Изобретение относится к металлургии, а именно к способам загрузки шихты в плавильные агрегаты [Патент Франции №1385224, кл. B22d, 1964 г.].
Известен способ загрузки шихты, например, металлизованных окатышей [Изгалиев Т.И. и др. Способ управления процессом плавки металлизованных окатышей в дуговой печи. Авт.свид. СССР №523142, кл. С21С 5/52, 1976 г.] в ванну дуговой печи с помощью приемной воронки и конвейерной системы с применением управляющей ЭВМ.
Недостатком этих способов [Патент Франции №1385224, кл. B22d, 1964 г.; Изгалиев Т.И. и др. Способ управления процессом плавки металлизованных окатышей в дуговой печи. Авт.свид. СССР №523142, кл. С21С 5/52, 1976 г.] является то обстоятельство, что поток металлизованных окатышей попадает на жидкий шлак в ванне дуговой печи и окатыши при этом ошлаковываются, а также всплывают за пределы загрузочной трубы [Патент Франции №1385224, кл. B22d, 1964 г.] и окисляются в атмосфере рабочего пространства [Изгалиев Т. И. и др. Способ управления процессом плавки металлизованных окатышей в дуговой печи. Авт.свид. СССР №523142, кл. С21С 5/52, 1976 г.] дуговой печи.
При этом имеют место такие недостатки как разогрев и износ загрузочной трубы [Патент Франции №1385224, кл. B22d, 1964 г.] и дополнительное окисление и ошлакование металлизованных окатышей, находящихся в удалении [Изгалиев Т.И. и др. Способ управления процессом плавки металлизованных окатышей в дуговой печи. Авт.свид. СССР №523142, кл. С21С 5/52, 1976 г.] от воздействия высокотемпературных электрических дуг на поверхность расплава.
Задачей изобретения является разработка более совершенного способа загрузки металлизованных окатышей в дуговую печь без вышеизложенных недостатков, отмеченных в известных способах [Патент Франции №1385224, кл. B22d, 1964 г.; Изгалиев Т.И. и др. Способ управления процессом плавки металлизованных окатышей в дуговой печи. Авт.свид. СССР №523142, кл. С21С 5/52, 1976 г.] с целью достижения высоких технико-экономических и энергосберегающих технологических показателей плавки металлизованных окатышей в дуговой печи или другом плавильном агрегате.
Известен способ [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48], использующий принцип подачи металлизованных окатышей в ванну дуговой сталеплавильной печи (ДСП) через полые электроды [Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт.свид. СССР №293443, кл. С21С 5/52, 1978 г.], причем через эти полые электроды подают одновременно в ванну ДСП металлизованные окатыши, сыпучие материалы и газовые смеси под давлением. Однако, этот и другие способы [Патент Франции №1385224, кл. B22d, 1964 г.; Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г.БИ №33, кл. С21С 5/48] обладают существенными недостатками, заключающимися в том, что системы загрузки окатышей, сыпучих материалов с подачей газовых смесей [Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт.свид. СССР №293443, кл. С21С 5/52, 1978 г.] являются конструктивно несовершенными, что не позволяет все известные способы загрузки окатышей, в настоящее время, эффективно использовать в технологиях плавки окатышей в ДСП с целью достижения высоких энерготехнологических и технико-экономических показателей производства.
Наиболее близким аналогом предлагаемого изобретения является способ [Маняк Н.А. и др. Способ загрузки металлизованных окатышей в плавильную емкость. Авт. свид. СССР (II) 711336 БИ №3 от 25.01.1980 г.], основанный на использовании локальной загрузочной трубы для подачи металлизованных окатышей на шлак, в дуговой печи, таким образом, чтобы нижний торец этой трубы касался поверхности шлака, а подачу металлизованных окатышей в ванну печи осуществляют с усилием, равным 1,2-1,3 выталкивающего усилия, действующего на нижний слой металлизованных окатышей.
Основным недостатком данного прототипа [Маняк Н.А. и др. Способ загрузки металлизованных окатышей в плавильную емкость. Авт. свид. СССР (II) 711336 БИ №3 от 25.01.1980 г.] является то, что способ загрузки металлизованных окатышей осуществляют вне зоны воздействия электрических дуг, т.е. на большом расстоянии от электродов печи на поверхности шлако-металлического расплава, что существенно снижает скорость плавления окатышей, а следовательно, уменьшается производительность агрегата и снижаются в целом энерготехнологические и технико-экономические показатели производства. Недостатки в некоторой степени устраняются при использовании, например способа [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48] загрузки металлизованных окатышей через полые электроды и применением устройства [Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт.свид. СССР №293443, кл. С21С 5/52, 1978 г.] для подвода газа в эти полые электроды. Тем не менее этот и другие способы [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48; Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт.свид. СССР №293443, кл. С21С 5/52, 1978 г.], а также способ по прототипу [Маняк Н.А. и др. Способ загрузки металлизованных окатышей в плавильную емкость. Авт. свид. СССР (II) 711336 БИ №3 от 25.01.1980 г.] не являются универсальными и высокоэффективными для обеспечения режима загрузки металлизованных окатышей в ванну дуговой печи с целью достижения [6] высоких технико-экономических и энерготехнологических показателей производства.
Одним аспектом изобретения является следующее: используют узел подачи металлизованных окатышей, выполненный в виде подводящего гибкого шланга и конусной воронки с шаровой вставкой и цилиндрическим наконечником, при этом нижний торец подводящего гибкого шланга размещают соосно внутри шаровой вставки конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода, а его нижний торец располагают в шлаковой ванне и осуществляют подачу металлизованных окатышей с усилием, равным 1,2-1,3 выталкивающего усилия, действующего на нижний слой металлизованных окатышей.
Другим аспектом изобретения является следующее: используют узел подачи металлизованных окатышей, выполненный в виде приемной воронки с патрубком, расположенным на ее днище, подводящего гибкого шланга и конусной воронки с цилиндрическим наконечником, при этом верхний торец подводящего гибкого шланга закрепляют в патрубке приемной воронки, в которую сверху подают металлизованные окатыши с помощью конвейерной системы, соединенной с управляющей ЭВМ, а его нижний торец размещают внутри конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода.
Другим аспектом изобретения является следующее: используют узел подачи металлизованных окатышей, выполненный в виде подводящего гибкого шланга и конусной воронки из электроизоляционного материала с цилиндрическим наконечником, при этом конусную воронку закрепляют с помощью полого стояка на электродержателе упомянутого электрода, а нижний торец подводящего гибкого шланга размещают внутри конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода.
Другим аспектом изобретения является следующее: используют узел подачи металлизованных окатышей, выполненный в виде подводящего гибкого шланга, конусной воронки с цилиндрическим наконечником и патрубками для подачи под давлением газовой смеси в поток металлизованных окатышей, при этом нижний торец подводящего гибкого шланга размещают внутри конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода, а в качестве газовой смеси используют аргон, азот или природный газ.
Другим аспектом изобретения является следующее: используют узел подачи металлизованных окатышей, выполненный в виде приемной воронки с патрубком, расположенным на ее днище, подводящего гибкого шланга и конусной воронки с цилиндрическим наконечником, при этом верхний торец подводящего гибкого шланга закрепляют в патрубке приемной воронки, в которую сверху подают металлизованные окатыши с помощью конвейерной системы, соединенной с управляющей ЭВМ, совместно с металлизованными окатышами подают шлакообразующие и углеродсодержащие материалы, выбранные из группы, включающей известь, боксит, мелкий известняк, коксик, а нижний торец подводящего гибкого шланга размещают внутри конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода.
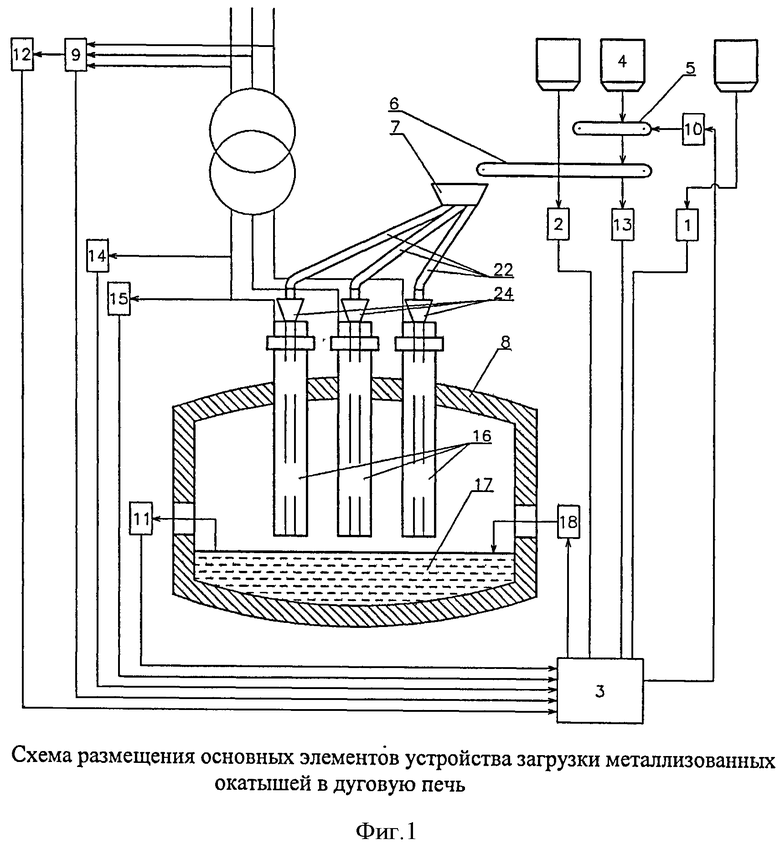
Предлагаемое изобретение реализуется с помощью устройства (см. фиг.1), включающего систему контроля расхода металлошихты (1) на электроплавку, датчик сыпучих материалов (2), управляющую ЭВМ (3), бункер расхода металлизованных окатышей (4) на процесс плавки окатышей, а также систему конвейеров (5) для загрузки окатышей и сыпучих материалов (6).
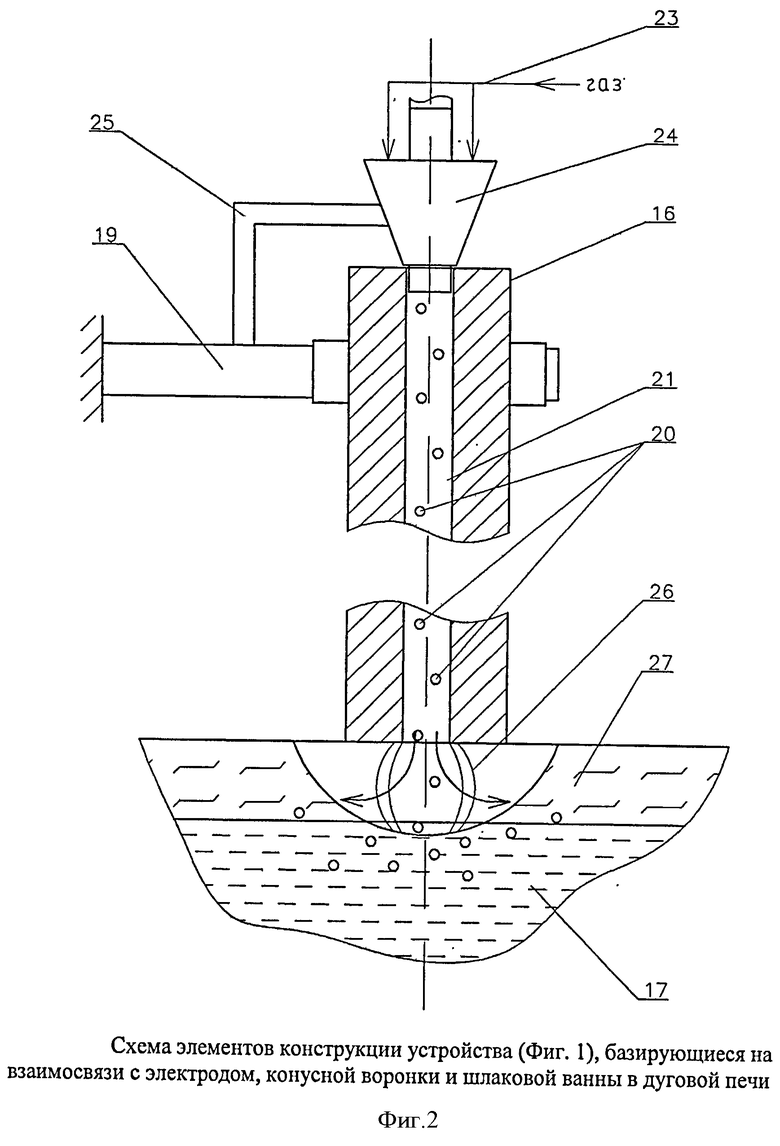
Работа по предлагаемому изобретению осуществляется следующим образом. Для осуществления электроплавки стали в приемную воронку (7) загружаются окатыши (4), которые затем поступают через гибкие шланги (22), конусные воронки (24) и полые электроды (16) в ванну (17) дуговой печи (8). На электроплавку металлизованных окатышей потребляемая мощность электроэнергии фиксируется датчиком (9), а расход окатышей и сыпучих материалов регулируется исполнительным механизмом (10) с обеспечением контроля температуры металла (11) в печи, а также контролем активной мощности датчиком (12), расходом окатышей датчиком (13) и фиксацией сигналов датчиками тока (14) и напряжения (14) в электрической цепи. При этом с помощью системы контроля температуры металла (11) и управляющей ЭВМ (3) осуществляется расчет величины теплоусвоения ванны (18) дуговой печи, а сигнал этот поступает на исполнительный механизм (10). Напряжение (фиг.1) от электрической сети (9, 12, 14, 15) передается электрододержателям (19) на полые электроды (16) через осевые отверстия (21 на фиг.2), по которым движутся металлизованные окатыши (20) в потоке газовой смеси (аргон и др.), подаваемой через патрубки (23) в конусную воронку (24). При этом каждая конусная воронка (24) жестко закреплена полым стояком (25) на электродержателе (19). В результате подвода электроэнергии через электоодержатели (19) на полые электроды (16 на фиг.1) при контакте которых с металлом в ванне (17) образуются высокотемпературные электрические дуги (26 на фиг.2), в объеме которых окатыши нагреваются, а затем в шлаке (27) окончательно расплавляются в ванне дуговой печи.
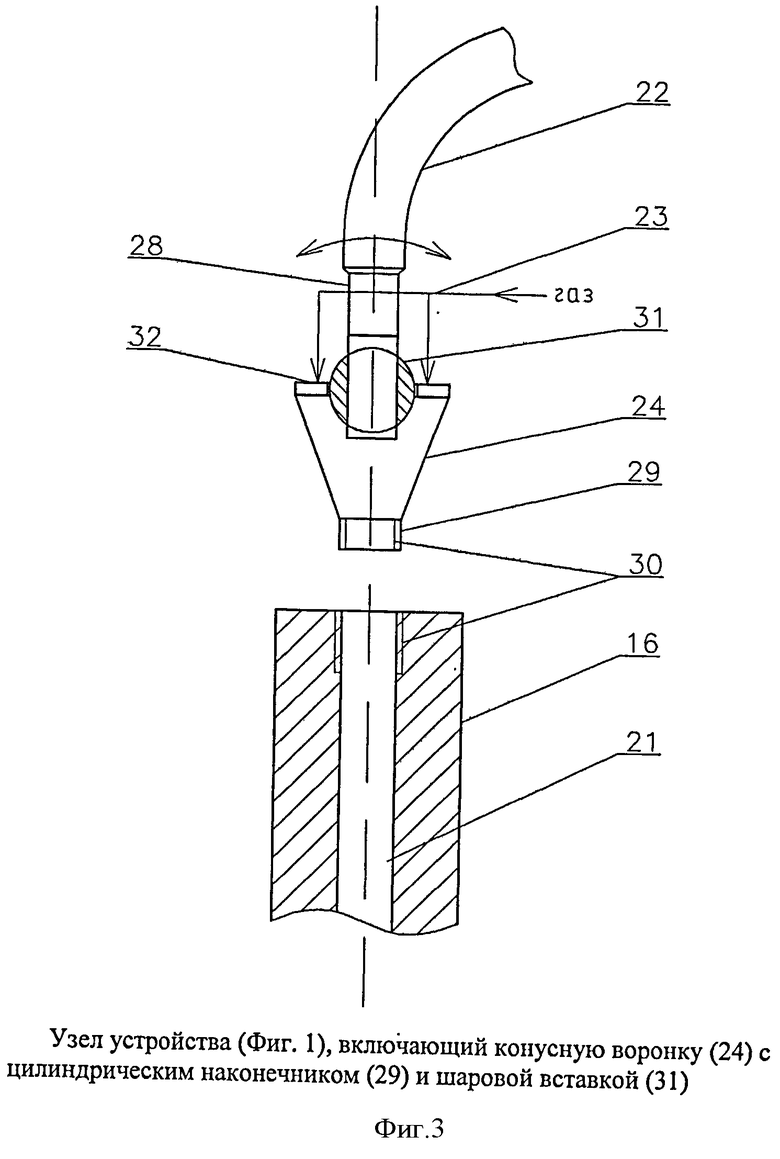
На фиг.3 приведена новая схема конструкции узла устройства, позволяющая реализовать новый способ путем осуществления подачи окатышей из гибкого шланга (12) в конусную воронку (24) под давлением газовой смеси, поступающей через патрубки (23) в осевое отверстие (21) электрода (16). Также на фиг.3 обозначены: 28 - нижний торец гибкого шланга; 29 - цилиндрический наконечник конусной воронки (24); 30 - резьба в отверстии электрода и на поверхности наконечника; 31 - шаровая вставка со сквозным отверстием; 32 - крышка конусной воронки.
Такое конструктивное использование устройства (фиг.1, 2 и 3) позволяет разработать и использовать способ, обладающий не только существенной новизной, но и позволяющий осуществлять загрузку металлизованных окатышей под давлением (фиг.2, 3) с помощью газовых смесей в конусной воронке, выполненной из электроизоляционного материала, а подача окатышей и газовых смесей (аргон и др.), через осевое отверстие электрода, способствует как стабилизации [Окороков Н.В. и др. Эффективность работы дуговой печи на трубчатых электродах. - М.: «Электротермия» №19, 1962 г. С.13-19] характеристик электрической дуги, так и приводит к интенсификации [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48] процессов плавки окатышей [Окороков Н.В. и др. Эффективность работы дуговой печи на трубчатых электродах. - М.: «Электротермия» №19, 1962 г. С.13-19] в шлаковом расплаве в ванне дуговой печи.
Техническим результатом изобретения является то, что новый и более совершенный способ загрузки металлизованных окатышей в дуговую печь позволяет достигнуть более высоких технико-экономических и энерго-технологических показателей плавки металлизованных окатышей в ванне дуговой печи на основе того, что потоки металлизованных окатышей, других сыпучих материалов и газовых смесей концентрируются в области влияния высокотемпературных дуг на поверхности шлака, где осуществляются процессы нагрева и плавления окатышей с более высокими скоростями, чем во всех известных способах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ | 2011 |
|
RU2487306C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ | 2014 |
|
RU2576213C1 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРОПЛАВКИ СТАЛИ | 2014 |
|
RU2567426C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫПЛАВКОЙ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567425C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2476603C1 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЭЛЕКТРОПЛАВКИ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567422C2 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2483119C2 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ С ДОЖИГАНИЕМ ГОРЮЧИХ ГАЗОВ | 2012 |
|
RU2520883C2 |
Изобретение относится к металлургии, а именно к способу загрузки металлизованных окатышей в дуговую печь. Способы основаны на принципе подачи металлизованных окатышей через узел подачи, выполненный в виде подводящего гибкого шланга и конусной воронки с шаровой вставкой и цилиндрическим наконечником или приемной воронки с патрубком, расположенным на ее днище, подводящего гибкого шланга и конусной воронки с цилиндрическим наконечником, или подводящего гибкого шланга и конусной воронки из электроизоляционного материала с цилиндрическим наконечником, или подводящего гибкого шланга, конусной воронки с цилиндрическим наконечником и патрубками для подачи под давлением газовой смеси в поток металлизованных окатышей, или приемной воронки с патрубком, расположенным на ее днище, подводящего гибкого шланга и конусной воронки с цилиндрическим наконечником, при этом верхний торец подводящего гибкого шланга закрепляют в патрубке приемной воронки, в которую сверху подают металлизованные окатыши с помощью конвейерной системы, соединенной с управляющей ЭВМ, совместно с металлизованными окатышами подают шлакообразующие и углеродсодержащие материалы, выбранные из группы, включающей известь, боксит, мелкий известняк, коксик. Изобретение позволяет повысить эффективность процессов плавки окатышей в ДСП за счет концентрации в области высокотемпературных дуг на поверхности шлака окатышей, сыпучих материалов и газовых смесей. 5 н.п. ф-лы, 3 ил.
1. Способ загрузки металлизованных окатышей в дуговую печь, включающий загрузку металлизованных окатышей в шлаковую ванну печи, которую осуществляют через узел подачи металлизованных окатышей и полый электрод с осевым отверстием для образования высокотемпературной электрической дуги, отличающийся тем, что используют узел подачи металлизованных окатышей, выполненный в виде подводящего гибкого шланга и конусной воронки с шаровой вставкой и цилиндрическим наконечником, при этом нижний торец подводящего гибкого шланга размещают соосно внутри шаровой вставки конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода, а его нижний торец располагают в шлаковой ванне и осуществляют подачу металлизованных окатышей с усилием, равным 1,2-1,3 выталкивающего усилия, действующего на нижний слой металлизованных окатышей.
2. Способ загрузки металлизованных окатышей в дуговую печь, включающий загрузку металлизованных окатышей в шлаковую ванну печи, которую осуществляют через узел подачи металлизованных окатышей и полый электрод с осевым отверстием для образования высокотемпературной электрической дуги, отличающийся тем, что используют узел подачи металлизованных окатышей, выполненный в виде приемной воронки с патрубком, расположенным на ее днище, подводящего гибкого шланга и конусной воронки с цилиндрическим наконечником, при этом верхний торец подводящего гибкого шланга закрепляют в патрубке приемной воронки, в которую сверху подают металлизованные окатыши с помощью конвейерной системы, соединенной с управляющей ЭВМ, а его нижний торец размещают внутри конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода.
3. Способ загрузки металлизованных окатышей в дуговую печь, включающий загрузку металлизованных окатышей в шлаковую ванну печи, которую осуществляют через узел подачи металлизованных окатышей и полый электрод с осевым отверстием для образования высокотемпературной электрической дуги, отличающийся тем, что используют узел подачи металлизованных окатышей, выполненный в виде подводящего гибкого шланга и конусной воронки из электроизоляционного материала с цилиндрическим наконечником, при этом конусную воронку закрепляют с помощью полого стояка на электродержателе упомянутого электрода, а нижний торец подводящего гибкого шланга размещают внутри конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода.
4. Способ загрузки металлизованных окатышей в дуговую печь, включающий загрузку металлизованных окатышей в шлаковую ванну печи, которую осуществляют через узел подачи металлизованных окатышей и полый электрод с осевым отверстием для образования высокотемпературной электрической дуги, отличающийся тем, что используют узел подачи металлизованных окатышей, выполненный в виде подводящего гибкого шланга, конусной воронки с цилиндрическим наконечником и патрубками для подачи под давлением газовой смеси в поток металлизованных окатышей, при этом нижний торец подводящего гибкого шланга размещают внутри конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода, а в качестве газовой смеси используют аргон, азот или природный газ.
5. Способ загрузки металлизованных окатышей в дуговую печь, включающий загрузку металлизованных окатышей в шлаковую ванну печи, которую осуществляют через узел подачи металлизованных окатышей и полый электрод с осевым отверстием для образования высокотемпературной электрической дуги, отличающийся тем, что используют узел подачи металлизованных окатышей, выполненный в виде приемной воронки с патрубком, расположенным на ее днище, подводящего гибкого шланга и конусной воронки с цилиндрическим наконечником, при этом верхний торец подводящего гибкого шланга закрепляют в патрубке приемной воронки, в которую сверху подают металлизованные окатыши с помощью конвейерной системы, соединенной с управляющей ЭВМ, совместно с металлизованными окатышами подают шлакообразующие и углеродсодержащие материалы, выбранные из группы, включающей известь, боксит, мелкий известняк, коксик, а нижний торец подводящего гибкого шланга размещают внутри конусной воронки, цилиндрический наконечник которой закрепляют в осевом отверстии верхнего торца электрода.
| ДУГОВАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ С ИСПОЛЬЗОВАНИЕМ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ | 2005 |
|
RU2374582C2 |
| СПОСОБ ЗАЩИТЫ НЕРАСХОДУЕМОГО ЭЛЕКТРОДА В ШЛАКОВОМ РАСПЛАВЕ | 1999 |
|
RU2158062C1 |
| Способ загрузки металлизованных окатышей в плавильную емкость | 1978 |
|
SU711336A1 |
| US 4852120 A, 25.07.1989 | |||
| DE 3621323 A, 08.01.1987. | |||

