Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении объемной штамповкой поковок с утолщенным фланцем.
В большинстве случаев современная технология при изготовлении деталей заявляемого типа ограничивается изготовлением отдельно донной и фланцевой частей, с последующей их сваркой, что само по себе подразумевает наличие сварного соединения, которое может оказаться дефектным, что, в конечном итоге, негативно сказывается на эксплуатационных характеристиках изделия. Такую технологию в серийном производстве используют многие производители трубопроводной арматуры.
Из уровня техники известен способ изготовления полых фланцевых поковок с глухой полостью, включающий фигурную осадку исходной заготовки, формирование закрытой прошивкой полуфабриката высотой меньше высоты окончательно отштампованной поковки, имеющего фланцевое утолщение и ступицу с окончательно оформленной донной частью путем перемещения металла из центральной части бочки во фланцевое утолщение, окончательную штамповку прямым выдавливанием ступицы с одновременным формообразованием фланца (см. Кузнечно-штамповочное производство, 1981 г., №9, стр.18, 19. Статья И.М. Позняковский, Ю.М. Чабин, М.Г. Кайнер “Горячее выдавливание полых тяжелых поковок”).
К недостаткам данного способа следует отнести образование торцового заусенца при закрытой прошивке (это ведет к снижению стойкости инструмента и перерасходу металла), низкую точность поковок по высоте. Кроме того, в связи с тем что выдавливание ступицы осуществляется в закрытом штампе, во избежание образования дефекта типа застойной зоны на периферии фланца, переход от фланца к ступице выполняют конусным. В результате поковка имеет дополнительный напуск, что влечет за собой повышенный расход металла.
По комплексу использованных операций, одним из наиболее близких способов является «Способ изготовления полых фланцевых поковок», включающий осадку исходной заготовки, формирование полого полуфабриката, имеющего фланцевое утолщение, и окончательную штамповку прямым выдавливанием с одновременным формообразованием фланца, при этом осадку исходной заготовки осуществляют до диаметра, равного диаметру фланцевого утолщения полуфабриката, а формирование полуфабриката проводят в открытом штампе до получения высоты не менее высоты окончательно отштампованной поковки, при этом увеличивают высоту полуфабриката путем перемещения металла выдавливанием из центральной части бочки в ступицу, длину которой определяют по определенной формуле (а.с. СССР №1552460). Геометрические размеры полуфабриката определяют по рекомендованным зависимостям.
Вышеназванный способ имеет ограниченные технологические возможности. Таким способом можно получать поковки относительно простой конфигурации. Он не позволяет изготовить поковки со сложной конфигурацией фланцевой и ступичной частей, а также поковки с развитым фланцем, когда отношение диаметра фланцевого утолщения окончательно отштампованной поковки к диаметру ступицы окончательно отштампованной поковки больше 2,5. Кроме того, этим способом невозможно получить поковки с низкой ступицей. К недостаткам этого способа следует также отнести необходимость прикладывания значительных сил при закрытой прошивке в первом штампе, так как эта схема в конце рабочего хода пресса приближается к схеме обратного выдавливания.
Наиболее близким по технической сущности к заявляемому изобретению является «Способ изготовления полых фланцевых поковок» по патенту РФ №2169632. Способ реализуется с использованием трехпозиционного штампа, при этом каждая позиция штампа может рассматриваться как отдельный штамп. На первой позиции осуществляется горячая осадка исходной заготовки с получением шарообразного полуфабриката, на второй позиции производят осадку по всей поверхности фланцевого утолщения полуфабриката с получением прошивкой внутренней полости (ступичной части поковки), при этом осуществляется свободное перемещение металла в радиальном направлении. На третьей позиции окончательно штампуют поковку с облоем в верхней фланцевой части.
К недостаткам известного способа можно отнести использование закрытой облойной штамповки с последующим удалением облоя в отход, объем которого может составлять до 10% от массы исходной заготовки, что является необоснованной тратой металла.
Задача, на решение которой направлено заявляемое техническое решение, заключается в создании способа штамповки поковок типа крышек или днища с увеличенной толщиной фланца. Поковки представляют собой монолитную деталь, без сварного шва, соединяющего донную и фланцевую части, и изготавливаются на одном прессе с использованием трех штампов.
Технический результат, достигаемый при использовании заявляемого изобретения, заключается в обеспечении возможности свободного перемещения металла в радиальном направлении при формировании утолщенного фланца, за счет чего достигается значительное снижение силы высадки фланца. При этом ликвидируется возможность истечения металла в зазор между пуансоном и матрицей, а также обеспечивается препятствие сил поверхностного трения истечению металла в цилиндрическую часть.
Поставленная задача решается тем, что в способе изготовления поковок типа днищ или крышек, включающем формирование донной и фланцевой частей поковки, при котором формирование донной части ведут осадкой исходной нагретой заготовки и ее открытой прошивкой пуансоном с образованием фланцевого утолщения, а фланцевую часть формируют после переустановки полуфабриката в другой штамп посредством радиального перемещения металла, согласно техническому решению, при формировании донной части осадку и прошивку исходной заготовки производят одновременно в первом штампе одним ходом одного пуансона, при этом обеспечивают формирование центрального выступа, после чего полученный полуфабрикат переставляют в другой штамп и ведут обратное выдавливание цилиндрической части полуфабриката с одновременным прямым выдавливанием центрального выступа, а формирование фланцевой части ведут после переустановки полуфабриката в третий штамп высадкой со свободным истечением металла в радиальном направлении относительно оси штампа. Перед операциями обратного и прямого выдавливания полуфабрикат подогревают до температуры 1200°C. Центральный выступ, образующийся при формировании донной части, способствует предотвращению проявления дефекта утяжины при выполнении операций заявляемого способа.
Изобретение поясняется следующими чертежами, поясняющими технологические переходы штамповки в соответствии с заявляемым способом.
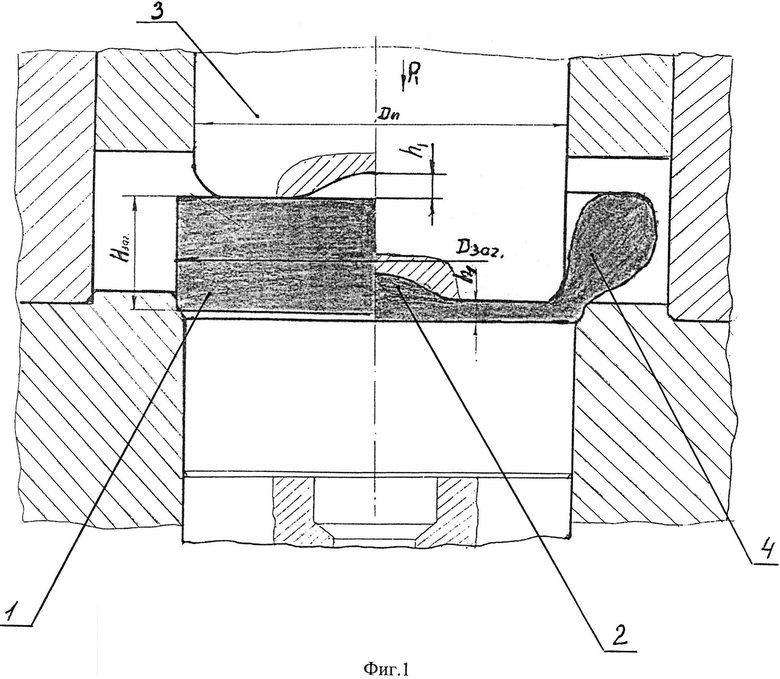
На фиг.1 представлена исходная заготовка, размещенная в первом штампе до и после прошивки.
На фиг.2 представлен полуфабрикат, размещенный во втором штампе до и после операций комбинированного выдавливания.
На фиг.3 представлен полуфабрикат и окончательно отштампованная деталь, соответственно, до и после операции высадки фланца.
Позициями на чертежах обозначены:
1 - исходная заготовка,
2 - выступ,
3 - прошивающий пуансон первого штампа,
4 - фланцевое утолщение,
5 - цилиндрическая часть поковки,
6 - пуансон второго штампа,
7 - транспортировочный элемент.
Заявляемый способ реализуется на гидравлическом прессе двойного действия, снабженного трехпозиционным столом.
За счет использования пресса двойного действия обеспечивается возможность удержания в третьем штампе пуансона, прикрепленного к внутреннему ползуну пресса, в нижнем положении с зазором h3 между выталкивателем и торцом пуансона.
Исходную заготовку 1 толщиной Нзаг нагревают до температуры примерно 1200°C, устанавливают в первый штамп и осаживают посредством открытой прошивки с формообразованием донной части полуфабриката заданной толщины h1. При этом за счет конструктивного решения прошивающего пуансона 3, в центральной части полуфабриката в результате прошивки образуется выступ 2 высотой, равной также h1. Металл, аккумулированный в выступе, будет использован в дальнейшем для образования внешнего транспортировочного элемента 7. Также, в результате прошивки образуется «стакан» с утолщенной стенкой 4, объем металла которой примерно равен объему металла фланцевой части. Диаметр прошивающего пуансона заведомо меньше диаметра исходной заготовки, что обеспечивает возможность формирования такого «стакана» на данном этапе.
По окончании этапа полуфабрикат посредством манипуляторов удаляют из первого штампа и, после подогрева всего полуфабриката до температуры примерно в 1200°C, устанавливают его во второй штамп, где ведут операции комбинированного выдавливания, включающего обратное выдавливание цилиндрической части 5 поковки крышки и прямое выдавливание центрального выступа. При движении пуансона 6 вниз выступ, образованный объемом металла, сконцентрированным в центральной части полуфабриката, и донная часть высотой h1 выдавливаются наружу относительно «стакана» полуфабриката. С развитием прессом минимальной силы сначала происходит незначительная вытяжка цилиндрической стенки полуфабриката в процессе перемещения донной части полуфабриката до соприкосновения ее с дном матрицы, при этом в зоне А наблюдается небольшая сдвиговая деформация без нарушения сплошности металла поковки. Затем выполняют операцию обратного выдавливания с максимальной силой на пуансоне с истечением в цилиндрическую часть формуемой детали. Одновременно осуществляется прямое выдавливание элемента 7. Движение пуансона вниз заканчивается при достижении высоты h2 в донной части поковки.
По окончании этого этапа полуфабрикат переставляют в третий штамп 8, где производят высадку фланца 9 заданной толщины hфл со свободным течением металла в радиальном направлении с получением диаметра Дфл. Высадку осуществляют без повторного нагрева полуфабриката, так как зона формирования фланца после установки полуфабриката в третий штамп имеет температуру около 1000-1090°C, а донная часть имеет температуру около 850-900°C, что является достаточным для сохранения без излишней деформации формы донной и формирования фланцевой частей. Пример конкретного выполнения.
Заявляемый способ может быть реализован для изготовления поковок типа крышки задвижки на Ду 300 мм с наружным диаметром фланца 485 мм, внутренним диаметром 303 мм и его толщиной 34 мм. При этом толщина донной и цилиндрической части поковки составляет 13,5 мм. В соответствии с заявляемым изобретением исходную цилиндрическую заготовку крышки задвижки, имеющую высоту около 90 мм, нагревают до температуры 1150-1200°C и помещают в первый штамп гидравлического пресса двойного действия мощностью 140 МН. Осуществляют операцию осадки с открытой прошивкой, которую ведут до достижения высоты формуемой донной части h1=17,5 мм с раздачей металла в зону будущего фланца. Усилие, развиваемое прессом на данном этапе, составляет 2000-2500 тонны. За счет особой формы контактной поверхности пуансона, при прошивке в первом штампе также получают центральный выступ толщиной h1=17,5 мм. Необходимость образования такого выступа обусловлена возможным образованием утяжины при прямом выдавливании транспортировочного элемента высотой до 10-12 мм. Образованный в процессе прошивки выступ позволяет компенсировать (ликвидировать) описанный дефект. Полученный в первом штампе полуфабрикат, по окончании описанных выше операций, подогревают до 1200°C и устанавливают посредством манипуляторов во второй штамп, где ведут операцию обратного выдавливания металла полуфабриката в зазор между пунсоном и цилиндрической стенкой матрицы, имеющей небольшую высоту 5-7 мм (зона А). Одновременно обеспечивается прямое выдавливание металла в полость, предназначенную для формирования транспортировочного элемента.
При этом усилие, развиваемое прессом в процессе штамповки во втором штампе на первом этапе, когда пуансон перемещает донную часть полуфабриката до соприкосновения с дном матрицы и осуществляет вытяжку с незначительной сдвиговой деформацией в зоне А, составляет примерно 3000 тонн и составляет около 1/3 усилия, возникающего при обратном выдавливании с формообразованием цилиндрической и донной частей поковки толщиной 13,5 мм.
Окончательной операцией является операция формирования фланцевой части, осуществляемая после переустановки полуфабриката в третий штамп. Формообразование фланца ведут свободной высадкой и радиальным перемещением металла с достижением толщины фланца в 34 мм. Наружный диаметр фланца при этом составит 485 мм. Масса поковки составляет около 60 кг. Усилие, развиваемое прессом при осуществлении высадки, составляет около 3000 тонн.
Заявляемый способ позволяет избежать необходимости выполнения сварного шва, соединяющего донную и фланцевую части изделия, и обеспечивает формирование монолитной детали с утолщенным, относительно толщины донной части детали, фланцем на одном прессе, снабженном трехпозиционным столом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2273542C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении объемной штамповкой поковок типа днищ или крышек с утолщенным фланцем. Исходную нагретую заготовку помещают в первый штамп, в котором одним ходом пуансона производят ее осадку и прошивку. При этом обеспечивают формирование центрального выступа. Затем полученный полуфабрикат переставляют в другой штамп. В этом штампе одновременно производят обратное выдавливание полуфабриката с получением цилиндрической части и прямое выдавливание центрального выступа. Полуфабрикат устанавливают в третий штамп, в котором осуществляют высадку со свободным истечением металла в радиальном направлении относительно оси штампа. В результате обеспечивается снижение усилий деформирования при изготовлении поковки, исключается возможность затекания металла в зазор между матрицей и пуансоном. 1 з.п. ф-лы, 3 ил., 1 пр.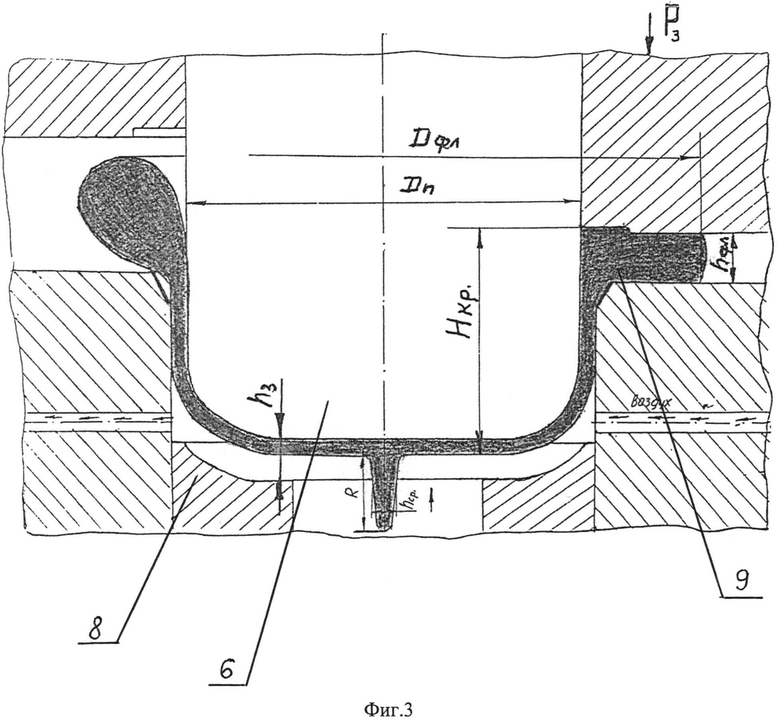
1. Способ изготовления поковок типа днищ или крышек, включающий формирование донной и фланцевой частей поковки, при этом формирование донной части ведут осадкой исходной нагретой заготовки и ее открытой прошивкой с образованием полуфабриката с фланцевым утолщением, а фланцевую часть формируют путем перемещения металла полуфабриката, отличающийся тем, что при формировании донной части осадку и прошивку исходной нагретой заготовки производят одновременно в первом штампе одним ходом одного пуансона, при этом обеспечивают формирование центрального выступа, после чего полученный полуфабрикат переставляют в другой штамп, в котором одновременно осуществляют обратное выдавливание с получением цилиндрической части и прямое выдавливание центрального выступа, а формирование фланцевой части ведут после переустановки полуфабриката в третий штамп путем перемещения металла полуфабриката высадкой со свободным его истечением в радиальном направлении относительно оси третьего штампа.
2. Способ по п.1, отличающийся тем, что перед операциями обратного и прямого выдавливания полуфабрикат нагревают до температуры 1200°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |

