Изобретение относится к обработке металлов давлением и может быть использовано при горячей объемной штамповке поковок.
Известен способ изготовления поковок выдавливанием, включающий фасонную осадку в конических матрицах, выдавливание конического стержня с одновременным формированием технологического выступа на фланцевой части поковки в виде усеченного конуса, окончательную штамповку в открытом штампе с одновременным выдавливанием стержня и формированием фланца поковки (Соколов H.Л. Горячая штамповка выдавливанием. - М.: Машиностроение, 1967, 192 с., стр.83, 84, рис.28).
Недостатком способа является его низкая универсальность. Только поковки тел вращения с простой по конфигурации фланцевой частью могут быть получены без заштамповки торцевого заусенца полуфабриката в тело поковки.
Кроме того, элементы фланцевой части поковки формируются только в окончательном открытом ручье, что приводит к дополнительному расходу металла, вытесняемого в облой.
Неопределенность соотношения размеров в плане между окончательно отштампованной поковкой и полуфабрикатом затрудняет использование способа для получения поковок, отличных от рассмотренной в известном способе.
Известен способ изготовления поковок выдавливанием, включающий осадку исходной заготовки, выдавливание стержня с предварительным формированием утолщения с размерами в плане, превышающими размеры в плане окончательно отштампованной поковки, окончательную штамповку в открытом штампе (Семендий В. М. , Акаро И. Л., Волосов Н.Н. Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа. - М.: Машиностроение, 1989, 304 с., ил., стр.173-174, рис.83).
Недостатком способа является большой расход металла.
Поставлена задача разработать экономичный способ получения поковок выдавливанием.
Технический результат в способе изготовления поковок выдавливанием, включающем осадку исходной заготовки, формирование полуфабриката путем выдавливания стержня с предварительным формированием фланца, окончательную открытую штамповку, достигается тем, что полуфабрикат формируют с размерами фланцевой части в плане в пределах 0,9-1,0 от соответствующих размеров в плане окончательно отштампованной поковки, а окончательную штамповку проводят с вытеснением металла в облой под углом 5-85o к вертикальной оси поковки.
Осадку исходной заготовки осуществляют на вставках с фасонной контактной поверхностью.
Осадку исходной заготовки осуществляют в подвижном в радиальном направлении кольце.
Формирование полуфабриката проводят за один переход в закрытом штампе.
Формирование полуфабриката проводят в два перехода, причем на первом переходе формируют конечный элемент стержня с размерами конечного элемента стержня окончательно отштампованной поковки.
Формирование полуфабриката проводят за три перехода.
Выдавливают полый стержень.
Выдавливают сплошной стержень.
Формирование полуфабриката с размерами в плане в пределах 1,0-0,9 от соответствующих размеров в плане окончательно отштампованной поковки позволяет иметь полуфабрикат в плане, приближенный к размерам окончательно отштампованной поковки. Это обеспечивает надежное базирование полуфабриката в штампе для окончательной штамповки и уменьшает расход металла. Кроме того, такой подход дает возможность использовать на стадии формирования полуфабриката закрытые штампы. При штамповке в закрытом штампе существует опасность образования торцевого заусенца. Однако при указанных размерах торцевой заусенец, расположенный по периметру фланцевого утолщения, при окончательной штамповке вытесняется в облой, тем самым исключается заштамповка торцевого заусенца в тело поковки.
Формирование полуфабриката с размерами в плане, превышающими размеры в плане окончательно отштампованной поковки (как в прототипе), приводит к лишнему расходу металла и перегрузке оборудования, поэтому верхний диапазон, равный 1,0, является наибольшим с точки зрения экономии металла, стойкости штампов и экономии энергозатрат.
При формировании полуфабриката с размерами в плане меньше 0,9 от соответствующих размеров в плане окончательно отштампованной поковки приводит к неопределенности течения верхней кромки полуфабриката, на которой расположен торцевой заусенец, и возникает опасность заштамповки заусенца в тело поковки.
Вытеснение металла в облой под углом больше 85o приводит к заштамповке заусенца в тело поковки.
Вытеснение металла в облой под углом меньше 5o приводит к расклиниванию штампа и перегрузке оборудования. Кроме того, затруднена последующая обрезка облоя.
Наиболее оптимальной величиной угла вытеснения металла в облой являются пределы 25-65o.
При необходимости выполнения базирования по элементу поковки осадку исходной заготовки осуществляют на вставках с фасонной контактной поверхностью.
При изготовлении круглых в плане поковок с целью дополнительной экономии металла осадку проводят в подвижном в радиальном направлении кольце.
В зависимости от сложности конфигурации поковки, фланцевой части и стержня, например прямого или ступенчатого, формирование полуфабриката проводят в один или несколько переходов. При формировании полуфабриката в несколько переходов сначала формируют конечный элемент стержня с размерами конечного элемента стержня окончательно отштампованной поковки, на следующем переходе формируют следующий от конечной части участок стержня, затем стержень формируют окончательно. Такой подход последовательного формирования элементов поковки позволяет снизить расход металла в облой при окончательной штамповке, уменьшить усилие штамповки и увеличить стойкость штампов.
В зависимости от чертежа поковки выдавливаемый стержень может быть сплошным или полым.
Независимо от комбинации переходов и используемых штампов перед окончательной штамповкой используется закрытый штамп.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый способ изготовления поковок выдавливанием отличается от прототипа.
В прототипе формируют полуфабрикат с размерами фланцевой части в плане больше размеров в плане окончательно отштампованной поковки. Таким образом, за счет перерасхода металла выводят торцевой заусенец за пределы поковки.
В предлагаемом способе формируют полуфабрикат с размерами фланцевой части в плане в пределах 1,0-0,9 от соответствующих размеров в плане окончательно отштампованной поковки.
В прототипе окончательную штамповку проводят с вытеснением металла в облой в горизонтальном направлении.
В предлагаемом способе штамповку проводят с вытеснением металла в облой под углом 5-85o к вертикальной оси поковки. Это позволяет направить торцевой заусенец в облой.
Эти отличительные признаки обеспечивают возможность стабильного получения поковок выдавливанием с минимальными материальными затратами. Таким образом, данное техническое решение соответствует критерию "новизна".
Анализ авторских свидетельств, патентов и научно-технической информации не выявил использования новых существенных признаков предлагаемого изобретения по их функциональному назначению. Таким образом, предлагаемое техническое решение соответствует критерию "изобретательский уровень".
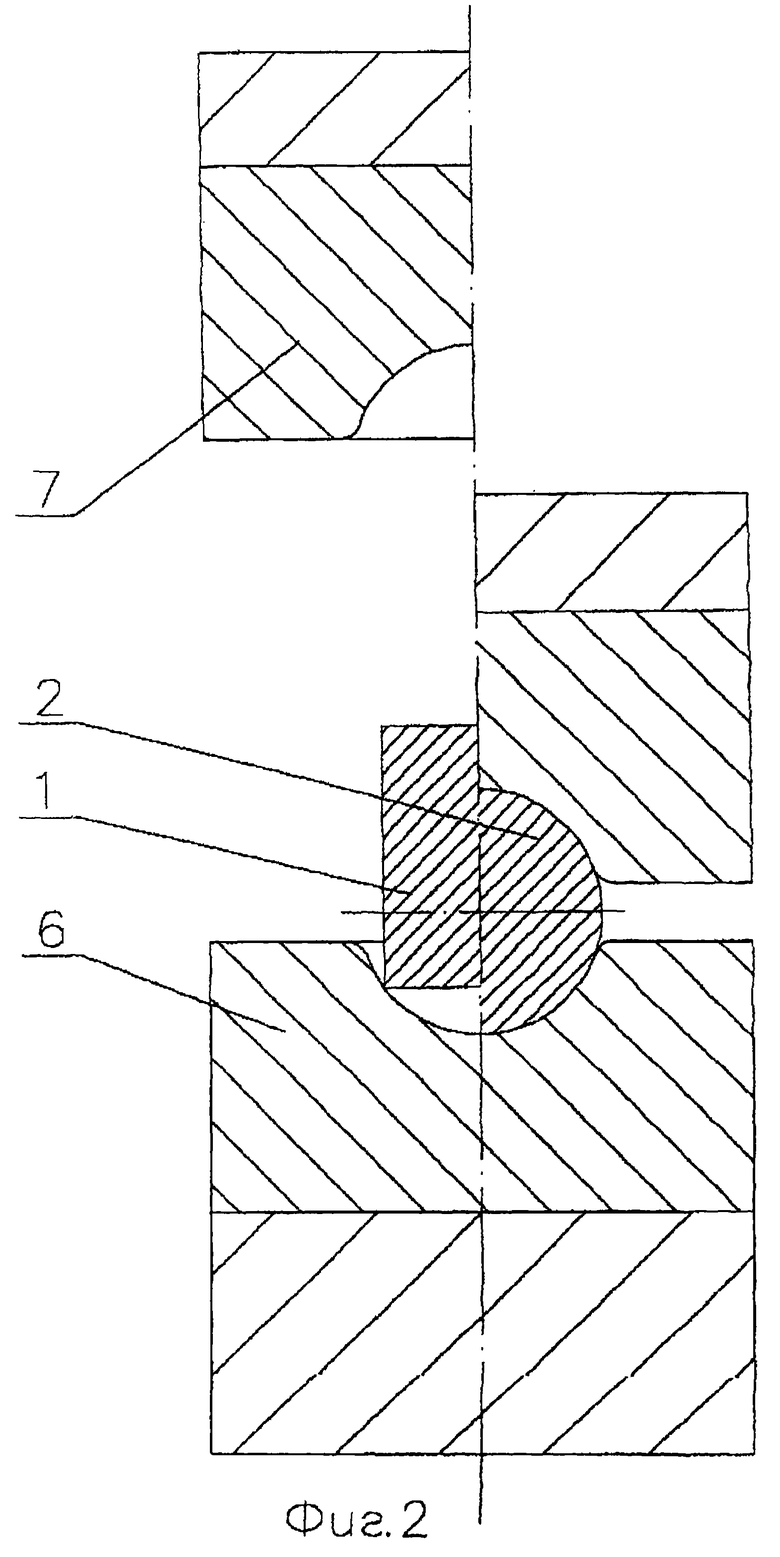
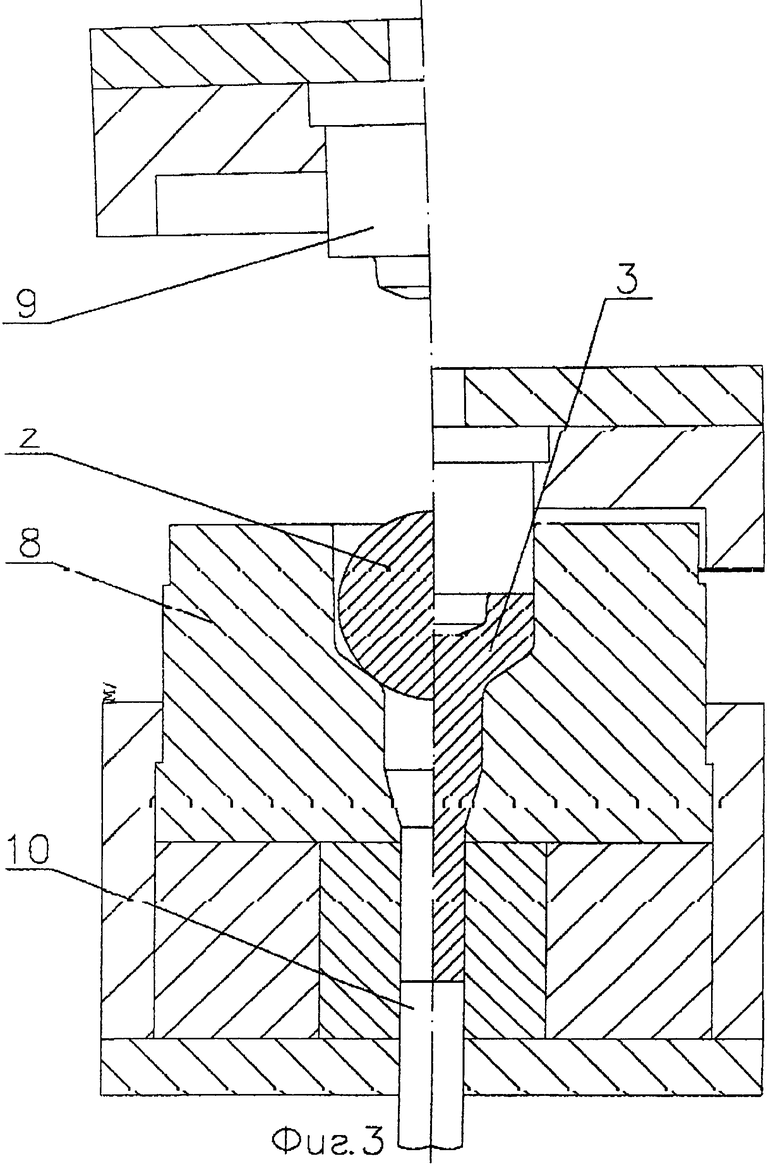
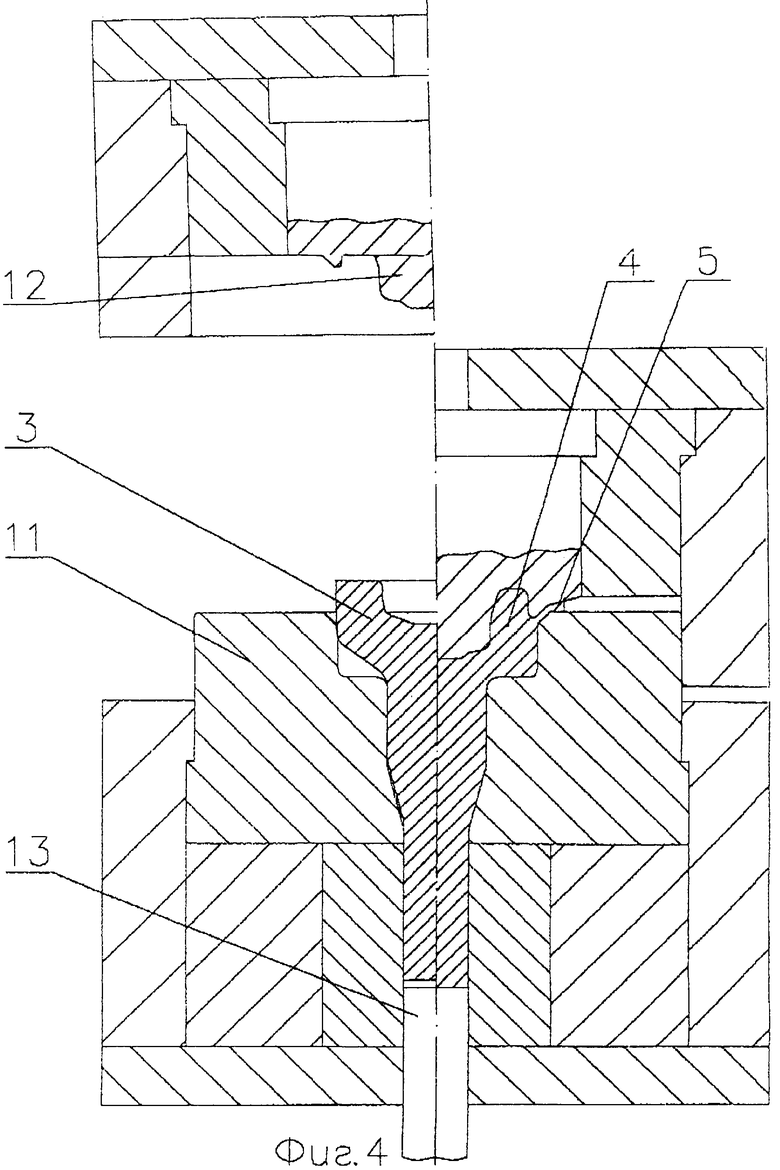
На фиг. 1 представлены технологические переходы штамповки; на фиг.2 - слева начало, а справа конец осадки; на фиг.3 - слева начало, а справа конец формирования полуфабриката в закрытом штампе; на фиг.4 - слева начало, а справа конец окончательной штамповки в открытом штампе.
Способ изготовления полых фланцевых поковок реализуется следующим образом.
Штампованную поковку получают за несколько переходов, например за три, в ходе которых исходную заготовку 1, полученную из прутка, осаживают, получая заготовку 2, далее формируют полуфабрикат 3, затем, деформируя полуфабрикат 3, получают окончательно отштампованную поковку 4 с облоем 5.
Исходную заготовку 1, полученную из прутка, осаживают между вставками 6 и 7. Вставки могут иметь плоские или фасонные контактные поверхности. В частном случае для получения строго определенной боковой поверхности после осадки осадку проводят в кольце.
Полученную в первом переходе заготовку 2 передают в штамп второго перехода, который состоит из матрицы 8, пуансона 9 и выталкивателя 10. Осаженную заготовку 2 устанавливают в полость матрицы 8. При движении ползуна пресса вниз пуансон 9 в матрице 8 деформирует осаженную заготовку 2, формируя полуфабрикат 3. Полуфабрикат извлекают из матрицы 8 выталкивателем 10. Полученный полуфабрикат устанавливают в штамп третьего перехода, состоящий из матрицы 11, пуансона 12 и выталкивателя 13. При движении ползуна пресса вниз пуансон 12 деформирует полуфабрикат 3 в матрице 11, в результате получается окончательно отштампованная поковка 4 с облоем 5. После завершения процесса деформации ползун пресса поднимают вверх, а окончательно отштампованную поковку 4 удаляют из матрицы 11 выталкивателем 13.
Пример конкретного выполнения поковки вал-шестерни из стали 15ХГНТА ГОСТ 4543-71.
Исходную заготовку диаметром 100 мм и высотой 135 мм нагревают в индукционном нагревателе до ковочной температуры, подают в блок штампа горячештамповочного пресса на первую позицию штамповки и осаживают до диаметра сферы, равного 127 мм. Осаженную заготовку перекладывают в ручей для выдавливания и формируют полуфабрикат с диаметром фланца 132 мм и стержнем диаметром 41 мм. Затем в окончательном ручье производят полное формирование головной фланцевой части поковки диаметром 132,5 мм и калибровку стержневой части, при этом с целью исключения заштамповки торцевого заусенца проводят вытеснение металла в облой под углом 45o.
По сравнению с прототипом предлагаемый способ изготовления поковок выдавливанием более экономичен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2273542C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при горячей объемной штамповке поковок. Исходную заготовку, полученную из прутка, осаживают, после чего формируют полуфабрикат. При формировании полуфабриката выдавливают стержень и предварительно формируют фланец с размерами в плане в пределах 0,9-1,0 от соответствующих размеров в плане окончательно отштампованной поковки. Затем проводят окончательную штамповку с вытеснением металла в облой под углом 5-85o к вертикальной оси поковки. Осадку исходной заготовки могут производить на вставках с фасонной контактной поверхностью или в подвижном в радиальном направлении кольце. Полуфабрикат формируют за один, два или три перехода. В зависимости от назначения поковки выдавливаемый стержень может быть сплошным или полым. В результате обеспечивается снижение расхода металла. 7 з.п. ф-лы, 4 ил.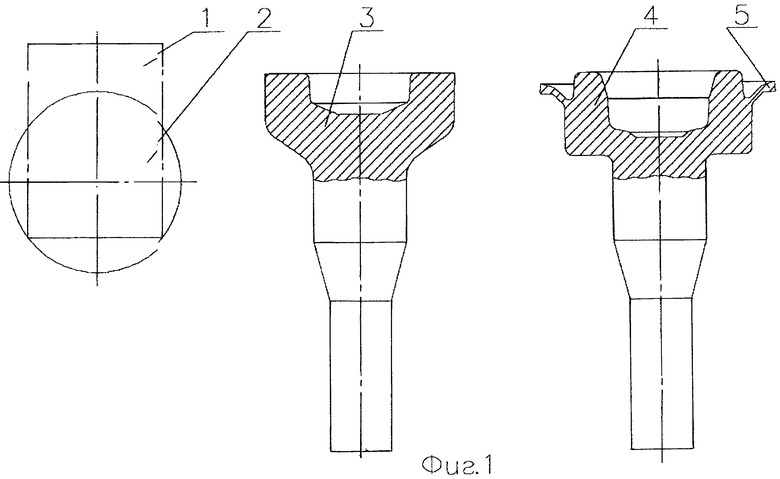
| СЕМЕНДИЙ В.М., АКАРО И.Л., ВОЛОСОВ Н.Н | |||
| Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа | |||
| - М.: Машиностроение, 1989, с.173 и 174, рис.83 | |||
| Способ изготовления пустотелых клапанов двигателей методом горячей штамповки истечением | 1961 |
|
SU147895A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ КЛАПАНОВ | 0 |
|
SU204872A1 |
| RU 94000728 A1, 10.11.1995 | |||
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ СКВАЖИНЫ | 2012 |
|
RU2540758C2 |
| СПОСОБ ПРОФИЛАКТИКИ ЖЕЛУДОЧНО-КИШЕЧНЫХ БОЛЕЗНЕЙ ТЕЛЯТ | 1999 |
|
RU2150945C1 |

