Областью применения изобретения является металлургия, а именно электрометаллургия производства стали на основе применения непрерывной подачи металлизованных окатышей (брикетов и др. сыпучих материалов) в ванну дуговой печи [1 - Меркер Э.Э. и др. Способ управления электрическим режимом дуговой печи. Патент РФ на изобретение №2385952 от 13.05.09. Бюллетень №19].
В процессе электроплавки стали при непрерывной подаче железорудных металлизованных окатышей (ЖМО) в ванну дуговой печи определяют величину тепловой мощности излучения электрических дуг в агрегате и в зависимости от которой рассчитывают фактическую величину теплосодержания ванны 


Известен способ электроплавки металлизованных окатышей в дуговой печи [2 - Меркер Э.Э. и др. Дуговая печь для выплавки стали с использованием металлизованных окатышей. Патент РФ №2374582 от 27.11.09. Бюллетень №33] с подачей ЖМО (брикетов и других материалов) через полые графитовые электроды с применением водоохлаждаемой фурмы с двумя ярусами сопел для подачи кислорода на продувку металла и дожигание окиси углерода (CO) над ванной. При этом фурма снабжена измерительной штангой с датчиком температуры, что позволяет измерять текущую температуру металла (Тм, °C) в печи и осуществлять расход окатышей (брикетов и др.) в дуговую печь по фактической температуре (tв, °C) шлакометаллического расплава в печи.
В качестве недостатка в указанном способе электроплавки окатышей следует отметить то, что при подаче ЖМО по ходу плавки стали не учитывается оптимальный уровень перегрева металла (ΔТл, °C) над линией ликвидус, т.е. при наличии Топт=ΔТл+Тликв=ΔТл+(1539-85[С, %]), где [С, %] - текущее содержание углерода в металле, %; Tликв - температура ликвидуса, °C.
Это достигается благодаря тому, что концентрацию углерода [С, %] определяют по активности кислорода в металле (а [O]) с помощью датчика Э.Д.С. и температуры [3 - Меркер Э.Э., Степанов А.Т. Датчик для замера окисленности и температуры жидкого металла. Авт. свид. СССР №640198. Открытия изобретения. 1978. №48. С. 158], который позволяет непрерывно по ходу плавки стали [4 - Лузгин В.П. и др. Кислородные зонды в сталеплавильном производстве. // М.: Металлургия, 1989. - 144 с.; рис. 35 стр. 97] измерять в металле температуру Tм и Tопт для оптимизации режима загрузки ЖМО в агрегате.
Задачей изобретения является повышение энергоэффективности электроплавки металлизованных окатышей (брикетов и др.) при непрерывной подаче ЖМО через полые (трубчатые) электроды, т.е. осуществление процесса электроплавки окатышей при существенном снижении расхода электроэнергии (Qв→min, кВт*ч/т), повышении производительности агрегата и заметном уменьшении энергоемкости производства. В частности, это достигается благодаря тому, что при электроплавке ЖМО через полые (трубчатые) электроды [5 - Меркер Э.Э., Карпенко Г.А. Способы электроплавки стали в дуговой печи. Патент РФ №2476603 от 14.06.2011. Бюллетень №6; Патент РФ №2483119 от 27.05.2013. Бюллетень №6] совместно с окатышами подают в ванну дуговой печи углеродсодержащие материалы и природный газ, что позволяет интенсифицировать процессы электроплавки стали и снизить удельный расход электроэнергии на плавку и повысить производительность печи. Однако, при этом образуется окись углерода (CO), которая не дожигается дополнительными потоками кислорода в печи, что представляется возможным осуществить с помощью устройств (например, ТКГ - топливно-кислородных горелок) или фурмой для дожигания CO кислородом [6 - Сугнура Сабуро и др. Способ выплавки стали в дуговой печи. Заявка 59 - 104419, Япония. Заявл. 03.12.1982, №57 - 212502. Опубл. 16.06.1984. МКИ C21C 5/52]. При этом тепло, выделяющееся за счет сжигания на выходе из сопел ТКГ или за счет дожигания CO кислородом над ванной, используется для нагрева металла и шлака в дуговой печи, сокращая при этом потребность в электроэнергии и повышая производительность агрегата.
Однако, несмотря на достигнутые успехи в повышении энергоэффективности электроплавки стали с применением подачи ЖМО в ванну агрегата, все вышеизложенные и другие способы [7 - Меркер Э.Э. и др. Способ электроплавки стали в дуговой печи. Патент РФ №2360009 от 27.06.09. Бюллетень №18] не позволяют комплексно решить данную проблему, заключающуюся в том, чтобы осуществлять оптимальный расход окатышей (Vок, кг/с) при существующей скорости их плавления (Vпл, кг/с) в ванне печи с учетом определения ее тепловой мощности (Δqв, кВт) и оптимальной скорости нагрева металла (Vt опт, °C/мин) на основе всех поступающих источников тепла (Qв, QСО, Qт и др.) в металл и шлак агрегата необходимо осуществлять процесс регулирования расхода окатышей (Vок, кг/с) по данным оптимальной скорости нагрева металла (Vt (опт)) в ходе протекания электроплавки ЖМО в печи.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ [7 - Меркер Э.Э. и др. Способ электроплавки стали в дуговой печи. Патент РФ №2360009 от 27.06.09. Бюллетень №18] электроплавки металлизованных окатышей в дуговой печи с использованием полых (трубчатых) электродов, через которые осуществляют подачу окатышей в ванну (Vок, кг/с) в зону высоких температур под электродами в зависимости от тепла (Qв, кВт*ч/т), усвоенного ванной, т.е. металлом и шлаком. При этом скорость загрузки окатышей (Vок, кг/с) осуществляют при соблюдении ее равенства со скоростью их плавления (Vпл, кг/с) при условии [Qв/ΔН*Gок)]≥1,2, где ΔН - изменение энтальпии загруженных в ванну окатышей при их нагреве от исходной температуры плавления, кВт*ч/т; Gок - масса загруженных окатышей в данный момент в печь, кг. При этом 





Таким образом, настоящим изобретением решается важная научно-техническая задача на основе устранения существенных недостатков во всех известных способах по повышению энергоэффективности электроплавки металлизованных окатышей в дуговой печи, снижения расхода электроэнергии, увеличения производительности агрегатов и уменьшения энергоемкости производства.
Это достигается благодаря тому, что предлагаемый способ электроплавки металлизованных окатышей в дуговой печи, включающий подачу окатышей (брикетов и др. сыпучих материалов) через полые (трубчатые) электроды, топлива через топливно-кислородные горелки (ТКГ) на шлак, кислорода через сопла фурмы, а также измерение активности кислорода (углерода) в металле методом Э.Д.С. и температуры датчиком в ванне печи, отличается тем, что расход металлизованных окатышей (Vок, кг/с) осуществляют по зависимости от тепловой мощности ванны (Δqв, кВт) и скорости нагрева металла в ней (Vt, °C/мин), которую определяют по выражению 






Анализ известных (1 - Патент РФ на изобретение №2385952 от 13.05.09. Бюллетень №19; 2 - Патент РФ №2374582 от 27.11.09. Бюллетень №33; 5 - Патент РФ №2476603 от 14.06.2011. Бюллетень №6; 7 - Патент РФ №2360009 от 27.06.09. Бюллетень №18) и других способов электроплавки металлизованных окатышей в дуговой печи позволяет сделать заключение о наличии в предлагаемом изобретении существенной новизны, заключающейся в том, что текущий расход окатышей (Vок, кг/c) осуществляют и регулируют в ходе плавки стали по оптимальной скорости нагрева металла в печи (Vt(опт), °C/сек), учитывающей все источники поступления тепла в ванну агрегата при измерении текущей (Vt, °C/сек) с помощью датчика температуры.
Поэтому отношение Vt/Vt(опт)=Копт=1±0,05 представляется универсальным критерием для оптимизации энерготехнологического режима электроплавки стали ЖМО, позволяющим, в отличие от всех известных способов, обеспечивать высокую энергоэффективность процесса, повысить производительность печи и снизить в целом энергоемкость производства электроплавки.
Работа по данному способу осуществляется (см. фиг. 1) следующим образом. Способ электроплавки ЖМО осуществляется в дуговой печи (1), где показана центральная часть свода печи (2) и топливно-кислородные горелки (3) для дополнительного подогрева металла и шлака в печи. Для подачи электроэнергии в печь используются полые (трубчатые) графитовые электроды (4), расположенные в центральной части (5) свода дуговой печи, которая в своем составе имеет водоохлаждаемую фурму с соплами (6) и датчик Э.Д.С. и температуры (7), установленный в торце фурмы. Для интенсификации процессов электроплавки ЖМО используют наряду с топливом и кислород (8), подаваемый из сопел ТКГ на шлак. Дополнительное дожигание CO над ванной осуществляют кислородом (9), поступающим из сопел фурмы (6) в пространство между электродами (4) над шлаком в печи. В области вокруг электродов (4) имеется зона плавления окатышей.
В целях осуществления непрерывного контроля температуры металла (Тм, °C) и определения скорости нагрева металла (Vt, °C/сек) по ходу плавки кислородная фурма (фиг. 2) содержит измерительную штангу (11) с датчиком температуры и Э.Д.С. (19), и, кроме того, фурма имеет верхние сопла (12), позволяющие подавать кислород (13) на дожигание CO над шлаком (14) в печи. При этом нижние сопла фурмы (15) используются для подачи кислорода (16) на продувку расплава, что интенсифицирует экзотермические реакции окисления примесей в металле (17). Измерительная штанга (18) внутри фурмы (11) при электроплавке ЖМО погружается в металл (17), что позволяет с помощью датчика Э.Д.С. и температуры в штанге (19) осуществлять измерение (20) величины Э.Д.С. в электрохимической ячейке датчика совместно с температурой и определять тем самым значение активности кислорода и концентрации углерода в жидком металле (17), а затем и находить скорость обезуглероживания металла (Vс, °C/сек).
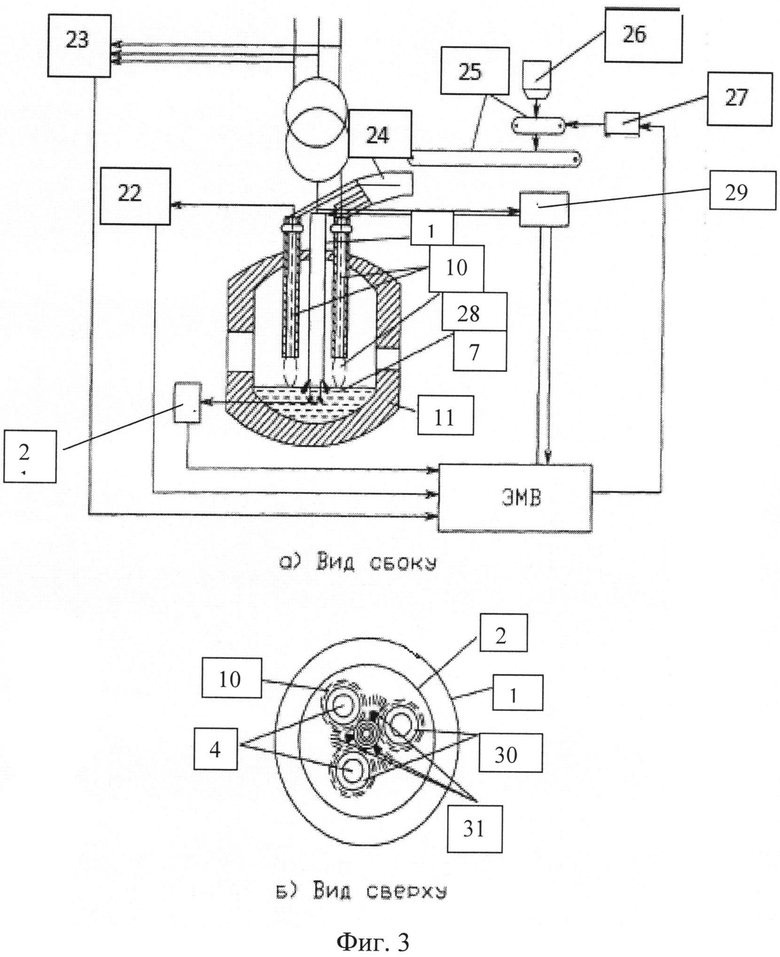
На фиг. 3 приведена обобщенная схема дуговой печи (1), включающая полые электроды (4), фурму с измерительной штангой и датчиком Э.Д.С. и температуры (19) с приборами измерения температуры металла (21) с одновременным определением скорости нагрева металла (Vt, °C/сек), которая служит основным критерием эффективности определения оптимальной скорости подачи окатышей в печь через осевые отверстия (22) электродов (4) в дуговой печи. Основным источником прихода тепла в печь является электроэнергия, которая преобразуется на электродах в электрические дуги (28) и контролируется системой приборов (23) для определения электрических параметров электроплавки ЖМО.
Расход окатышей осуществляется устройством (24) с обеспечением регулирования подачи окатышей через полые электроды (4) в зависимости от теплового состояния шлакометаллической ванны (Δqв, кВт) с определением текущей скорости нагрева металла (Vt, °C/сек) и оптимизацией скорости загрузки окатышей (Vок, кг/с) по конвейерной системе (25) агрегата, которая взаимосвязана с бункером (26) подачи окатышей, а также исполнительным механизмом (27). В зависимости от тепловой мощности электрических дуг (28), расхода топлива и кислорода от ТКГ (8) и расхода кислорода (29) из сопел фурмы (9) изменяется расход ЖМО (Vок, кг/с) через отверстия в электродах (30) в своде печи, причем все виды подачи кислорода в рабочее пространство дуговой печи используются для дожигания CO (31) и окисления примесей металла в ванне печи.
Комплексное использование в дуговой печи (фиг. 1) тепловой мощности электрических дуг и ТКГ, а также источников тепла от использования кислородной фурмы (фиг. 2) позволяет интенсифицировать процессы электроплавки металлизованных окатышей (Δqв→max) на основе использования контроля (фиг. 3) и регулирования скорости нагрева металла (Vt, °C/сек) относительно оптимально необходимой скорости (Vt(опт), °C/сек), определяемой на основе принципа соблюдения равенства скоростей расхода окатышей (Vок, кг/с) и их плавления (Vпл, кг/с), что формируется необходимостью соблюдения Vt/Vt(опт)=1 по ходу электроплавки ЖМО.
Таким образом, применение метода контроля расход окатышей (Vок, кг/с) по ходу электроплавки ЖМО по информации о суммарной фактической величине Δqв, кВт и скорости нагрева металла (Vt, °C/сек) при соблюдении равенства этой величины оптимально необходимой скорости нагрева металла (Vt(опт), °C/сек), т.е. при соблюдении универсального критерия Vt/Vt(опт)=Копт=1±0,05, с учетом других факторов, таких как Vпл, Vс, ΔТл , является новизной существенно, отличающейся от всех известных способов электроплавки окатышей в ванне дуговой печи.
Предлагаемый способ электроплавки металлизованных окатышей в дуговой печи может быть реализован с использованием известных устройств (3 - Авт. свид. СССР №640198. . Открытия изобретения. 1978. №48. с. 158; 4 - Кислородные зонды в сталеплавильном производстве. // М.: Металлургия, 1989. - 144 с., рис. 35, стр. 97; 6 - Япония. Заявл. 03.12.1982, №57 - 212502. Опубл. 16.06.1984. МКИ C21C 5/52), а экономическая эффективность предлагаемого способа подтверждается результатами известных работ (1 - Патент РФ на изобретение №2385952 от 13.05.09. Бюллетень №19; 2 - Патент РФ №2374582 от 27.11.09. Бюллетень №33; 5 - Патент РФ №2476603 от 14.06.2011. Бюллетень №6; Патент РФ №2483119 от 27.05.2013. Бюллетень №6), использующие частично или полностью методы в предлагаемом изобретении, которые позволяют повысить энергоэффективность электроплавки стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ | 2014 |
|
RU2576213C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫПЛАВКОЙ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567425C1 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРОПЛАВКИ СТАЛИ | 2014 |
|
RU2567426C1 |
| СПОСОБ ПЛАВКИ СТАЛИ ИЗ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567424C1 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ С ДОЖИГАНИЕМ ГОРЮЧИХ ГАЗОВ | 2012 |
|
RU2520883C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2385952C2 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2483119C2 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ С ИСПОЛЬЗОВАНИЕМ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ | 2005 |
|
RU2374582C2 |
Изобретение относится к области металлургии, в частности к электропечам с погруженными в шлаковый расплав графитовыми электродами, имеющими осевые отверстия, через которые в зону электрических дуг подают железорудные металлизованные окатыши (ЖМО), осуществляют их плавление с дожиганием окиси углерода кислородом, поступающим из сопел водоохлаждаемой фурмы в пространство между электродами над шлаком, и дополнительный подогрев шлакометаллической ванны. Определяют тепловую мощность шлакометаллической ванны по выражению Δqв=Qв/τ+(Qэкз+QСО+QT), где QB - расход электроэнергии на плавку, кВт·ч/т; QCO, QT, Qэкз - приходы тепла в ванну от дожигания СО, топлива и экзотермических реакций в печи, кВт, и текущую скорость нагрева металла (Vt, °C/сек), регулируют текущий расход ЖМО (Vок, кг/с) в зависимости от тепловой мощности шлакометаллической ванны (ΔqВ, кВт) и текущей скорости нагрева металла в ней (Vt, °C/сек) при соблюдении равенства этой величины оптимально необходимой скорости нагрева металла (Vt(опт), °C/сек). Изобретение позволяет повысить эффективность плавки ЖМО, снизить расход электроэнергии, увеличить производительность печи и уменьшить энергоемкость производства. 2 з.п. ф-лы, 3 ил.
1. Способ регулирования электроплавки железорудных металлизованных окатышей (ЖМО) в дуговой печи, включающий подачу в шлакометаллическую ванну через свод печи ЖМО с использованием полых электродов в зону электрических дуг, их плавление с дожиганием окиси углерода (СО) кислородом, поступающим из сопел водоохлаждаемой фурмы в пространство между электродами над шлаком, и дополнительный подогрев шлакометаллической ванны, при этом осуществляют непрерывный контроль температуры металла (Tм, °C) с помощью датчика Э.Д.С. и температуры измерительной штанги, расположенной внутри упомянутой фурмы, отличающийся тем, что определяют тепловую мощность шлакометаллической ванны по выражению
Δqв=Qв/τ+(Qэкз+QСО+QT),
где QB - расход электроэнергии на плавку, кВт·ч/т;
QCO, QT, Qэкз - приходы тепла в ванну от дожигания СО, топлива и экзотермических реакций в печи, кВт,
и текущую скорость нагрева металла (Vt, °C/сек) по выражению
 ,
,
где и
и  - непрерывно измеряемая датчиком температура металла (°C) в ванне печи в моменты времени τ1 и τ2 (мин),
- непрерывно измеряемая датчиком температура металла (°C) в ванне печи в моменты времени τ1 и τ2 (мин),
и регулируют текущий расход ЖМО (Vок, кг/с) в зависимости от тепловой мощности шлакометаллической ванны (ΔqВ, кВт) и текущей скорости нагрева металла в ней (Vt, °C/сек) при соблюдении равенства (Vt, °C/сек) оптимальной скорости нагрева металла (Vt(опт), °C/сек), при этом текущий расход ЖМО определяют по выражению
 ,
,
где G0 - начальный вес металла в печи до начала подачи ЖМО в ванну, кг,

τ - время, сек.
2. Способ по п. 1, отличающийся тем, что если Vt<Vt(опт), то величину Δqв уменьшают, если Vt>Vt(опт), то значение Δqв повышают до уровня, когда Vt=Vt(опт), при этом оптимальную скорость нагрева металла в печи Vt(опт) определяют из выражения
Vt(опт)=[(Tопт-Tликв)-TМ]/τ=(ΔTл+(1539+85[C,%])-TМ)/τ,
где Tопт, Тликв, ТМ - оптимальная температура металла в ванне дуговой печи, температура ликвидуса и текущая температура металла в печи, °C;
ΔТл - степень перегрева металла над линией ликвидуса, равная, например, в дуговой печи 75+15°C;
[C, %] - текущая концентрация углерода, определяемая с помощью датчика Э.Д.С. и температуры, который установлен в торце корпуса измерительной фурмы.
3. Способ по п. 1, отличающийся тем, что дожигание СО осуществляют кислородом, поступающим из сопел фурмы и топлива на шлак в пропорции от объема СО над ванной, который определяют по зависимости
VСО=
3,1·10-4·VС Gτ: м3/с,
где Gτ - текущий вес металла в печи, равный GT=G0+VОК·τ, а скорость обезуглероживания металла равна
Vc=(C2-C1)/(τ2-τ1), [С, %]/сек,
где C1 и С2 - концентрации углерода в моменты времени τ1 и τ2, причем С1 и С2 определяют по ходу процесса плавки ЖМО по активности кислорода (а[0]) в металле, измеряемой с помощью датчика Э.Д.С. и температуры, который установлен в торце измерительной фурмы.
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2360009C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2476603C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2385952C2 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| US 4852120 A, 25.07.1989 | |||
| DE 3621323 A, 08.01.1987 | |||

