Изобретение относится к металлургии, а именно к электросталеплавильному производству, и может быть использовано для электроплавки стали с управлением процессом непрерывной загрузки металлизованных окатышей в дуговых печах.
Известен способ выплавки стали (СССР (II) 711336, Кл. С21С 5/52. БИ №3 от 25.03.1980 г.) с загрузкой металлизованных окатышей и других сыпучих материалов в плавильную зону электропечи, а также известен способ выплавки стали ("Электрометаллургия", №9, 1962, - с.13-18.) при загрузке окатышей в ванну дуговой сталеплавильной печи.
В процессе ведения плавки окатышей в дуговой печи требуется (СССР №523142, кл. С21С 5/52, 1976 и авт. свид. СССР №2082763 (13). С21С 5/52. Бюл. №18 от 27.06.1997 г.) оптимальное соблюдение электрических параметров плавки в зависимости от теплового состояния шлако-металлической ванны агрегата, определяемое соотношением расхода окатышей в ванну и скорости их плавления по ходу плавки в печи.
Для достижения высокой эффективности тепловой работы дуговой печи ("Электрометаллургия", №9, 1962, - с.13-18.) с применением трубчатых электродов для подачи металлизованных окатышей в ванну печи (РФ №2374582. Опубл. 27.11.2009 г. Бюл. №33; РФ №2385952 от 10.04.2010 г.) разработаны различные методы управления процессом плавки металлизованных окатышей (СССР №523142 кл. С21С 5/52, 1976 и Авт. Свид. СССР №2082763 (13). С21С 5/52. Бюл. №18 от 27.06.1997.), учитывающие тепловые параметры работы дуговой печи.
Недостатком всех вышеназванных способов выплавки стали (СССР (II) 711336, кл. С21С 5/52. БИ №3 от 25.03.1980 г.; "Электрометаллургия", №9, 1962, - с.13-18.) с управлением (СССР №523142, кл. С21С 5/52, 1976 и авт. свид. СССР №2082763 (13). С21С 5/52. Бюл. №18 от 27.06.1997.; РФ №2374582. Опубл. 27.11.2009 г. Бюл. №33; РФ №2385952 от 10.04.2010 г.) процессами загрузки, нагрева и плавления окатышей в дуговой печи является невозможность учета при проведении расчетов таких факторов, как определение месторасположения локальных высокотемпературных зон при контакте электрических дуг с поверхностью жидкого металла под шлаком в ванне агрегата, а также отсутствие метода расчета поверхности мениска на локальной зоне внедрения электрических дуг в металл и, как следствие, невозможность определения оптимальной скорости загрузки металлизованных окатышей в эти локальные высокотемпературные зоны в подэлектродном пространстве ванны печи.
Для сокращения длительности электроплавки металлизованных окатышей, уменьшения пылеуноса с поверхности менисков в локальных зонах контакта электрических дуг с металлом и снижения расхода электроэнергии на процесс требуется осуществлять управление процессами электроплавки стали в соответствии с параметрами теплового состояния ванны при оптимизации режима загрузки окатышей на поверхности менисков жидкого металла, что не предусмотрено во всех известных способах электроплавки стали.
Наиболее близким к изобретению является способ (РФ №2487172. БИ №19 от 10.06.2013; РФ №2487306 от 10.06.2013. БИ №19.) электроплавки стали при непрерывной подаче металлизованных окатышей через трубчатые (полые) электроды и электрические дуги в подэлектродное высокотемпературное пространство в ванне агрегата. Однако в этих условиях электроплавки стали расход металлизованных окатышей не согласовывается с размерами поверхностей менисков в зонах контакта электрических дуг с жидким металлом, что не позволяет эффективно устранить испарение металла и пылеобразование при температурах более 3000°C на поверхностях менисков, а это, в свою очередь, не приводит к возможному повышению скорости плавления окатышей, увеличению выхода годной стали, снижению расхода электроэнергии на процесс и повышению производительности дуговой печи.
Техническим результатом является повышение эффективности электроплавки стали при непрерывной загрузке металлизованных окатышей в локальные высокотемпературные зоны в ванне дуговой печи, т.е. сокращение продолжительности плавки, снижение пылеуноса из зоны плавления окатышей и расхода электроэнергии за счет исключения накопления нерасплавившихся металлизованных окатышей в ванне агрегата.
Технический результат по данному изобретению достигается тем, что в способе управлениявыплавкой стали в дуговой печи для электроплавки стали, включающем подачу металлизованных окатышей через трубчатые электроды, электрические дуги в шлаке и металле, а также включающем компьютерную систему управления ходом электроплавки, отличающемся тем, что электрические дуги под электродами контактируют с жидким металлом и образуют на нем поверхности менисков, а металлизованные окатыши через электроды, дуги и шлак направляют на эти поверхности менисков с тем, чтобы расчетная скорость загрузки окатышей (Vок, кг/с) не превышала скорость их плавления (Vпл, кг/с), т.е. процесс электроплавки выполняют при соблюдении условия 



Принципиальное отличие предложенного способа от известного по прототипу (РФ №2487172. БИ №19 от 10.06.2013; РФ №2487306 от 10.06.2013. БИ №19.), включающего скорость подачи металлизованных окатышей в подэлектродное пространство в зависимости от параметров их нагрева и плавления, заключается в том, что выбор скорости текущей загрузки окатышей (Vок, кг/с) осуществляют в зависимости от плавки и электрических параметров дуг, а также от размеров поверхностей менисков, и вводят коррекцию этой скорости (Vок, кг/с) по скорости (Vок(э), кг/с), учитывающей теплоэнергетическое состояние шлако-металлической ванны в дуговой печи. Иначе говоря, существенная новизна изобретения заключается в том, что при определении поверхности менисков (Sмен) в зоне контакта электрической дуги с жидким металлом под шлаком находят требуемое количество окатышей (N) для этой поверхности и затем рассчитывают скорость их плавления (Vок, кг/с), сравнивают значение Vок со скоростью Vок(э) и корректируют Vок≤Vок(э), т.е. создаются условия плавки окатышей при максимальных энергетических возможностях работы дуговой печи.
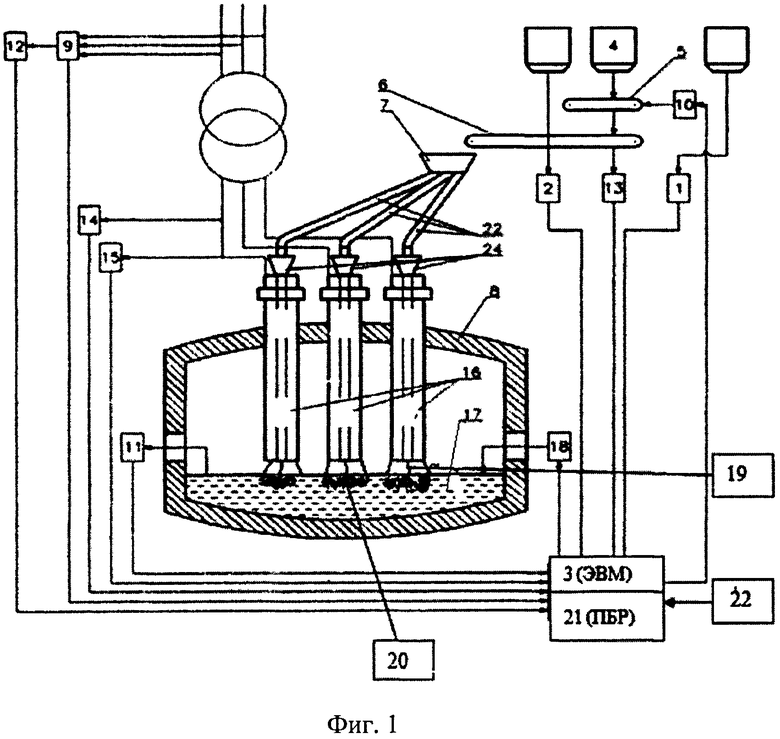
На фиг.1 приведена структурная схема, поясняющая описываемый способ электроплавки стали в дуговой печи.
В межплавочный период сигналы с датчика веса лома (1) и датчика веса вспомогательных сыпучих материалов (2) поступают в блок управления (3) компьютерной системы (управляющая микроЭВМ), где они запоминаются.
В процессе непрерывной загрузки металлизованных окатышей из бункера (4) по конвейерам (5) и (6) в воронку (7) и при плавлении окатышей в печи (8) сигналы с датчика потребляемой активной мощности (9) поступают в блок управления (3) компьютерной системы. В зависимости от величины активной мощности блок управления (3) выбирает начальную скорость загрузки металлизованных окатышей и выдает сигнал в исполнительный механизм системы загрузки (10). При этом теплоэнергетическое состояние ванны контролируется системой контроля температуры металла (11) и коррекция скорости загрузки окатышей осуществляется блоком управления (3) путем изменения задания исполнительному механизму загрузки (10). Сигналы с датчика потребляемой мощности (12) и с датчика веса металлизованных окатышей (13) поступают в блок управления (3). При этом датчиками тока (14) и напряжения (15) оцениваются электрический режим и параметры электрических дуг в системе трубчатые электроды (16) и жидкий металл (17) под шлаком и осуществляется расчет величины теплоусвоения ванны (18). Электрические дуги (19), образующиеся на торцах электродов (16), воздействуют на шлак и достигают локальной зоны (20) с образованием высокотемпературных поверхностей менисков на жидком металле (17), где располагаются, нагреваются и плавятся металлизованные окатыши при весьма высоких скоростях, т.е. в 5-6 раз выше скорости плавления окатышей вне зоны высоких температур. Программный блок (21) осуществляет расчеты параметров плавления окатышей в зонах контакта дуг с поверхностью менисков с учетом ввода других данных (22) для компьютерной системы.
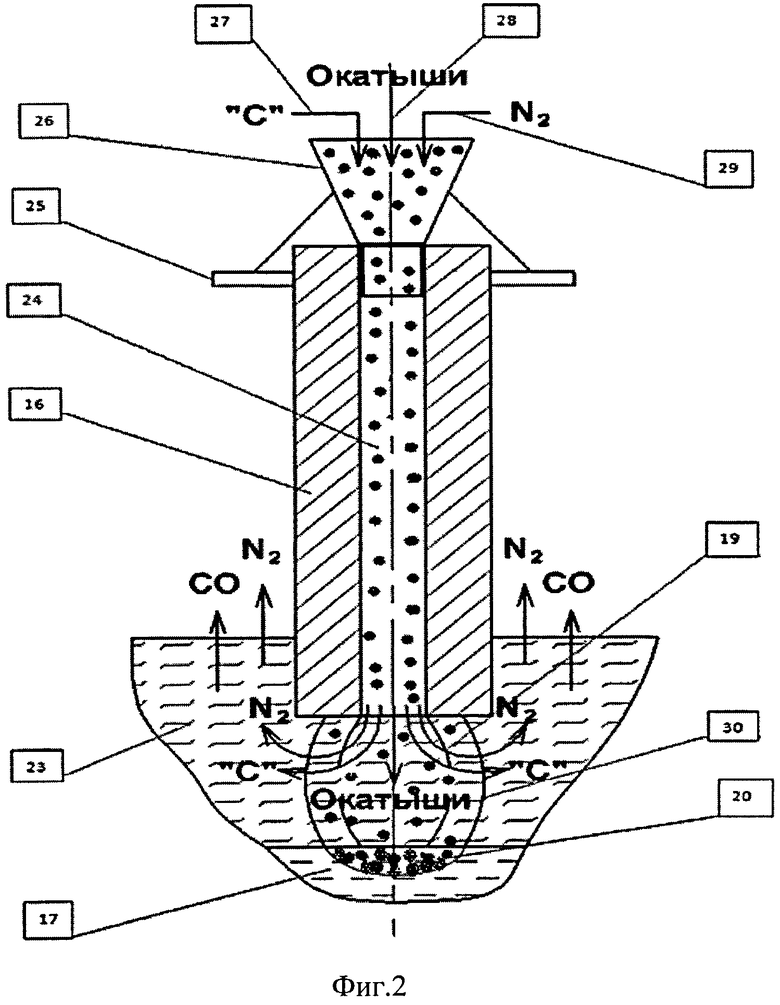
По ходу электроплавки стали (см. фиг.2) в электроды (16) через шланги (23), конусные воронки (24) и осевые отверстия электродов (25) металлизованные окатыши поступают в локальную зону (20) на металл (17), где они нагреваются в электрической дуге (19). Электрическая энергия подается на электрододержатель (26) электрода (16) для образования в его торце электрической дуги (19), являющейся основным теплогенератором процесса. Сыпучие материалы, например углеродистый порошок (“С”) (27), подаются совместно или раздельно с окатышами (28) в конусную воронку (24), а затем эти материалы движутся в потоке азота (29) или другого газа по осевому отверстию электрода (25) в ванну дуговой печи, причем зона плавления окатышей (20) находится во вспененном шлаке (30) и распространяется в объеме (31) влияния электрической дуги. Углеродистый порошок (27) и газообразный азот (29) способствуют созданию восстановительной атмосферы в зоне плавления окатышей (20).
Расчетная скорость загрузки окатышей (Vок) в программном блоке (21) передается в блок управления (3), фиксируется, сравнивается и корректируется, при необходимости, по скорости загрузки окатышей (Vок(э)), определяемой в зависимости от величины активной мощности, и эти сигналы блок управления (3) выдает на исполнительный механизм системы загрузки. В идеале расчетная скорость подачи окатышей (Vок) должна обеспечивать постоянную загруженность трех поверхностей менисков с тем, чтобы исключить (или существенно снизить) испарение железа за счет охлаждения окатышами температуры поверхности металла в менисках до температуры испарения металла. Этим самым решается задача уменьшения пылеуноса из локальных поверхностей нагрева и плавления окатышей и, одновременно, существенно возрастают скорости (в 5-6 раз) плавления окатышей. Однако скорость загрузки окатышей (Vок) в локальные зоны менисков должна быть соизмерима с теплоэнергетическими возможностями дуговой печи, т.е. Vок≤Vок(э). Если имеются возможности увеличения vок, что фиксируется расчетами в программном блоке (21), то нужно увеличивать и тепловую мощность печи, т.е. >Vок(э), а если нет такой возможности, то следует Vок уменьшать путем воздействия на расчетные параметры электрического и технологического режимов электроплавки стали с учетом особенностей подачи окатышей через трубчатые (полые) электроды в ванну дуговой печи. Эффективность применения предлагаемого способа электроплавки стали в дуговой печи не вызывает сомнения ("Электрометаллургия", №9, 1962, - с.13-18.; 4 - РФ №2374582. Опубл. 27.11.2009 г. Бюл. №33; РФ №2385952 от 10.04.2010 г.) из-за того факта, что температура поверхности в зоне контакта электрических дуг с металлом примерно на 800-1200°C выше, чем в зонах вне действия дуг, и поэтому организованная подача окатышей в эти локальные высокотемпературные зоны по новому методу расположения окатышей приводит к увеличению скорости их плавления, а следовательно, к повышению производительности печи и снижению расхода электроэнергии на процесс плавки стали.
Анализ предварительных данных (СССР (II) 711336, кл. С21С 5/52. БИ №3 от 25.03.1980 г.; 2 - "Электрометаллургия", №9, 1962, - с.13-18.) при локальной загрузке металлизованных окатышей в зону высоких температур (РФ №2487172. БИ №19 от 10.06.2013; РФ №2487306 от 10.06.2013. БИ №19.) в ванне дуговой печи свидетельствует о том, что при использовании предлагаемого способа электроплавки стали достигается существенное снижение выноса плавильной пыли из агрегата, повышается выход годной стали, увеличивается производительность печи (на 3-5%) и уменьшается удельный расход электроэнергии на процесс (более 35 кВт·ч/т) выплавки стали в дуговых печах. Результаты проведенных исследований ("Электрометаллургия", №9, 1962, - с.13-18.; 4 - РФ №2374582. Опубл. 27.11.2009 г. Бюл. №33; РФ №2385952 от 10.04.2010 г.; РФ №2487172. БИ №19 от 10.06.2013; РФ №2487306 от 10.06.2013. БИ №19.] свидетельствуют о существенной эффективности применения предлагаемого способа электроплавки стали в дуговых печах, работающих с применением нового метода загрузки металлизованного сырья в зону высоких температур агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРОПЛАВКИ СТАЛИ | 2014 |
|
RU2567426C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ | 2014 |
|
RU2576213C1 |
| СПОСОБ ПЛАВКИ СТАЛИ ИЗ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567424C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЭЛЕКТРОПЛАВКИ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567422C2 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2483119C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2476603C1 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2360009C2 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ С ИСПОЛЬЗОВАНИЕМ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ | 2005 |
|
RU2374582C2 |
| СПОСОБ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ (ВАРИАНТЫ) | 2011 |
|
RU2487172C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ | 2011 |
|
RU2487306C1 |
Изобретение относится к металлургии, в частности к электрометаллургии стали с использованием способа подачи металлизованных окатышей через полые электроды в зону электрических дуг и на поверхность менисков при контакте этих дуг с жидким металлом под шлаком. При подаче окатышей определяют электрические параметры дуг, поверхность мениска и число окатышей на поверхностях менисков, выбирают текущую скорость загрузки окатышей в зависимости от упомянутых параметров и осуществляют плавку при соблюдении условия, чтобы текущая скорость загрузки окатышей не превышала скорость их плавления, при этом в процессе непрерывной загрузки окатышей контролируют теплоэнергетическое состояние шлако-металлической ванны, сравнивают и корректируют, по необходимости, текущую скорость загрузки окатышей по скорости загрузки окатышей, учитывающей теплоэнергетическое состояние шлако-металлической ванны. Изобретение позволяет загружать металлизованные окатыши в управляемом режиме от компьютерной системы сталеплавильного агрегата, обеспечивая высокие технико-экономические показатели плавки, а также снизить расход электроэнергии, уменьшить вынос пыли и увеличить выход годной стали. 2 з.п. ф-лы, 2 ил.
1. Способ управления выплавкой стали в дуговой сталеплавильной печи, включающий непрерывную загрузку металлизованных окатышей через трубчатые электроды, отличающийся тем, что загрузку окатышей осуществляют в зону высоких температур на поверхность менисков, образующихся в приэлектродном пространстве при контакте электрических дуг с жидким металлом под шлаком, определяют электрические параметры дуг, включающие силу тока дуги (I∂, Ом), напряжение дуги (U∂, В) и aнoднo-кaтoднoe падение напряжения (Uа-к, В), площадь поверхности мениска (Sмен , м2) и число окатышей на поверхностях менисков по выражению N = 3К Sмен/ Sок, где

mок - масса окатыша, кг;
N - число окатышей на поверхностях менисков, шт.;
τпл - время плавления окатыша, с;
rок - радиус окатыша, м,
при этом в процессе непрерывной загрузки окатышей контролируют теплоэнергетическое состояние шлако-металлической ванны (Δqв, кВт), с учетом которого определяют скорость загрузки окатышей Vок(э) по формуле
Vок(э)=[Δqв/(смеVt)-G0]/τ, где
Qв - текущая величина теплосодержания шлако-металлической ванны в печи, кДж;
сме - теплоемкость металла, кДж/(кг·К);
G0 - начальная масса металла до подачи окатышей в ванну, кг;
τ - время, с;
Δt=75±15°С - оптимальный перегрев металла над ликвидусом;
tопт и tме - оптимальная и текущая температура металла по ходу плавки, °С;
[С] - концентрация углерода в жидком металле, %,
сравнивают Vок и Vок(э) и при необходимости корректируют скорость загрузки окатышей (Vок, кг/с) при соблюдении условия Vок≤Vок(э).
2. Способ по п. 1, отличающийся тем, что Sмен и τпл рассчитывают по следующим зависимостям
Sмен=2π(Rэл+L∂)*hмен и 
Rэл - радиус электрода, м;
L∂=(U∂-Ua-к)/βu - длина дуги, м;
Uа-к - aнoднo-кaтoднoe падение напряжения, которое для условий выплавки стали в ДСП принимали равным Uа-к=30 В;
βu - градиент напряжения в столбе дуги в зависимости от периода плавки, равный βu=500-1000 В/м;
U2л - вторичное линейное напряжение, В;
I∂ - сила тока дуги, Ом;
хЭ=хкэкх - эксплуатационное индуктивное сопротивление электрической цепи, мОм;
хкз=3,4·10-3 и кх=1,07÷1,15 - параметры, зависящие от периода плавления;
rк=0,4 мОм - активное сопротивление электрической цепи;
хкэ=3*10-3I∂ - высота заглубления дуги, м;
rок - радиус окатыша, мм;
λ=1,1 - коэффициент теплоотдачи, Вт/м·К;
dок=0,012 - средний диаметр металлизованных окатышей, м;
Nu=0,194*Re0,791 - число Нуссельта, где
Re=W*dок/ν - число Рейнольдса;
W=VCO/Sв - скорость перемешивания ванны, м/с;
VCO - скорость обезуглероживания металла в период плавления окатышей, которая по результатам обработки опытных плавок составляет 0,02% [С]/мин;
Sв - площадь поверхности ванны, м2;
ν - кинематический коэффициент вязкости шлака, м2/с.
3. Способ по п. 1 или 2, отличающийся тем, что коррекцию значения Vок по Vок(э) осуществляют путем изменения величин N, Sмен, τпл, Δqв и Vt, например, если Vок>Vок(э), то снижают значения величин N, Sмен, τпл или увеличивают значения Δqв и Vt , и наоборот поступают при Vок<Vок(э).
| СПОСОБ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ (ВАРИАНТЫ) | 2011 |
|
RU2487172C1 |

