Предпосылки создания изобретения
[0001] Изобретение относится к статору осевой турбомашины. Изобретение также относится к осевой турбомашине, содержащей компрессор и турбину, оснащенную статорами. Изобретение также относится к способу производства статора осевой турбомашины.
Уровень техники
[0002] С целью получения высокой степени сжатия в осевом компрессоре турбомашины обычно выполняют несколько ступеней. Ступень по существу состоит из ряда лопаток ротора, за которыми расположен ряд лопаток статора. Суммарная длина этих ступеней обуславливает длину компрессора.
[0003] В патенте FR 2404102 А1 раскрыт неподвижный лопаточный венец осевой турбомашины. Венец содержит наружный кожух с отверстиями, расположенными в ряд по окружности. Лопатки содержат наружные полки, приваренные в отверстиях наружного кожуха. Наружный кожух содержит круглую полость, заполненную истираемым материалом, при этом указанная полость расположена рядом с отверстиями и полками. Поперечное сечение кожуха, следовательно, содержит секцию переменной толщины рядом со сварной секцией между кожухом и полками. Переменная толщина материала вблизи наплавленного валика создает неоднородность, которая может усложнить сварку.
[0004] В патенте FR2958323 А раскрыт компрессор низкого давления турбомашины, содержащий несколько ступеней лопаток статора. Ступень статора содержит наружный кожух, в котором выполнены отверстия, расположенные на одной линии. Лопатки содержат полки, которые соответствуют контурам внутренних кромок отверстий в наружном кожухе. Прикрепление лопаток посредством полок к наружному кожуху осуществляют посредством выполнения сварного шва в местах их стыков. Размер полок обеспечивает то, что тела лопаток не выступают в ходе сварочной операции.
[0005] Однако для обеспечения оптимального закрепления посредством сварных швов необходимо соблюдать пространственные и геометрические ограничения. Кроме прочего, сварку необходимо проводить в однородной среде. В связи с этим может возникать необходимость в проведении сварки на расстоянии от изгибов и предпочтительно через детали с постоянными толщинами. Для преодоления таких ограничений изогнутый участок должен находиться на расстоянии от лопаток, что приводит к удлинению полок лопаток и, следовательно, компрессора.
[0006] В турбомашине компрессор низкого давления занимает значительное пространство. Его увеличение влияет на размер и конструкцию корпуса турбомашины. Вес последней увеличивается. При эксплуатации такой турбомашины в качестве приводного средства летательного аппарата бортовой вес увеличивается, поскольку для такого оборудования необходимо обеспечение опоры. Необходимо изменять первичную энергоемкость и площадь крыла.
[0007] В патенте EP 2202388 А1 раскрыт статор турбомашины, собранный с перекрытием. Две цилиндрические части фланцев статора перекрываются на лопатках статора. Этот способ сборки основан на закреплении посредством потайных болтов. Несмотря на уменьшения осевой длины, это решение увеличивает радиальный диаметр. Более того, это решение не подходит для выполнения сварки, поскольку визуальный контроль обеих сторон сварного шва невозможен. Такая конфигурация не пригодна для электронно-лучевой сварки в виду наличия лопатки в сварном шве.
Сущность изобретения
Технические проблемы
[0008] Целью изобретения является решение по меньшей мере одной из проблем, описанных в разделе «Уровень техники». Более конкретно, целью изобретения является уменьшение веса турбомашины. Более конкретно, целью изобретения является выполнение более компактной турбомашины. Целью изобретения также является улучшение производительности двигателя и, более конкретно, его компрессора.
Техническое решение
[0009] Изобретение относится к статору осевой турбомашины, содержащему наружный кожух с отверстиями, расположенными в ряд по окружности, и по меньшей мере одну внутреннюю кольцевую канавку, предназначенную для фиксации кольцевого слоя истираемого материала, ряд полок лопаток статора, расположенных в отверстиях и прикрепленных посредством одного или нескольких наплавленных валиков между полками и отверстиями, при этом ряд отверстий и внутренняя канавка частично перекрываются, так что часть одного или нескольких наплавленных валиков расположена в осевом направлении во внутренней канавке.
[0010] В соответствии с преимущественным вариантом осуществления изобретения полки лопаток образуют выступ, формирующий внутреннюю канавку.
[0011] В соответствии с другим преимущественным вариантом осуществления изобретения полки проходят на части дна внутренней канавки.
[0012] В соответствии с другим преимущественным вариантом осуществления изобретения отверстия проходят через кожух и канавку.
[0013] В соответствии с другим преимущественным вариантом осуществления изобретения полки имеют в целом форму параллелограмма, предпочтительно прямоугольную, со стороной входа потока и стороной выхода потока, при этом часть одного или нескольких наплавленных валиков, расположенная в осевом направлении во внутренней канавке, проходит вдоль одной из сторон входа потока и выхода потока параллелограмма.
[0014] В соответствии с другим преимущественным вариантом осуществления изобретения отверстия проходят вдоль основного направления, главным образом ориентированного вдоль оси статора, при этом указанное основное направление преимущественно образует угол менее -45°, предпочтительнее менее 30°, еще предпочтительнее менее 15° с указанной осью.
[0015] В соответствии с другим преимущественным вариантом осуществления изобретения наружный кожух предпочтительно содержит цельную круговую стенку, первая часть которой содержит внутреннюю канавку, а вторая часть содержит ряд отверстий и лопаток, при этом указанная стенка образует перемычку между указанными частями.
[0016] В соответствии с другим преимущественным вариантом осуществления изобретения полки содержат поверхности, дополняющие отверстия.
[0017] В соответствии с другим преимущественным вариантом осуществления изобретения наружный кожух и/или статор полок лопаток имеет в целом постоянную толщину.
[0018] В соответствии с другим преимущественным вариантом осуществления изобретения полки лопаток по существу вставлены в отверстия наружного кожуха.
[0019] В соответствии с другим преимущественным вариантом осуществления изобретения секция внутренней канавки проходит вдоль основного направления, по существу соответствующего оси статора, и имеет по существу постоянную глубину более 1,00 мм, предпочтительно более 2,00 мм, еще предпочтительней более 3,00 мм.
[0020] В соответствии с другим преимущественным вариантом осуществления изобретения внутренняя кольцевая канавка содержит две перемычки, при этом по меньшей мере одна из двух перемычек наклонена ко дну внутренней кольцевой канавки относительно перпендикуляра.
[0021] В соответствии с другим преимущественным вариантом осуществления изобретения статор содержит лопатки, прикрепленные к наружному кожуху способом, отличным от сварки.
[0022] В соответствии с другим преимущественным вариантом осуществления изобретения статор является статором компрессора, предпочтительно компрессора низкого давления.
[0023] Под компрессором низкого давления понимают компрессор, расположенный после турбовентилятора. Его впускное давление аналогично атмосферному давлению на высотах, на которых находится летательный аппарат при выполнении маневров.
[0024] В соответствии с другим преимущественным вариантом осуществления изобретения длина внутренней кольцевой канавки составляет более чем 5,00 мм, предпочтительно более чем 10,00 мм, предпочтительнее более чем 20,00 мм. Эту длину измеряют по оси статора.
[0025] В соответствии с другим преимущественным вариантом осуществления изобретения материалы по меньшей мере одной полки и кожуха являются марками сплавов, по существу аналогичных или пригодных для сварки друг с другом.
[0026] В соответствии с другим преимущественным вариантом осуществления изобретения кожух содержит две внутренние кольцевые канавки, при этом одна расположена перед отверстиями, а другая за ними, причем первая часть одного или нескольких наплавленных валиков расположена в канавке со стороны входа потока, а вторая часть одного или нескольких наплавленных валиков расположена в канавке со стороны выхода потока.
[0027] В соответствии с другим преимущественным вариантом осуществления изобретения толщина полок превышает толщину наружного кожуха в отверстиях.
[0028] В соответствии с другим преимущественным вариантом осуществления изобретения при сварке сварной шов содержит разрыв на краях кольцевой канавки в наружном кожухе.
[0029] В соответствии с другим преимущественным вариантом осуществления изобретения полка содержит участок, проходящий вдоль наружной поверхности наружного кожуха и который приварен к указанной поверхности в осевом направлении во внутренней канавке.
[0030] Изобретение также относится к турбомашине, содержащей по меньшей мере один компрессор по меньшей мере с одним статором и по меньшей мере турбину по меньшей мере с одним статором, отличающейся тем, что все или по меньшей мере один из статоров компрессора и/или турбины выполнен в соответствии с изобретением.
[0031] Изобретение также относится к способу производства статора в соответствии с изобретением, включающему следующие этапы, на которых: (а) предоставляют наружный кожух и лопатки, (b) размещают и приваривают полки в отверстиях наружного кожуха, (с) прикрепляют слой истираемого материала к внутренней канавке.
[0032] В соответствии с преимущественным вариантом осуществления изобретения способ между этапами (b) и (с) включает следующий этап, на котором обрабатывают внутреннюю поверхность кожуха для образования внутренней канавки.
Преимущества изобретения
[0033] Изобретение представляет способ обеспечить уменьшение размера турбомашины, действующей в качестве компрессора. Каждая ступень статора совместно с лентой истираемого материала позволяет сэкономить несколько миллиметров. Во всем компрессоре низкого давления можно сэкономить один сантиметр.
[0034] Изобретение также обеспечивает аэродинамическое преимущество, поскольку сварные швы на стороне прохождения потока закрыты истираемым материалом. Действительно, некоторые неровности, создаваемые сварными швами в потоке, теперь закрыты истираемым материалом. Это достигается посредством удлинения сварного шва, а также выполнением полки и наружного кожуха со ступенью.
[0035] Изобретение упрощает конструкцию турбомашины и исключает неиспользуемое пространство между неподвижными и подвижными рядами лопаток. При необходимости эти ряды можно приблизить друг к другу для улучшения управления потоком и, следовательно, оптимизировать работу двигателя.
[0036] Производство такого статора упрощено. Доступ к сварным швам улучшен за счет их расположения на расстоянии от лопаток и в открытой рабочей части. Размеры канавки позволяют выполнять сварные швы, что обуславливает некоторое повышение температуры.
Краткое описание графических материалов
[0037] На фиг.1 показано сечение через осевую турбомашину в соответствии с изобретением.
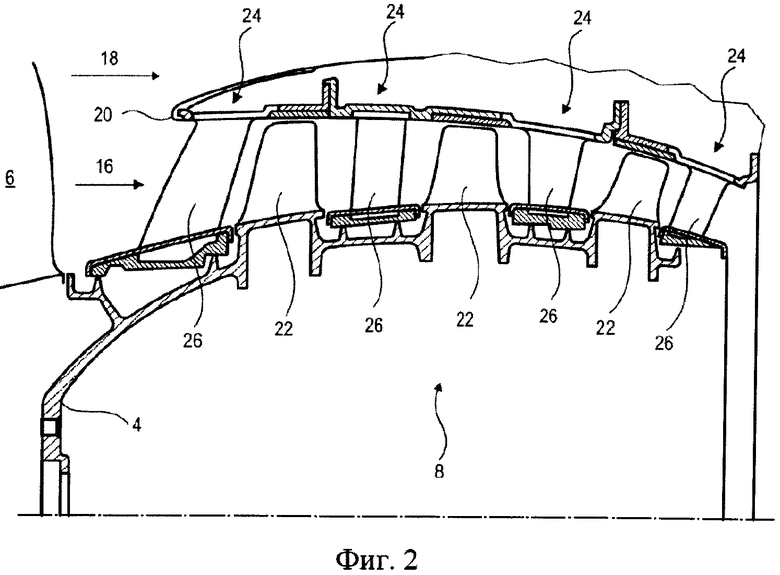
[0038] На фиг.2 показан компрессор осевой турбомашины в соответствии с изобретением.
[0039] На фиг.3 показан упрощенный вид секции статора компрессора в соответствии с изобретением.
[0040] На фиг.4 показан этап производства статора в первом способе осуществления согласно изобретению.
[0041] На фиг.5 показан первый этап производства статора во втором способе осуществления согласно изобретению.
[0042] На фиг.6 показан второй этап производства статора во втором способе осуществления согласно изобретению.
Подробное описание вариантов осуществления
[0043] Далее в описании термины внутренний и наружный относятся к положению относительно оси вращения осевой турбомашины. То же касается терминов внутренний и внешний. Длины измерены вдоль оси вращения турбомашины, высота - в радиальном направлении, а ширина - под прямыми углами к высоте.
[0044] На фиг.1 показана осевая турбомашина. В этом случае она является двухконтурным турбореактивным двигателем. Турбореактивный двигатель 2 содержит первую ступень сжатия, так называемый компрессор 8 низкого давления, вторую ступень сжатия, так называемый компрессор 10 высокого давления, камеру 12 сгорания и одну или несколько ступеней турбины 14. При эксплуатации механическая мощность турбины 14 передается через центральный вал на ротор 4 и приводит в действие два компрессора 8 и 10. Редукторы могут обеспечивать увеличение скорости вращения, передаваемой на компрессоры. Более того, разные ступени турбины могут быть соединены со ступенями компрессора посредством соосных валов. Последние содержат несколько рядов лопаток ротора, соединенных с рядами лопаток статора. Таким образом, вращение ротора обеспечивает создание потока воздуха и постепенно сжимает его до впуска в камеру 12 сгорания. Приточный вентилятор, обычно называемый турбовентилятором 6, соединен с ротором 4 и создает поток воздуха, разделяемый на первичный поток 16, проходящий через разные ступени турбомашины, указанные выше, и вторичный поток 18, проходящий через круговой проход (показан частично) по длине машины, который затем соединяется с основным потоком на выходе турбины.
[0045] На фиг.2 показан вид в разрезе компрессора низкого давления осевой турбомашины, такой как показана на фиг.1. На фиг.2 показана часть приточного вентилятора или турбовентилятора 6 и передняя часть разделителя потока, разделяющая первичный поток 16 и вторичный поток 18. Ротор 4 содержит несколько рядов лопаток 22 ротора. Корпус содержит несколько статоров 24, связанных с рядами лопаток 22 ротора. Каждый статор содержит ряд лопаток 26 статора. Каждая пара ротора и соответствующих рядов лопаток статора образует одну ступень компрессора 8.
[0046] На фиг.3 показана часть статора 24 турбомашины. Статор 24 образует венец, осью которого выступает ось симметрии вращения турбомашины. Он содержит наружный кожух 28, в котором закреплена лопатка 26 статора. Наружный кожух 28 содержит внутреннюю поверхность для направления первичного потока. Его внутренняя поверхность является поверхностью вращения. Она по существу цилиндрична и характеризуется изменениями диаметра, например уменьшением диаметра в направлении потока. Кожух содержит тело вращения, выполненное из профиля вращения. Профиль вращения содержит первую часть 30 и вторую часть 32, соединенные изогнутым участком 34. Первая часть 30 и вторая часть 32 могут чередоваться с изогнутым участком 34.
[0047] Первая часть 30 может быть участком со стороны входа потока. Она содержит внутреннюю кольцевую канавку, в которой находится кольцевой слой 36 истираемого материала. Этот материал может эродировать в результате трения, когда конец 22 лопатки ротора входит с ним в контакт. Слой 36 истираемого материала может образовывать кольцевую полосу по существу постоянной толщины для усовершенствования и упрощения его выполнения. Внутренняя поверхность слоя 36 истираемого материала находится на одном уровне с внутренней поверхностью полки лопатки 26 статора. Такая конфигурация позволяет оптимизировать поток и не создает нарушения сплошности поверхности, возмущающего поток.
[0048] Длина слоя 36 истираемого материала обусловлена длиной конца лопатки 22 ротора, расположенного напротив него. Кромки со стороны входа и выхода потока могут быть добавлены к этой длине с учетом различных вариантов эксплуатации турбомашины. Эти длины измеряют вдоль оси вращения турбомашины. Длина слоя 36 истираемого материала может рассматриваться как фиксированное значение геометрии турбомашины.
[0049] Вторая часть 32 может быть участком со стороны выхода потока. Она содержит внешнюю кольцевую канавку, образующую круговое углубление. Это углубление увеличивает длину наружного кожуха.
[0050] Вторая часть 32 содержит отверстие, выполненное через наружный кожух 28. Лопатка статора содержит полку 38, поверхность которой соответствует отверстию для закрытия последнего. Полка 38 прикреплена на своем стыке к отверстию, предпочтительно к его краям, еще предпочтительней по всей его границе.
[0051] Прикрепление осуществляют посредством сварки, предпочтительно посредством шовной сварки, предпочтительно непрерывной. Наплавленный валик выполняют по всей окружности отверстия, образуя уплотнение. Посредством сварки образуют наплавленный валик на части 40 со стороны входа потока и части 42 со стороны выхода потока и боковых частях (не показаны). Такой сварной шов может быть выполнен посредством электронно-лучевой сварки.
[0052] Преимущественно, вторая часть 32 содержит ряд отверстий, фиксирующих ряд полок лопаток статора. Предпочтительно, наружные края полки 38 проходят по длине внутренних кромок отверстий. Предпочтительно, отверстия по форме соответствуют форме полок 38.
[0053] Часть сварного шва 40 со стороны входа потока расположена под слоем истираемого материала 36. В этом положении форма тела наружного кожуха 28 по существу прямая. Часть сварного шва 40 со стороны входа потока расположена таким образом, что устраняет любые геометрические ограничения. Сварной шов больше не может находиться между изогнутым участком 34 и телом лопатки статора. Таким образом, ограничения, наложенные на длину полки между изогнутым участком 34 и телом лопатки, более не существуют. Более того, длина участка сварного шва 40 со стороны входа потока меньше длины слоя истираемого материала 36, и наличие части 40 сварного шва со стороны входа потока более не влияет на длину наружного кожуха 28.
[0054] Следовательно, по сравнению со статором, известным из уровня техники, часть полки между телом лопатка статора и изогнутым участком 34 может быть уменьшена. Такое уменьшение длины в осевом направлении оказывает влияние на наружный кожух 28. С этой целью части 40 сварных швов всех приваренных лопаток статора на ступени со стороны входа потока должны располагаться в той же канавке. Значительное сокращение длины можно обеспечить на каждом сварном шве со стороны входа потока и со стороны выхода потока, расположенном под слоем истираемого материала 28. Такое сокращение может составлять более чем 2,00 мм, предпочтительно более чем 3,00 мм. Во всем компрессоре, содержащем несколько ступеней сжатия, например три ступени сжатия, изобретение может обеспечивать сокращение, равное более чем 10,00 мм. Корпус двигателя также может быть уменьшен. Такое уменьшение обеспечивает снижение веса и повышение прочности турбомашины.
[0055] Идеи изобретения также применимы к статору турбины турбомашины. Сварной шов на полке лопатки статора можно сместить в осевом направлении, тем самым удаляя его из области с ограничениями. Таким образом, значительное сокращение длины может быть достигнуто посредством выполнения идей изобретения как на одном или нескольких компрессорах, так и на одной или нескольких турбинах турбомашины. В этом случае истираемым материалом может быть материал ячеистой структуры.
[0056] Статор 24 может быть изготовлен посредством различных способов.
[0057] На фиг.4 показан промежуточный этап производства статора 24 в первом способе производства. Статор 24 выполняют из наружного кожуха с отверстиями, в которых располагают полки. Кожух 28 и полки 38 показаны с окончательными размерами.
[0058] Наплавленный валик выполняют на стыке между полками и отверстиями наружного кожуха. Наплавленный валик в основном тонкий, его толщина близка к толщине наружного кожуха 28. За счет небольшого поперечного сечения его получение является недорогим. Утолщенный участок 44 может быть добавлен к полке в изогнутом участке 34. После сварки утолщенный участок 44 подвергают механической обработке, например точению.
[0059] Первый способ производства статора включает следующие этапы, на которых:
a. наружный кожух 28 и лопатки 26 доводят до их окончательных размеров;
b. размещают и приваривают полки 38 в отверстиях наружного кожуха 28, так что они расположены на одном уровне с внутренней поверхностью;
c. приваривают полки 38 к отверстиям в наружном кожухе.
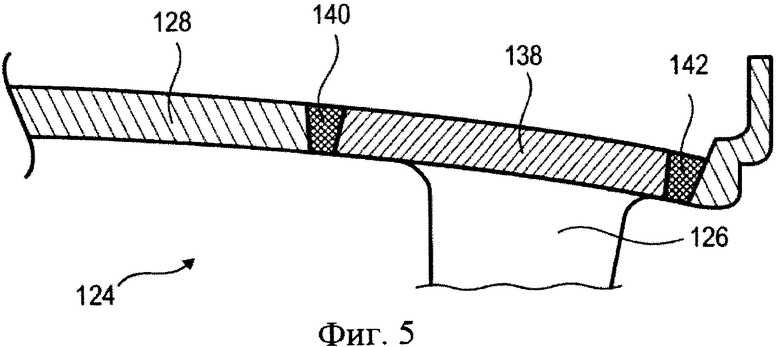
[0060] На фиг.5 показан первый промежуточный этап производства статора 24, показанный на фиг.3. На фиг.5 для одинаковых элементов использованы те же номера ссылок, что и на предыдущих фигурах, но увеличенные на 100. Конкретные номера использованы для элементов, характерных для этого варианта осуществления.
[0061] В этом способе статор выполняют из начерно обработанных полок 138 и начерно обработанной лопатки 126 с начерно обработанным наружным кожухом 128, содержащим радиально утолщенные участки. Они могут иметь одинаковые толщины в местах соединения. Начерно обработанные полки 138 и начерно обработанные лопатки 126 помещают в отверстия начерно обработанного наружного кожуха 128 и затем приваривают в местах их стыков. На фиг.5 показана начерно обработанная часть 140 со стороны входа потока и начерно обработанная часть 142 со стороны выхода потока наплавленного валика. Полученный таким образом узел представляет собой начерно обработанный статор 124.
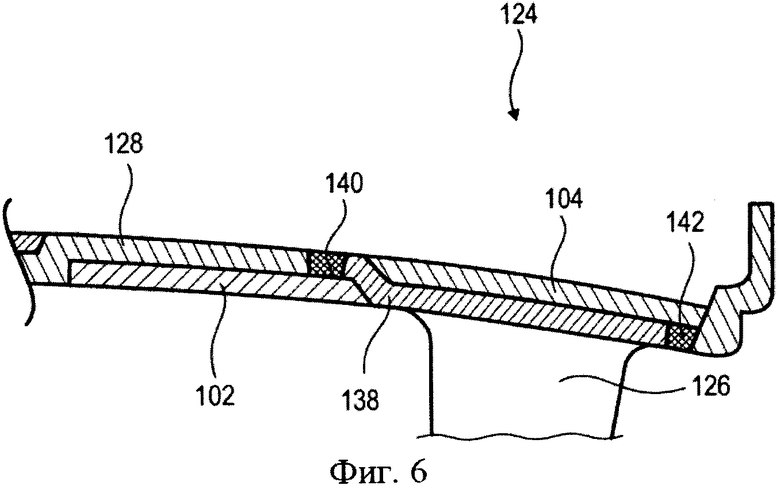
[0062] На фиг.6 показана вторая промежуточная ступень второго способа производства статора. Второй промежуточный этап включает операции обработки начерно обработанного статора, показанного на фиг.5. Операции обработки могут включать черновую и/или чистовую механическую обработку.
[0063] На внутренней поверхности начерно обработанного статора 124 выполняют цикл внутренней механической обработки 102. Благодаря этому выполняют кольцевую канавку, в которой можно расположить слой истираемого материала. Можно выполнить несколько кольцевых канавок, расположенных в осевом направлении, для размещения нескольких кольцевых слоев истираемого материала. Внутреннюю механическую обработку 102 выполняют в осевом направлении на начерно обработанном наружном кожухе 128 и на части начерно обработанных полок 138. Также удаляют материал из участка 102 наплавленного валика со стороны входа потока.
[0064] На наружной поверхности начерно обработанного статора 124 можно выполнять один или несколько циклов внешней механической обработки 104. Благодаря таким циклам механической обработки обеспечивается уменьшение веса статора посредством снятия материала. Такие циклы механической обработки можно выполнять на начерно обработанных полках 138 лопаток статора, а также на части 142 наплавленного валика со стороны выхода потока.
[0065] Циклы внутренней и/или внешней механической обработки преимущественно выполняют посредством точения, повышая округлость и цилиндричность.
[0066] Второй способ производства статора включает следующие этапы, на которых:
a. производят начерно обработанный наружный кожух 128, начерно обработанные лопатки 126 и начерно обработанные полки 138;
b. размещают и приваривают начерно обработанные полки 138 в отверстиях наружного начерно обработанного кожуха 128;
c. выполняют внутреннюю механическую обработку 102 на внутренней поверхности начерно обработанного наружного кожуха 128, выполняют наружную механическую обработку 104 наружной поверхности начерно обработанного наружного кожуха 128;
d. помещают слой истираемого материала во внутреннюю канавку.
[0067] Второй способ производства характеризуется преимуществом, которое заключается в том, что сварку осуществляют на плоской поверхности. Такой сварной шов является более однородным и, следовательно, более долговечным. В дополнение, сварка может изменять кристаллическую структуру материалов и делает их более хрупкими. Такое повышение хрупкости, а также изогнутый участок могут сокращать срок службы полученной таким образом детали. Термическое и вибрационное напряжение может ускорять возникновение механических неисправностей. Вследствие выполнения сварного шва под лентой истираемого материала на расстоянии от изогнутого участка кожух становится более надежным.


Статор осевой турбомашины содержит наружный кожух и ряд лопаток статора с полками. Наружный кожух имеет расположенные в ряд по окружности отверстия и внутреннюю кольцевую канавку для фиксирования кольцевого слоя истираемого материала. Полки лопаток статора расположены в отверстиях наружного кожуха и закреплены посредством наплавленных валиков между полками и гранями отверстий. Ряд отверстий и внутренняя канавка частично пересекаются, так что часть каждого наплавленного валика расположена в осевом направлении во внутренней канавке. Другое изобретение группы относится к турбомашине, содержащей компрессор и турбину, причем, по меньшей мере, один из статоров компрессора и/или турбины выполнен как указано выше. При производстве указного выше статора сначала изготавливают наружный кожух и лопатки, после чего размещают и приваривают полки лопаток в отверстиях наружного кожуха. Затем помещают слой истираемого материала во внутреннюю канавку. Группа изобретений позволяет уменьшить размер турбомашины, упростить ее конструкцию и производство. 3 н. и 18 з.п. ф-лы, 6 ил.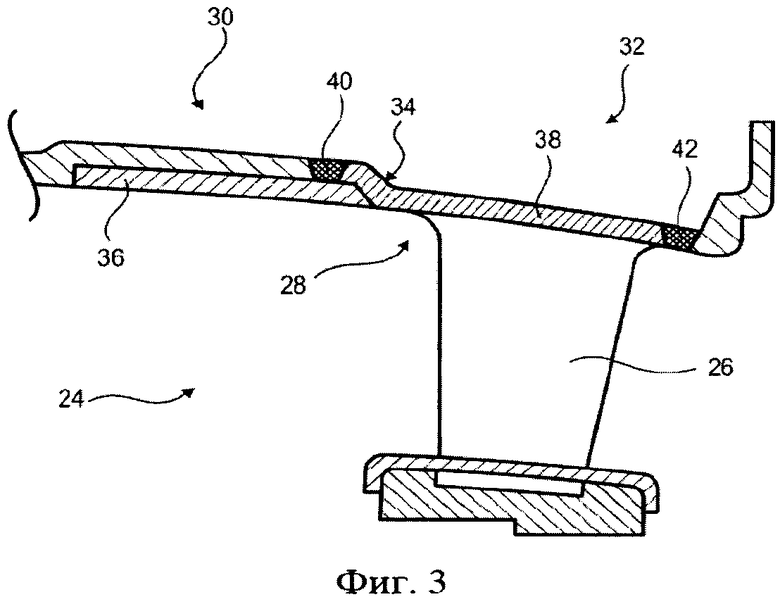
1. Статор (24) осевой турбомашины, содержащий:
- наружный кожух (28) с расположенными в ряд по окружности отверстиями и по меньшей мере одной внутренней кольцевой канавкой, предназначенной для фиксирования кольцевого слоя истираемого материала (36),
- ряд лопаток (26) статора с полками (38), расположенными в отверстиях и закрепленными посредством одного или нескольких наплавленных валиков между полками (38) и гранями отверстий,
отличающийся тем, что ряд отверстий и внутренняя канавка частично пересекаются, так что часть (40, 42) одного или нескольких наплавленных валиков расположена в осевом направлении во внутренней канавке.
2. Статор (24) по п. 1, отличающийся тем, что полки (38) лопаток (26) формируют выступ, отделяющий внутреннюю канавку.
3. Статор (24) по одному из пп. 1 и 2, отличающийся тем, что полки (38) проходят на участке дна внутренней канавки.
4. Статор (24) по п. 1, отличающийся тем, что отверстия расположены в радиальном направлении на кожухе (28) и во внутренней канавке.
5. Статор (24) по п. 1, отличающийся тем, что полки (38) имеют в целом форму параллелограмма со стороной входа потока и стороной выхода потока, при этом часть (40, 42) одного или нескольких наплавленных валиков, расположенная в осевом направлении во внутренней канавке, проходит вдоль одной из сторон входа потока и выхода потока параллелограмма.
6. Статор (24) по п. 5, отличающийся тем, что полки (38) имеют в целом форму прямоугольника.
7. Статор (24) по п. 1, отличающийся тем, что отверстия проходят вдоль основного направления, главным образом ориентированного вдоль оси статора (24).
8. Статор (24) по п. 7, отличающийся тем, что основное направление отверстий образует угол менее чем 45° с осью статора.
9. Статор (24) по п. 7, отличающийся тем, что основное направление отверстий образует угол менее чем 30° с осью статора.
10. Статор (24) по п. 7, отличающийся тем, что основное направление отверстий образует угол менее чем 15° с осью статора.
11. Статор (24) по п. 1, отличающийся тем, что наружный кожух (28) содержит цельную круговую стенку с первой частью (30), содержащей внутреннюю канавку, и второй частью (32), содержащей ряд отверстий и лопаток (26), при этом указанная стенка образует перемычку между указанными частями.
12. Статор (24) по п. 1, отличающийся тем, что полки (38) содержат поверхности, совпадающие по форме с отверстиями.
13. Статор (24) по п. 1, отличающийся тем, что наружный кожух (28) и/или полки (38) лопаток (26) статора имеют в целом постоянную толщину.
14. Статор (24) по п. 1, отличающийся тем, что полки (38) лопаток (26) по существу вставлены в отверстия наружного кожуха (28).
15. Статор (24) по п. 1, отличающийся тем, что внутренняя секция канавки проходит в основном направлении, соответствующем по существу оси статора (24), и имеет по существу постоянную глубину более чем 1,00 мм.
16. Статор (24) по п. 15, отличающийся тем, что глубина внутренней секции канавки более чем 2,00 мм.
17. Статор (24) по п. 15, отличающийся тем, что глубина внутренней секции канавки более чем 3,00 мм.
18. Статор (24) по п. 1, отличающийся тем, что внутренняя кольцевая канавка содержит две перемычки, причем по меньшей мере одна из двух перемычек наклонена ко дну внутренней кольцевой канавки относительно перпендикуляра.
19. Турбомашина, содержащая по меньшей мере один компрессор (8, 10) по меньшей мере с одним статором и по меньшей мере одну турбину (14) по меньшей мере с одним статором, отличающаяся тем, что все или по меньшей мере один из статоров (24) компрессора (8, 10) и/или турбины (14) соответствует одному из пп. 1-18.
20. Способ производства статора (24) по одному из пп. 1-18, включающий этапы, на которых:
(a) изготавливают наружный кожух (28) и лопатки (26);
(b) размещают и приваривают полки (38) в отверстиях наружного кожуха (28);
(c) помещают слой истираемого материала (36) во внутреннюю канавку.
21. Способ производства статора (24) по п. 20, отличающийся тем, что между этапами (b) и (с) он включает этап, на котором:
обрабатывают внутреннюю поверхность кожуха (28) для выполнения внутренней канавки.
| ПЛАСТИКОВАЯ ЕМКОСТЬ ДЛЯ ХРАНЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ (ВАРИАНТЫ) | 2009 |
|
RU2404102C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| DE 102004036066 A1, 16.02.2006 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Истираемое уплотнение газотурбинного двигателя | 1989 |
|
SU1799424A3 |

