталитической фазы, тонко распределенной в реакционной зоне, дает возможность при контакте с водородом, растворенном в жидкой фазе, осуществить гидрирование и гидроочистку закачиваемой тяжелой фракции. Чтобы обеспечить высокий уровень конверсии и максимальную гидроочистку сырья, вводимое количество каталитического раствора является довольно высоким, что приводит к довольно высоким эксплуатационным расходам на промышленном уровне. Так, процессы гидроконверсии на суспендированном катализаторе обычно потребляют большое количество катализаторов, в частности молибдена, присутствующего в катализаторе, который является наиболее активным, но также и наиболее дорогим. Затраты на свежий катализатор, выделение катализаторов и извлечение металлов оказывает большое влияние на рентабельность таких способов. Селективное извлечение молибдена и его возврат в цикл в качестве катализатора являются двумя непреложными факторами для повышения промышленного значения slurry-технологий. Это извлечение сопровождается также извлечением других металлов, таких как никель (который вводится и который накапливается в сырье) и ванадий, собирающийся в сырье, содержание которых сравнимо с содержанием молибдена и которые можно перепродавать для применения в металлургии.
Помимо этих экономических аспектов, извлечение металлов необходимо также из экологических соображений. Действительно, шлаки, образованные при сжигании остаточной фракции, считаются во многих странах опасными отходами, так как металлы, содержащиеся в шлаках, размещенных в местах сбора отходов, представляют опасность для грунтовых вод.
Таким образом, существует реальная потребность в рекуперации и возвращении в цикл металлов, выделившихся из катализаторов и тяжелых фракций в ходе процесса гидроконверсии на суспендированном катализаторе.
Уровень техники
Способы извлечения металлов по slurry-технологии известны в данной области техники.
Так, в патентной заявке US 4592827 описан способ гидроконверсии тяжелых фракций на суспендированном катализаторе в присутствии растворимого металлического соединения и воды, включающий, после реакции гидроконверсии, стадию разделения, стадию деасфальтизации фракции остатка вакуумной перегонки углеводородами C5-C8 и стадию газификации асфальтенов, дающий водород и шлаки, содержащие катализатор. Этот катализатор затем подвергают стадиям экстракции металлов, и металлы рециркулируют в процесс.
В заявке США 2009/0159505 описан способ гидроконверсии тяжелых фракций на суспендированном катализаторе и извлечение металлов, содержащихся в катализаторе, используя мембранную фильтрацию в присутствии растворителя. После стадии фильтрации раскрыта необязательная стадия промывки, на которой используют ПАВ.
В патенте США 4548700 описан способ гидроконверсии тяжелых фракций на суспендированном катализаторе, включающий, после реакции гидроконверсии, стадию отделения газообразной фракции, стадию перегонки, промывку остатка перегонки при атмосферном давлении (650°F+=343°C+) толуолом при атмосферном давлении и температуре окружающей среды и стадию сжигания или газификации твердой фракции при температурах 427-1093°C (800-2000°F), с получением шлаков, содержащих металлы. Металлы V и Mo извлекают на стадии экстракции щавелевой кислотой, затем рециркулируют в процесс.
В патенте США 6511937 описан способ гидроконверсии тяжелых фракций на суспендированном катализаторе, включающий, после реакции гидроконверсии, стадию разделения в сепараторе высокого давления и низкой температуры, обеспечивающий отделение очень легкой фракции, стадию деасфальтизации всей остаточной фракции с помощью парафиновых растворителей C3-C5 при температуре окружающей среды, стадию коксования (427-649°C, без воздуха) и/или стадию сжигания при температурах ниже 649°C, с получением шлаков, содержащих катализатор. Этот катализатор можно затем подвергнуть стадиям экстракции металлов и вернуть в процесс.
Объект изобретения
То, что спецификой slurry-технологии является применение тонкодисперсного катализатора, а не катализатора, нанесенного на минеральную фазу, делает извлечение металлов намного более сложным, чем в случае традиционно используемых нанесенных катализаторов нефтеочистки. Ставка на промышленную разработку способов гидроконверсии по slurry-технологии требует извлечения и возврата в цикл металлов, выделившихся из катализаторов.
Настоящее изобретение направлено на улучшение способов гидроконверсии тяжелых фракций по известной slurry-технологии, обеспечивая повторное использование неконвертированной остаточной фракции, образованной при конверсии на суспендированном катализаторе, причем эта фракция имеет высокую концентрацию металлов и гетероэлементов, и включает в конце накопление указанных металлов в указанной неконвертированной фракции и получение предшественников катализатора с целью их возврата в начало цикла процесса конверсии по slurry-технологии. Способ включает стадию гидроконверсии, стадию разделения газ/жидкость, стадию экстракции жидкость/жидкость, стадию дробления, стадию промывки, стадию сжигания, стадию экстракции металлов и стадию получения каталитического раствора или растворов, которые рециркулируют на стадию гидроконверсии.
Исследовательские работы, проведенные автором по гидроконверсии тяжелых фракций, привели к неожиданному открытию, что этот способ, включающий разделение, дающее возможность максимально повысить долю легкой фракции, выходящей из реактора гидроконверсии, и максимально снизить долю остаточной фракции, в сочетании со стадией экстракции жидкость/жидкость парафиновым растворителем, стадию промывки, дающую возможность сконцентрировать металлы, и стадию умеренного сжигания, предотвращающую сублимацию металлов, обеспечивает возможность достижения такой экстракции металлов, содержащихся в шлаках, что можно получить очень высокую степень извлечения металлов, которые можно вернуть в процесс. Действительно, критическими стадиями этого извлечения являются, прежде всего, концентрирование металлов в углеродной матрице (через экстракцию, за которой идет промывка), затем образование минеральной фазы (через умеренное сжигание), содержащей элементарные металлы, выделившиеся из катализатора (Mo и Ni), а также из сырья (Ni, V и Fe), не содержащей углерода.
Выгода от предлагаемого изобретением способа состоит в обеспечении возможности повторного использования неконвертированной остаточной фракции, имеющей высокую концентрацию металлов и гетероэлементов, что обеспечивает извлечение указанных металлов и получение предшественников катализатора в целях их возврата в цикл процесса конверсии по slurry-технологии.
Другая выгода состоит в оптимизации степени гидроконверсии посредством разделения газ/жидкость после гидроконверсии, работающего в режимах, близких к рабочим условиям в реакторе, и дающего возможность эффективного отделения в одну стадию легкой фракции, содержащей будущее базовое топливо (газы, нафта, легкий газойль и даже тяжелый газойль) от неконвертированной остаточной фракции, содержащей твердые вещества, такие как металлы. Таким образом, максимально повышается выход легкой фракции и одновременно минимизируется содержание неконвертированной остаточной фракции, что облегчает впоследствии снижение концентрации в ней металлов. Поддержание рабочих условий во время разделения дает возможность осуществить также экономичную интеграцию дальнейшей обработки, посредством гидроочистки и/или гидрокрекинга, легкой фракции без необходимости установки дополнительных компрессоров.
Другим достоинством способа является экстракция жидкость/жидкость, за которой следует стадия промывки неконвертированной фракции, содержащей металлы, дающая возможность эффективной экстракции нерастворимых соединений (и, следовательно, концентрирование металлов).
Другим достоинством способа является сжигание при умеренной температуре, дающее возможность отделить органическую фазу от неорганической фазы, содержащей металлы, чтобы облегчить последующую экстракцию металлов из неорганической фазы, предотвращая испарение и/или сублимацию (и, следовательно, потерю) металлов при сжигании.
Таким образом, способ настоящего изобретения дает возможность оптимизировать конверсию тяжелых фракций в базовое топливо, обеспечивая извлечение металлов с достижением хороших степеней извлечения.
Подробное описание изобретения
Изобретение относится к способу гидроконверсии тяжелых нефтяных фракций на суспендированном катализаторе, обеспечивающему извлечение и повторное использование металлов из остаточной неконвертированной фракции, в частности, используемых в качестве катализаторов.
Более конкретно, изобретение относится к способу гидроконверсии тяжелых нефтяных фракций, содержащих металлы, включающему
a. стадию гидроконверсии сырья по меньшей мере в одном реакторе, содержащем суспендированный катализатор, содержащий по меньшей мере один металл и необязательно твердую добавку,
b. стадию разделения потока, выходящего из гидроконверсии без уменьшения давления, с получением фракции, называемой легкой, содержащей соединения, кипящие при температуре не более 500°C, и остаточной фракции,
b'. необязательно стадию фракционирования, включающую отделение в вакууме указанной остаточной фракции, полученной на стадии b), с получением остатка вакуумной перегонки с высоким содержанием металлов,
c. стадию экстракции жидкость/жидкость с помощью растворителя насыщенной природы указанной остаточной фракции, полученной на стадии b), и/или указанного остатка вакуумной перегонки, полученного на стадии b'), с получением твердого экстракта с высоким содержанием металлов и рафината,
d. стадию дробления твердого экстракта с высоким содержанием металлов, полученного на стадии экстракции жидкость/жидкость,
e. стадию промывки измельченного экстракта в присутствии воды, растворителя насыщенной природы и ПАВ, с получением твердого экстракта и промывочного раствора,
f. стадию сжигания в присутствии кислорода указанного твердого экстракта, полученного на стадии промывки, с получением шлаков с высоким содержанием металлов,
g. стадию экстракции металлов из шлаков, полученных на стадии сжигания,
h. стадию приготовления раствора или растворов металла или металлов, содержащих по меньшей мере металл катализатора, которые рециркулируют в качестве катализатора на стадию гидроконверсии.
Гидроконверсия
Способ настоящего изобретения содержит стадию гидроконверсии сырья по меньшей мере в одном реакторе, содержащем суспендированный катализатор и необязательно твердую добавку.
Под гидроконверсией понимают реакции гидрирования, гидроочистки, гидродесульфирования, гидродеазотирования, гидродеметаллизации и гидрокрекинга.
Рассматриваемые тяжелые фракции представляют собой углеводородные нефтяные фракции, такие как нефтяные остатки, сырая нефть, нефть с отобранными наиболее легкими фракциями, деасфальтированные масла, асфальты или битумы из деасфальтизации, производные процессов конверсии нефти (как, например: HCO, шлам с FCC, тяжелый GO/VGO от коксования, остатки процесса снижения вязкости или аналогичных термических процессов и т.д.), битуминозные пески или их производные, битуминозные хвосты или их производные, или смеси таких видов сырья. Более конкретно, в данном случае, термин "тяжелая фракция" объединяет углеводородные фракции, содержащие по меньшей мере 50% масс. продукта, кипящего при температуре более 250°C, и по меньшей мере 25% масс. продукта, кипящего при температуре более 350°C.
Рассматриваемые тяжелые фракции настоящего изобретения содержат металлы, в основном V и/или Ni, в количестве обычно по меньшей мере 50 ч./млн, обычно 100-2000 ч./млн, по меньшей мере 0,5% масс. серы и по меньшей мере 1% масс. асфальтенов (гептановых асфальтенов), обычно более 2% масс. или 5% масс., причем содержание асфальтенов может достигать 25% масс. или более; они содержат также устойчивые к конверсии конденсированные ароматические структуры, которые могут содержать гетероэлементы.
Предпочтительно, рассматриваемые тяжелые фракции являются необычной нефтью типа тяжелой сырой нефти (°API в диапазоне от 18 до 25 и вязкость от 10 до 100 сПз), экстра-тяжелой сырой нефти (°API от 7 до 20 и вязкость от 100 до 10000 сПз) и битуминозных песков (°API от 7 до 12 и вязкость ниже 10000 сПз), присутствующей в больших количествах в районе бассейнов Атабаска в Канаде и Ориноко в Венесуэле, где запасы оцениваются соответственно в 1700 и 1300 гигабаррелей. Эти необычные нефти характеризуются также повышенным содержанием остатков вакуумной перегонки, асфальтенов и гетероэлементов (сера, азот, кислород, ванадий, никель и т.д.), что требует особых стадий преобразования в промышленные продукты типа бензина, газойля или тяжелого мазута.
Тяжелую фракцию смешивают с потоком водорода и тщательно с распределенным катализатором, для достижения как можно более однородной активности гидрирования в реакционной зоне гидроконверсии. Предпочтительно, добавляют также твердую добавку, улучшающую гидродинамику реактора. Эту смесь подают в секцию гидроконверсии на суспендированном катализаторе. Эта секция состоит из подогревательной печи для сырья и водорода и реакционной секции, состоящей из одного или нескольких реакторов, установленных последовательно и/или параллельно, в зависимости от требуемой производительности. В случае последовательных реакторов перед каждым реактором может находиться один или несколько сепараторов для потока. В реакционной секции водород может питать один, несколько или все реакторы в равных или разных пропорциях. В реакционной секции катализатор может подаваться в один, несколько или все реакторы в равных или разных пропорциях. Катализатор удерживается в реакторе в суспензии и движется в реакторе снизу вверх вместе с газом и сырьем и отводится с выходящим потоком. Предпочтительно, по меньшей мере один (предпочтительно, все) из реакторов оборудован внутренним рециркуляционным наносом.
Рабочие условия в секции гидроконверсии на суспендированном катализаторе обычно следующие: давление от 2 до 35 МПа, предпочтительно, от 10 до 25 МПа, причем парциальное давление водорода варьирует от 2 до 35 МПа, предпочтительно, от 10 до 25 МПа, температура в интервале от 300°C до 500°C, предпочтительно, от 420°C до 480°C, время контакта от 0,1 ч до 10 ч при предпочтительной длительности от 0,5 ч до 5 ч.
Эти рабочие условия в сочетании с каталитической активностью дают возможность получить степень конверсии за один проход остатка вакуумной перегонки 500°C+, которая может составлять от 20 до 95%, предпочтительно, от 70 до 95%. Приведенная выше степень конверсии определяется как: массовая доля органических соединений, имеющих точку кипения более 500°C, на входе в реакционную секцию, за вычетом массовой доли органических соединений с точкой кипения более 500°C на выходе реакционной секции, результат, деленный на массовую долю органических соединений с точкой кипения более 500°C на входе в реакционную секцию.
Суспендированный катализатор находится в реакционной среде в дисперсной форме. Его можно получить in situ, но предпочтительно его готовят вне реактора и вводят, обычно в непрерывном режиме, вместе с сырьем. Катализатор облегчает гидрирование радикалов, получаемых в результате термического крекинга, и снижает образование кокса. Когда образуется кокс, его отводят вместе с катализатором.
Суспендированный катализатор представляет собой сульфированный катализатор, содержащий, предпочтительно, по меньшей мере один элемент, выбранный из группы, состоящей из Mo, Fe, Ni, W, Co, V, Ru. Эти катализаторы обычно являются монометаллическими или биметаллическими (например, комбинацией неблагородного элемента группы VIIIB (Co, Ni, Fe) и элемента группы VIB (Mo, W)). Предпочтительно, применяют катализаторы NiMo, Mo или Fe. Используемые катализаторы могут быть порошками разнородных твердых веществ (таких как природные минералы, сульфат железа и т.д.), дисперсными катализаторами, полученными из предшественников, растворимых в воде ("water soluble dispersed catalyst"), такими как фосфорномолибденовая кислота, молибдат аммония или смесь оксида Mo или Ni с водным раствором аммиака. Предпочтительно, используемые катализаторы получают из предшественников, растворимых в органической фазе ("oil soluble dispersed catalyst"). Предшественниками являются металлоорганические соединения, такие как нафтенаты Mo, Co, Fe или Ni или такие как поликарбонильные соединения этих металлов, например 2-этилгексаноаты Mo или Ni, ацетилацетонаты Mo или Ni, соли жирных кислот C7-C12 молибдена или вольфрама и т.д. Они могут применяться в присутствии ПАВ, для улучшения дисперсии металлов, когда катализатор является биметаллическим. Катализаторы находятся в виде диспергированных коллоидных или неколлоидных частиц в зависимости от природы катализатора. Такие предшественники и катализаторы, подходящие для способа настоящего изобретения, широко описаны в литературе.
Обычно катализаторы готовят до введения в сырье. Способ получения подбирают в зависимости от состояния, в котором находится предшественник, и от его природы. Во всех случаях предшественник сульфируют (ex-situ или in-situ), чтобы получить катализатор, суспендированный в сырье. Для предпочтительных катализаторов, называемых маслорастворимыми, в обычном способе предшественник смешивают с нефтяной фракцией (которая может быть частью обрабатываемого сырья, внешней фракцией, рециркулированной фракцией и т.д.), смесь сушат (необязательно), по меньшей мере частично, затем или одновременно сульфируют путем добавления серосодержащего соединения (предпочтительно, H2S) и нагревают. Получение этих катализаторов описано в данной области техники.
Предпочтительными твердыми добавками являются неорганические оксиды, такие как оксид алюминия, оксид кремния, смешанные оксиды Al/Si, отработанные нанесенные катализаторы (например, нанесенные на оксид алюминия и/или на оксид кремния), содержащие по меньшей мере один элемент группы VIII (такой как Ni, Co) и/или по меньшей мере один элемент группы VIB (такой как Mo, W). Назовем, например, катализаторы, описанные в заявке US 2008/77124. Можно также использовать твердые карбоиды с низким содержанием водорода (например, 4% водорода), необязательно предварительно обработанные. Можно также использовать смеси таких добавок. Размеры этих частиц предпочтительно ниже 1 мм. Содержание возможной твердой добавки, имеющейся на входе в реакционную зону процесса гидроконверсии на суспендированном катализаторе, составляет от 0 до 10% масс., предпочтительно, от 1 до 3% масс., и содержание каталитических растворов составляет от 0 до 10% масс., предпочтительно, от 0 до 1% масс.
Известными способами гидроконверсии тяжелых фракций по slurry-технологии являются способ EST концерна ENI, работающий при температурах порядка 400-420°C и давлении 10-16 МПа с дисперсным катализатором (молибден); способ (HC)3 фирмы Headwaters, работающий при температурах порядка 400-450°C и давлениях 10-15 МПа с пентакарбонилом железа или 2-этилгексаноатом молибдена, причем катализатор диспергирован в виде коллоидных частиц; способы HDH и HDHPLUS, запатентованные Intevep/PDVSA, работающие при температурах порядка 420-480°C и давлениях 7-20 МПа, использующие дисперсный металлический катализатор; способ CASH фирмы Chevron, использующий сульфированный катализатор на основе Mo или W, полученный водным способом; способ SRC-Uniflex от UOP, работающий при температурах порядка 430-480°C и давлениях 10-15 МПа; способ VCC, разработанный фирмой Veba (принадлежащей BP), работающий при температурах порядка 400-480°C и давлениях 15-30 МПа, использующий катализатор на основе железа; способ Microcat компании Exxonmobil и т.д.
Все эти slurry-технологии применимы в способе настоящего изобретения.
Разделение
Весь поток, выходящий с гидроконверсии, направляют в секцию разделения, обычно в сепаратор высокого давления и высокой температуры (HPHT), что дает возможность разделить конвертированную фракцию в газообразном состоянии, называемую легкой фракцией, и неконвертированную жидкую фракцию, содержащую твердые вещества, называемую остаточной фракцией. Эта секция разделения предпочтительно работает в режимах, близких к рабочим условиям в реакторе, которые обычно являются следующими: давление от 2 до 35 МПа с предпочтительным давлением от 10 до 25 МПа, причем парциальное давление водорода варьирует от 2 до 35 МПа, предпочтительно, от 10 до 25 МПа, и температура лежит в интервале от 300°C до 500°C, предпочтительно, от 380°C до 460°C. Время пребывания потока в этой секции разделения составляет от 0,5 до 60 минут, предпочтительно, от 1 до 5 минут. Легкая фракция содержит в подавляющем большинстве соединения, кипящие при температуре более 300°C, даже более 400°C или 500°C; они соответствуют соединениям, присутствующим в газах, нафте, легком газойле и даже в тяжелом газойле. Следует отметить, что эта фракция содержит в подавляющем большинстве эти соединения, так как разделение осуществляют не в соответствии с конкретной точкой отсечения, обычно его проводят путем равновесной флэш-перегонки. Если бы потребовалось говорить в терминах точки отсечения, то можно сказать, что она находится в пределах от 200 до 400°С, даже 450°C.
Вторичное использование легкой фракции не является объектом настоящего изобретения, и эти способы хорошо известны специалисту в данной области. Легкую фракцию, полученную после разделения, можно отправить по меньшей мере на одну стадию гидроочистки и/или гидрокрекинга, причем целью является доведение разных погонов до соответствия техническим требованиям (содержание серы, точка сажеобразования, цетановое число, содержание ароматики и т.д.). Легкую фракцию можно также смешать с другим сырьем перед направлением в секцию гидроочистки и/или гидрокрекинга. Перед гидроочисткой и/или гидрокрекингом можно добавить внешнюю фракцию, поступающую обычно из другого процесса, осуществляемого на нефтеперерабатывающем заводе или необязательно вне нефтеперерабатывающего завода, предпочтительно внешняя фракция представляет собой, например, VGO (вакуумный газойль) от фракционирования сырой нефти (прямогонный VGO), VGO от конверсии, LCO (легкий рецикловый газойль) или HCO (тяжелый рецикловый газойль) из FCC (крекинг с псевдоожиженным катализатором).
Обычно гидроочистку и/или гидрокрекинг после гидроконверсии можно проводить традиционно через классическую секцию промежуточного разделения (с уменьшением давления), используемую после сепаратора высокого давления и высокой температуры, например, в сепараторе высокого давления и низкой температуры, и/или путем перегонки при атмосферном давлении и/или вакуумной перегонки. Предпочтительно, секция гидроочистки и/или гидрокрекинга напрямую встроена в промежуточную секцию гидроконверсии без уменьшения давления. В этом случае, легкую фракцию направляют сразу, без дополнительных стадий разделения и без уменьшения давления, в секцию гидроочистки и/или гидрокрекинга. Этот последний вариант осуществления дает возможность оптимизировать условия по давлению и температуре, обойтись без дополнительных компрессоров и в результате минимизировать расходы на дополнительное оборудование.
Остаточная фракция, полученная после разделения (например, в сепараторе HPHT) и содержащая металлы и фракцию твердых частиц, используемую в качестве возможной добавки и/или образованную в ходе реакции, может быть направлена на стадию фракционирования. Это фракционирование является необязательной стадией и включает разделение в вакууме, например, один или несколько кубов мгновенной отгонки и/или, предпочтительно, вакуумную перегонку, давая возможность сконцентрировать в нижней части куба или колонны остаток вакуумной перегонки, обогащенный металлами, и отобрать в головной части колонны один или несколько потоков продуктов. Предпочтительно, остаточную фракцию, полученную в результате стадии разделения без уменьшения давления, разделяют путем вакуумной перегонки по меньшей мере на одну фракцию вакуумного дистиллята и фракцию остатка вакуумной перегонки, причем по меньшей мере часть, предпочтительно, всю указанную фракцию остатка вакуумной перегонки направляют на стадию экстракции жидкость-жидкость, и по меньшей мере часть, предпочтительно, всю указанную фракцию вакуумного дистиллята предпочтительно подвергают по меньшей мере одной стадии гидроочистки и/или гидрокрекинга.
Полученный жидкий поток или потоки фракции вакуумного дистиллята обычно направляют (малую часть) в установку гидроконверсии на суспендированном катализаторе, где дистиллят может быть сразу рециркулирован в реакционную зону или он может быть затем использован для получения предшественников катализатора перед введением в сырье. Другую часть потока или потоков направляют в секцию гидроочистки и/или гидрокрекинга, необязательно в смеси с другими фракциями, как, например, легкая фракция, выходящая с сепаратора HPHT, или вакуумный дистиллят, поступающий из другой установки, в равных или разных пропорциях в зависимости от качества полученных продуктов. Целью вакуумной перегонки является увеличение выхода жидких потоков для последующей гидроочистки и/или гидрокрекинга и, таким образом, повышения выхода по базовому топливу. Одновременно снижается количество остаточной фракции, содержащей металлы, что облегчает концентрирование металлов.
Экстракция жидкость-жидкость
Остаточная фракция, полученная при разделении без уменьшения давления (например, в сепараторе HPHT), и/или фракция остатка вакуумной перегонки из разделения в вакууме (например, отбираемая снизу колонны вакуумной перегонки), поступает затем на стадию экстракции типа жидкость/жидкость. Целью этой стадии является сконцентрировать металлы в выходящем потоке, обрабатываемом затем промывкой и сжиганием, снижая его количество, и максимально повысить выход жидкого потока для обработки путем гидроочистки и/или гидрокрекинга.
Экстракцию жидкость/жидкость можно проводить в смесителе-декантаторе или в экстракционной колонне. Рабочие условия обычно следующие: отношение растворитель/сырье от 1/1 до 10/1, предпочтительно, от 2/1 до 7/1, профиль температуры в интервале от 50°C до 300°C, предпочтительно, от 120°C до 250°C, в зависимости от рассматриваемого растворителя. Используемый растворитель предпочтительно имеет насыщенный характер. Им может быть парафиновый растворитель, такой как бутан, пентан, гексан или гептан, один или в смеси, в равных или разных пропорциях. Растворителем также может быть легкая нафта (C6-C10) насыщенной природы, используемая как таковая или в смеси, в равных или разных пропорциях с указанными выше парафиновыми растворителями. После контакта растворителя с остаточной фракцией и/или остатком вакуумной перегонки образуются две фазы, причем твердый экстракт состоит из частей остатка, не растворимых в растворителе (и имеющих высокое содержание металлов), и рафинат состоит из растворителя и растворимых частей остатка. Растворитель отделяют от растворимых частей отгонкой и возвращают во внутренний цикл на процесс экстракции жидкость/жидкость; порядок обращения с растворителем известен специалисту в данной области.
По меньшей мере часть, предпочтительно, всю растворимую фракцию после отгонки растворителя предпочтительно смешивают с тяжелой углеводородной фракцией перед секцией гидроконверсии на суспендированном катализаторе. Меньшая часть может также смешиваться с легкой фракцией из сепаратора HPHT для последующей гидроочистки и/или гидрокрекинга.
Твердый экстракт, выходящий из экстракции жидкость/жидкость, направляют на стадию дробления.
Дробление
Твердый экстракт, полученный в результате экстракции жидкость/жидкость, направляют в дробилку, которая дает возможность достичь гранулометрии, подходящей для промывки. Стадия дробления дает возможность получить твердый поток с размером частиц менее 6 мм, предпочтительно менее 4 мм. Измельченные твердые вещества направляют на стадию промывки.
Промывка
Измельченные твердые вещества направляют на стадию экстракции типа промывки. Целью этой стадии является снова сконцентрировать металлы в твердой фазе, в дальнейшем обрабатываемой сжиганием, снижая ее количество, и максимально повысить выход жидких потоков для обработки посредством гидроочистки и/или гидрокрекинга.
Стадия промывки содержит несколько подстадий, в частности:
a) стадию приготовления эмульсии, содержащей измельченный экстракт со стадии дробления, воду, ПАВ и растворитель насыщенной природы,
b) стадию созревания эмульсии при температуре от 20 до 120°C,
c) стадию декантации при сохранении температуры, с получением твердого экстракта и промывочного раствора.
Стадию промывки проводят в смеси воды, ПАВ и растворителя. Первая стадия состоит в приготовлении эмульсии. Проводят смешивание измельченной твердой фазы с водой и ПАВ. Отношение вода/сырье составляет от 0,5/1 до 5/1, предпочтительно, от 1/1 до 2/1. ПАВ используют в концентрациях, варьирующих от 0,05% масс. до 2% масс. в расчете на воду, предпочтительно, от 0,1% масс. до 1% масс. Растворитель добавляют в раствор, приготовленный заранее. Отношение растворитель/сырье составляет от 2/1 до 6/1, предпочтительно, от 3/1 до 4/1.
Роль ПАВ состоит, прежде всего, в стабилизации дисперсии экстракта в воде, и затем в стабилизации эмульсии растворителя в воде. Таким образом, ПАВ должно быть достаточно гидрофильным. ПАВ в настоящем изобретении может быть анионным, катионным или неионным ПАВ.
Можно использовать все классические анионные ПАВ, такие, у которых анионной группой являются:
карбоксилат, например мыла щелочных металлов, алкилкарбоксилаты или карбоксилаты алкилового эфира (например, талловые масла или производные кислоты), N-ациламинокислоты, N-ацилглутаматы, N-ацилполипептиды,
сульфонат, например алкилбензолсульфонаты, парафинсульфонаты, олефинсульфонаты, нефтесульфонат, лигносульфонаты, сульфоянтарные производные, полинафтилметансульфонаты, алкилтауриды,
сульфат, например алкилсульфаты, простые эфиры алкилсульфатов,
фосфат, например моноалкилфосфаты, диалкилфосфаты,
фосфонат.
В качестве катионных ПАВ можно назвать алкиламинные соли или соли четвертичного аммония, в которых азот:
соединен с жирной цепью (например, производные алкилтриметил- или -триэтиламмония, производные алкилдиметил- или бензиламмония),
несет две жирные цепи,
составляет часть гетероцикла (например, производные пиридиния, имидазолиния, хинолиния, пиперидиния, морфолиния).
В качестве неионных ПАВ можно использовать все классические и известные неионные ПАВ. Неионные поверхностно-активные вещества могут быть классифицированы по способу связи между гидрофобной и гидрофильной частями молекулы. Этот способ связи может быть мостиком простого эфира, сложноэфирным мостиком, амидным мостиком и другими. Можно использовать:
неионные производные с мостиком простого эфира, например жирные оксиэтилированные спирты, оксиэтилированные алкилфенолы, оксиэтилированные-оксипропилированные продукты, простые эфиры глюкозы,
неионные ПАВ со сложноэфирным мостиком, например эфиры глицерина, эфиры полиэтиленгликолей, эфиры сорбита, эфиры сахара,
неионные ПАВ с амидной связью, например диэтаноламиды,
другие ПАВ, как, например, жирные этоксилированные амины.
Можно также назвать этоксилированные алканоламиды, этоксилированные амины или блок-сополимеры этиленоксида или пропиленоксида. Можно также использовать смесь разных ПАВ.
Предпочтительно, ПАВ, используемые в настоящем изобретении, являются смесью жирной кислоты таллового масла и гидроксида натрия.
Используемый растворитель предпочтительно является растворителем насыщенной природы. Это может быть парафиновый растворитель, такой как гексан или гептан, один или в смеси, в равных или разных пропорциях. Растворителем может быть также легкая нафта (C6-C10) насыщенной природы, отдельно или в смеси в равных или разных пропорциях с названными выше парафиновыми растворителями. Предпочтительно, используют гептан. Растворитель, используемый на стадии промывки, может быть идентичен растворителю, используемому на стадии экстракции жидкость/жидкость, и предпочтительно выбран из группы, состоящей из гексана, гептана, легкой нафты (C6-C10) насыщенной природы, отдельно или в смеси, в равных или в разных пропорциях, для облегчения работы и оптимизации процесса.
Эмульсию, содержащую измельченное сырье, воду, ПАВ и парафиновый растворитель, доводят до температуры, лежащей в интервале от 20°C до 120°C, предпочтительно, от 60°C до 70°C, и перемешивают в течение периода, составляющего от 15 мин до 3 часов. Затем смесь направляют на стадию декантации, поддерживая эту температуру, чтобы отобрать твердый экстракт с высоким содержанием металлов в нижней части декантатора и промывочный раствор, представляющий собой легкую углеводородную фазу, содержащую растворитель, в верхней части декантатора. Рабочие условия обычно следующие: время пребывания от 15 минут до 30 часов. Промывочный раствор направляют в секцию разделения, например, типа мгновенной равновесной перегонки, чтобы вернуть растворитель в начало цикла секции промывки и/или в установку экстракции жидкость/жидкость. Невыпаренную фракцию промывочного раствора можно затем смешать с углеводородным сырьем перед секцией гидроконверсии на суспендированном катализаторе и даже смешать в малых количествах с потоком продукта перед секцией гидроочистки и/или гидрокрекинга. Экстракт промывки, имеющий высокое содержание металлов, направляют на стадию умеренного сжигания.
Комбинация экстракции жидкость/жидкость и промывки дает возможность минимизировать остаточную фракцию, которую нужно обработать, и, следовательно, сконцентрировать металлы. Комбинация стадий экстракции жидкость/жидкость и промывки ведет к более низкому выходу последнего остатка на сжигание по сравнению, например, с двойной дезасфальтизацией парафиновыми растворителями. Таким образом, уровень экстракции, достигаемый промывкой, выше уровня, получаемого двойной дезасфальтизацией.
Сжигание
Экстракт, полученный в результате промывки, сильно обогащен металлами. Этот экстракт направляют на стадию сжигания при умеренной температуре. Действительно, чтобы можно было извлечь металлы классическими методами экстракции металлов, сначала необходимо осуществить предварительную стадию, чтобы отделить органическую фазу от неорганической фазы, содержащей металлы. Таким образом, целью стадии сжигания является получение шлаков, содержащих металлы, легко извлекаемых на последующих установках извлечения металлов, сжигая органическую фазу или углеродную фазу экстракта при температуре и давлении, которые ограничивают испарение и/или сублимацию металлов, в частности молибдена (температура сублимации примерно 700°C для MoO3). Таким образом, стадия снижения содержания органической фазы состоит в сжигании при умеренной температуре, чтобы сконцентрировать металлы без заметной потери на испарение и/или сублимацию в дымовые газы, с получением неорганической фазы, которая может иметь долю органической фазы от 0 до 100% масс., предпочтительно, от 0% масс. до 40% масс. Рабочие условия на этой стадии сжигания обычно следующие: давление от -0,1 до 1 МПа, предпочтительно, от -0,1 до 0,5 МПа, температура от 200 до 700°C, предпочтительно, от 400 до 550°C. Сжигание проводят в присутствии кислорода.
Газовый поток, выходящий от сжигания, требует очистки для снижения выбросов серо- и азотсодержащих соединений в атмосферу. В способах, классически используемых специалистами в области очистки воздуха, применяют рабочие условия, необходимые, чтобы отвечать действующим стандартам в странах, использующих такую обработку углеводородного сырья.
Твердая фаза, полученная после сжигания, представляет собой неорганическую фазу, содержащую все или по существу все элементарные металлы, содержавшиеся в экстракте в виде шлаков.
Прямая обработка экстракта промывки способом экстракции металлов без сжигания, как описано ниже, приводит к недостаточному извлечению металлов.
Извлечение металлов
Шлаки, полученные при сжигании, направляют на стадию экстракции металлов, где металлы отделяют друг от друга за одну или несколько промежуточных стадий. Это извлечение металлов необходимо, так как простой возврат шлаков на стадию гидроконверсии дает очень низкую каталитическую активность. Обычно стадия экстракции металлов дает возможность получить несколько потоков продуктов, причем каждый поток содержит конкретный металл, например Mo, Ni или V, обычно в виде соли или оксида. Каждый поток, содержащий металл катализатора, направляют на стадию приготовления водного или органического раствора на основе металла, идентичного катализатору или его предшественнику, используемому на стадии гидроконверсии. Выходящий поток, содержащий металл, выделившийся из сырья, который не может применяться в качестве катализатора (как, например, ванадий), может использоваться вне данного процесса.
Рабочие условия, текучие среды и/или способы экстракции, используемые для разных металлов, считаются известными специалисту в данной области и уже применяются в промышленности, как описано, например, в Marafi et al., Resources, Conservation and Recycling 53 (2008)1-26, US 4432949, US 4514369, US 4544533, US 4670229 или US 2007/0025899. Разные известные способы экстракции металлов включают обычно промывку растворами кислот и/или оснований, аммиаком или солями аммония, промывку микроорганизмами, термическую обработку при низкой температуре (обжиг) солями натрия или калия, хлорирование или извлечение металлов электролитическим способом. Кислотную промывку можно проводить неорганическими кислотами (HCl, H2SO4, HNO3) или органическими кислотами (щавелевая кислота, молочная кислота, лимонная кислота, гликолевая кислота, фталевая кислота, малоновая кислота, янтарная кислота, салициловая кислота, винная кислота и т.д.). Для промывки основаниями используют обычно аммиак, соли аммония, гидроксид натрия или Na2CO3. В обоих случаях могут присутствовать окислители (H2O2, Fe(NO3)3, Al(NO3)3 и т.д.), чтобы облегчить экстракцию. После растворения металлов их можно выделить селективным осаждением (при разных pH и/или с разными агентами) и/или экстрагирующими веществами (оксимы, бета-дикетон и т.д.).
Предпочтительно, стадия экстракции металлов настоящего изобретения содержит промывку по меньшей мере одним кислым и/или основным раствором.
Приготовление каталитических растворов
Металлы, извлеченные после стадии экстракции, обычно находятся в виде соли или оксида. Приготовление каталитических растворов для получения органических или водных растворов известно специалисту в данной области и описано в разделе "Гидроконверсия". Получение каталитических растворов относится, в частности, к металлам молибден и никель, но ванадий, обычно использующийся повторно в виде пентаоксида ванадия или в комбинации с железом для получения феррованадия, не относится к данному способу.
Степень извлечения металлов, повторно используемых в качестве катализатора для процесса гидроконверсии на суспендированном катализаторе или в случае ванадия, составляет по меньшей мере 50% масс., предпочтительно по меньшей мере 65% масс. и более предпочтительно 70% масс.
Описание фигур
Следующие фигуры представляют предпочтительные варианты осуществления изобретения. Описывается в основном установка и способ настоящего изобретения. Рабочие условия, описанные выше, повторно не приводятся.
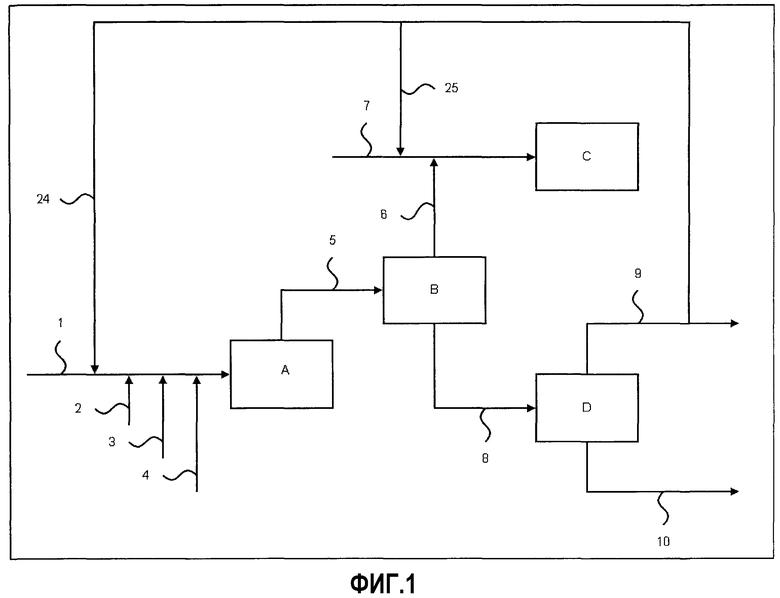
На фиг.1 показан способ гидроконверсии тяжелых нефтяных фракций, включающий slurry-технологию без извлечения металлов.
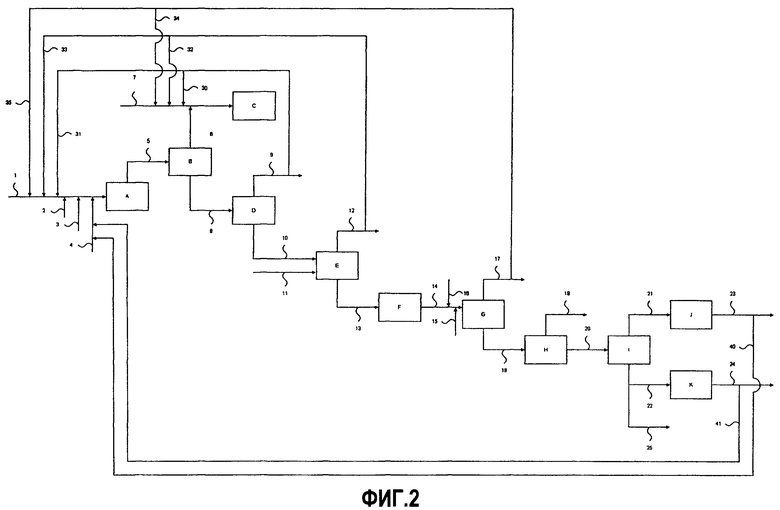
На фиг.2 описан способ гидроконверсии тяжелых нефтяных фракций настоящего изобретения.
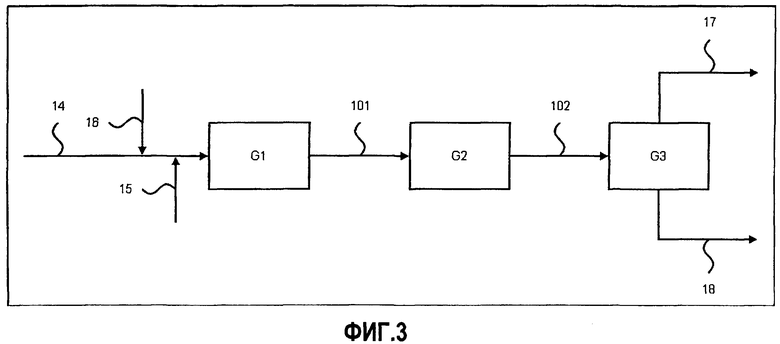
На фиг.3 описаны разные подстадии промывки.
На фиг.1 сырье 1 подается в секцию каталитической гидроконверсии A на суспендированном катализаторе. Эта секция каталитической гидроконверсии на суспендированном катализаторе состоит из подогревательной печи для сырья 1 и водорода 2 и реакционной секции, состоящей из одного или нескольких реакторов, расположенных последовательно и/или параллельно, в зависимости от требуемой производительности. Вводится также катализатор 4 или его предшественник, а также необязательная добавка 3. Катализатор 4 удерживается в суспензии в реакторе и движется снизу вверх реактора вместе с сырьем и выводится с потоком продуктов. Поток 5, выходящий из гидроконверсии, направляется в секцию разделения B при высоком давлении и высокой температуре, которая дает возможность разделить конвертированную фракцию 6 в газообразном состоянии, называемую легкой фракцией, и неконвертированную остаточную фракцию жидкость/твердое 8. Легкую фракцию 6 можно направить в секцию C гидроочистки и/или гидрокрекинга. В начало гидроочистки и/или гидрокрекинга можно подводить внешнюю фракцию 7, полученную обычно из другого процесса, имеющегося на нефтеперерабатывающем заводе или необязательно вне нефтеперерабатывающего завода. Неконвертированную остаточную фракцию 8, содержащую катализатор и фракцию твердых частиц, используемую в качестве необязательной добавки и/или образованную в ходе реакции, направляют на стадию фракционирования D. Стадия фракционирования D предпочтительно является вакуумной перегонкой, дающей возможность сконцентрировать в нижней части колонны остаток вакуумной перегонки 10, обогащенный металлами, и извлечь в головной части колонны один или несколько потоков 9. На схеме валоризации тяжелой фракции путем традиционно применяемого способа гидроконверсии на суспендированном катализаторе остаток вакуумной перегонки 10, обогащенный металлами, повторно используется в качестве топлива с очень высокой вязкостью или в качестве твердого топлива после грануляции, например, для получения тепла и электроэнергии на месте или вне установки, или в качестве топлива на цементных заводах. Априори металлы не извлекаются. Полученный таким образом выходящий поток или потоки 9 обычно направляют по линии 24 (малую часть) в установку A гидроконверсии на суспендированном катализаторе, где поток может быть сразу рециркулирован в реакционную зону или может быть использован для получения предшественников катализатора перед вводом в сырье 1, и другую часть направляют по линии 25 в установку C гидроочистки и/или гидрокрекинга в смеси с потоками 6 и/или 7, в равных или разных пропорциях в зависимости от качества полученных продуктов.
На фиг.2 стадии (и позиции для ссылок) гидроконверсии, разделения HPHT, гидроочистки и/или гидрокрекинга и вакуумной перегонки такие же, как на фиг.1. Остаток вакуумной перегонки 10, отбираемый в нижней части установки вакуумной перегонки D, направляют на стадию E экстракции типа жидкость/жидкость, для концентрирования потока 10. Эту стадию экстракции E проводят с помощью растворителя 11 насыщенной природы. Рафинат 12, выходящий из установки экстракции, после выпаривания растворителя предпочтительно смешивается по линии 33 с углеводородным сырьем 1 перед секцией A гидроконверсии на суспендированном катализаторе, или смешивается по линии 32 с потоком 6 и/или 7 перед секцией C гидроочистки и/или гидрокрекинга. Твердый экстракт 13 с высоким содержанием металлов направляют на стадию дробления F. Эта стадия дробления F дает возможность получить измельченные твердые вещества, которые затем направляют на единственную стадию экстракции промывки G, чтобы еще раз сконцентрировать металлы. Эту стадию промывки G проводят в несколько стадий, описанных ниже (фиг.3). Первая стадия состоит в получении смеси измельченной твердой фазы 14 с водой, в которую добавлен ПАВ 15 и растворитель 16 насыщенной природы. Эту смесь нагревают и перемешивают. Затем смесь поступает на стадию декантации, чтобы отобрать твердый экстракт 18 в нижней части декантатора и промывочный раствор 17, содержащий растворитель 16, в верхней части декантатора. Промывочный раствор 17 направляют в секцию разделения, например, типа мгновенной однократной перегонки, чтобы вернуть растворитель 16 в начало цикла перед секцией промывки G и/или в установку E экстракции жидкость-жидкость. Не улетучившуюся фракцию промывочного раствора 17 можно затем смешать по линии 35 с углеводородным сырьем 1 перед секцией гидрокрекинга A на суспендированном катализаторе и даже смешать в малых количествах с потоком 6 и/или 7 перед секцией гидрокрекинга C по линии 34. Твердый экстракт 18, сильно обогащенный металлами, направляют на стадию H снижения доли органической фазы путем сжигания при умеренной температуре, для очень сильного концентрирования металлов без заметных потерь на испарение и/или сублимацию в дымовые газы. Газовый поток 19, выходящий от сжигания, требует стадий очистки (не показаны), чтобы уменьшить выбросы серо- и азотсодержащих соединений в атмосферу. Продукт 20, полученный при сжигании H, представляет собой неорганическую фазу, содержащую все или по существу все металлы, содержавшиеся в экстракте 18, в виде шлаков. Описанный выше продукт 20 подают на стадию I экстракции металлов, на которой металлы отделяют друг от друга в одну или несколько стадий. Поток 21, выходящий из экстракции I, состоит из металла типа молибдена в виде соли или оксида. Этот поток 21 направляют затем на стадию J приготовления органического или водного раствора 23 на основе молибдена, идентичного катализатору 4 или его предшественнику, который рециркулируют частично или полностью по линии 40 на стадию A гидроконверсии на суспендированном катализаторе. Поток 22, выходящий из экстракции I, состоит из металла типа никеля в виде соли или оксида. Этот поток 22 направляют затем на стадию K приготовления органического или водного раствора 24 на основе никеля, идентичного катализатору 4 или его предшественнику, который рециркулируют частично или полностью по линии 41 на стадию A гидроконверсии на суспендированном катализаторе. Поток 25, выходящий из экстракции I, состоит из металла типа ванадия в виде соли или оксида. Этот поток 25 можно повторно использовать, например, в виде пентаоксида ванадия или в комбинации с железом, для получения феррованадия.
На фиг.3 описаны разные стадии промывки. Измельченную твердую фазу 14 смешивают с водой, в которую добавлен ПАВ 15. Растворитель 16 насыщенной природы добавляют к заранее подготовленному раствору, с получением эмульсии на стадии G1. Полученную таким образом смесь 101, состоящую из измельченного сырья 14, содержащего добавки воды 15 и парафинового растворителя 16, доводят до температуры, составляющей от 20°C до 120°C, предпочтительно, от 60°C до 70°C, и перемешивают в течение периода, составляющего от 15 мин до 3 часов, на стадии созревания G2. Затем смесь 102 направляют, поддерживая температуру, на стадию декантации G3, для отделения твердого экстракта 18 в нижней части декантатора и промывочного раствора 17, представляющего собой легкую углеводородную фазу, содержащую растворитель 16, в верхней части декантатора. Промывочный раствор 17 направляют в секцию разделения, например, типа мгновенной равновесной перегонки (не показана), чтобы вернуть растворитель 16 в начало цикла перед секцией промывки G и/или в установку E экстракции жидкость/жидкость. Неулетучившуюся фракцию промывочного раствора 17 можно затем смешать с углеводородным сырьем 1 перед секцией гидрокрекинга A на суспендированном катализаторе, даже смешать в малых количествах с потоком 6 и/или 7 перед секцией C гидроочистки и/или гидрокрекинга. Экстракт 18 направляют на стадию сжигания.
Предпочтительно, гидроконверсию с суспендированным катализатором, использующую катализатор на основе молибдена и никеля, проводят под давлением водорода на тонкодисперсном катализаторе типа никеля и молибдена в концентрации 160 ч./млн. и 600 ч./млн соответственно. Считая, что промышленная установка имеет производительность 50000 баррелей в сутки и степень эксплуатации 90% в год, получают, что количество никеля и молибдена, потребляемого в год, составляет 0,4 и 1,6 кт/год соответственно. Приняв стоимость никеля 25 тыс. долларов за тонну и молибдена 60 тыс. долларов за тонну, что представляет средние стоимости, наблюдаемые на рынке в последние 5 лет, получают, что эксплуатационные расходы равны 100 миллионам долларов в год.
Способ настоящего изобретения дает возможность повторно использовать большую часть металлов: никеля и молибдена, присутствующих в непрореагировавшей фракции потока, выходящего из гидроконверсии на суспендированном катализаторе. Степень извлечения металлов, повторно используемых в качестве катализатора для процесса гидроконверсии на суспендированном катализаторе, составляет по меньшей мере 50% масс., предпочтительно по меньшей мере 65% масс., и более предпочтительно 70% масс. Таким образом, рецикл металлов дает возможность снизить эксплуатационные расходы со 100 миллионов долларов в год до 30 миллионов долларов в год. Таким образом, полученная экономия составляет 70 миллионов долларов и дает возможность сначала оплатить дополнительные инвестиции, необходимые для извлечения этих металлов. С другой стороны, ванадий, присутствующий в тяжелой фракции в количестве 400 ч./млн, можно повторно использовать в виде феррованадия. Принимая степень извлечения по меньшей мере 50% масс., предпочтительно по меньшей мере 65% масс., и более предпочтительно 70% масс., продажу ванадия можно оценить, взяв за среднюю стоимость, наблюдаемую на рынке металлов за последние пять лет, 40 тысяч долларов за тонну, в 12 миллионов долларов в год. Эта продажа позволит также в первое время оплатить дополнительные инвестиции, необходимые для извлечения данных металлов.
Извлечение данных металлов из остаточной непрореагировавшей фракции дает возможность снизить общее количество отработанного никеля и молибдена и, следовательно, снизить воздействие на окружающую среду процесса гидроконверсии на суспендированном катализаторе. Приняв степень извлечения металлов, имеющихся на входе реакционной зоны, за 70% масс., получают, что количество вспомогательного катализатора снижается до 0,1 т/г для никеля и 0,5 т/г для молибдена, по сравнению с 0,4 т/г и 1,6 т/г без рецикла.
Изобретение относится к способу гидроконверсии тяжелых нефтяных фракций, включающему стадию гидроконверсии сырья по меньшей мере в одном реакторе, содержащем суспендированный катализатор. Способ включает стадию гидроконверсии, стадию разделения газ/жидкость, стадию экстракции жидкость/жидкость, стадию дробления, стадию промывки, стадию сжигания, стадию экстракции металлов и стадию приготовления каталитических растворов, которые рециркулируют на стадию гидроконверсии. Технический результат - рекуперация и возвращение в цикл металлов, выделившихся из катализаторов и тяжелых фракций в ходе процесса гидроконверсии. 14 з.п. ф-лы, 3 ил.
1. Способ гидроконверсии тяжелых нефтяных фракций, содержащих металлы, включающий:
a. стадию гидроконверсии сырья по меньшей мере в одном реакторе, содержащем суспендированный катализатор, содержащий по меньшей мере один металл и необязательно твердую добавку,
b. стадию разделения потоков, выходящих из гидроконверсии без уменьшения давления, с получением фракции, называемой легкой, содержащей соединения, кипящие при температуре не более 500°C, и остаточной фракции,
b'. необязательно стадию фракционирования, включающую отделение в вакууме указанной остаточной фракции, полученной на стадии b), с получением остатка вакуумной перегонки с высоким содержанием металлов,
c. стадию экстракции жидкость/жидкость растворителем насыщенной природы указанной остаточной фракции, полученной на стадии b), и/или указанного остатка вакуумной перегонки, полученного на стадии b'), с получением твердого экстракта с высоким содержанием металлов и рафината,
d. стадию дробления твердого экстракта с высоким содержанием металлов, полученного на стадии экстракции жидкость/жидкость,
e. стадию промывки измельченного экстракта в присутствии воды, растворителя насыщенной природы и ПАВ, с получением твердого экстракта и промывочного раствора,
f. стадию сжигания в присутствии кислорода указанного твердого экстракта, полученного на стадии промывки, с получением шлаков с высоким содержанием металлов,
g. стадию экстракции металлов из шлаков, полученных на стадии сжигания,
h. стадию приготовления раствора или растворов металла или металлов, содержащих по меньшей мере металл катализатора, которые рециркулируют в качестве катализатора на стадию гидроконверсии.
2. Способ по п.1, в котором указанную фракцию, называемую легкой, полученную на стадии b) разделения без уменьшения давления, подвергают по меньшей мере одной стадии гидроочистки и/или гидрокрекинга.
3. Способ по любому из предшествующих пунктов, в котором указанную остаточную фракцию, полученную на стадии разделения без уменьшения давления, подвергают вакуумной перегонке, с получением по меньшей мере одной фракции вакуумного дистиллята и одной фракции остатка вакуумной перегонки, причем по меньшей мере часть, предпочтительно вся указанная фракция остатка вакуумной перегонки, поступает на стадию экстракции жидкость/жидкость, и по меньшей мере часть, предпочтительно вся указанная фракция вакуумного дистиллята, поступает по меньшей мере на одну стадию гидроочистки и/или гидрокрекинга.
4. Способ по п.1, в котором стадию экстракции жидкость/жидкость осуществляют при температуре, составляющей от 50 до 300°C, предпочтительно от 120 до 250°C.
5. Способ по п.1, в котором стадию экстракции жидкость/жидкость осуществляют при отношении растворитель/сырье от 1/1 до 10/1, предпочтительно от 2/1 до 7/1.
6. Способ по п.1, в котором размер частиц указанного твердого экстракта с высоким содержанием металлов, выходящего со стадии экстракции жидкость/жидкость, полученного дроблением, составляет менее 6 мм, предпочтительно менее 4 мм.
7. Способ по п.1, в котором стадия промывки включает
a. стадию приготовления эмульсии, содержащей измельченный экстракт, полученный на стадии дробления, указанную воду, указанный ПАВ и указанный растворитель насыщенной природы, причем отношение вода/сырье составляет от 0,5/1 до 5/1, предпочтительно от 1/1 до 2/1, отношение растворитель/сырье составляет от 2/1 до 6/1, предпочтительно от 3/1 до 4/1, и концентрация ПАВ составляет от 0,05% масс. до 2% масс., предпочтительно от 0,1% масс. до 1% масс., в расчете на воду,
b. стадию созревания указанной эмульсии при температуре от 20 до 120°C, предпочтительно, от 60 до 70°C, необязательно в течение периода времени, составляющего от 5 минут до 3 часов,
c. стадию декантации при сохранении температуры, необязательно в течение периода от 15 минут до 30 часов, с получением твердого экстракта и промывочного раствора.
8. Способ по п.1, в котором растворитель насыщенной природы, использованный на стадии экстракции жидкость/жидкость и на стадии промывки, является идентичным и предпочтительно выбран из группы, состоящей из гексана, гептана, легкой нафты насыщенной природы, по отдельности или в смеси в равных или разных пропорциях.
9. Способ по п.1, в котором стадию сжигания осуществляют при давлении от -0,1 до 1 МПа, предпочтительно от -0,1 до 0,5 МПа, и при температуре от 200 до 700°C, предпочтительно от 400 до 550°C в присутствии воздуха.
10. Способ по п.1, в котором стадия экстракции металлов g) включает промывку по меньшей мере одним кислым и/или основным раствором.
11. Способ по п.1, в котором тяжелая нефтяная фракция представляет собой углеводородную фракцию, содержащую по меньшей мере 50% масс. продукта, кипящего при температуре более 250°C, и по меньшей мере 25% масс., кипящего при температуре более 350°C, и содержит по меньшей мере 50 ч./млн металлов, по меньшей мере 0,5% масс. серы и по меньшей мере 1% масс. асфальтенов (гептановых асфальтенов).
12. Способ по п.1, в котором тяжелая нефтяная фракция выбрана из нефтяных остатков, сырой нефти, нефти с отобранными наиболее легкими фракциями, деасфальтированных масел, асфальтов после деасфальтизации, производных процессов конверсии нефти, битуминозных песков или их производных, битуминозных хвостов или их производных или из смесей таких видов сырья.
13. Способ по п.1, в котором стадию гидроконверсии осуществляют при давлении от 2 до 35 МПа, предпочтительно от 10 до 25 МПа, парциальном давлении водорода от 2 до 35 МПа, предпочтительно от 10 до 25 МПа, температуре в интервале от 300°C до 500°C, предпочтительно от 420°C до 480°C, и времени контакта от 0,1 ч до 10 ч, предпочтительно от 0,5 ч до 5 ч.
14. Способ по п.1, в котором суспендированный катализатор представляет собой сульфированный катализатор, содержащий по меньшей мере один элемент, выбранный из группы, состоящей из Mo, Fe, Ni, W, Co, V, Ru.
15. Способ по п.1, в котором добавку выбирают из группы, состоящей из минеральных оксидов, отработанных нанесенных катализаторов, содержащих по меньшей мере один элемент группы VIII и/или по меньшей мере один элемент группы VIB, твердых карбоидов с низким содержанием водорода или из смесей таких добавок, причем указанная добавка имеет размер частиц менее 1 мм.
| US 6511937 B1, 28.01.2003US 4710486 A, 01.12.1987US 20060272982 A1, 07.12.2006WO 2009070778 A2, 04.06.2009RU 2412022 C1, 27.11.2004 RU 2270230 C2, 20.02.2006 |

