Изобретение относится к металлургии, а именно к электросталеплавильному производству, и может быть использовано для электроплавки металлизованных окатышей в дуговых сталеплавильных печах.
Известен способ электроплавки стали на основе применения непрерывной загрузки металлизованных окатышей через отдельное отверстие в своде дуговой печи [1, рис.23, стр.53]. В процессе непрерывной загрузки металлизованных окатышей в ванну печи скорость их загрузки регулируют в функции потребляемой электрической мощности, а полые электроды в данном случае не применяются вообще при электроплавке.
Однако при использовании известного способа электроплавки стали, основанном на зависимости скорости загрузки металлизованных окатышей от общего расхода электроэнергии, невозможно осуществлять точное согласование скорости загрузки окатышей и скорости их плавления из-за неучета реальной ситуации в печи, т.е. из-за отсутствия информации о тепловом состоянии ванны, особенностей теплопередачи в рабочем пространстве и невозможности управления температурным режимом металлической ванны при заданном постоянном уровне мощности электрических дуг. В известном способе загрузка окатышей осуществляется в ванну вне зоны электрических дуг, т.е. вне зоны высоких температур под электродами печи.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ [2] электроплавки металлизованных окатышей в дуговой печи, по которому в процессе непрерывной загрузки металлизованных окатышей скорость их загрузки осуществляют в зависимости от электрической активной мощности в сети на электродах и вводят коррекцию скорости загрузки окатышей пропорционально отклонению температуры металла от заданного назначения без учета текущей скорости плавления окатышей и без учета тепловых потерь от электрических дуг на футеровку, стены и свод, а также от поверхности шлака в рабочее пространство печи.
Недостатком указанного способа является то, что скорость загрузки металлизованных окатышей производят в зависимости от активной мощности без учета потерь тепла от дуг на футеровку, от шлака в рабочее пространство и других потерь. Это обстоятельство не позволяет с высокой точностью учитывать тепловое состояние ванны, зависящее от соотношения скоростей плавления и загрузки окатышей в печь.
Кроме того, в указанном способе загрузку окатышей осуществляют через свод в ванну вне зон электрических дуг, что существенно снижает скорость плавления окатышей в ванне, а это не позволяет увеличивать расход металлизованных окатышей на плавку.
Технический результат изобретения - устранение указанных недостатков, увеличение производительности печи, снижение длительности плавки, расхода электроэнергии на процесс, а также уменьшение пылевыделения из ванны путем осуществления загрузки металлизованных окатышей в зону высокотемпературных электрических дуг через полые электроды в своде печи при более точном учете теплового состояния ванны и установления оптимального соотношения между скоростями загрузки окатышей и их плавлением в печи.
Технический результат достигается тем, что в способе электроплавки стали загрузку металлизованных окатышей в ванну осуществляют через полые электроды в своде печи в зону электрических дуг, где температура примерно на 800-1000°С больше, чем в остальном металле. Причем загрузку металлизованных окатышей в печь осуществляют в зависимости от теплового состояния ванны, определяемого после расплавления металлозавалки и после достижения условия:
где Qв - количество тепла, усвоенного ванной (металлом и шлаком), кВт·ч/т;
ΔН - изменение энтальпии загруженных в ванну окатышей при их нагреве от исходной до температуры плавления, кВт·ч/т;
Gm - масса загруженных окатышей на данный момент в печь, т.
Превышение Qв≥1,2ΔH·Gm над изменением энтальпии непрерывно загружаемых окатышей в печь определяется необходимостью согласования скоростей загрузки и плавления окатышей при перегреве металла по ходу плавки на 50÷100°С над линией ликвидуса в зависимости от марки стали.
Уровень теплового состояния ванны по величине Qв находят из уравнения:

где  - тепловая мощность всех электрических дуг в печи, кВт·ч/т;
- тепловая мощность всех электрических дуг в печи, кВт·ч/т;  и
и  - соответственно потери тепла излучением от электрических дуг на футеровку свода и стены печи и от излучения шлаком в рабочее пространство агрегата, кВт·ч/т.
- соответственно потери тепла излучением от электрических дуг на футеровку свода и стены печи и от излучения шлаком в рабочее пространство агрегата, кВт·ч/т.
Остальные составляющие в формуле определения величины Qв, т.е.  , и находят по известным закономерностям теплогенерации тепла в дугах и теплового излучения [3].
, и находят по известным закономерностям теплогенерации тепла в дугах и теплового излучения [3].
На чертеже приведена структурная схема, поясняющая описываемый способ электроплавки стали на основе подачи металлизованных окатышей через полые электроды.
Предлагаемый способ электроплавки стали осуществляют следующим образом.
После расплавления металлолома в печи (1) при температуре жидкого металла (2) около 1550°С в процессе непрерывной загрузки через полые электроды (3) металлизованных окатышей из бункера (8) по конвейерам (7) в воронку (6) и их плавления в зоне высоких температур (11) под воздействием электрических дуг (10) в ванне сигналы с датчиков (5) потребляемой активной (тепловой) мощности поступают в блок управления ЭВМ. В зависимости от уровня теплового состояния ванны (Qв) в блоке управления ЭВМ устанавливают скорость загрузки металлизованных окатышей с выдачей сигнала в исполнительный механизм (9) системы загрузки с учетом выполнения, что Qв≥1,2ΔH·Gm, а это соответствует требуемым условиям по скорости плавления окатышей.
На чертеже поз.«б» показан вид сверху свода печи (12), через отверстия (13) которого размещают полые графитовые электроды (3). Через отверстия в электродах (3) с помощью системы загрузки (чертеж поз. «а» - 6, 7, 8) осуществляют непрерывную подачу металлизованных окатышей (брикетов и других материалов) в зону высоких температур металла (14) или шлака (11) от воздействия электрических дуг (10). В предлагаемом устройстве, в отличие от прототипа, в центре водоохлаждаемой части свода (15) отсутствует отверстие для подачи окатышей в печь, что существенно улучшит технологию процесса плавки стали.
Внедрение в практику производства электростали по предлагаемому способу обеспечивает сокращение плавки под током до 8-10 мин в условиях работы 150 т дуговых печей ОАО «ОЭМК» и снижает расход электроэнергии на 50-60 кВт·ч/т при увеличении производительности агрегата.
Основной технический результат изобретения основан на использовании нового принципа загрузки металлизованных окатышей через полые электроды в своде печи в высокотемпературные зоны электрических дуг, что существенно ускоряет процессы нагрева и плавления окатышей в ванне, а следовательно, заметно сокращает длительность плавки. Кроме того, при подаче металлизованных окатышей (или брикетов) через полые электроды в зону высоких температур в ней снижается температура металла и уменьшается за счет этого пылеобразование, вызванное испарением железа при излучении дуг на него.
Принципиальным отличием также предложенного способа от известного, включающего выбор скорости загрузки от активной мощности дуг и дополнительную коррекцию загрузки металлизованных окатышей по температуре металла, является то, что скорость загрузки осуществляют в зависимости от теплового состояния ванны по параметру Qв, который определяется с большей точностью, чем в прототипе, где не учитываются потери тепла излечением на футеровку и в рабочее пространство печи.
Литература
1. Трахимович В.И., Шалимов А.Г. Использование железа прямого восстановления при выплавке стали. - М.: Металлургия, 1982 - 248 с.
2. Изгалиев Т.И., Вареников Ю.И., Лубашев Ю.А., Клачков А.А., Анисимов Н.К., Гаркуша В.М., Сидоров В.П., Потапов И.В., Овечкин В.В., Хренов Е.Б. Авт. свид. №2082763 (13). С.21С 5/52. Бюл. №18. 27.06.97.
3. Макаров А.Н., Свенчанский А.Д. Оптимальные тепловые режимы дуговых печей. - M.: - Энергоатомиздат, 1992 - 96 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2385952C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЭЛЕКТРОПЛАВКИ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567422C2 |
| СПОСОБ УПРАВЛЕНИЯ ВЫПЛАВКОЙ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567425C1 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРОПЛАВКИ СТАЛИ | 2014 |
|
RU2567426C1 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| Способ электроплавки стали из железорудного металлизованного сырья и дуговая печь для его осуществления | 2020 |
|
RU2761189C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1993 |
|
RU2075515C1 |
| СПОСОБ ПЛАВКИ СТАЛИ ИЗ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567424C1 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ТРЕХФАЗНОГО ТОКА | 2010 |
|
RU2420597C1 |
Изобретение относится к электрометаллургии стали. Способ включает загрузку металлолома и металлизованных окатышей в ванну печи с использованием полых электродов в зону высокотемпературных электрических дуг. При этом скорость загрузки окатышей определяют в соответствии с требуемой скоростью плавления окатышей по фактическому тепловому состоянию ванны в дуговой печи. Использование изобретения обеспечивает существенное сокращение длительности плавки, снижение расхода электроэнергии и уменьшение пылеуноса в зоне электрических дуг. 1 ил.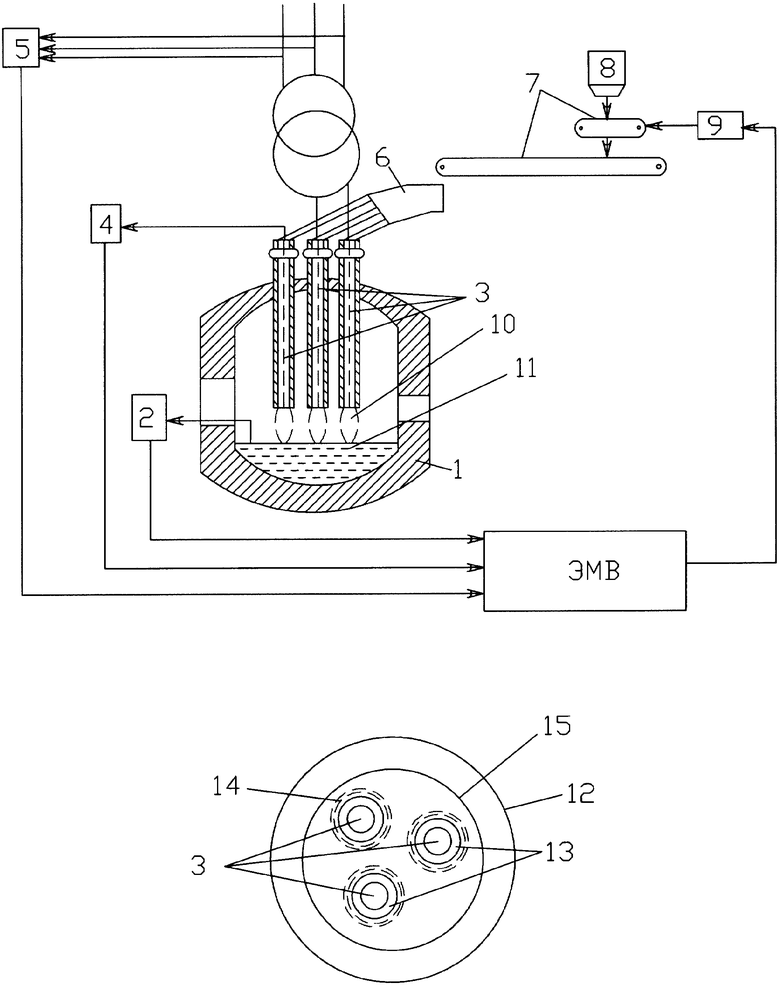
Способ электроплавки стали в дуговой печи, включающий загрузку металлолома и металлизованных окатышей в ванну через свод печи с использованием полых электродов в зону высокотемпературных электрических дуг, отличающийся тем, что после расплавления металлолома определяют тепло, усвоенное ванной металла и шлака, из равенства:
 ,
,
где  - тепловая мощность всех электрических дуг в печи, кВт·ч/т;
- тепловая мощность всех электрических дуг в печи, кВт·ч/т;
 и
и  - соответственно потери тепла излучением от электрических дуг на футеровку свода и стены печи и от излучения шлаком в рабочее пространство печи, кВт·ч/т;
- соответственно потери тепла излучением от электрических дуг на футеровку свода и стены печи и от излучения шлаком в рабочее пространство печи, кВт·ч/т;
и осуществляют загрузку металлизованных окатышей через полые электроды в зону электрических высокотемпературных дуг при соблюдении равенства скоростей загрузки и плавления окатышей и условия:
 ,
,
где ΔН - изменение энтальпии загруженных в ванну окатышей при их нагреве от исходной до температуры плавления, кВт·ч/т;
Gm - масса загруженных окатышей на данный момент в печь, т.
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2134304C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВОВ ЖЕЛЕЗА | 1996 |
|
RU2147039C1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ МЕТАЛЛИЗИРОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ ПЕЧИ | 1993 |
|
RU2082763C1 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ДЛЯ ВЕДЕНИЯ ПЛАВКИ | 1987 |
|
RU2025499C1 |

